

- 1.06063 알루미늄 합금이 제조업에서 왜 그렇게 인기가 있나요?
- 2.06063 알루미늄 합금의 기계적 특성
- 3.06063 알루미늄 합금의 화학 성분
- 4.06063 알루미늄 합금의 일반적인 응용 분야
- 5.06063은 다른 일반 알루미늄 합금과 어떻게 비교됩니까?
- 6.0가공 전 주요 준비 사항: 잔류 응력 제어
- 7.06063 알루미늄 합금을 효율적으로 가공(절단)하는 방법
- 8.06063 알루미늄 합금을 올바르게 용접하는 방법
- 9.06063 알루미늄 합금 열처리 방법
- 10.06063 알루미늄 합금의 높은 표면 품질을 보장하는 방법
- 11.0자주 묻는 질문(FAQ)
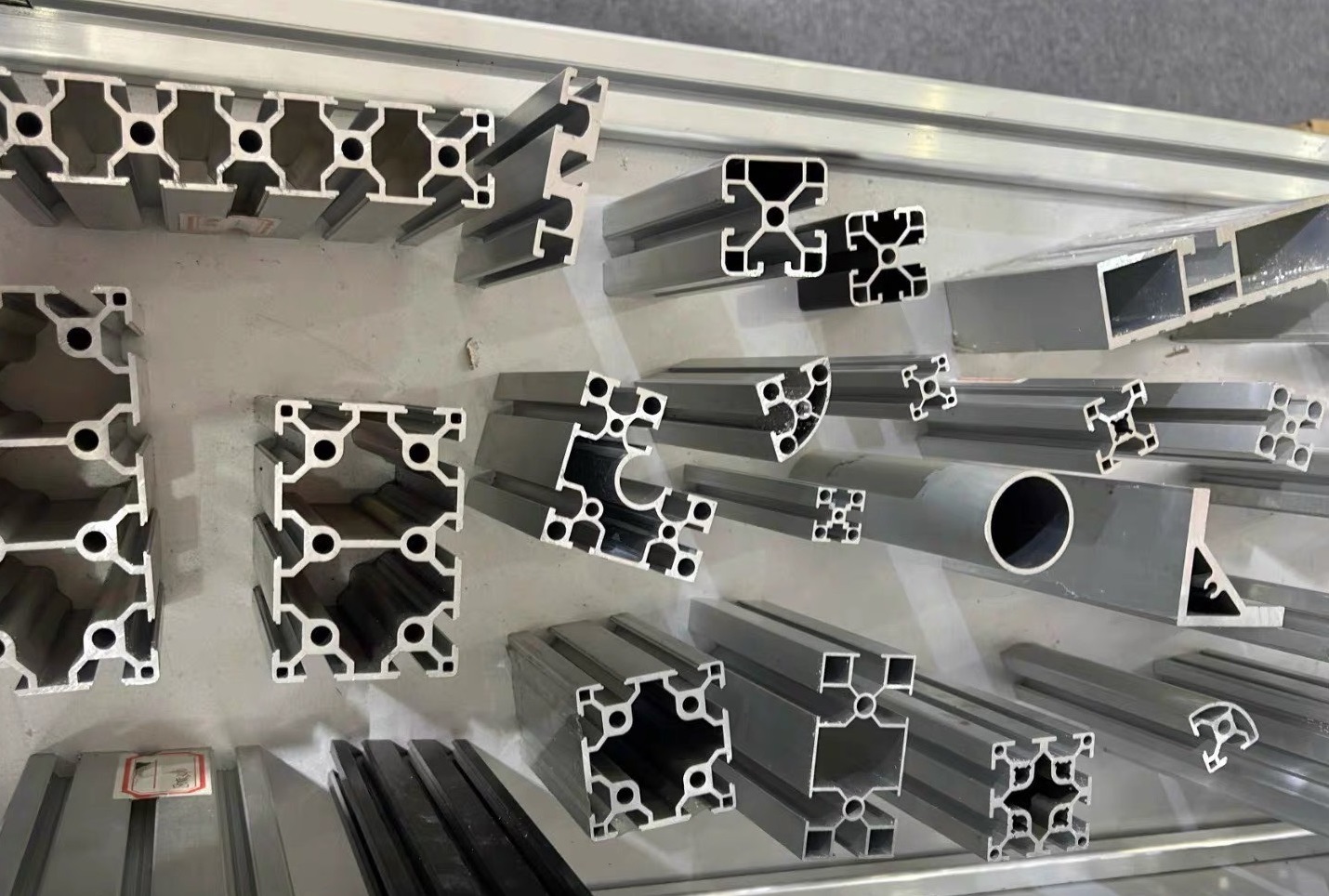
6063 알루미늄 알루미늄-마그네슘-실리콘(Al-Mg-Si) 계열에 속하는 이 합금은 압출용으로 특별히 설계된 열처리 합금입니다. 주요 장점으로는 뛰어난 압출성, 우수한 표면 마감, 그리고 강력한 내식성이 있습니다. 가공 후 균일하고 매력적인 외관을 제공하여 건축용 프로파일 및 장식용 부품에 선호되는 소재입니다. 또한 산업용 프레임 시스템 및 전자 장비 하우징에도 널리 사용됩니다.
