
機械製造の分野では、機械加工は至る所で行われています。しかし、実際の生産工程において、エンジニアはすぐに以下のことに気づきます。「機械加工可能」は「機械加工が容易」という意味ではありません。
同じ工作機械と切削パラメータを用いても、材料を変えるだけで切削抵抗、工具寿命、表面品質が全く異なるものになる可能性があります。この違いは、材料の被削性によって決まります。
この記事では、エンジニアリングの実践の観点から、金属の機械加工性の概念、一般的な評価方法、主要な影響要因、実際の生産環境で実証された改善戦略を体系的に紹介します。
1.0なぜ機械加工性を真剣に研究する価値があるのでしょうか?
機械加工は、現代の製造業において最も広く用いられている金属成形方法の一つです。しかし、切削加工時の挙動は材料によって大きく異なります。
1.1カットにおけるパフォーマンスの違いの例:
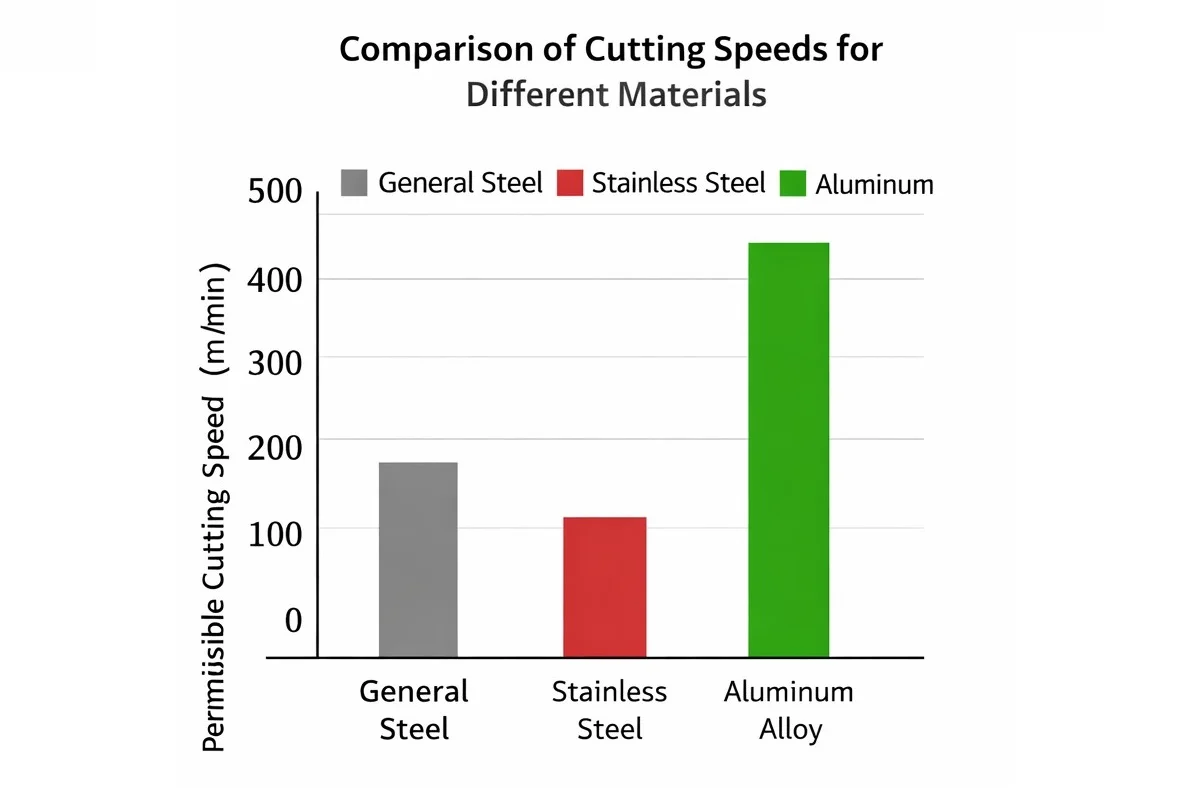
- アルミニウム合金、銅合金:軽い切削、低い切削抵抗、高効率。
- 合金鋼、ステンレス鋼、チタン合金、ニッケル基超合金: 切削抵抗が高く、熱が集中し、工具が急速に摩耗し、刃先の欠けや振動の問題が発生することがよくあります。
1.2機械加工性に関する理解が不十分な場合の結果:
- 工具寿命が大幅に短縮されます。
- 加工効率が継続的に低い。
- 表面品質が不安定。
- プロセスパラメータの最適化における試行錯誤を繰り返します。
したがって、加工性の本質を理解し、ターゲットを絞った戦略を適用することが、効率の向上、コストの抑制、安定した加工性能の確保の基本となります。
2.0金属材料の機械加工性とは?
