

- 1.0軟鋼規格に基づくせん断耐力の理解
- 2.0せん断力に影響を与える主な要因
- 3.0金属せん断におけるすくい角の役割
- 4.0材料特性がせん断性能に与える影響
- 5.0せん断力と金属の厚さ:どのような関係があるのでしょうか?
- 6.0機械タイプ別の最小せん断可能厚さ
- 7.0板金せん断におけるナイフクリアランスの重要性
- 8.0せん断ナイフの種類と用途
- 9.0ナイフの摩耗、検査、メンテナンスの基本
- 10.0金属せん断における加工硬化の理解
- 11.0加工硬化の影響
- 12.0避けるべき習慣
- 13.0せん断能力とナイフ能力の違いは何ですか?
- 14.0一般せん断容量参考表(抜粋)
- 15.0鋼材せん断耐力基準表
- 16.0切断精度を向上させるオプションのせん断機能
- 17.0最終まとめ:安全で効率的なせん断のためのベストプラクティス
産業 シートせん断機 板金や鋼板の精密切断には、せん断力が不可欠です。最適な性能と安全な操作を確保するには、せん断力の定格と切断効率に影響を与える要因を理解することが不可欠です。このガイドでは、せん断力の基礎、すくい角、ナイフの選定、材料特性、そしてメンテナンスのベストプラクティスについて、包括的な概要を説明します。


1.0軟鋼規格に基づくせん断耐力の理解
せん断強度は、通常、指定されたすくい角における軟鋼の最大切削厚さに基づいて算出されます。軟鋼の標準的な機械的特性には以下が含まれます。
| 財産 | 価値 |
| 最大せん断強度 | 50,000 psi |
| 極限引張強度(UTS) | 55,000~70,000 psi |
| 降伏強度(YS) | 35,000~50,000psi |
| 伸び(2インチ) | 20–35% |
注:定格には、一般的な厚さの許容差が含まれています。例えば、0.250インチのプレートは、実際には最大0.030インチ厚くなっていても定格容量内に収まる場合があります。
2.0せん断力に影響を与える主な要因
せん断力は、対象材料を切断するために必要な力を超える必要があります。主な影響要因は次のとおりです。
- 材料のせん断強度
- すくい角と材料の厚さ
- 延性と加工硬化
- ナイフの状態とクリアランス
- バックピースの深さとサポートシステム
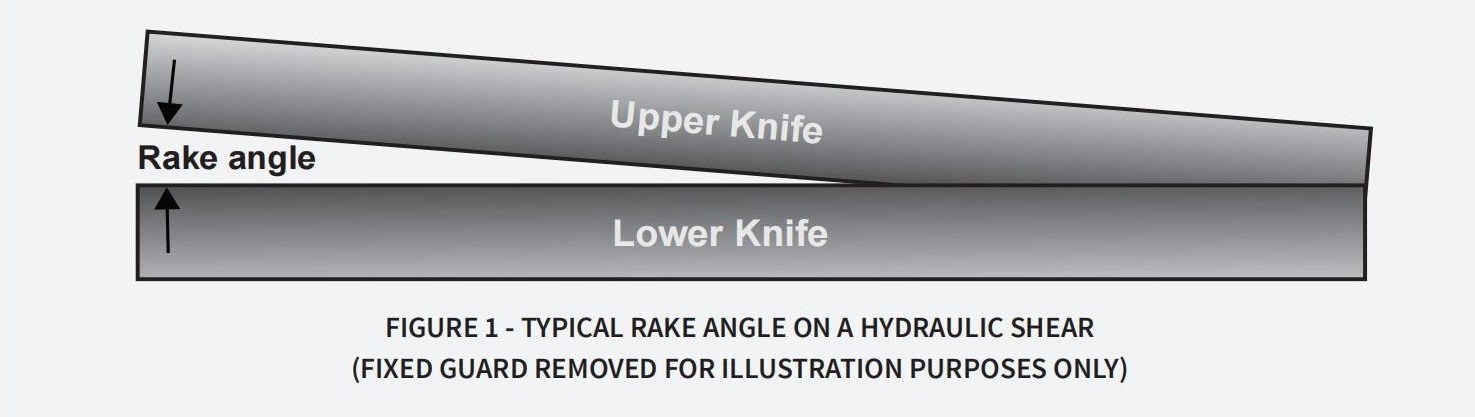
3.0金属せん断におけるすくい角の役割
傾斜角 上刃と下刃の傾きです。これはせん断時の切断力と材料の挙動に大きく影響します。
- あ 大きな熊手 角度 必要な力を減らす
- 過剰な傾斜は部品の歪みやナイフストロークの延長につながる可能性があります
3.1実際のすくい角:力の低減と品質への影響:
R₂ = 2R₁の場合 → 力₂ = ½ 力₁
ベストプラクティス:機械の限界を超えずに許容できる切断品質が得られる最小のすくい角を使用してください。特にステンレス鋼や高延性材料の場合、高いすくい角が効果的です。
4.0材料特性がせん断性能に与える影響
4.1材料強度とせん断容量への影響
軟鋼よりも強度の高い材料(UTS/YSが高い)には、 定格容量.
