

6063アルミニウム 合金はアルミニウム-マグネシウム-シリコン(Al-Mg-Si)系に属し、押出成形用に特別に設計された熱処理可能な合金です。優れた押出性、優れた表面仕上げ、そして高い耐食性といった優れた特長を備えています。加工後は均一で美しい外観が得られるため、建築用プロファイルや装飾部品に最適な素材です。また、工業用フレームシステムや電子機器の筐体にも広く使用されています。
6063 は、T5 や T6 などの焼き戻しにより、中程度の強度と優れた成形性のバランスを実現しており、複雑な断面プロファイルの大量生産に特に適しています。
1.06063 アルミニウム合金が製造業で人気があるのはなぜですか?
6063 は、成形および装飾用途における性能の最適化により、最も広く使用されているアルミニウム プロファイル合金の 1 つになりました。
- 押出性:優れた押出性により、複雑なプロファイル形状を高効率で生産できます。
- 表面仕上げ:陽極酸化処理後の均一で高品質な色による優れた表面品質
- 耐食性:優れた耐腐食性と耐酸化性を備え、屋外の装飾および構造部品に最適です。
- 溶接性: 変形が最小限で溶接性能が良好、組み立てが容易
- コスト効率:中程度のコスト、安定した大規模供給、そして高い総合価値
- 加工性: 切削難易度が低く、後加工が容易
不純物含有量が少なく、冶金構造が均一であるため、美観と構造的安定性の理想的なバランスを実現でき、外観と耐候性が重要となる建物のファサードや窓・ドアシステムなどの用途に特に適しています。

2.06063アルミニウム合金の機械的特性
(注:具体的な値は焼き入れ性によって異なります。)
- 引張強さ(T6):210~260MPa
- 降伏強度(T6):約170 MPa
- 伸長: 12–18%
- 硬度:70~85 HB
- 密度: 2.70 g/cm³
- 融点範囲:607~650℃
気質による性質の違い
- 6063-O: 最も低い強度(引張強度≒110 MPa)で優れた延性を有し、深曲げ、伸張、その他の重成形加工に適しています。
- 6063-T5: オンラインエージングにより生産効率が向上した中強度タイプ。大量生産プロファイルに適しています。
- 6063-T6: 人工時効処理により最高強度を実現。構造性能の向上が求められる用途に使用。
3.06063アルミニウム合金の化学組成
| 構成 | 2024年 | アル7075 | アル6061 | アル6063 |
|---|---|---|---|---|
| 銅(%) | 3.847 | 1.276 | 0.192 | ≤0.10 |
| マグネシウム(%) | 1.545 | 2.596 | 1.074 | 0.45~0.9 |
| Si(%) | 0.041 | 0.000 | 0.439 | 0.20~0.6 |
| 鉄(%) | 0.223 | 0.329 | 0.307 | ≤0.35 |
| マンガン(%) | 0.331 | 0.028 | 0.103 | ≤0.10 |
| 亜鉛(%) | 0.017 | 5.135 | 0.105 | ≤0.10 |
| SB(%) | 0.046 | 0.061 | 0.063 | — |
| V (%) | 0.015 | 0.011 | 0.014 | — |
| Pb(%またはppmᵃ) | 0.024, % | 0.000、ppm | 54.451 ppm | — |
| Sn(%またはppm) | 0.021, % | 0.013, % | 81.046 ppm | — |
| Ti(%またはppm) | 90.791 ppm | 0.010, % | 83.090 ppm | ≤0.10 |
| Cr(%またはppm) | 99.931 ppm | 0.279, % | 0.025, % | ≤0.10 |
| Zr(ppm) | 8.746 | 0.000 | 3.584 | — |
| ニッケル(ppm) | 60.653 | 48.240 | 76.797 | — |
| アル(%) | 残り | 残り | 残り | バランス |
6063の組成はMg₂Si析出強化を促進しますが、Mg:Si比はバッチによって若干異なる場合があります。鉄と銅の含有量が少ないことが、優れた表面品質に大きく貢献しています。
4.06063アルミニウム合金の一般的な用途
- 建築用ドアと窓、カーテンウォールプロファイル、サンルームのフレーム
- 内装装飾用プロファイル(天井、間仕切り、幅木)
- 産業用コンベアライン構造および機器安全ガード
- 家具部品(テーブルや椅子のフレーム、キャビネットの縁取り)
- 電子機器ハウジングおよびヒートシンクプロファイル
- 自動車用トリムとルーフラック
- 展示構造とライトボックスフレーム
5.06063 は他の一般的なアルミニウム合金と比べてどうですか?
