

1.0베벨링과 챔퍼링의 차이점
파이프 가공, 금속 제작, 용접 준비 과정에서 베벨링과 챔퍼링은 일반적인 모서리 마감 기법입니다. 겉보기에는 유사해 보이지만, 용도, 각도 설계, 적용 범위 및 가공 방법 면에서 상당한 차이가 있습니다.
1.1기본 정의
| 측면 | 모따기 | 사각 |
| 정의 | 날카로운 모서리를 제거하거나 조립을 안내하기 위해 두 개의 인접한 표면 사이에 작은 각도(일반적으로 45°)로 절단한 부분입니다. | 주로 용접 준비나 구조적 연결을 위해 재료의 가장자리를 기계로 가공한 각진 표면입니다. |
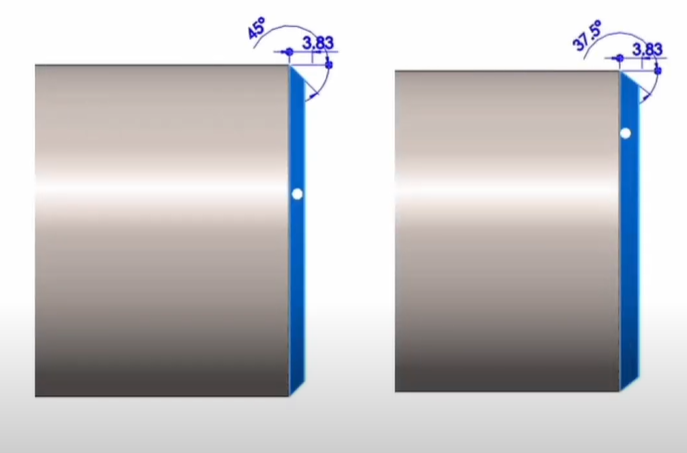
| 일반적인 각도 | 45° | 일반적으로 37.5°이지만 30°, 60° 등일 수도 있습니다. |
| 깊이 | 가장 바깥쪽 가장자리에만 영향을 미칩니다. | 재료 속으로 더 깊이 확장할 수 있습니다 |
| 재료 제거 | 네 (보통 최소한) | 예(더 많은 자료를 제거합니다) |
| 에지 관계 | 일반적으로 수직면 사이 | 종종 수직이 아니거나 평행하지 않은 표면 사이에서 |
1.2목적 비교
| 프로세스 유형 | 주요 목적 |
| 챔퍼링 | 날카로운 모서리를 제거하고, 조립의 적합성을 개선하고, 안전성과 미학성을 향상시킵니다. |
| 베벨링 | 파이프 끝이나 가장자리를 용접에 맞게 준비하고, 용접 침투성과 접합 강도를 높입니다. |
| 프로세스 유형 | 주요 목적 |
| 챔퍼링 | 날카로운 모서리를 제거하고, 조립의 적합성을 개선하고, 안전성과 미학성을 향상시킵니다. |
| 베벨링 | 파이프 끝이나 가장자리를 용접에 맞게 준비하고, 용접 침투성과 접합 강도를 높입니다. |
1.3처리 방법
일반적인 베벨링 방법:
- 수동 연삭: 비용 효율적이며 현장 사용에 적합함. 일관성이 낮음.
- 휴대용 베벨링 머신: 효율성이 높고 이동성이 뛰어나며, 소규모에서 중규모 배치 작업에 이상적입니다.
- 고정식 베벨링 시스템: 고정밀, V, U, J 홈 지원, 자동화에 적합합니다.
- 플라즈마 또는 화염 절단: 두꺼운 파이프에 적합하며, 절단과 베벨링을 동시에 할 수 있습니다.
일반적인 챔퍼링 방법:
- 챔퍼 밀: CNC 밀링머신이나 선반에 사용되며 높은 정확도를 제공합니다.
- 챔퍼 게이지/자: 수동 조작을 지원하며, 소량 작업이나 현장 작업에 적합합니다.
- 디버링 도구 / 연삭 휠: 플라스틱, 유리 또는 가벼운 가장자리 처리에 사용됨.
1.4응용 프로그램 비교
| 적용 분야 | 모따기 | 사각 |
| 배관 시스템 | 파이프 끝부분의 날카로운 모서리를 제거하여 조립을 용이하게 합니다. | 용접을 위한 끝부분을 준비하고, 관통력과 강도를 향상시킵니다. |
| 기계 부품 | 나사 정렬을 돕고 응력 집중을 줄입니다. | 기어 이빨 및 밀봉 인터페이스에 사용됨 |
| 건축용 하드웨어 | 노출된 가장자리의 안전성과 외관을 향상시킵니다. | 각진 조인트나 장식 전환을 가능하게 합니다. |
| 용접 구조물 | 거의 직접 적용되지 않음 | 맞대기 접합 준비에 필수(예: 파이프, 판) |
1.5 챔퍼링은 베벨링의 한 종류인가요?
기술적으로 챔퍼는 일반적으로 고정된 45° 각도로 베벨링되는 특정 유형의 베벨로 간주될 수 있습니다. 그러나 의도된 기능과 가공 깊이는 다릅니다.
- 모따기: 정밀 가공, 조립 적합성 개선, 모서리 디버링에 사용됩니다.
- 사각: 구조적 접합 및 용접 준비에 중점을 둡니다.
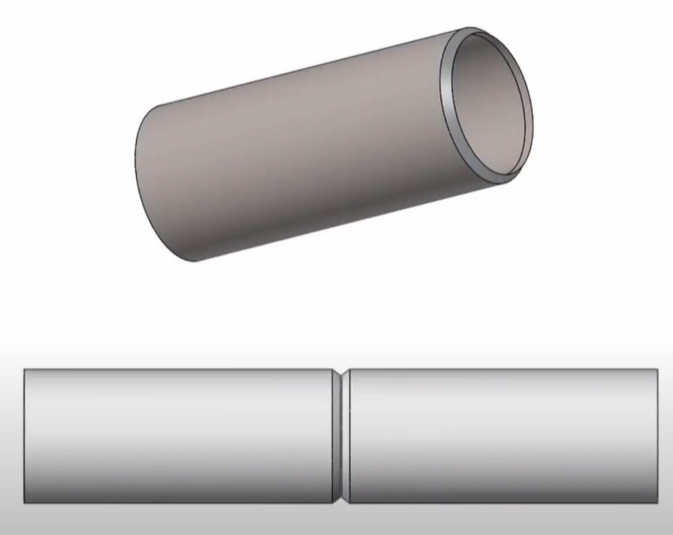
2.0일반적인 파이프 베벨링 방법
파이프 용접이나 접합부 제작 전에 파이프 끝단에 경사면을 만들기 위해 베벨링(beveling)을 하는 경우가 많습니다. 이를 통해 용접 용입을 더 깊게 하고 구조적 접합력을 강화할 수 있습니다. 가장 일반적인 베벨 각도는 37.5°이지만, 특정 공정 요건에 따라 조정할 수 있습니다. 일반적인 베벨링 방법과 그 특징은 다음과 같습니다.
2.1각도 그라인더 베벨링:
휴대용 앵글 그라인더를 사용하여 파이프 끝부분에 수동으로 베벨을 만듭니다. 이는 파이프 베벨링의 가장 기본적인 방법입니다.
- 비용 효율적: 가장 저렴한 옵션 중 하나로, 소량 생산이나 수리 작업에 적합합니다.
- 운영자에 따라 다름: 올바른 각도와 깊이를 유지하려면 숙련된 인력이 필요합니다.
- 일관되지 않은 품질: 여러 파이프에 걸쳐 균일한 베벨을 보장하는 것이 어렵습니다.
- 시간이 많이 걸린다: 대량 생산에는 효율적이지 않습니다.
- 먼지와 잔해물: 불꽃과 금속 먼지가 발생하여 청소 시간이 길어지고 안전 문제가 발생할 수 있습니다.
2.2휴대용 파이프 베벨링 머신:
현장 환경에서 제어된 베벨링을 위한 보다 효율적이고 기계화된 대안입니다.
- 안전성 향상: 수동 분쇄에 비해 안정성이 높고 위험도 줄어듭니다.
- 더 높은 효율성: 중간 규모의 작업에 적합하며, 작업 시간을 줄여줍니다.
- 현장 친화적: 작고 휴대하기 편리하여 현장 작업에 이상적입니다.
- 제한된 용량: 연속 출력량이 낮아 대량 생산에는 권장되지 않습니다.


