

- 1.0パイプレデューサーとは何ですか?
- 2.0同心減速機とは何ですか?
- 3.0偏心減速機とは何ですか?
- 4.0同心減速機と偏心減速機:構造と用途の主な違い
- 5.0比較表:同心減速機と偏心減速機
- 6.0同心減速機を使用する場合
- 7.0偏心減速機を使用する場合
- 8.0選び方:同心減速機と偏心減速機
- 9.0同心減速機の標準寸法(ASME B16.9)
- 10.0偏心減速機の標準寸法(ASME B16.9)
- 11.0パイプレデューサーの製造プロセスと装置
- 12.0パイプレデューサーの規格と寸法仕様
- 13.0パイプレデューサーの設置方法と重要な考慮事項
- 14.0パイプレデューサーの用途
- 15.0パイプレデューサーに使用される一般的な材料
- 16.0結論
- 17.0パイプレデューサーに関するよくある質問
1.0パイプレデューサーとは何ですか?
あ パイプリデューサー 径の異なる2本のパイプを接続するために使用される配管継手の一種で、パイプラインシステムにおけるスムーズな移行を可能にします。流体の連続性を維持し、乱流を低減し、システム全体の安定性を高める上で重要な役割を果たします。パイプレデューサーは、石油・ガス、化学処理、上下水道、医薬品など、様々な業界で広く使用されています。
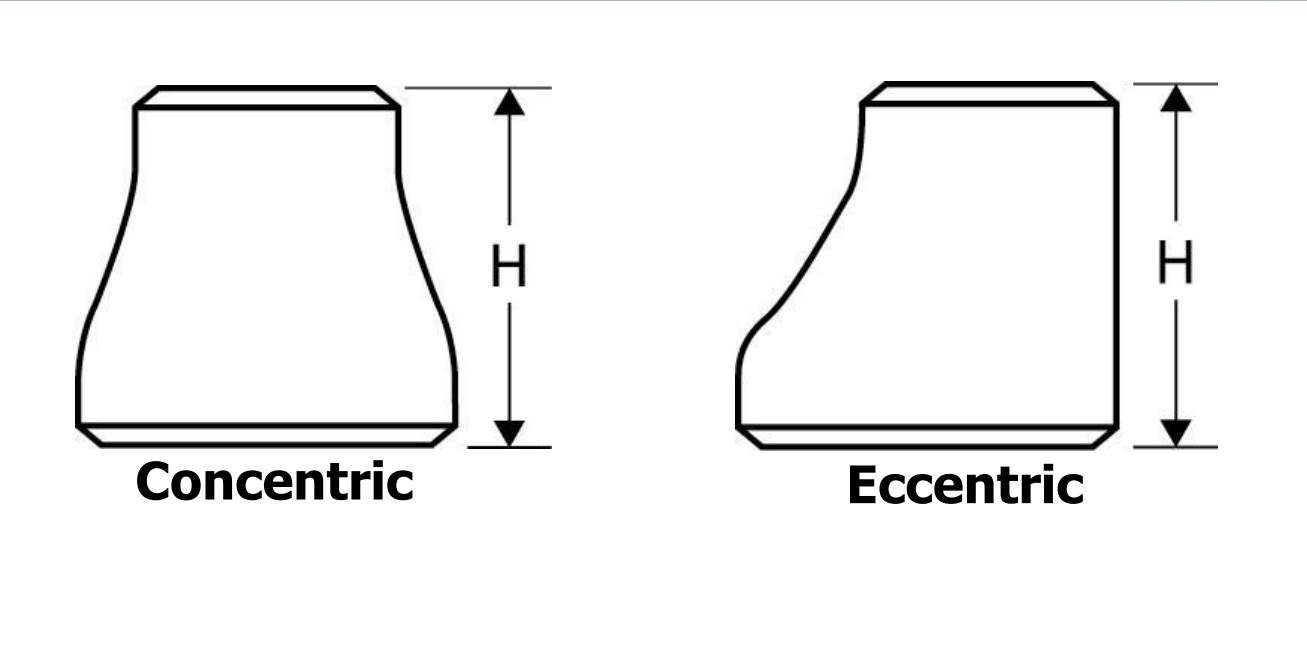
構造設計に応じて、パイプレデューサーは主に 2 つのタイプに分類されます。
- 同心減速機: 大きい方の端と小さい方の端が共通の中心線を共有する対称的な円錐形の継手。
垂直配管システムでよく使用されますポンプの出口やコンプレッサーの排出ラインなど。 - 偏心減速機: 片側が平らでもう片側が傾斜しており、大きい方の端と小さい方の端の間の中心線がオフセットされているのが特徴です。
水平配管システムでよく使用される特に、ポンプの吸引ラインや蒸気パイプラインなど、液体やガスの蓄積を避けなければならない場所で使用されます。
製造方法
パイプレデューサーは、一般的に熱間/冷間プレスまたは鍛造技術を用いて製造されます。コア成形工程には以下のものがあります。
- 削減パイプブランクの端部を成形金型に挿入し、軸方向に圧縮することで、材料がキャビティに沿って流れ、直径が縮小します。この工程は、1回の成形で完了することも、複数回の成形で完了することもあります。
- 拡大中: 元のパイプ径が必要なサイズよりも小さい場合に適用されます。内部ダイスでパイプを外側に拡張し、目標サイズに到達させます。この方法は、大口径レデューサーの加工時または最終的なサイズ調整によく使用されます。
2.0同心減速機とは何ですか?
