

高周波加熱(HF加熱)の概要
誘電加熱電子加熱、無線周波加熱、高周波加熱とも呼ばれる加熱は、無線周波(RF)交流電界、電波、またはマイクロ波電磁放射を用いて誘電体を加熱するプロセスです。高周波では、誘電体内の双極子分子の回転運動によって熱が発生します。
高周波加熱は、電磁エネルギー(電波またはマイクロ波)を利用して、交番磁場または電場を発生させ、ワークピース内部に直接熱を発生させることで材料を加熱します。熱源との物理的な接触を必要としないため、この方法は高速、高精度、効率的、かつ制御可能な熱性能を実現します。高周波加熱には、一般的に2つの主要なメカニズムがあります。導電性金属に対する誘導加熱(渦電流効果)と絶縁材料に対する誘電加熱(分子摩擦)です。
1.0コアヒーティングの種類と動作原理
1.1誘導加熱:金属材料に適しています
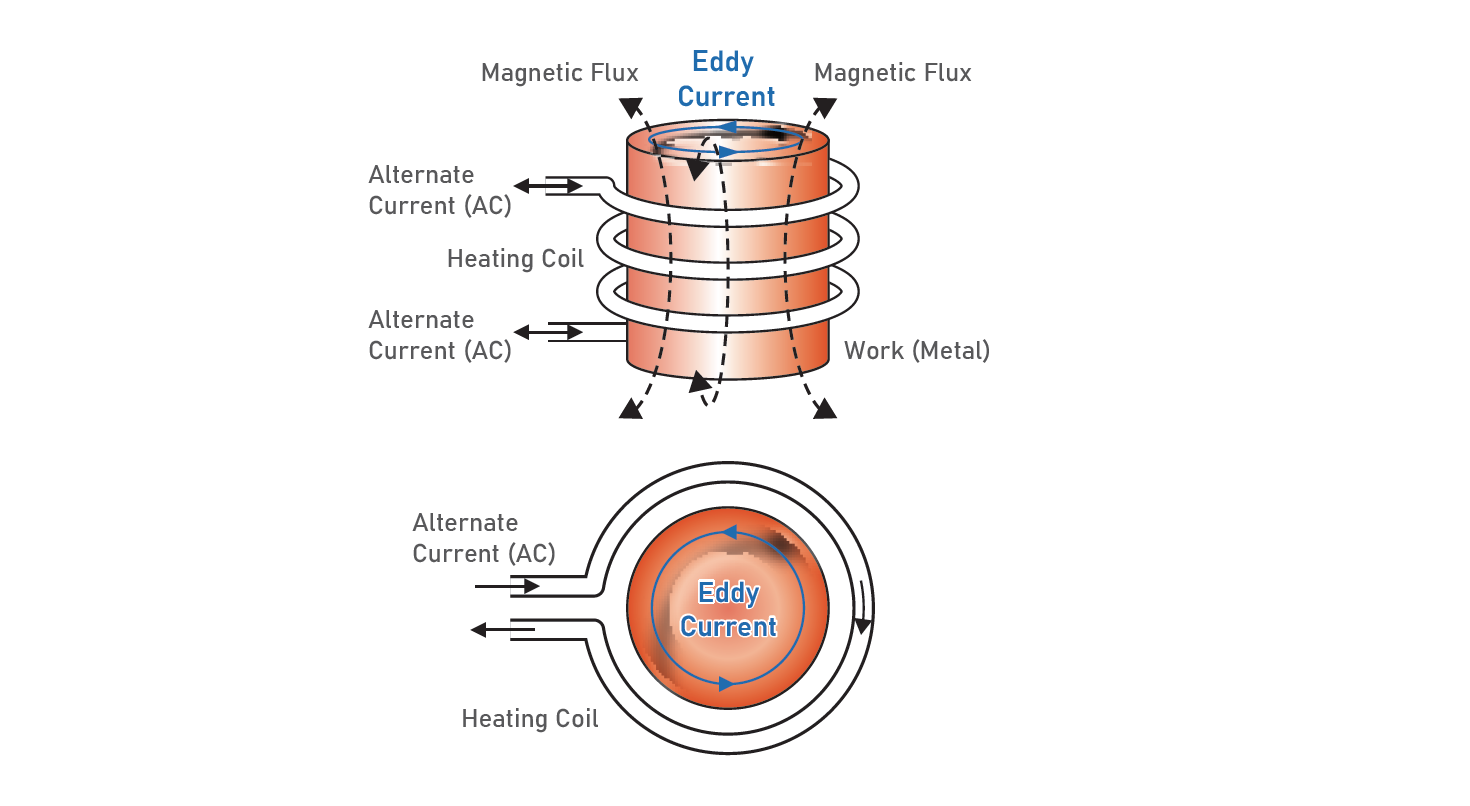
誘導加熱は、電磁誘導によって金属を内部で発熱させる非接触加熱法です。その基本的なメカニズムは、以下の2つの損失要素に基づいています。
渦電流損失: 誘導コイルに流れる高周波交流電流は、急速に変化する磁場を発生させます。この磁場内に金属ワークピース(チューブや機械加工部品など)を置くと、変圧器の二次コイルのように、金属内部に強力な閉ループ電流(渦電流)が誘導されます。この電流はジュール熱を発生させ、急速かつ均一な加熱を可能にします。例えば、チューブ端シール機はこの原理を利用してチューブ端を加熱・溶融し、内部汚染のないクリーンなシールを実現します。
ヒステリシス損失:これらは鉄や一部の鋼などの強磁性金属でのみ発生します。交流磁場が材料の着磁と消磁を繰り返すと、磁区の再配列によって追加の熱が発生します。金属の温度が約700℃(キュリー点)を超えると、磁気特性は消失し、ヒステリシス損失はなくなり、加熱は渦電流効果のみによって継続されます。
さらに、誘導加熱は表皮効果の影響を受けます。表皮効果とは、高周波電流が金属の薄い表面層に集中する現象です。これにより実効抵抗が増加し、表面加熱が促進されます。周波数を調整することで、表面硬化、均一加熱、管端シールなどの用途において、熱の浸透深さを制御できます。
1.2誘電加熱:非金属材料に適しています
誘電加熱(RF加熱または電子加熱とも呼ばれる)は、RF交流電界またはマイクロ波放射を用いて誘電体材料を加熱します。主なメカニズムは双極子回転です。
分子双極子回転高周波電界下では、プラスチック、食品、木材、繊維などの材料内の極性分子が交流電界に沿おうとします。分子の急速な回転と内部摩擦によって大きな熱が発生し、体積加熱(表面から内部に向かう熱ではなく、材料全体に熱が伝わる加熱)を引き起こします。
発熱要因: 加熱性能は、誘電損失係数、周波数、電界強度に依存します。材料内部で熱が発生するため、伝導加熱や対流加熱に比べて効率が大幅に高くなります。
2.0高周波加熱の主な特徴
2.1非接触加熱
熱は炎や発熱体に直接接触することなく内部で発生するため、汚染や表面損傷を防ぎます。これは、次のような機器にとって非常に重要です。 チューブエンドシール機 きれいなシーリングが必要な場所。
2.2高効率と急速加熱
エネルギーは最小限の損失で対象材料に直接作用するため、伝導加熱、対流加熱、赤外線加熱に比べて大幅に速い温度上昇が可能です。これにより、チューブのシーリングや金属硬化などの用途における生産性が大幅に向上します。
2.3精度と制御
周波数を調整することで、熱の浸透(例えば、誘導加熱における表皮効果)を制御できます。これにより、表面または中心部を選択的に加熱できます。管端シールシステムは溶融部を正確に制御し、管の変形を低減します。
2.4幅広い適用性