金属材料の加工性とは、指定された切削条件と定義された工具寿命要件の下で加工できる難易度を指します。
工学的観点から言えば、 「良好な加工性」 典型的には次のような症状が現れる:
- 同じ工具寿命条件下でより高い許容切削速度。
- 切削抵抗と切削温度が低く、工具の摩耗が遅くなります。
- 表面品質が安定しており、チップは簡単に破砕され、制御された方法で排出できます。
逆に、材料の工具寿命が短い、切削抵抗が高い、表面仕上げが悪い、または切削片の制御が難しい場合は、一般的に加工性が悪いとみなされます。
機械加工性は、 相対的な概念材料が「良い」か「悪い」かという本質的な判断ではありません。

3.0機械加工性はどのように評価されますか?
3.1共通エンジニアリング評価指標
実際のエンジニアリングアプリケーションでは、機械加工性は通常、次のような指標の組み合わせによって評価されます。
- 工具寿命;
- 許容切断速度;
- 切削力;
- 切断温度;
- 機械加工面の品質;
- チップの形態。
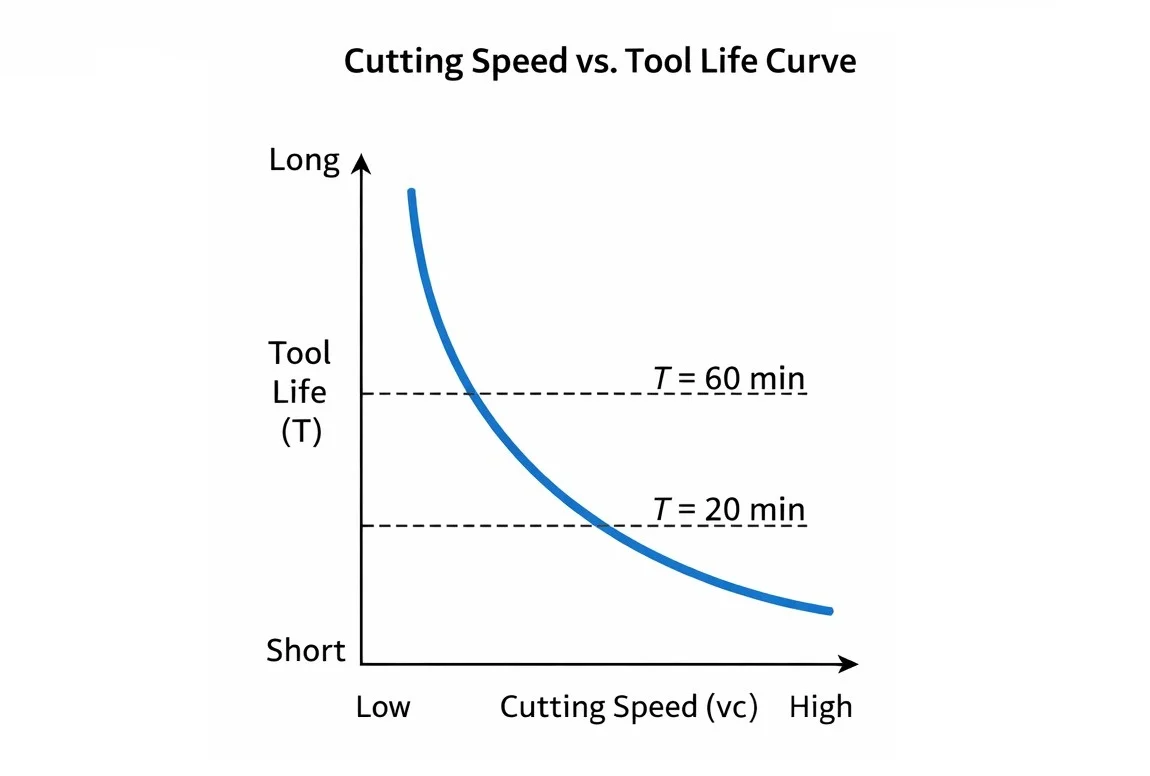
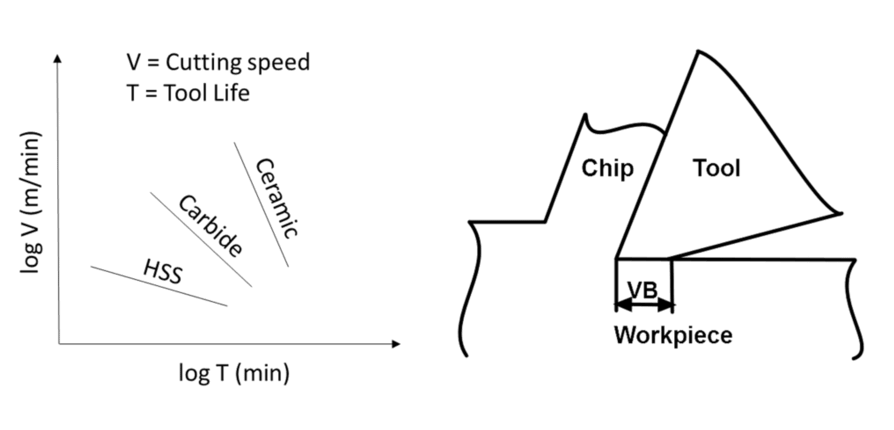
これらのうち、 指定された工具寿命における許容切削速度 最も一般的に使用され、最もエンジニアリングに関連した定量的指標です。
- 一般金属材料:工具寿命T = 60分(vc₆₀)における切削速度を基準とする。
- 難削材の場合:工具寿命T = 20分(vc₂₀)での切削速度が採用されることが多い。
3.2相対切削性指数 Kr
異なる材料間の比較を容易にするために、相対的機械加工性指数 Kr がエンジニアリングの実務で広く使用されています。Kr = T = 60分における材料の切削速度 / T = 60分におけるAISI 1045鋼の切削速度
ここでは、AISI 1045 鋼 (170~229 HBS) が参照材料として使用されます。
- Kr > 1: 機械加工性が 1045 鋼よりも優れています。
- Kr < 1: 機械加工性が 1045 鋼よりも劣ります。