あ 同心減速機 (同心管レデューサーとも呼ばれる)は、直径の異なる2本のパイプを接続するために使用される管継手であり、両端が同一の中心軸に沿って揃った円錐形状を特徴としています。この対称的な設計により、流体は大径から小径へとスムーズに移行し、乱流と圧力損失を最小限に抑えます。同心管レデューサーは、主に以下の用途で使用されます。 垂直方向の配管システム.

2.1同心減速機の構造的特徴と動作原理
- 中心線の位置合わせ:
同心減速機の特徴は 共有 中心線 大きい端と小さい端の間には、中心線が一致しない偏心減速機とは異なります。 - 円錐形:
テーパードデザインにより、 段階的な直径の変化エネルギー損失と流れの乱れを減らしながら、一貫した流体速度とシステムの安定性を維持するのに役立ちます。 - 直径縮小機能:
同心レデューサーは、主にサイズが小さくなるパイプを接続するために使用されます。 単段式または 多段式 直径の変化。
2.2材質と仕様
同心減速機は、さまざまな使用条件と媒体の要件を満たすために、さまざまな材料で提供されています。
- 金属オプション: 炭素鋼、ステンレス鋼、真鍮、合金鋼
- プラスチックオプション: PVC、CPVC、その他のエンジニアリングプラスチック
寸法と圧力定格は通常、次のような業界標準に従ってカスタマイズされます。 ANSI, ディン、 または イギリス幅広い配管システムとの互換性を確保します。
2.3同心減速機の利点
- 流体性能の向上:
対称的な円錐形により、 直径縮小時の安定した流れ乱流と圧力降下を最小限に抑えます。 - 耐腐食性:
腐食性流体(化学薬品、原油など)や固体粒子を含むスラリーの輸送に適しています。 - 構造の柔軟性:
さまざまな接続タイプに対応 フランジ接合および溶接接合インストールとシステム統合が簡単になります。 - 垂直配管システムに最適:
特に垂直パイプラインで効果的で、 体液の蓄積や蒸気の詰まりを防ぐ.
3.0偏心減速機とは何ですか?