T5 및 T6와 같은 성질을 통해 6063은 중간 강도와 우수한 성형성의 균형을 이루므로 복잡한 단면 프로파일의 대량 생산에 특히 적합합니다.
1.06063 알루미늄 합금이 제조업에서 왜 그렇게 인기가 있나요?
6063은 성형 및 장식용 응용 분야에서 성능이 최적화되어 가장 널리 사용되는 알루미늄 프로파일 합금 중 하나가 되었습니다.
- 압출성: 뛰어난 압출성으로 복잡한 프로파일 형상을 높은 효율로 생산할 수 있습니다.
- 표면 마감: 양극산화 처리 후 균일하고 고품질의 색상으로 우수한 표면 품질
- 내식성: 강력한 내식성 및 산화 저항성으로 실외 장식 및 구조 부품에 이상적입니다.
- 용접성 : 변형이 최소화되어 용접성능이 우수하여 조립이 용이함
- 비용 효율성: 적당한 비용, 안정적인 대규모 공급, 강력한 전반적인 가치
- 가공성: 절삭 난이도 낮고 후가공 편리
불순물 함량이 낮고 금속 구조가 균일하여 미적 감각과 구조적 안정성 사이에서 이상적인 균형을 이루므로 외관과 내후성이 중요한 건물 외벽, 창문 및 문 시스템과 같은 용도에 특히 적합합니다.

2.06063 알루미늄 합금의 기계적 특성
(참고: 구체적인 값은 성격에 따라 다릅니다.)