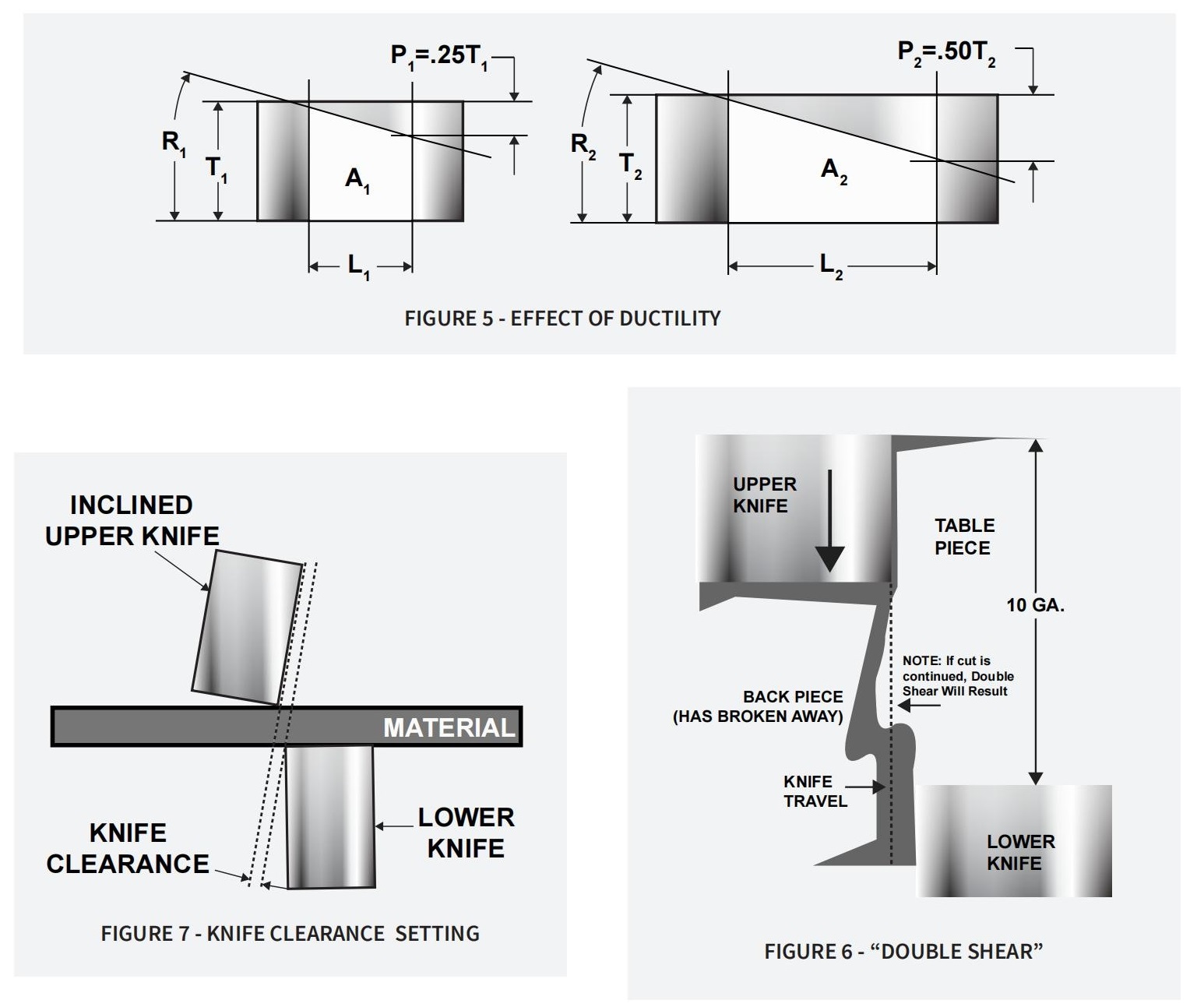
4.2板金切断における延性と刃の貫通
伸びが 35% を超える材料では、ナイフの侵入が深くなるためせん断性能が低下します。
例:
- 1006、1008、場合によっては1010/1012炭素鋼
- ASTM A283グレードA、A285グレードA、A570グレード30(伸びが35%を超える場合)
5.0せん断力と金属の厚さ:どのような関係があるのでしょうか?