アン 偏心減速機 異なる直径のパイプを接続するために設計された溶接管継手の一種です。同心円状のレデューサーとは異なり、大径端と小径端の中心線は 整列していない片側が平坦でもう片側が傾斜した継手となります。このオフセット設計により、偏心減速機は特に次のような用途に適しています。 水平配管システムガスや凝縮水の蓄積を防ぎ、キャビテーション、ベーパーロック、システム障害のリスクを軽減します。

3.1偏心減速機の構造的特徴と動作原理
- オフセットデザイン:
偏心レデューサーは、片側が接続パイプ(「フラット側」)と一直線になっており、両端の中心軸にオフセットが生じます。この非対称性が、同心レデューサーの対称円錐形状と異なる点です。 - 液面制御:
平らな面により、パイプの上部または下部を水平に保つことができ、流体またはガスの方向制御が可能になり、 液体またはガスの防止 閉じ込め システム内。 - 流体力学的考察:
片側の流路が狭くなると速度が上昇し、局所的な圧力差が生じます。流体の特性とシステム要件に基づいた適切な構成が不可欠です。 - 双方向使用:
同じフィッティングは、 減らす(大きいものから小さいものへ)または 拡大(小さいから大きいへ) 配管の移行。設置方向は、流れの方向とエンジニアリングガイドラインに基づいて決定する必要があります。
3.2材質と仕様
偏心減速機は、さまざまな用途に合わせてさまざまな材質で提供されています。
- 金属: 炭素鋼、ステンレス鋼、合金鋼
(高温、高圧、腐食環境に適しています) - プラスチック: PVC、CPVC、PE
(排水や換気などの非金属システムで使用される)
一般的な製造基準には以下が含まれる。 ASME B16.9, DIN 2616、 そして GB/T 12459選択は圧力クラスに基づいて行われます。 SCH 40/80 システム設計要件を満たすため。
3.3偏心減速機の用途
- 水平液体パイプライン:
平らな面を上に向けて、パイプの上部にガスが蓄積するのを防ぎ、蒸気ロックやポンプのキャビテーションのリスクを軽減します。 - パイプラックの設置:
平らな面を下に向けて底部を水平に保ち、均一な荷重分散とサポートを実現します。 - 水平ガスパイプライン:
平らな面を下にして、凝縮水や油が自然に排出されるようにしてください。 - ポンプ吸入ライン:
偏心減速機は、 空気の閉じ込めを防ぐポンプの故障につながる可能性があります。
3.4偏心減速機の利点
- 効果的に キャビテーションとベーパーロックを防ぐ
- 確保する 均一な流体またはガスの流れ 水平パイプライン
- スムーズな移行をサポート 専門 メディア、 粘性流体、スラリー、化学物質など
- 改善する ポンプシステム 安定性 長期的なメンテナンスコストを削減
4.0同心減速機と偏心減速機:構造と用途の主な違い
4.1視覚的な違い:基本的な構造的コントラスト
- 同心減速機:
対称的な円錐形。正面から見ると、小さい方の端が大きい方の端の中心に位置し、両端は同じ中心線を共有しています。 - 偏心減速機:
片側は平らなまま、直径の減少が中心線からオフセットされ、小さい方の端が、大きい方の直径の片側に移動します。
この変化は些細なことのように思えるかもしれないが、 システムの動作における重要な役割.
4.2流体力学と応用シナリオ
- 同心減速機 に最適です 垂直配管システムポンプの排出ラインや垂直方向の流体またはガスの流れなど。
対称的な形状により、 スムーズな流れの移行しかし、水平に使用すると、ガスや液体がパイプの上部に集まり、 エアポケット または デッドゾーン. - 偏心減速機 特に有利なのは 水平パイプライン特に、ガスと液体が共存するシステムや、キャビテーションや空気の閉じ込めを回避する必要があるシステムでは、この方法が適しています。
フラットサイドデザインにより、 ガスの自然排出または液体の排水ポンプの吸入ラインや同様の重要なポイントに最適です。
4.3設置とコストに関する考慮事項
- 同心減速機:
対称的な形状のため設置が簡単。一般的に 費用対効果が高い. - 偏心減速機:
注意が必要 平らな面の向きシステムの設計に応じて、上向きまたは下向きになります。わずかに コストが高い 構造が複雑で設置に手間がかかるためです。

5.0比較表:同心減速機と偏心減速機
| 特徴 | 同心減速機 | 偏心減速機 |
| 形状と構造 | 対称円錐、中心線が揃った | オフセット削減、片側フラット |