| 合金 | 強さ | 作業性(押し出し) | 溶接性 | 耐腐食性 | 表面品質 | 主な特徴 |
| 6063 | 中くらい | 素晴らしい | 素晴らしい | 素晴らしい | 素晴らしい | 装飾性に優れた好ましい押出合金 |
| 6061 | 中~高 | 良い | とても良い | 素晴らしい | 良い | 構造用途に適したバランスの取れた特性 |
| 7075 | 非常に高い | 貧しい | 貧しい | 良い | 公平 | 航空宇宙グレードの高強度合金 |
| 5052 | 中くらい | 平均 | 良い | 素晴らしい | 良い | 主にシートおよびプレートの加工に使用されます |
6063 の主な利点は、その押し出し性と表面仕上げにあります。これらは他の合金を大幅に上回っており、建築および装飾用途ではかけがえのない材料となっています。

6.0機械加工前の重要な準備:残留応力制御
6063押出形材の残留応力は、主に押出後の冷却によって発生します。複雑な形状や薄肉部は、機械加工中に応力が解放されると変形しやすくなります。推奨される方法:
- 内部応力を軽減するために、押し出し後に自然または人工的な老化を許容する
- 仕上げ加工前に荒加工後24時間放置する
- 局所的なストレスを避けるために、複数ポイントで均等に分散されたクランプを使用します。
- 片側切削力を最小限に抑えるために「対称加工」アプローチを採用する
7.06063アルミニウム合金を効率的に機械加工(切断)する方法
硬度が低く、延性が高い 60616063は切削抵抗が低いものの、構成刃先や工具の凝着が発生しやすい傾向があります。特に、 アルミニウム切断機 —工具の選択と切削パラメータを慎重に最適化する必要がある
7.1推奨ツールとインサート:
- 超硬工具(推奨):
高いすくい角(15°~20°)と拡大されたチップフルートを備えた 2 枚刃または 3 枚刃エンドミル。 - コーティング:TiB₂とDLCは優れた耐凝着性を備えています。TiNは凝着しやすい傾向がありますが、軽負荷または短サイクル加工には効果的です。
高速切断、鋭い刃先、適切な冷却は、特に自動化においては不可欠です。 アルミニウム切断機. - HSSツール:
基本的な掘削などの軽作業に適しています - ドリル:
パラボリックフルート形状により、切りくずの排出性が向上し、詰まりが減少します。
7.2推奨切断パラメータ(参照範囲):
| プロセス | 切断速度Vc | 送り速度 | 切削深さ | 注記 |
| フライス加工 | 300~500 m/分 | 0.05~0.2 mm/歯 | 1~5mm | 冷却剤/潤滑剤が必要 |
| 旋回 | 250~400 m/分 | 0.2~0.4 mm/回転 | 1~3mm | 低速切断を避ける |
| 掘削 | 80~150 m/分 | 0.08~0.25 mm/回転 | 必要に応じて調整する | 深穴加工用ステップドリル+クーラント |
| タッピング | 10~20 m/分 | ねじピッチ | — | アルミ専用タップとタッピングオイルを使用する |
これらの範囲は、手動セットアップとCNC装備の両方に適しています。 アルミニウム切断機安定した加工品質を保証します。
7.3加工に関する注意事項:
- 冷却/潤滑:
工具の付着を最小限に抑え、工具寿命を延ばすために、EP 添加剤を配合したエマルジョンまたはアルミニウム専用の切削液を使用します。これは、高回転アルミニウム切削装置にとって特に重要です。 - ツールの状態:
柔らかい 6063 材料が汚れたり圧縮されたりするのを防ぐために、刃先を鋭く保ち、必要に応じて再研磨してください。 - 切断方法:
バリの形成と表面の傷を減らすには、クライムミリングを優先します。 - ツールドウェルを回避する:
へこみ跡を防ぐために、ツールをワークピースの表面で停止させないでください。 - 薄壁部品:
特に高速送りで加工する場合は、切断中の変形を防ぐためにソフトジョー、真空固定具、または追加のサポートを使用してください。 アルミニウム切断機.