金属(誘導加熱)とプラスチック、食品、繊維などの誘電非金属(誘電加熱)の両方に適しています。
2.5環境に優しい
ワークピースのみが加熱されるため、エネルギーの無駄が最小限に抑えられ、汚染物質が排出されません。
3.0RF加熱とマイクロ波加熱の技術的な違い(誘電加熱のみ)
誘電加熱の動作周波数範囲は5MHzから5GHzです。無線周波数(RF)加熱は通常100MHz未満の周波数(一般的に13.56MHzと27.12MHz)を指し、マイクロ波加熱は500MHzから5GHz(一般的に900MHzと2.45GHz)で動作します。どちらも通信システムへの干渉を防ぐため、指定されたISM周波数帯に該当します。主な違いは次のとおりです。
| 特性 | 無線周波数(RF) | 電子レンジ |
| 波長 | 長い(11.2~22.4メートル) | 短い(0.13~0.35 m) |
| 支配的な分極メカニズム | 空間電荷分極 | 双極子配向分極 |
| 機器の互換性 | ワイドフォーマットや大型ワークピースに適しています | 中型ワークや連続加工に適しています |
4.0装置の構造とプロセスパラメータ
4.1高周波誘導加熱システムの構成要素
一般的な高周波誘導加熱システムは、次の 3 つの主要ユニットで構成されています。
高周波電源装置: 必要な高周波電気エネルギーを生成します。
マッチングネットワーク: 発電機と誘導コイル間の効率的な電力伝送とインピーダンス整合を保証します。
誘導コイル: 高周波損失を最小限に抑えるため、リッツ線を用いて製造されることが多い。この構造は、自動化生産ラインへの統合に非常に適している。
のために 管端閉鎖機コイルはチューブの直径と材質に基づいてカスタマイズされ、磁場をチューブの端に集中させ、正確で局所的な加熱を可能にします。
これらのシステムはコンパクトかつ軽量で、予熱を必要とせず、瞬時に加熱性能を発揮するため、産業オートメーション環境に適しています。
4.2主要なプロセスパラメータ
プラスチックインサートの用途: 高周波誘導加熱を使用して金属インサート(ナットやボルトなど)をプラスチック部品に埋め込む場合は、次のパラメータを考慮する必要があります。
- 穴径設計: プラスチック部品の予約穴は、溶融余裕を持たせるために金属インサートの直径より 0.3 ~ 0.6 mm 小さくする必要があります。
- 補助構造: スクリューガイド機能と溶融リリースチャネルを組み込む必要があります。
- 操作手順: 金属インサートは誘導加熱され、すぐにパンチを使用して予約された穴に押し込まれ、その後、制御された空冷が行われます。
チューブエンドシール用途: 管端閉鎖機 管の材質に応じて周波数を調整する必要があります。強磁性管はヒステリシスと渦電流加熱の両方の利点を活用しますが、アルミニウムなどの非強磁性材料は表皮効果を高めるためにより高い周波数を必要とします。
過度の溶融や不完全なシールを防ぐため、加熱時間はミリ秒単位で制御する必要があります。一部のシステムでは、急速な成形と凝固のために空冷モジュールが組み込まれています。


5.0主な応用分野
5.1誘導加熱アプリケーション
- 金属加工: 自動車および航空宇宙部品の硬化、ろう付け、はんだ付け、焼きなまし、金属溶解、ギア、鋸刃、ドライブシャフトの表面硬化、弾薬部品の硬化、油圧チューブや医療機器チューブなどの金属チューブのチューブ端シール。
- 封印と浄化: 医薬品や飲料ボトルのアルミホイル不正開封防止シール、真空管、ブラウン管、ガス放電ランプのゲッターのガス抜き。
- 特殊処理: 半導体製造におけるゾーン精製、医療機器の無菌加熱および熱滅菌。
- 日常的なアプリケーション: 電磁調理器とスマート炊飯器。
5.2誘電加熱アプリケーション
- 食品産業: 乾燥、焼成、解凍、調理。
