
금속을 뚫는 데는 적절한 공구 외에도 적절한 기술과 준비가 필요합니다. 적절한 드릴 비트, 속도 설정, 그리고 안전 조치가 없다면 간단한 구멍이라도 장비 손상, 공구 수명 단축, 또는 부상의 원인이 될 수 있습니다.
이 가이드에서는 적합한 드릴 비트 선택 및 작업물 세팅부터 특수 드릴링 작업까지 필수적인 단계를 설명합니다. 얇은 판금, 두꺼운 강판, 대구경 구멍 등 어떤 작업이든, 다음 지침을 따르면 안전하고 효율적으로 깔끔하고 정확한 결과를 얻을 수 있습니다.
1.0안전 예방 조치
1.1개인 보호 장비
- 눈에 튀는 금속 조각으로 인한 부상을 예방하기 위해 항상 안전 고글을 착용하세요.
- 날카로운 모서리나 뜨거운 표면으로부터 손을 보호하려면 내구성이 뛰어나고 미끄러지지 않는 작업용 장갑을 사용하세요.
- 느슨한 옷과 늘어지는 장신구는 피하고, 긴 머리는 뒤로 묶어 회전하는 부위에 엉키지 않도록 하세요.
- 작업 환경이 시끄러운 경우, 이어머프와 같은 청력 보호 장비를 착용하세요.
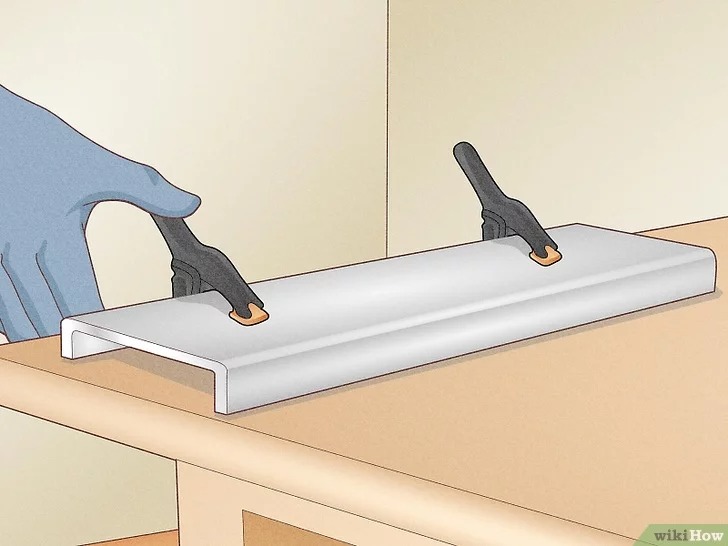
1.2작업물 고정 요구 사항
- 한 손으로 금속 조각을 잡거나 드릴을 한 손으로 작동하지 마십시오.
- 최소 두 개의 적절한 클램프를 사용하여 작업물을 작업대나 안정적인 바닥에 고정하십시오. 이렇게 하면 드릴 비트가 끼거나 작업물이 회전하여 베임이나 부상을 입는 것을 방지할 수 있습니다.
1.3칩 및 열 관리
- 작업장용 브러시를 사용하여 금속 조각을 제거하세요. 손으로 이물질을 제거하지 마세요.
- 드릴링 후 금속은 마찰로 인해 뜨거워집니다. 화상을 입지 않도록 자연 식히거나 펜치나 장갑을 사용하여 다루세요.