| フロー特性 | スムーズな移行、水平設定ではガス/液体が閉じ込められる可能性があります | ガスや液体の閉じ込めを防ぎ、自然な排水を可能にします |
| 推奨用途 | 垂直配管、ポンプ吐出、コンプレッサー | 水平配管、ポンプ吸引、排水/排気ライン |
| インストールの容易さ | 設置が簡単、対称レイアウト | 正しい方向と高い設置注意が必要 |
| 水平レイアウトでのパフォーマンス | 体液/ガスの蓄積を引き起こす可能性があります | 蓄積を効果的に防ぐ |
| 垂直レイアウトでのパフォーマンス | パフォーマンスが良い | 垂直システムでの使用は限定的 |
| 一般的な材料 | 炭素鋼、ステンレス鋼、PVC、CPVC | 同心減速機と同じ |
| 料金 | より低い | 若干高め(デザインの複雑さのため) |
6.0同心減速機を使用する場合
あ 同心減速機 垂直フロー用途や、異なる径のパイプ間の対称的でスムーズな移行が必要なシステムに適しています。円錐形状により、中心線をオフセットすることなく径を縮小できるため、流体の安定性を維持できます。
一般的な使用例:
- 垂直配管システム:
流れの方向が上向きまたは下向きの場合に最適です。センターラインが揃っているため、乱流が低減し、逆流のリスクを最小限に抑えます。 - ポンプおよびコンプレッサーシステム:
使用される 入口または 出口 ポンプとコンプレッサーを使用して、流体が装置に出入りする前に安定した圧力と流量を確保します。 - 液体またはガス輸送ライン:
プロセスラインや本管の配管に適しており、 バランスの取れた流れ 遷移 さまざまなパイプサイズ間。
7.0偏心減速機を使用する場合
アン 偏心減速機 水平配管システム、特に危険がある場合に推奨されます。 ガス閉じ込めまたは液体の溜まりフラットサイド設計により、リデューサーの上部または下部のいずれかがパイプラインと揃い、排水と通気が最適化されます。
推奨アプリケーション:
- 水平配管システム:
流れの乱れを防ぐ 高所の空気ポケット または 低い地点での液体の蓄積. - ポンプ吸入ライン:
平らな面を取り付けます 上を向いて ポンプの入口での空気の閉じ込めを防ぎ、キャビテーションのリスクを軽減します。 - 凝縮器と熱交換器:
慣れている ガスを排出するか液体を排出する媒体が滞留しないようにし、熱伝達効率を向上させます。 - 油、スラッジ、高粘度流体を運ぶシステム:
蓄積を最小限に抑え、圧力損失を減らして、よりスムーズなフロー管理をサポートします。
8.0選び方:同心減速機と偏心減速機
| 選考基準 | 推奨タイプ | 根拠 |
| 垂直配管 | 同心減速機 | 適切な位置合わせを保証し、重力供給システムに最適 |
| 水平配管 | 偏心減速機 | 空気や液体の蓄積を防ぎ、排水と通気性を改善します |
| ポンプのキャビテーションの防止 | 偏心減速機 | 平らな面を上にしてポンプ入口前に閉じ込められた空気を排除します |
| 簡素化されたインストール | 同心減速機 | 対称形状なので位置合わせや溶接が簡単 |
| 粘性流体または研磨性流体の取り扱い | 偏心減速機 | 堆積物の蓄積を減らし、流れの効率を高めます |
| 流れの均一性を重視 | 同心減速機 | スムーズで対称的な移行により乱流を最小限に抑えます |
結論
- のために 垂直 システム または 正確な位置合わせを必要とするアプリケーション、 同心減速機 が推奨される選択肢です。
- のために 水平設置特に、 ベントまたは 排水 は 必要、 偏心減速機 より効果的です。
- 平らな面が正しい向きになっていることを確認してください。 媒体に応じて上向きまたは下向き— パフォーマンスを最適化します。
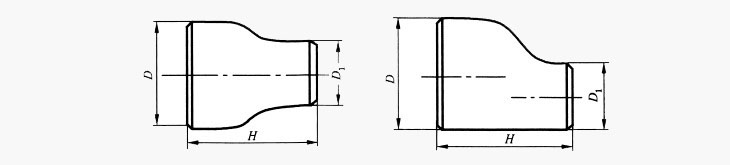
9.0同心減速機の標準寸法(ASME B16.9)
| 大端外径(D1) | スモールエンドOD(D2) | センター長さ(L) | 公称壁厚(SCH 40) |
| 88.9(DN80) | 60.3(DN50) | 102 | 5.49 / 3.91 |
| 114.3(DN100) | 88.9(DN80) | 127 | 6.02 / 5.49 |
| 141.3(DN125) | 114.3(DN100) | 152 | 6.55 / 6.02 |
| 168.3(DN150) | 114.3(DN100) | 152 | 7.11 / 6.02 |
| 219.1(DN200) | 168.3(DN150) | 178 | 8.18 / 7.11 |