2.3고정식 파이프 베벨링 머신:
일관성과 속도에 중점을 두고 산업 규모의 작업과 자동화 라인에 맞게 설계되었습니다.
- 다양한 베벨 프로파일: V형, J형, U형 홈을 포함한 다양한 용접 베벨 유형을 지원합니다.
- 안정적인 처리: 정확한 각도 제어와 일관된 공급 깊이를 제공합니다.
- 자동화 준비 완료: 연속 작업을 위해 CNC 라인에 통합할 수 있습니다.
- 깨끗하고 흠집 없음: 일부 모델은 최소한의 청소를 위해 칩이 없는 처리 기능을 제공합니다.
- 높은 생산성: 짧은 사이클 시간과 빠른 처리량.
- 더 높은 사전 비용: 초기 투자 비용이 많이 들며 고정 생산 라인에 적합합니다.
2.4플라즈마 또는 산소 연료 베벨 절단:
열 절단 기술을 사용하여 파이프 끝부분을 녹이고 베벨링합니다. 특히 두껍거나 강도가 높은 재료에 효과적입니다.
- 두꺼운 벽의 파이프에 이상적입니다.: 스테인리스강, 탄소강, 합금 파이프와 잘 어울립니다.
- 유연한 각도: X 및 K 홈과 같은 다중 각도 베벨을 프로그래밍할 수 있습니다.
- 빠른 절단: 대구경이나 대량 생산에 효율적입니다.
- 열영향부(HAZ): 열적 변형이나 금속적 변화를 피하기 위해 신중한 온도 조절이 필요합니다.
- CNC 호환: 종종 자동 위치 지정 및 절단 시스템과 함께 사용됩니다.


방법 비교 요약
| 방법 | 비용 | 능률 | 일관성 | 이상적인 사용 | 베벨 품질 |
| 앵글 그라인더 | ★ | ★ | ★ | 소량 생산, 수리 | 낮음(수동 제어) |
| 휴대용 기계 | ★★ | ★★★ | ★★ | 현장 작업, 중간 볼륨 | 보통의 |
| 고정 시스템 | ★★★★ | ★★★★★ | ★★★★★ | 자동화, 대량 | 매우 높음 |
| 플라즈마/산소 연료 | ★★★ | ★★★★ | ★★★★ | 두꺼운 벽, 대구경 파이프 | 높음(열 제어 포함) |



