5 kroków do opanowania procesu tłoczenia blachy
0.1Wprowadzenie do procesu tłoczenia blach ze stali nierdzewnej
Tłoczone arkusze ze stali nierdzewnej powstają w wyniku walcowania wzorów z rolek formujących na arkusze przy użyciu maszyny do tłoczenia.
Tłoczenie blachy jest cechowanie proces tworzenia wypukłych lub wklęsłych wzorów lub reliefów blachaPrzesuwanie arkusza lub paska metalu między rolkami o pożądanym wzorze. Często łączy się to z tłoczeniem folią, aby uzyskać błyszczący, trójwymiarowy efekt.
0.2Główne cechy tłoczonych blach ze stali nierdzewnej
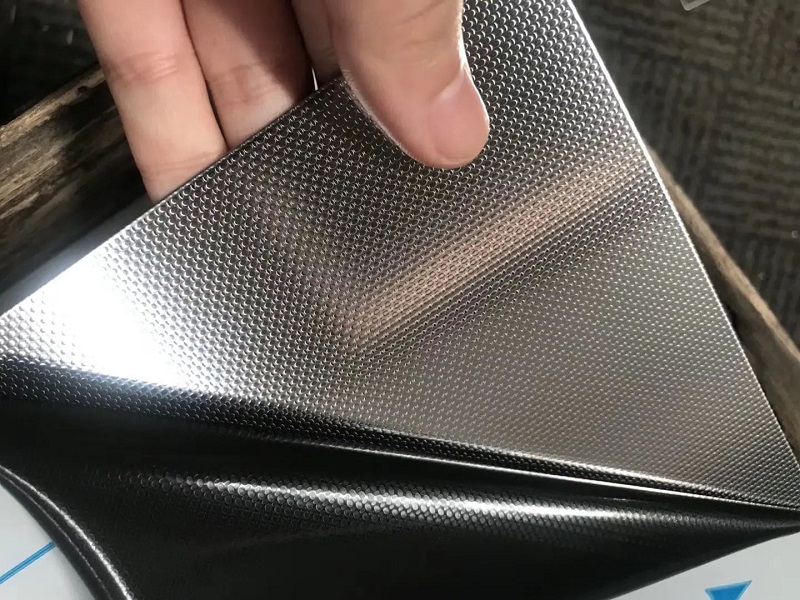
Tłoczone arkusze ze stali nierdzewnej są estetyczne i szeroko stosowane w dekoracjach architektonicznych, takich jak: tłoczona metalowa dekoracja ściennaWypukłe i wgłębione faktury na powierzchni zwiększają tarcie, dzięki czemu płytki te idealnie nadają się do stosowania w miejscach o podwyższonej odporności na poślizg, takich jak schody i podłogi, a także podłogi w wagonach metra.
Tłoczone arkusze ze stali nierdzewnej są niezwykle trwałe, odporne na rdzę, mają właściwości antykorozyjne i są odporne na zanieczyszczenia, a przy tym łatwe do czyszczenia.

0.3Typowe wzory tłoczonych blach ze stali nierdzewnej



- Szachownica
- Wzór falisty
- Wzór kropkowy
- Tekstura skóry
- Wzór siatki
- Sześcian
- Chryzantema
- Antyczny kwadrat
- Słoje drewna
- Diament
- Mały kwadrat
- Bielizna
- Mała pościel
- Piasek
- Ziarno ryżu
- Pas
- Siatka
- Wzór skóry
0.4Główne zastosowania tłoczonych arkuszy ze stali nierdzewnej
Dekoracja architektoniczna:Używany do tłoczona metalowa sztuka ścienna, sufity, kolumny i inne materiały dekoracyjne ścian.
Meble i artykuły kuchenne:Materiały na drzwi szafek, blaty i tłoczone płyty metalowe.
Dekoracja windy:Tłoczona stal nierdzewna do dekoracji wnętrz i drzwi wind.
Obszary przemysłowe: Nadaje się do chodników antypoślizgowych i platform roboczych.
Transport:Stosowany w metrze, podłogach pociągów i poręczach.