- 인장 강도(T6): 210~260MPa
- 항복강도(T6): ~170 MPa
- 신장률: 12–18%
- 경도: 70–85 HB
- 밀도: 2.70 g/cm³
- 용융 범위: 607–650°C
성격에 따른 속성 차이
- 6063-O: 가장 낮은 강도(인장 강도 ≈ 110 MPa)와 우수한 연성; 깊은 굽힘, 늘림 및 기타 중량 성형 작업에 적합
- 6063-T5: 온라인 노화로 인해 생산 효율성이 더 높은 중간 강도; 대량 생산 프로파일에 적합
- 6063-T6: 인공 노화를 통해 달성된 최고 강도; 향상된 구조적 성능이 필요한 응용 분야에 사용됨
3.06063 알루미늄 합금의 화학 성분
| 구성 | 알 2024 | 알 7075 | 알 6061 | 알 6063 |
|---|---|---|---|---|
| 구리(%) | 3.847 | 1.276 | 0.192 | ≤0.10 |
| 마그네슘(%) | 1.545 | 2.596 | 1.074 | 0.45–0.9 |
| Si(%) | 0.041 | 0.000 | 0.439 | 0.20–0.6 |
| 철(%) | 0.223 | 0.329 | 0.307 | ≤0.35 |
| 망간(%) | 0.331 | 0.028 | 0.103 | ≤0.10 |
| 아연(%) | 0.017 | 5.135 | 0.105 | ≤0.10 |
| 에스비(%) | 0.046 | 0.061 | 0.063 | — |
| 브이(%) | 0.015 | 0.011 | 0.014 | — |
| Pb(% 또는 ppmᵃ) | 0.024, % | 0.000, ppm | 54.451, ppm | — |
| Sn(% 또는 ppm) | 0.021, % | 0.013, % | 81.046, ppm | — |
| Ti(% 또는 ppm) | 90.791, ppm | 0.010, % | 83.090, ppm | ≤0.10 |
| Cr(% 또는 ppm) | 99.931, ppm | 0.279, % | 0.025, % | ≤0.10 |
| 지르코니아(ppm) | 8.746 | 0.000 | 3.584 | — |
| 니켈(ppm) | 60.653 | 48.240 | 76.797 | — |
| 알(%) | 나머지 | 나머지 | 나머지 | 균형 |
6063의 조성은 Mg₂Si 석출 강화에 효과적이지만, Mg:Si 비율은 배치별로 약간씩 다를 수 있습니다. 낮은 철 함량과 낮은 구리 함량은 우수한 표면 품질을 유지하는 데 중요한 요소입니다.
4.06063 알루미늄 합금의 일반적인 응용 분야
- 건축용 문과 창, 커튼월 프로파일, 선룸 프레이밍
- 실내 장식용 프로필(천장, 칸막이, 베이스보드)
- 산업용 컨베이어 라인 구조 및 장비 안전 가드
- 가구 구성품(테이블 및 의자 프레임, 캐비닛 테두리)
- 전자 하우징 및 방열판 프로파일
- 자동차 트림 및 루프 랙
- 전시 구조물 및 라이트박스 프레임
5.06063은 다른 일반 알루미늄 합금과 어떻게 비교됩니까?
| 합금 | 힘 | 가공성(압출) | 용접성 | 부식 저항성 | 표면 품질 | 주요 특징 |
| 6063 | 중간 | 훌륭한 | 훌륭한 | 훌륭한 | 훌륭한 | 강한 장식적 매력을 지닌 선호되는 압출 합금 |
| 6061 | 중간-높음 | 좋은 | 매우 좋은 | 훌륭한 | 좋은 | 구조적 적용을 위한 균형 잡힌 특성 |
| 7075 | 매우 높음 | 가난한 | 가난한 | 좋은 | 공정한 | 항공우주 등급 고강도 합금 |
| 5052 | 중간 | 평균 | 좋은 | 훌륭한 | 좋은 | 주로 시트 및 플레이트 가공에 사용됨 |
6063의 핵심 장점은 압출성과 표면 마감으로, 다른 합금보다 훨씬 뛰어나 건축 및 장식 분야에서 대체할 수 없는 소재입니다.

6.0가공 전 주요 준비 사항: 잔류 응력 제어
6063 압출 프로파일의 잔류 응력은 주로 압출 후 냉각에서 발생합니다. 복잡하거나 얇은 두께의 단면은 가공 중 응력이 해소될 때 변형되기 쉽습니다. 권장 사항은 다음과 같습니다.
- 내부 응력을 줄이기 위해 압출 후 자연적 또는 인공적 노화를 허용합니다.
- 거친 가공 후 마무리하기 전에 24시간 동안 프로파일을 쉬게 두십시오.
- 국부적인 응력을 피하기 위해 다중 지점, 균일하게 분포된 클램핑을 사용하십시오.
- 일방적인 절삭력을 최소화하기 위해 "대칭 가공" 접근 방식을 따르세요.