この指標は、エンジニアリング アプリケーションにおける材料の選択や予備的なプロセス計画に特に役立ちます。
4.0異なる材料の切削性分類(工学的観点)
相対切削性指数Krに基づき、エンジニアリングの実務において、材料は「切削しやすい」から「極めて切削しにくい」までの複数のレベルに分類されるのが一般的です。この分類は、材料選定や工程計画において、切削難易度を迅速に評価するために広く利用されています。
広く受け入れられているルールは次のとおりです。材料の強度、可塑性、または高温性能が増加すると、加工性は大幅に低下する傾向があります。
これにより、チタン合金とニッケル基超合金は優れた機械的特性と熱的特性を示すにもかかわらず、機械加工が非常に困難になる理由が説明されます。
5.0加工性を左右する材料特性とは?
5.1硬度と強度
硬度と強度が増加すると、切削中のせん断抵抗もそれに応じて増加し、切削力と切削温度が高くなり、工具の摩耗が加速されます。
エンジニアリングの経験から、適度な硬度と均一な微細構造を持つ材料が安定した加工に適していることがわかっています。
5.2可塑性と靭性
- 過度の塑性: 切削中に激しい塑性変形が発生し、工具とチップの接触面積が拡大し、摩擦が増加し、構成刃先の形成が促進されます。
- 靭性が高すぎると、切削エネルギーの消費量が増加し、切りくずの破砕が困難になります。
どちらの条件も機械加工性を大幅に低下させます。
5.3熱伝導率
熱伝導率の優れた材料は、切削熱をチップとワークピースを通じて効率的に放散し、切削領域の温度を下げて工具の熱摩耗を軽減します。
チタン合金などの熱伝導率の低い材料は、刃先の近くに熱が集中する傾向があり、工具の故障を早めます。
5.4弾性係数
- 弾性率が高すぎる場合:材料除去時の切削抵抗が高くなります。
- 弾性率が低すぎる場合: 切削後に弾性回復が顕著になり、逃げ面と加工面の間の摩擦が増加します。
どちらの場合も加工安定性には不利です。

6.0エンジニアリングの実践において機械加工性をどのように改善できるでしょうか?