| 273.0(DN250) | 219.1(DN200) | 203 | 8.74 / 8.18 |
| 323.9(DN300) | 273.0(DN250) | 229 | 10.31 / 8.74 |
| 355.6(DN350) | 273.0(DN250) | 229 | 11.13 / 8.74 |
| 406.4(DN400) | 355.6(DN350) | 305 | 11.13 / 11.13 |
| 457.0(DN450) | 406.4(DN400) | 305 | 12.70 / 11.13 |
注:
- D1 / D2: 公称パイプサイズ (DN) に対応する大端と小端の外径 (ミリメートル単位)。
- L: 減速機の中心線に沿った全長。ASME B16.9では製造公差±12 mmが許容されています。
- 壁の厚さ: SCH 20、SCH 40、SCH 80などの圧力定格に基づきます。ここで表示される値は スケジュール40(最初の値は D1 用、2 番目の値は D2 用)。
10.0偏心減速機の標準寸法(ASME B16.9)
| 大端外径(D1) | スモールエンドOD(D2) | 最小中心長さ(L) | 公称壁厚(SCH 40) |
| 88.9(DN80) | 60.3(DN50) | 102 | 5.49 / 3.91 |
| 114.3 | 88.9 | 127 | 6.02 / 5.49 |
| 141.3 | 114.3 | 152 | 6.55 / 6.02 |
| 168.3 | 114.3 | 152 | 7.11 / 6.02 |
| 219.1 | 168.3 | 178 | 8.18 / 7.11 |
| 273.0 | 219.1 | 203 | 8.74 / 8.18 |
| 323.9 | 273.0 | 229 | 10.31 / 8.74 |
| 355.6 | 273.0 | 229 | 11.13 / 8.74 |
| 406.4 | 355.6 | 305 | 11.13 / 11.13 |
| 457.0 | 406.4 | 305 | 12.70 / 11.13 |
| 508.0 | 457.0 | 305 | 12.70 / 12.70 |
注:
- D1 / D2: 大端と小端の外径は、 ASME B36.10M.
- L: ASME B16.9に規定された最小中心線長さ。実際の製造長さは最小値を超える場合があります。
- 壁の厚さ: システム設計に依存し、通常は標準配管スケジュール(例:SCH 40、SCH 80)に基づいて選択されます。記載されている値は、 スケジュール40(最初の値は D1 用、2 番目の値は D2 用)。
11.0パイプレデューサーの製造プロセスと装置
金属減速機、特に 突合せ溶接炭素鋼およびステンレス鋼減速機—通常は、 ホットプレス、コールドプレス、 または 拡大と縮小を組み合わせた技術材料の種類、サイズ、バッチ量に応じて、さまざまな成形方法があります。主な成形方法と関連設備は以下のとおりです。
11.1油圧プレス成形
適しているもの: 小~中口径(DN50~DN400)、高温または低温での処理が可能。
主な装備:
- 油圧プレス: 一般的な定格は 300T、500T、または 800T です。
- レデューサーダイセット: カスタム設計された同心または偏心キャビティ金型。
- 誘導ヒーター/炉: 熱間成形プロセスでブランクを予熱するために使用されます。
プロセス手順:
- 大きい方の端のサイズに合わせてベースパイプ部分をカットします。
- ブランクを成形温度まで加熱します(通常、熱間成形の場合は 800°C 以上)。
- 油圧ラムを使用してブランクを金型に押し込みます。
- 金属はダイキャビティに沿って流れ、減速機を形成します。
- 必要に応じてバリ取り、整形、熱処理を行います。
11.2機械的な拡大と縮小
理想的な用途: 大口径または厚肉のレデューサー(DN450 以上)、特にシングルステップ成形が不可能な場合。
主な装備:
- チューブ エキスパンダー: 小さい方の端を必要な大径まで拡大します。
- チューブエンドリデューサー: 片方の端を圧縮して直径を小さくします。
- 油圧サーボ制御システム: 寸法精度を制御します。
- 成形ローラー:減速機の内径と壁の厚さに適合します。
- 中周波ヒーター:熱塑性変形を補助します。
プロセスノート:
直径と壁の厚さに大きな差がある減速機に適しています。