7.06063 알루미늄 합금을 효율적으로 가공(절단)하는 방법
경도가 낮고 연성이 더 높음 60616063은 절삭 저항이 낮지만 구성인선과 공구 접착이 더 발생하기 쉽습니다. 특히 6063을 사용할 때 일관된 성능을 얻으려면 알루미늄 절단기 —공구 선택 및 절삭 매개변수는 신중하게 최적화되어야 합니다.
7.1권장 도구 및 삽입물:
- 초경 공구(권장):
높은 레이크 각도(15°–20°)와 확대된 칩 플루트를 갖춘 2개 또는 3개 플루트 엔드 밀입니다. - 코팅:TiB₂와 DLC는 우수한 내점착성을 제공합니다. TiN은 점착성이 더 높지만, 경부하 또는 단주기 가공에는 여전히 효과적일 수 있습니다.
특히 자동화된 작업에서는 높은 절단 속도, 날카로운 모서리 및 적절한 냉각이 필수적입니다. 알루미늄 절단기. - HSS 도구:
기본 드릴링과 같은 경량 작업에 적합 - 드릴:
포물선형 플루트 형상은 칩 배출을 개선하고 막힘을 줄입니다.
7.2권장 절단 매개변수(참조 범위):
| 프로세스 | 절삭 속도 Vc | 공급 속도 | 절삭 깊이 | 노트 |
| 갈기 | 300~500m/분 | 0.05~0.2mm/치아 | 1~5mm | 냉각수/윤활유 필요 |
| 선회 | 250~400m/분 | 0.2~0.4mm/회전 | 1~3mm | 저속 절단을 피하세요 |
| 교련 | 80~150m/분 | 0.08~0.25mm/회전 | 필요에 따라 조정하세요 | 깊은 구멍을 위한 스텝 드릴링 + 냉각수 |
| 태핑 | 10~20m/분 | 나사 피치 | — | 알루미늄 전용 수도꼭지 + 수도꼭지 오일 사용 |
이 범위는 수동 설정과 CNC 장착 모두에 적합합니다. 알루미늄 절단기안정적인 가공 품질을 보장합니다.
7.3가공 노트:
- 냉각/윤활:
EP 첨가제가 포함된 에멀전이나 알루미늄 전용 절삭유를 사용하면 공구 접착을 최소화하고 공구 수명을 연장할 수 있습니다. 특히 고속 RPM 알루미늄 절삭 장비에 중요합니다. - 도구 상태:
날카로운 절단면을 유지하고 필요한 경우 다시 연마하여 부드러운 6063 소재가 흐트러지거나 압축되는 것을 방지하세요. - 절단 방법:
버 형성과 표면 긁힘을 줄이려면 클라이밍 밀링을 선호합니다. - 도구가 멈추는 것을 방지하세요:
압입 자국이 생기는 것을 방지하기 위해 공구가 작업물 표면에 멈추지 않도록 하세요. - 얇은 벽 부품:
특히 빠른 공급으로 처리할 때 절단 중 변형을 방지하기 위해 부드러운 턱, 진공 고정 장치 또는 추가 지지대를 사용하십시오. 알루미늄 절단기.
8.06063 알루미늄 합금을 올바르게 용접하는 방법
6063은 더 나은 용접성을 제공합니다. 6061열영향부(HAZ)의 변형이 적습니다. 그러나 용접부와 HAZ의 강도 손실은 모재의 템퍼, 용접 방법 및 입열량에 따라 20~50%(일반적으로 약 30%)에 달할 수 있습니다. 용접 후 시효 또는 강도 보상 설계가 필요할 수 있습니다.
8.1일반적인 용접 방법
- TIG 용접: 최소한의 왜곡으로 정밀하고 깨끗한 용접 모양을 선호하는 경우 선호됩니다. 장식용 부품에 이상적입니다.