- プラスチックと繊維: 溶接、乾燥、重合プロセス、およびプラスチック部品への金属インサート(ナット、ボルト)の埋め込み。
- 追加フィールド: 紙の乾燥、ゴムの加硫および成形のための予熱、医薬品製造における真空マイクロ波乾燥(特に熱に敏感な高価値化合物)、医療における治療的組織修復。
6.0結論
高周波加熱技術は、内部発熱の基本的な利点を活用し、誘導加熱と誘電加熱の両方をサポートすることで、金属および非金属の幅広い加工要件に対応します。非接触、高効率、そして精密な制御性という特性により、従来の加熱方法に共通する、汚染、非効率性、不安定な温度制御といった課題を克服します。
自動化生産ラインとの親和性が高いため、高周波加熱は自動車、食品、医薬品、エレクトロニクスなどの業界で広く利用されています。金属部品の表面硬化、プラスチック製品へのインサート部品の埋め込み、食品材料の急速乾燥など、高周波加熱は柔軟な周波数調整、加熱深度の制御、そして環境に優しい操作性により、現代の製造業において欠かせない中核技術となっています。
7.0よくある質問(FAQ)
7.1高周波加熱は金属に限られますか?
いいえ。高周波加熱には、金属に対する誘導加熱と非金属材料に対する誘電加熱が含まれます。誘電加熱は、双極子回転機構を通じてプラスチック、食品、繊維、木材などの誘電体材料に適用されます。
7.2非強磁性金属(アルミニウムや銅など)は誘導加熱を使用して効果的に加熱できますか?
はい。非強磁性金属はヒステリシス損失を発生しませんが、渦電流損失によって効率的に加熱されます。動作周波数を上げると表皮効果が強まり、加熱効率が向上します。
7.3RF 加熱とマイクロ波加熱はどのように選択すればよいですか?
材料特性と生産要件に応じて選択してください。RF加熱はより深く浸透するため、ワイドフォーマットまたは大型のワークピース(例:大規模な紙の乾燥)に適しています。マイクロ波加熱はより浅い浸透のため、中規模の連続処理(例:食品の急速加熱、医薬品の真空乾燥)に最適です。
7.4高周波加熱の周波数範囲は標準化されていますか?
誘電加熱は通常5MHzから5GHzの範囲で使用されます。ここで、RFは通常100MHz未満の周波数を指し、マイクロ波加熱は500MHzから5GHzの範囲です。産業用途では、通信システムへの干渉を避けるため、13.56MHzや2.45GHzなどの指定されたISM周波数帯域に従う必要があります。
7.5プラスチックインサートアプリケーション用の予約穴は、金属インサートより 0.3 ~ 0.6 mm 小さくする必要があるのはなぜですか?
この隙間が融着余裕を生み出します。加熱された金属インサートをプラスチックの穴に押し込むと、わずかな寸法差によって適切な融着と強固な接合が確保され、機械的強度とシール性が向上します。
7.6高周波加熱は従来の加熱と比べてどのようにして優れたエネルギー効率を実現するのでしょうか?
熱は材料内部で直接発生するため、周囲の空気や装置表面を加熱する必要がありません。これにより、転写時の熱損失が最小限に抑えられます。さらに、非常に速い加熱速度により生産サイクルが短縮され、総エネルギー消費量を削減できます。
参照
https://en.wikipedia.org/wiki/Dielectric_heating
https://www.thermopedia.com/de/content/850/
https://www.canroon.com/Industry-Insights/Understanding-High-Frequency-Induction-Heaters-and-Their-Working-Principles
https://avioweld.com/highfrequency/