精度を高めるために、「最初に拡大してから縮小」したり、複数段階の縮小を行う場合があります。
11.3スピニングフォーミング
適しているもの: 円錐形またはテーパー形のプロファイルを持つ対称レデューサー。通常、DN100~DN500 の範囲で、特に壁の厚さが大きく異なる場合に使用されます。
主な装備:
- CNCスピニングマシン: ローラーの圧力と経路を高精度に制御します。
- ロータリーチャックまたはマンドレル: 成形中にワークピースを保持して回転させます。
- プリフォームブランク: 通常は、事前に成形されたディスクまたは短いパイプセクションです。
- 暖房システム(オプション): 温間または熱間紡糸用の誘導ヒーターまたは炎ヒーター。
プロセス手順:
- プリフォームブランクをマンドレルに取り付けます。
- ワークを高速回転させます。
- 成形ローラーを徐々に当てて、マンドレル上で材料を成形し、壁の完全性を維持しながら直径を小さくします。
- 必要に応じて減速機をトリミングまたは機械加工します。
- 必要に応じて、応力を軽減するために熱処理を実行します。
プロセスノート:
- スムーズな移行と均一な壁分布を備えた同心円状の減速機の製造に最適です。
- 材料の無駄を最小限に抑えながら、高い寸法精度と表面仕上げを実現します。
柔軟なツールにより、小規模から中規模の生産量に適しています。
11.4板圧延成形
次のような場合に使用されます: シームレス成形が不可能な大口径減速機(通常DN600以上)の製造。板材から製造されるカスタムサイズの偏心減速機または同心減速機によく使用されます。
主な装備:
- 板圧延機 (3ロールまたは4ロール): 金属板を円錐形または円筒形に巻きます。
- エッジ面取り機: 溶接のためにエッジを準備します。
- 溶接装置(GMAW/SMAW/SAW): プレートの端を縦方向に接合します。
- 熱処理炉: 溶接後の応力緩和に。
- 加工ツール: 寸法仕上げおよび端面処理用。
プロセス手順:
- 減速機のサイズに基づいて、金属板を必要な寸法に切断します。
- 溶接の準備として、エッジを斜めにカットします。
- 板圧延機を使用して、板を希望の円錐形または円筒形に圧延します。
- 適切な技術を使用して縦方向の継ぎ目(内部と外部)を溶接します。
- 非破壊検査 (UT/RT) を実行して溶接品質を確認します。
必要に応じて熱処理し、最終形状に機械加工します。
11.5金型鍛造
用途: 石油化学製品や圧力容器によく使用される、厚壁の高強度減速機。
主な装備:
- 鍛造プレス: 通常は1000T~1600Tの油圧鍛造機。
- 鍛造金型: 偏心または同心のテーパーキャビティを備えた設計。
- パワーハンマーまたは電動油圧ハンマー: オープンダイセットアップで使用されます。
- 焼鈍炉:鍛造後の熱処理用。
11.6溶接構造(オプション方式)
次のような場合に使用されます: レデューサーの寸法や壁厚により、シームレス成形は現実的ではありません。製造には、2つのパイプセクションを溶接し、最終寸法に合わせて機械加工する必要があります。
主な装備:
- 面取り機: 溶接のために端部を準備します。
- 円周溶接機: パイプの周囲を精密溶接します。
- X線検査装置(RT): 溶接品質を検査します。
- NDT機器(UT/MT): 超音波または磁気テストにより溶接の完全性を保証します。
11.7機器概要表
| プロセスタイプ | 主要装備 | アプリケーションの説明 |
| 油圧成形 | 油圧プレス、ダイセット、ヒーター | 小型~中型サイズのワンステップ冷間/熱間成形 |
| 拡大と縮小 | エキスパンダー、リデューサー、ローラー、ヒーターシステム | 制御された両端成形 |
| 金型鍛造 | 鍛造プレス、金型、パワーハンマー | 厚肉レデューサーの高強度成形 |
| 溶接構造 | 溶接機、ベベラー、非破壊検査ツール | 大型減速機や製造ケースに使用 |
12.0パイプレデューサーの規格と寸法仕様
減速機は、互換性と互換性を確保するために、広く認められた業界標準に準拠する必要があります。一般的な標準には以下のものがあります。
- ASME B16.9– 突合せ溶接継手
- DIN EN 10253– 産業用パイプライン用鋼製継手(ヨーロッパ)
- GB/T 12459– 鍛鋼継手に関する中国国家規格
- その他の適用可能なコード:I SO、JISなど
これらの規格では、直径の範囲、許容差、壁の厚さ、圧力クラス、材料のグレードなどの重要なパラメータが定義されています。