- MIG 용접: 높은 효율성; 두꺼운 벽 프로파일이나 대량 생산에 적합
- 일반적인 필러 와이어: ER4043(유동성 및 용접 외관이 좋음), ER5356(강도가 더 높음)
8.2용접 기술
- 용접 전 준비: 스테인리스 스틸 브러시 또는 화학 탈지제를 사용하여 금속 광택이 보일 때까지 산화물 층(Al₂O₃)을 제거합니다.
- 보호 가스: 순수 아르곤(≥99.99%), 8–12 L/min
- 예열: 두께가 8mm 이상인 경우 냉간 균열을 방지하기 위해 100~150°C로 예열합니다.
- 용접 매개변수: HAZ 폭을 최소화하기 위해 낮은 전류와 빠른 이동 속도를 사용하십시오.
- 용접 후 처리: 자연 냉각을 허용합니다. 더 높은 강도가 필요한 경우 T6 재시효를 적용할 수 있습니다.
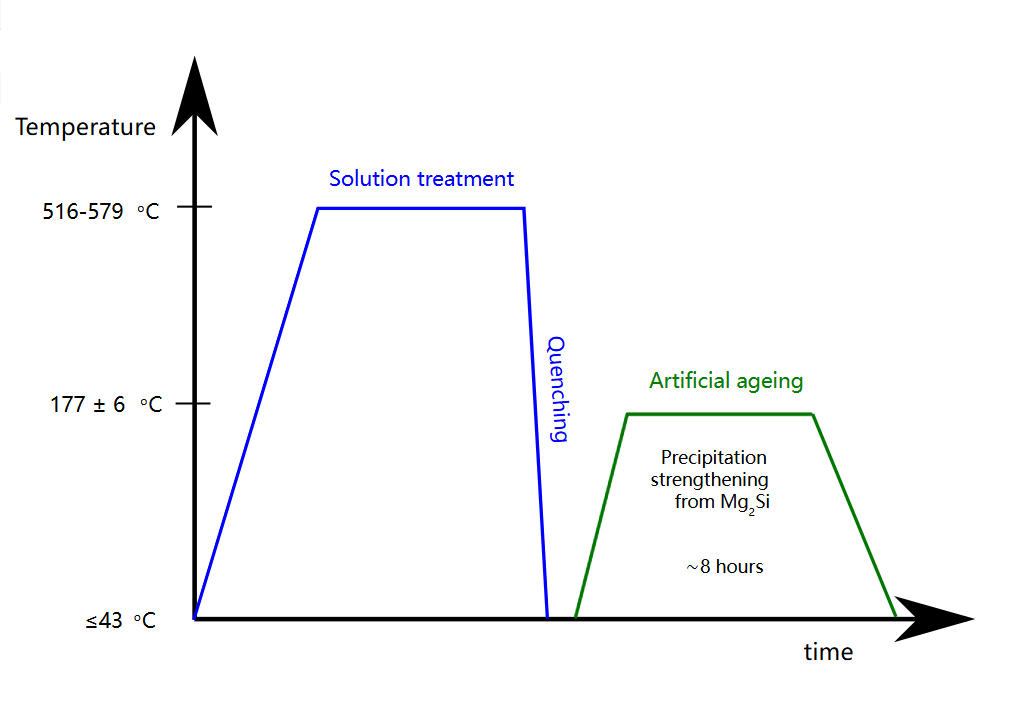
9.06063 알루미늄 합금 열처리 방법
6063 열처리의 핵심 목적은 Mg₂Si 침전을 최적화하고 강도와 압출성의 균형을 맞추는 것입니다.