8.06063アルミニウム合金を適切に溶接する方法
6063は、より優れた溶接性を提供します 6061熱影響部(HAZ)の変形は少なくなります。ただし、母材の質別、溶接方法、入熱量に応じて、溶接部およびHAZの強度低下は20~50%(通常は30%程度)に達する可能性があります。溶接後のエージングや強度補償設計が必要となる場合があります。
8.1一般的な溶接方法
- TIG溶接:歪みを最小限に抑え、正確できれいな溶接外観を実現。装飾部品に最適。
- MIG溶接:高効率、厚肉プロファイルや大量生産に適しています
- 一般的なフィラーワイヤ:ER4043(良好な流動性と溶接外観)、ER5356(高強度)
8.2溶接技術
- 溶接前の準備:ステンレス製のブラシまたは化学脱脂剤を使用して、金属光沢が見えるまで酸化物層(Al₂O₃)を除去します。
- シールドガス:純アルゴン(≥99.99%)、8~12 L/分
- 予熱:厚さが8mmを超える場合は、冷間割れを防ぐために100~150℃に予熱してください。
- 溶接パラメータ: HAZ幅を最小限に抑えるために、低電流と高速移動速度を使用します。
- 溶接後の処理:自然冷却する。より高い強度が必要な場合はT6再時効処理を適用する。
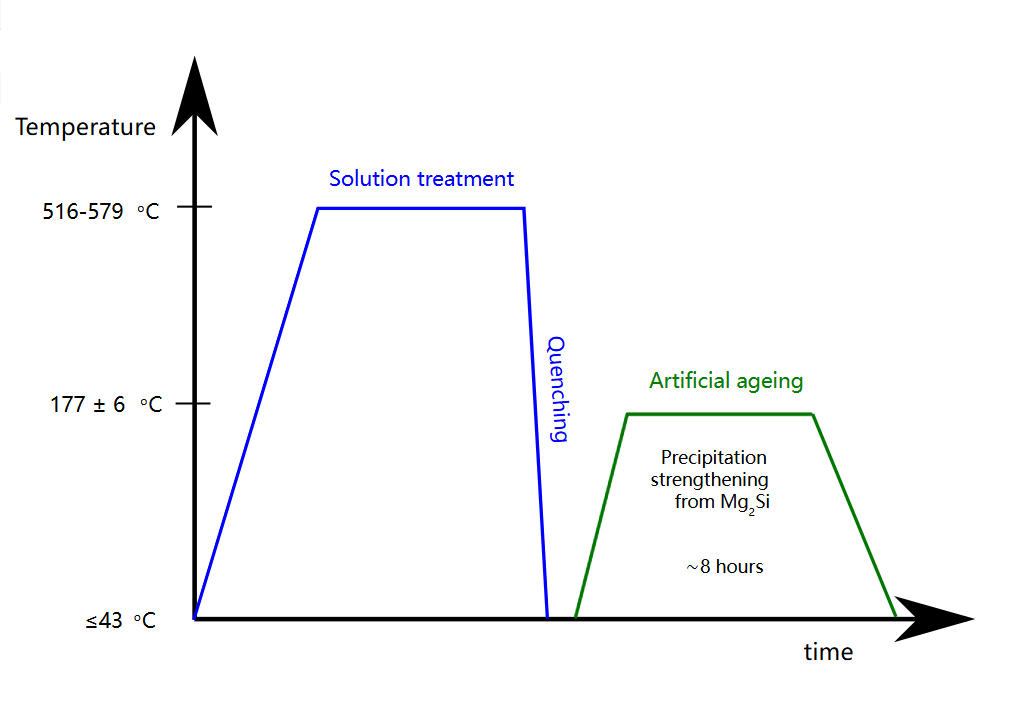
9.06063アルミニウム合金の熱処理方法
6063 の熱処理の主な目的は、Mg₂Si の析出を最適化し、強度と押し出し性のバランスをとることです。
9.1溶液処理
- 加熱温度:530~540℃(粒成長を防ぐため6061より低い)
- 保持時間:切片の厚さに応じて1~2時間
- 焼入れ:早期析出を防ぐため、150℃/分以上の冷却速度で水焼入れする。
9.2老化治療
- T6人工時効:170~180℃で8~12時間、空冷
- T5オンラインエージング:押出後に冷却タンクで温度制御、150~170℃で4~6時間、高効率
- 自然老化:室温で7~14日間。最終強度はT6の約70~80%に達し、高強度が要求されない場合に適しています。

10.06063アルミニウム合金の高い表面品質を確保する方法
6063 は陽極酸化処理に理想的な基板と考えられており、表面処理の品質が最終製品の価値に直接影響します。
10.1一般的な表面処理
- 陽極酸化処理(透明、染色、電気泳動): 最も一般的。耐腐食性と外観を向上させる。
- 硬質陽極酸化処理:工業用途における耐摩耗性向上のため、20~50μmのコーティング厚を採用