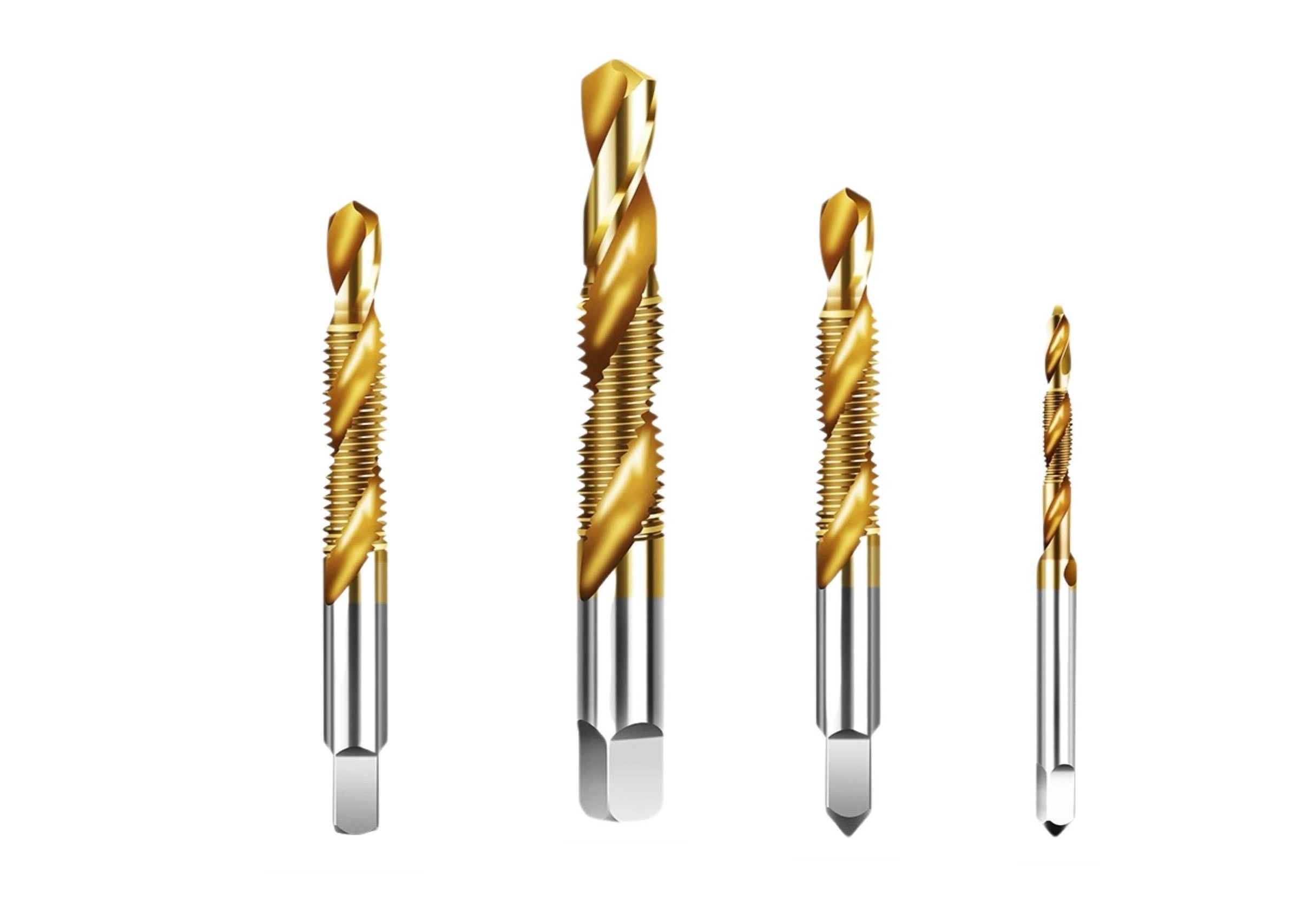
2.0드릴 비트 선택 및 적용
다양한 금속과 드릴링 요구 사항에 따라 적합한 드릴 비트 유형이 필요합니다. 다음 표는 적합한 옵션을 보여줍니다.
| 드릴 비트 유형 | 핵심 기능 | 응용 프로그램에 가장 적합 |
| 고속도강(HSS) | 저렴한 가격, 범용 | 알루미늄, 황동, 주철과 같은 부드러운 금속; 단일 또는 가끔 드릴링 |
| 코발트 드릴 비트 | 높은 경도, 내열성, 긴 수명 | 스테인리스 스틸, 경화강과 같은 단단한 금속; 빈번한 드릴링 작업 |
| 질화티타늄(TiN) 코팅 | 마찰 및 내열성이 뛰어나 HSS보다 최대 6배 더 오래 지속됩니다. | 다양한 금속, 공구 수명이 최우선일 때 이상적입니다. |
| 스텝 드릴 비트 | 테이퍼형 디자인으로 다양한 크기의 구멍을 뚫을 수 있습니다. | 다양한 직경의 구멍이 필요한 얇은 금속판(예: 강철 상자, 스테인리스 싱크대) |
| 금속용 홀 톱 | 링 모양의 절단, 매끄러운 가장자리 | 얇은 판금에 12.7mm(0.5인치) 이상의 큰 구멍 |
참고: 135° 분할점 팁이 있는 드릴 비트를 사용하는 것이 좋습니다. 이렇게 하면 흔들림이 줄어들고 이송 압력이 낮아져 특히 경화 금속에 효과적입니다.