9.1용액 처리
- 가열 온도 : 530~540°C (결정립 성장을 방지하기 위해 6061보다 낮음)
- 유지 시간: 단면 두께에 따라 1~2시간
- 담금질: 조기 침전을 방지하기 위해 ≥150°C/min의 냉각 속도로 물 담금질
9.2노화 치료
- T6 인공 노화: 170~180°C에서 8~12시간, 공랭
- T5 온라인 에이징: 압출 후 냉각 탱크를 통한 온도 제어; 4~6시간 동안 150~170°C, 고효율
- 자연 숙성: 실온에서 7~14일; 최종 강도는 T6의 ~70~80%에 도달, 고강도가 필요하지 않을 때 적합

10.06063 알루미늄 합금의 높은 표면 품질을 보장하는 방법
6063은 양극 산화 처리에 이상적인 기질로 간주되며, 표면 처리 품질은 최종 제품 가치에 직접적인 영향을 미칩니다.
10.1일반적인 표면 처리
- 양극산화(투명, 염색, 전기영동): 가장 일반적이며 내식성과 외관을 향상시킵니다.
- 경질 양극산화: 산업 응용 분야에서 내마모성을 향상시키기 위한 20~50μm 코팅 두께
- 사포 분사 및 브러싱: 무광 또는 질감 마감을 만들고 사소한 긁힘을 가립니다.
- 파우더 코팅: 옥외용 부품에 적합한 강력한 내후성을 갖춘 광범위한 색상 범위
- 광택: 고급 장식용으로 거울 같은 마감을 제공합니다.
10.2표면 처리 노트
- 전처리가 중요합니다. 철저한 탈지(알칼리 세척제), 중화 및 화학적 연마를 통해 산화막과 오염 물질을 제거합니다.
- 양극산화 처리 중에는 거칠거나 고르지 않은 코팅을 방지하기 위해 과도한 전류 밀도를 피하십시오.
- 어두운 선이나 긁힘과 같은 표면 결함을 방지하기 위해 압출 다이 온도를 제어합니다.
- 보관 중 부식성 물질과의 접촉을 방지하여 변색을 방지하십시오.
11.0자주 묻는 질문(FAQ)
6063은 복잡한 프로필 모양을 압출하는 데 적합합니까?
네. 6063은 압출 시 우수한 유동성을 제공하며, 일부 공정에서는 1.2mm 미만의 얇은 두께의 단면을 지원합니다. 최종 두께와 복잡성은 프로파일 형상, 다이 설계 및 압출 조건에 따라 달라지므로, 복잡한 프로파일에 가장 적합한 합금 중 하나입니다.
6063과 6061 중 어느 합금이 더 나은 양극산화 처리를 합니까?
6063은 성능이 더 우수합니다. 철분과 구리 함량이 낮아 산화막이 더욱 균일하고, 색상이 균일하며, 특히 밝은 색상의 장식 마감재에 탁월한 표면 밝기를 제공합니다.
6063 T5와 T6 템퍼의 주요 차이점은 무엇입니까?
- T5: 온라인 에이징, 높은 생산 효율성, 낮은 비용, 중간 강도(인장 ≈210 MPa); 표준 도어/창 프로필에 적합
- T6: 인공 노화, 더 높은 강도(인장 ≈260 MPa), 더 적은 변형; 구조적 응용 분야 또는 강도가 중요한 구성 요소에 이상적
6063을 가공할 때 공구 고착을 어떻게 방지할 수 있나요?
높은 절삭 속도 + 충분한 냉각 + 날카로운 공구에 중점을 둡니다. 절삭 속도 ≥300m/min, 알루미늄 전용 절삭유, 정기적으로 날카롭게 하는 공구, 저속 중부하 가공을 피합니다.
6063을 야외 환경에서 사용할 수 있나요?
네. 내부식성과 양극 산화 처리된 보호막 덕분에 수년간 장기적인 내구성을 제공합니다. 해안 지역이나 오염이 심한 환경에서는 추가적인 보호 또는 정기적인 유지 보수가 권장됩니다.
참조
https://en.wikipedia.org/wiki/6063_aluminium_alloy
https://www.gabrian.com/6063-aluminum-properties/
https://www.metalexchange.com/press/6063-aluminum