Kluczowe kroki i zagadnienia w procesie tłoczenia stali nierdzewnej
1.0Wybór materiału ze stali nierdzewnej
1.1Materiały powszechnie stosowane do tłoczonych blach ze stali nierdzewnej:
- Aluminium (wszystkie stopy)
- Aluminium (T1/T2)
- Mosiądz
- Papier kartonowy
- Stal walcowana na zimno
- Miedź
- Stal ocynkowana
- Wysoka wytrzymałość, stal niskostopowa
- Stal walcowana na gorąco
- Stal (wszystkie stopy)
- Cynk
Blachy ze stali nierdzewnej:
- Stal nierdzewna 304:Standardowy materiał na blachy tłoczone o dobrej odporności na korozję.
- Stal nierdzewna 316:Zapewnia lepszą odporność na korozję niż stal 304, często stosowana w środowiskach wysokiej klasy lub na zewnątrz.
- Stal nierdzewna 430:Bardziej ekonomiczny, odpowiedni do stosowania wewnątrz pomieszczeń płytki tłoczone w metalugdzie odporność na korozję ma mniejsze znaczenie.
1.2Grubość materiału i głębokość wzoru:
- Cieńsze arkusze (0,5-1,0 mm):Nadaje się do zastosowań dekoracyjnych, ze stosunkowo płytkimi wzorami.
- Grubsze arkusze (1,5 mm i więcej): Umożliwia głębsze tłoczenie i tworzenie bardziej wyraźnych wzorów, idealnych do zastosowań antypoślizgowych.
2.0Wałek do tłoczenia

2.1Projektowanie formy do tłoczenia:
Projektowanie wzorów:Projekt musi uwzględniać ciągliwość stali nierdzewnej i głębokość tłoczenia, aby zagwarantować wyraźne odwzorowanie wzoru.
Głębokość tłoczenia:Dostosuj głębokość do grubości arkusza i przeznaczenia. Grubsze arkusze umożliwiają głębsze tłoczenie, natomiast cieńsze arkusze lepiej nadają się do płytkich wzorów.
Rozmiar formy:Rozmiar rolki formy musi dokładnie odpowiadać wymiarom arkusza stali nierdzewnej, aby zapobiec jego rozbieżnościom lub deformacji podczas tłoczenia.
Ciągłość wzoru:Zapewnij ciągłe i symetryczne wzorowanie, aby uniknąć szwów i niewspółosiowości.
2.2Materiały do rolek formujących:
- Stal stopowa o wysokiej wytrzymałości:Rolki formujące, zwykle wykonane ze stali Cr12MoV lub D2, wytrzymują wysokie ciśnienie i tarcie występujące podczas wytłaczania stali nierdzewnej.
2.3Zapewnienie precyzji formy:
- Obróbka o wysokiej precyzji:Ponieważ stal nierdzewna jest twarda, precyzja formy musi mieścić się w zakresie mikronów, co uzyskuje się poprzez obróbkę CNC.
2.4Konserwacja form:
Czyszczenie:Regularne czyszczenie form jest konieczne w celu usunięcia tłuszczu i resztek metalu, co zapewnia jakość tłoczenia.
Wykrywanie zużycia: Regularnie sprawdzaj formy pod kątem zużycia i pęknięć, zwłaszcza te często używane, aby zachować przejrzystość wzoru.
Smarowanie:Właściwe smarowanie wydłuża żywotność formy.
Składowanie:Walce formujące należy przechowywać w suchych warunkach, aby zapobiec rdzewieniu lub uszkodzeniu powierzchni.
3.0Ustawienia maszyny do tłoczenia stali nierdzewnej
Rodzaje popularnych maszyn do tłoczenia:
Hydrauliczny Maszyny do tłoczenia: Nadaje się do produkcji na dużą skalę lub tłoczenia grubych arkuszy, szczególnie do przemysłowych podłóg antypoślizgowych.
Maszyny do tłoczenia mechanicznego:Idealny do produkcji na małą i średnią skalę, kompaktowy i ekonomiczny.
Maszyny do walcowania:Zaprojektowane do produkcji wielkoseryjnej cienkich tłoczonych arkuszy ze stali nierdzewnej, takich jak te stosowane do wystrój windylub sprzęt AGD.
3.1Regulacja parametrów maszyny do tłoczenia:
Regulacja ciśnienia: Ustaw ciśnienie na podstawie grubości, twardości i pożądanej głębokości wzoru stali nierdzewnej.
Regulacja prędkości:W przypadku cieńszych materiałów należy zwiększyć prędkość, a w przypadku grubszych ją zmniejszyć.