3.0사전 드릴링 준비
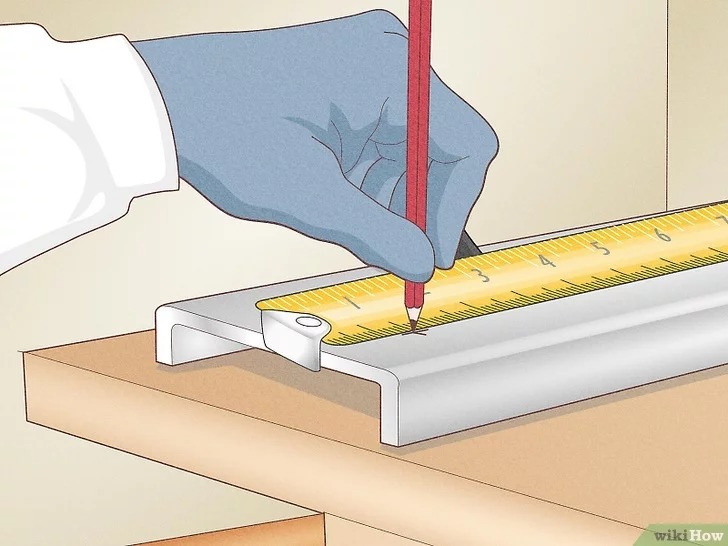
3.1표시 및 위치 지정
- 요구 사항에 따라 구멍의 중심을 측정하고 표시하세요.
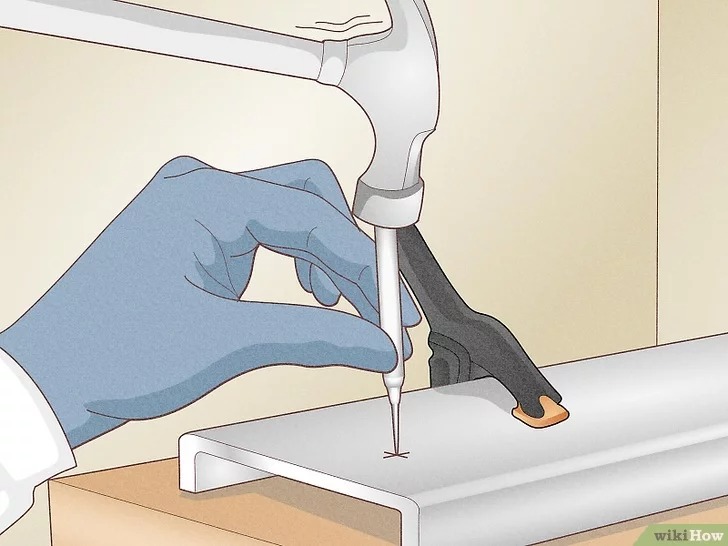
- 센터 펀치와 망치를 사용하여 1~2mm(0.04~0.08인치) 정도의 홈(딤플)을 만듭니다. 이렇게 하면 드릴 비트 끝이 움직이지 않고 안전하게 고정됩니다.
- 긴급한 경우에는 펀치 대신 못을 사용할 수 있지만, 정확도를 다시 한 번 확인해야 합니다.
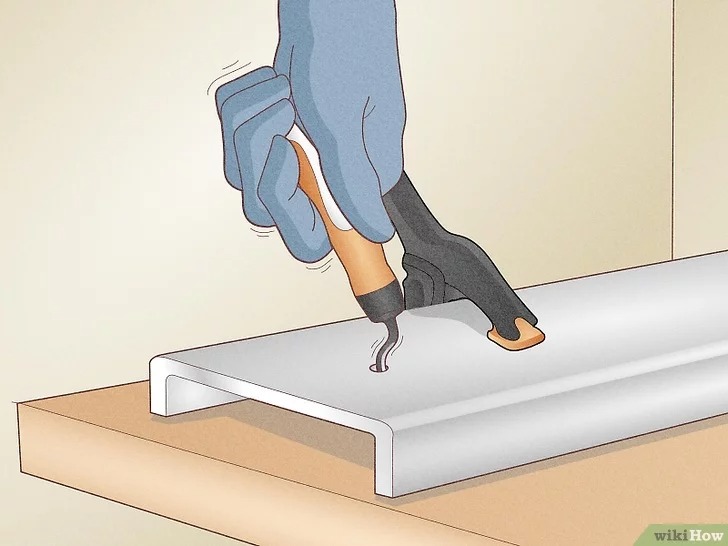
3.2윤활 및 냉각
- 두께가 3.175mm(1/8인치) 이상인 강철을 드릴링할 때는 항상 드릴링 부위에 절삭유나 다목적 오일을 바르십시오. 이렇게 하면 마찰로 인한 열을 줄이고 드릴 비트 수명을 연장할 수 있습니다.