6.1熱処理による切削性の向上
適切な熱処理により、微細構造が修正され、加工性能が大幅に向上します。
- 低炭素鋼: 結晶粒を微細化し過剰な可塑性を低減するための正規化。
- 高炭素鋼: 球状化焼鈍により硬度を下げ、チップの破砕性を改善します。
- 鋳鉄: 機械加工の前に焼きなまし処理を行い、内部応力を軽減し、表面硬度を下げます。
6.2化学組成の最適化による切削性の向上
大量生産においては、合金設計によって機械加工性が向上することがよくあります。
- 鋼に硫黄、リン、鉛、カルシウムを添加すると、切削抵抗が低減し、チップの破砕性が向上します。
- 非鉄金属の合金組成を最適化すると、結晶構造が改良され、加工安定性が向上します。
6.3一般的な難削材の加工最適化戦略
高強度・超高強度材料
これらの材料の場合、切削抵抗は通常 AISI 1045 鋼よりも 20%~30% 高く、切削温度が高くなり、工具の摩耗が速くなります。
エンジニアリング戦略には以下が含まれます。
- 耐熱性、耐摩耗性に優れた切削工具材料の選択
- すくい角を減らすか、負のすくい角を採用し、工具ノーズ半径を大きくして刃先強度を向上させる。
- 可能な限り、焼鈍または焼きならし状態で荒加工を実行します。
- 過度に高速化を追求するのではなく、切削速度を適度にコントロールします。
高塑性・低硬度材料
このような材料は、接着、冷間圧接、構成エッジ形成が発生しやすく、表面品質が不安定になります。
効果的な対策としては以下が挙げられます。
- 鋭い刃先を使用して切断変形を低減します。
- 構成刃先形成領域を回避するために切削速度を適度に増加します。
- 適切な送り速度を適用してチップ破壊能力を向上させます。
7.0結論:機械加工性はシステムレベルのエンジニアリングの問題である
金属の加工性は単一の要因によって決まるのではなく、材料特性、切削工具の特性、および加工パラメータの複合的な影響によって決まります。
エンジニアリングの実践では:
- 材料レベル:熱処理と化学組成の最適化により加工性を向上させることができます。
- プロセスレベルでは、加工が難しい材料の場合、ツールと切削パラメータの体系的な最適化が必要です。
材料の加工が難しい理由を理解することによってのみ、効率、品質、コストのバランスのとれた最適化を実現する、真に効果的な加工戦略を開発することができます。
8.0FAQ: 金属の加工性に関するよくある質問
8.1Q1: 機械加工性は材料の硬度と同じですか?
いいえ。硬度は機械加工性に影響を与える要因の 1 つにすぎず、決定的な指標ではありません。
実際の加工においては、塑性、靭性、熱伝導率、弾性率に加え、被削材と切削工具間の摩擦や化学的親和性などが切削挙動に大きな影響を与えます。例えば、チタン合金は硬度がそれほど高くありませんが、熱伝導率の低さと化学的反応性の高さから、難削材とされています。
8.2Q2: チタン合金はなぜ一般的に難加工材料とみなされるのでしょうか?
チタン合金の加工性が悪いのは、主に以下の要因によるものです。
- 熱伝導率が低い: 切削熱が放散しにくく、工具先端が局所的に高温になります。
- 高い化学活性:工具材料に付着する傾向が強く、付着や拡散摩耗を引き起こします。
- 顕著な弾性回復: 工具の側面の摩擦が増加します。
これらの要因が相互に作用し、チタン合金では工具の急速な摩耗、刃先の欠け、加工条件の不安定化が起こりやすくなります。
8.3Q3: ステンレス鋼の機械加工は常に炭素鋼より難しいのでしょうか?
必ずしもそうではありません。ステンレス鋼の加工性は、その微細構造の種類と密接に関係しています。
- オーステナイト系ステンレス鋼: 可塑性が高く、加工硬化が激しいため、機械加工性が悪い。
- 一部のマルテンサイト系ステンレス鋼: 適切な熱処理条件下では、機械加工性が中炭素鋼に近づくか、わずかに低くなることがあります。
- 快削性ステンレス鋼: 硫黄含有グレードは、自動加工および高生産性の高い加工で優れた性能を発揮します。
したがって、ステンレス鋼は一律に加工が難しい材料として扱うべきではありません。
8.4Q4: 切削性が悪い場合、切削速度を下げることだけが解決策ですか?
いいえ。切削速度を単に下げるだけでは、根本的な原因に対処できず、症状が緩和されるだけの場合が多くあります。
より効果的なアプローチは次のとおりです。
- より適切な切削工具材料を選択する。
- 工具形状の最適化:すくい角、刃先強度、工具ノーズ半径。
- 切断パラメータの組み合わせを調整する。
- 必要に応じてワークの熱処理条件を変更する。
多くの場合、切削速度を適切に上げることで、構成刃先の形成を減らし、表面仕上げを向上させることができます。
8.5Q5: 熱処理は加工性にどの程度影響しますか?
その影響は甚大です。焼ならし、焼鈍、球状化焼鈍などにより、熱処理は以下の効果をもたらします。
- 材料の微細構造を変更する。
- 切削力を低減します。
- チップブレーク動作を改善します。
- ツール寿命を大幅に延長します。
参照
https://www.3erp.com/blog/what-is-machinability-and-how-is-it-measured/
https://elitemoldtech.com/what-is-machinability/ https://www.canadianmetalworking.com/canadianmetalworking/article/metalworking/understanding-machinability