Regulacja temperatury:W niektórych przypadkach podgrzanie stali nierdzewnej może poprawić jej plastyczność, szczególnie w przypadku grubszych arkuszy lub procesów głębokiego tłoczenia.
3.2Zapewnienie stabilności podczas tłoczenia:
Kalibracja maszyn: Regularnie kalibruj urządzenie, aby zapewnić prawidłowe ustawienia ciśnienia, prędkości i temperatury.
Monitorowanie stanu maszyny:Ciągłe monitorowanie pracy maszyny w celu wykrycia wszelkich anomalii temperatury, ciśnienia lub prędkości.
Kontrola wibracji: Należy upewnić się, że rolki formy są zamontowane na stabilnej platformie, aby zapobiec wpływowi drgań na jakość tłoczenia.
4.0Obsługa tłoczonych arkuszy stali nierdzewnej
4.1Spłaszczanie blach ze stali nierdzewnej:
Kontrola płaskości powierzchni:Użyj urządzenia prostującego, aby mieć pewność, że arkusze są gładkie, bez wgnieceń i wybrzuszeń.
Wstępna obróbka materiału:W przypadku twardszej stali nierdzewnej lekkie wyżarzanie przed tłoczeniem może zmniejszyć naprężenia wewnętrzne i zapobiec nieregularnym odkształceniom lub pęknięciom podczas tłoczenia.
Zabezpieczanie przedmiotów obrabianych: Podczas tłoczenia należy upewnić się, że blacha ze stali nierdzewnej jest solidnie zamocowana, aby zapobiec jej przesuwaniu, co mogłoby spowodować odkształcenie wzoru lub powstanie zmarszczek na krawędziach.
4.2Zapewnienie przejrzystości i jednolitości wzoru:
Precyzyjna, bezbłędna formaWzór formy musi być nieskazitelny.
Równomierne ciśnienie: Zapewnij równomierny nacisk na arkusz.
Kontrola grubości materiału: Zachowaj jednolitą grubość materiału.
4.3Monitorowanie kluczowych parametrów w czasie rzeczywistym (ciśnienie, temperatura itp.):
Monitorowanie ciśnienia:Należy stale kontrolować nacisk, aby zapewnić równomierne tłoczenie.
Kontrola temperatury:Dostosuj temperaturę w razie potrzeby, aby poprawić plastyczność materiału.
Monitorowanie prędkości:Utrzymuj stałą prędkość, aby uniknąć nierównomiernego tłoczenia.
5.0Zabieg po tłoczeniu
5.1Obróbka powierzchni po tłoczeniu:
Czyszczenie powierzchni:Usuń resztki oleju, zanieczyszczenia metalowe i cząsteczki, aby zachować wygląd produktu.
PolerowanieW zależności od produktu, powierzchnia może być polerowana. Typowe metody polerowania obejmują polerowanie mechaniczne, chemiczne lub elektrochemiczne.
Szczotkowanie:Szczotkowanie powierzchni nadaje stali nierdzewnej bardziej teksturowany efekt wizualny.
5.2Folia ochronna i zabezpieczenie antykorozyjne:
- Folia ochronna powierzchniowa:Aby zapobiec zarysowaniom lub uszkodzeniom podczas transportu i dalszej obróbki, nałóż folię ochronną za pomocą automatycznej laminarki.
- Obróbka antykorozyjna:
- Obróbka pasywacyjna:Zastosuj pasywację chemiczną, aby usunąć tlenki i zanieczyszczenia powierzchniowe.
- Powłoka anty-odciskowa: Nałóż przezroczystą powłokę, aby zapobiec powstawaniu odcisków palców i smug.
5.3Opakowanie i przechowywanie:
Opakowanie ochronne: Upewnij się, że arkusze są bezpiecznie zapakowane, aby zapobiec ich uszkodzeniu.
Przechowywanie odporne na wilgoć:Przechowuj arkusze w środowisku o kontrolowanej wilgotności, aby zapobiec rdzewieniu.
Etykietowanie i dokumentacja:Prawidłowo opisz i udokumentuj tłoczone arkusze ze stali nierdzewnej, aby ułatwić ich identyfikację.
https://link.springer.com/article/10.1007/s00542-010-1158-x
https://en.wikipedia.org/wiki/Embossing_(manufacturing)