- 알루미늄, 황동, 주철과 같이 부드러운 금속의 경우 윤활을 생략할 수 있습니다. 단, 구멍 직경이 12.7mm(0.5인치)를 초과하는 경우에도 소량의 윤활제를 도포하는 것이 좋습니다.
3.3장비 점검
- 가변 속도 드릴을 사용하여 속도 조절이 제대로 작동하는지 확인하세요.
- 새로운 드릴을 사용하는 경우 드릴 비트 크기와 금속 경도에 따라 속도를 미리 설정하세요(다음 섹션인 "코어 드릴링 단계" 참조).
4.0코어 드릴링 단계
4.1속도 설정
- 작은 트위스트 비트(1.588~4.763mm / 1/16~3/16인치): 2800~3200RPM.
- 대형 트위스트 비트(17.463–25.4 mm / 11/16–1 인치): 350–1000 RPM.
- 스테인리스 스틸과 같은 단단한 금속의 경우 비트가 과열되고 무뎌지는 것을 방지하기 위해 속도를 10~15%만큼 줄이세요.
4.2드릴링 기술
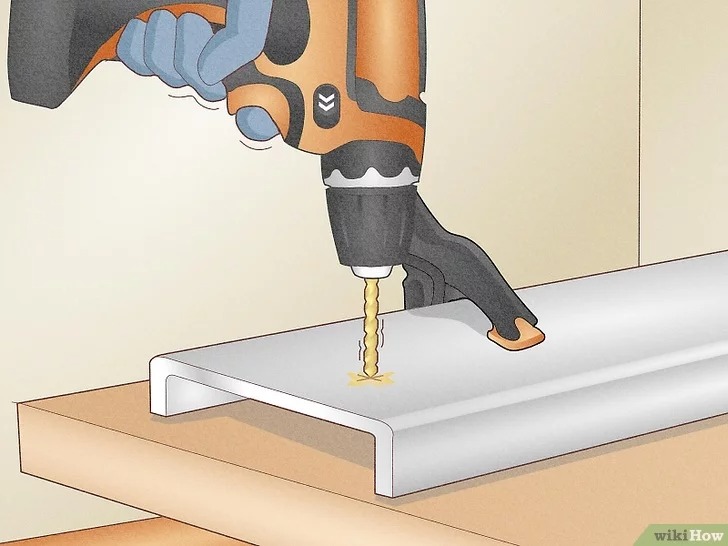
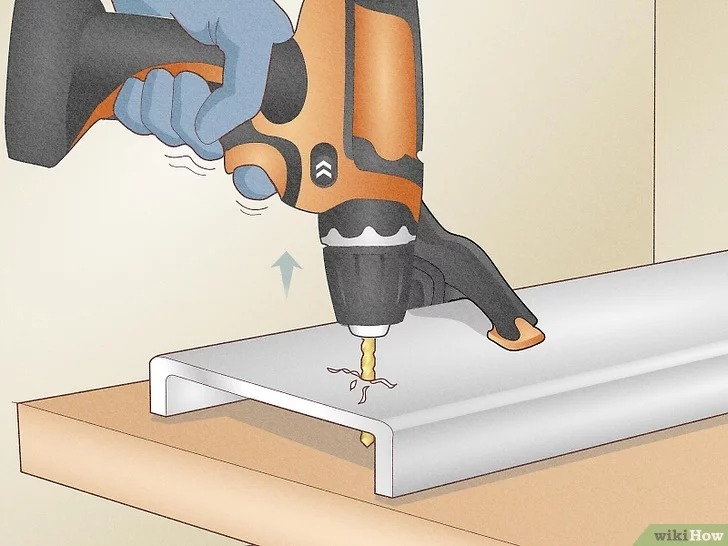
- 작업을 시작하기 전에 드릴 비트 끝이 홈과 정렬되어 있고 드릴이 작업물에 수직인지 확인하세요.