- サンドブラストとブラッシング:マット仕上げまたはテクスチャ仕上げを作成し、小さな傷を隠します
- 粉体塗装:屋外部品に適した、優れた耐候性を備えた幅広いカラーバリエーション
- 研磨:高級装飾用途に適した鏡面仕上げを実現
10.2表面処理に関する注意事項
- 前処理は重要です。徹底した脱脂(アルカリクリーナー)、中和、化学研磨により酸化膜と汚染物質を除去します。
- 陽極酸化処理中は、コーティングの粗さや不均一を防ぐために過度の電流密度を避けてください。
- 押し出しダイの温度を制御して、暗い線や傷などの表面欠陥を回避します。
- 変色を防ぐため、保管中は腐食性物質との接触を避けてください。
11.0よくある質問(FAQ)
6063 は複雑なプロファイル形状の押し出しに適していますか?
はい。6063は押出成形時の流動特性に優れ、薄肉部(一部のプロセスでは1.2 mm未満)の成形にも対応します。最終的な肉厚と複雑さは、プロファイル形状、ダイ設計、および押出条件に依存しますが、複雑なプロファイルに最適な合金の一つです。
6063 と 6061 ではどちらの合金の方が陽極酸化処理が優れていますか?
6063はより優れた性能を発揮します。鉄と銅の含有量が少ないため、より均一な酸化皮膜、安定した色調、そして優れた表面光沢が得られ、特に淡色の装飾仕上げに最適です。
6063 T5 と T6 焼戻しの主な違いは何ですか?
- T5: オンラインエージング、高生産効率、低コスト、中強度(引張強度≈210 MPa); 標準的なドア/窓プロファイルに適しています
- T6: 人工時効処理、高強度(引張強度 ≈ 260 MPa)、変形が少ない。構造用途や強度が重要な部品に最適。
6063 を加工する際に工具の固着を防ぐにはどうすればよいですか?
高い切削速度 + 十分な冷却 + 鋭利な工具に重点を置きます。切削速度は 300 m/分以上、アルミニウム専用の切削液を使用し、工具は定期的に研磨し、低速で高負荷の加工は避けます。
6063 は屋外環境で使用できますか?
はい。耐腐食性と陽極酸化処理を組み合わせることで、長年にわたる耐久性を実現します。沿岸地域や汚染が深刻な環境では、追加の保護対策や定期的なメンテナンスをお勧めします。
参照
https://en.wikipedia.org/wiki/6063_aluminium_alloy
https://www.gabrian.com/6063-aluminum-properties/
https://www.metalexchange.com/press/6063-aluminum