13.0パイプレデューサーの設置方法と重要な考慮事項
パイプ レデューサーは、システム圧力、パイプ材質、接続要件に基づいてさまざまな手法で取り付けることができます。
- 突合せ溶接: 強度と信頼性が高いため、高圧システムに適しています。
- ソケット溶接: 小径の金属パイプによく使用されます。
- ねじ接続: 小型で取り外し可能なパイプラインに適しています。
- フランジ接続: 機器のジョイントや簡単に交換できるラインに使用します。
重要なインストール上の注意:
- 偏心減速機: 液体が溜まらないように、平らな面を下向きにして水平に設置する必要があります。
- 溶接継手: 漏れや欠陥を検出するために非破壊検査 (NDT) を実施する必要があります。
- 流れ方向: 抵抗の増加や流れの不安定さを避けるため、設置中は必ずフローマークに従ってください。
14.0パイプレデューサーの用途
パイプレデューサーは様々な用途で広く使用されています 産業および商業部門 異なるパイプ径間の移行を管理する。一般的な用途には以下が含まれます。
- 石油・ガス:
石油とガスの伝送ラインを接続し、掘削および生産設備のインターフェースを適応させます。 - 化学・医薬品:
反応器、凝縮器、プロセスタンクなどの容器間の流れを制御します。 - 食品・飲料加工:
衛生的な流体移送とさまざまな機器サイズ間の互換性を確保します。 - HVACシステム:
冷水、温水、または空気分配ダクトの直径の変化。 - 給排水:
飲料水、廃水、雨水システムの移行継手として使用されます。

15.0パイプレデューサーに使用される一般的な材料
使用条件と搬送媒体の性質に応じて、パイプレデューサーにはさまざまな材質のものがあります。
- ステンレス鋼:
優れた耐腐食性を備え、食品加工、医薬品、化学システムに広く使用されています。 - 炭素鋼:
強度が高くコスト効率に優れ、一般的な産業およびユーティリティパイプラインに適しています。 - 銅:
熱伝導性に優れ、HVAC や温水/冷水システムに最適です。 - PVC / CPVC(プラスチック):
特に非金属システムにおける低圧および耐腐食性の用途に適しています。 - 合金鋼:
高圧、高温、または化学的に攻撃的な環境で使用されます。
16.0結論
パイプレデューサーは現代の配管システムに不可欠なコンポーネントです。
彼らは フロー遷移の管理における重要な役割運用の安定性を維持し、さまざまなシステム構成に適応します。
適切なものを選択することで 種類、材質、製造方法ユーザーは 安全性を高め、システム効率を改善する、そして両方を減らす 設置費用 そして メンテナンス頻度.
17.0パイプレデューサーに関するよくある質問
パイプレデューサーとは何ですか?
パイプレデューサーは、直径の異なる2本のパイプを接続するために使用される継手であり、流体の流れをスムーズにします。石油・ガス、化学、製薬、水道システムなどの業界で広く使用されています。
パイプレデューサーにはどのような種類がありますか?
- 同心円レデューサー:両端の中心線が揃い、対称的な円錐形状を形成します。垂直配管システムに適しています。
- 偏心レデューサー:両端の中心線がオフセットされており、片側は平坦です。水平配管用に設計されており、ガスや液体の滞留を防ぎます。
同心減速機と偏心減速機の違いは何ですか?
- 構造同心減速機は対称形の円錐で、偏心減速機は片方の端が平らになっています。
- アプリケーション同心型は垂直パイプラインで使用され、偏心型は水平パイプラインで使用され、特にキャビテーションや液体の閉じ込めを回避します。
- インストール: 偏心減速機では、平らな面の向き(上向きまたは下向き)に注意する必要がありますが、同心減速機は取り付けが簡単です。
同心減速機はいつ選択すればよいですか?
パイプラインが垂直方向にある場合、または流体の流れを中央かつ均一に保つ必要がある場合は、同心円状の減速機を選択します。
偏心減速機はいつ選択すればよいですか?
特にポンプの吸入口においてガスの蓄積や液体の溜まりを防ぐことが重要となる水平パイプラインには、偏心レデューサーを選択してください。
参考文献
https://en.wikipedia.org/wiki/Concentric_reducer
https://en.wikipedia.org/wiki/Eccentric_reducer
Steelforgings.com/2020/09/17/同心円管と偏心円管の減速機/