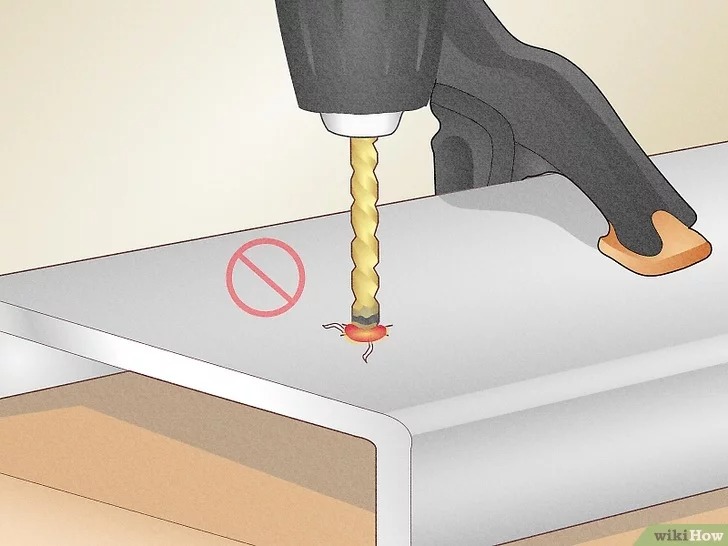
- 비트를 넣을 때는 일정하고 가볍게 누르세요. 비트에 무리한 힘을 가하지 마세요. 비트가 휘거나 파손될 수 있습니다.
- 깊은 구멍의 경우 10초마다 잠시 멈춰서 비트를 빼내고, 칩을 제거하고, 다시 시작하기 전에 식히십시오.
4.3구멍 확대 및 디버링
- 6.35mm(1/4인치)보다 큰 구멍의 경우 먼저 3~4mm(1/8인치)의 파일럿 구멍을 뚫은 다음, 더 큰 비트로 점차 크기를 늘려가세요.
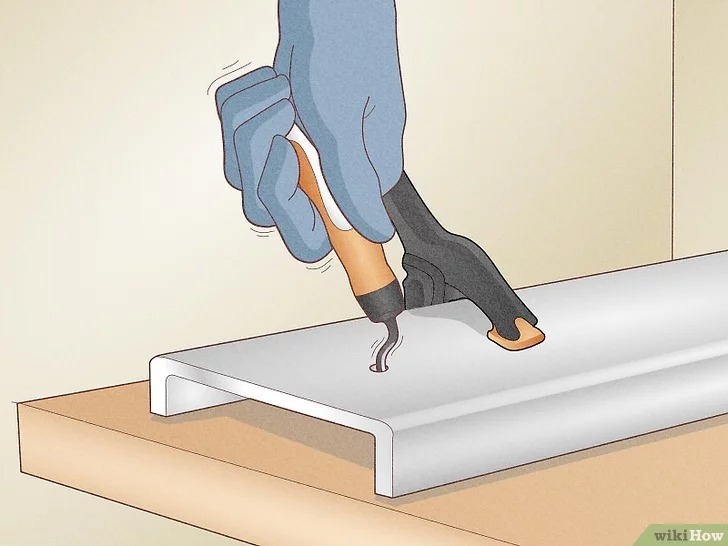
- 구멍을 뚫은 후에는 구멍보다 약간 큰 디버링 도구나 드릴 비트를 사용하세요. 날카로운 버를 제거하려면 가장자리를 따라 손으로 돌려주세요.
5.0특수 드릴링 시나리오
5.1얇은 금속판(두께 < 3mm)
- "합판 샌드위치" 방식을 사용하세요. 두 개의 합판 사이에 금속판을 끼우고 구멍을 뚫기 전에 합판을 단단히 고정하세요. 이렇게 하면 변형을 방지하고 드릴 비트가 움직이지 않습니다.
5.2두꺼운 강판(두께 > 6.35mm / 1/4인치)
- 스핀들 속도를 표준 속도의 약 80%로 줄이고 절삭유를 더 많이 사용합니다.
- 최상의 결과를 얻으려면 한쪽 면에서 절반 정도 구멍을 뚫은 후, 가공물을 뒤집어 반대쪽 면에서 구멍을 마무리하세요. 이렇게 하면 드릴 비트에 가해지는 응력이 줄어들고 구멍의 정확도가 향상됩니다.
5.3큰 구멍(직경 > 25.4mm / 1인치)
- 작업 표면을 보호하고 톱 가이드를 안정시키기 위해 합판 뒷면이 있는 금속용 홀 톱을 사용하세요.
- 칩을 제거하고 끼임을 방지하려면 홀 톱을 자주 빼내세요.
6.0장비 업그레이드 권장 사항(드릴 프레스)
고정밀 또는 대량 금속 드릴링의 경우 전용 드릴 프레스 권장됩니다. 이점은 다음과 같습니다.
- 안정적인 수직 공급을 제공하여 핸드 드릴 흔들림을 제거하고 구멍 정확도를 보장합니다.
- 높이와 기울기를 조절할 수 있는 주철 작업대가 장착되어 있어 다양한 크기의 작업물을 처리할 수 있습니다.
- 풀리 교체를 통해 속도를 쉽게 조절할 수 있어 다양한 금속과 호환이 가능합니다.
- 작업물을 고정하기 위해 적절한 금속 클램프가 필요합니다. 작업물이나 드릴 프레스를 작동 중에 조정하지 마십시오.
참고: 벤치탑 드릴 프레스는 약 $200부터 시작합니다. 바닥형 모델은 더 큰 작업물에 더 적합합니다. 프로젝트 규모에 따라 선택하세요.
7.0비디오: 금속에 구멍을 뚫는 방법
8.0자주 묻는 질문(FAQ)
8.1금속에 가장 적합한 드릴 비트는 무엇입니까?
- 알루미늄이나 황동과 같은 연성 금속의 경우: 고속 강철(HSS) 드릴 비트를 사용하세요.
- 스테인리스 스틸이나 강화 강철과 같은 단단한 금속이나 반복적인 드릴링의 경우: 코발트 드릴 비트를 사용하세요.
- 다양한 크기의 구멍이 있는 얇은 금속판의 경우: 계단형 드릴 비트를 사용하세요.
8.2드릴링할 때 항상 절삭유가 필요합니까?
- 두께가 ≥ 3.175mm(1/8인치)인 강철의 경우 절삭유가 필수입니다.
- 알루미늄이나 황동과 같은 부드러운 금속의 경우 절삭유는 선택 사항이지만 큰 구멍이나 단단한 금속의 경우 비트 수명을 연장하기 위해 절삭유를 사용하는 것이 좋습니다.
8.3드릴 비트가 과열되는 것을 어떻게 방지할 수 있나요?
- 적절한 저속으로 달리세요.
- 필요시 절삭유를 바르세요.
- 항상 날카로운 비트를 사용하세요.
- 강요하지 말고 꾸준히 먹이세요.
- 깊은 구멍의 경우 주기적으로 비트를 빼내어 칩을 제거하고 식히십시오.
8.4표준 HSS 드릴 비트로 스테인리스 스틸을 절단할 수 있나요?
- 가능하지만 어렵습니다. HSS 비트는 과열되어 빨리 무뎌지는 경향이 있습니다.
- 절삭유를 넣은 코발트 드릴 비트를 권장하며, 속도는 10–15%만큼 줄였습니다.
8.5올바른 드릴 비트를 어떻게 선택하나요?
- 연성 금속(알루미늄, 황동)의 경우: HSS 드릴 비트.
- 단단한 금속(스테인리스강)의 경우: 코발트 또는 TiN 코팅 드릴 비트.
- 얇은 금속판의 경우: 스텝 드릴 비트.
- 큰 구멍의 경우: 금속용으로 설계된 홀 톱을 사용하세요.
8.6드릴 속도는 어떻게 설정해야 합니까?
- 소구경 비트(1/16~3/16인치): 고속, 약 2800~3200RPM.
- 대구경 비트(11/16–1인치): 속도가 느리고, 약 350–1000RPM입니다.
- 스테인리스 스틸과 같은 단단한 금속의 경우: 속도를 10–15%만큼 더 낮추세요.
8.7큰 구멍이나 두꺼운 강판을 뚫을 때 주의해야 할 점은 무엇인가요?
- 큰 구멍(> 25.4mm / 1인치)의 경우: 홀 톱을 사용하여 자주 칩을 제거하세요.
- 두꺼운 강판의 경우: 속도를 낮추고 절삭유를 늘리고 필요한 경우 양쪽에서 드릴링하여 드릴 비트 부하를 줄이세요.
참조
https://www.wikihow.com/Drill-Metal