せん断力は厚さの2乗に比例して増加します。
力 ∝ 厚さ²
→ T₂ = 2T₁の場合 → 力₂ = 4 × 力₁
6.0機械タイプ別の最小せん断可能厚さ
最小値はナイフのクリアランスと切れ味によって異なります。例:
| モデル | ゲージ | インチ | んん |
| 375 HS | 26 GA | 0.018″ | 0.45 |
| 500 HS | 22 GA | 0.030″ | 0.76 |
| 750 HS | 20 GA | 0.036″ | 0.91 |
| SEシリーズ | 16 GA | 0.060″ | 1.52 |
7.0板金せん断におけるナイフクリアランスの重要性
適切なナイフクリアランスにより、きれいで均一なカットが保証されます。
- 少なすぎる: 二重せん断、バリ、急速な摩耗
- 過度に: 不正確なカット、折り曲げ
7.1せん断タイプ別の推奨ナイフクリアランス設定:
- 機械式鋏: 7%材料の厚さ
- 油圧式剪断機: 7–15%テーブルシムで調整可能
ステンレス鋼の場合、バリや加工硬化を防ぐために最小限のクリアランスを維持してください。
8.0せん断ナイフの種類と用途
適切なナイフ素材の選択はバランスをとる 耐摩耗性 そして 耐衝撃性.
| タイプ | 耐摩耗性 | 耐衝撃性 | 理想的な用途 |
| あ | 最高 | 最低 | 薄い軟鋼/ステンレス鋼 |
| B | 高い | 低い | 軽量ステンレスまたはアルミニウム |
| C | 中くらい | 中くらい | 汎用切削 |
| だ | 低い | 高い | 高衝撃アプリケーション |
| E | 最低 | 最高 | 研磨性、脆性、または高衝撃性の材料 |
| S | 適度 | 非常に高い | ステンレス、インコネル、ハステロイ、延性合金 |
ステンレス鋼の切断を頻繁に行う場合(特に 50% を超える使用)には、タイプ S をお勧めします。
軽量ステンレス鋼 (≤10 GA) の場合、タイプ A で十分な場合があります。
9.0ナイフの摩耗、検査、メンテナンスの基本
鈍いナイフや損傷したナイフは切断力を増加させ、機械を損傷する可能性があります。
9.1一般的なナイフの摩耗指標
- カッピング
- 明るい領域(二重せん断を示す)
- エッジ仕上げが悪い
9.2ナイフの摩耗を早める要因:
- 炎切断または硬化材料
- 模様付きシート(例:トレッドプレート)
- 不適切なクリアランス
- 切削材料 >300 BHN
9.3バックピースの深さがせん断力に与える影響:
- 定期的にナイフを回転させ、研ぐ
- 四角い腕の近くのモニターの摩耗
- 360 BHNを超えるARプレートの切断は避けてください。

10.0金属せん断における加工硬化の理解
バックピースの深さは、ブレードから材料の後端までの距離です。
- 深さが深い → 必要な力が大きい
- 重い材料や延性材料のサポートには、空気圧テーブルまたはコーナーアームを使用します。
11.0加工硬化の影響
ステンレス鋼やニッケル合金などの加工硬化性材料は、表面硬度が高くなるため、せん断により多くの力が必要になります。これを軽減するには、耐衝撃性の高いナイフと適切なすくい角設定を使用してください。
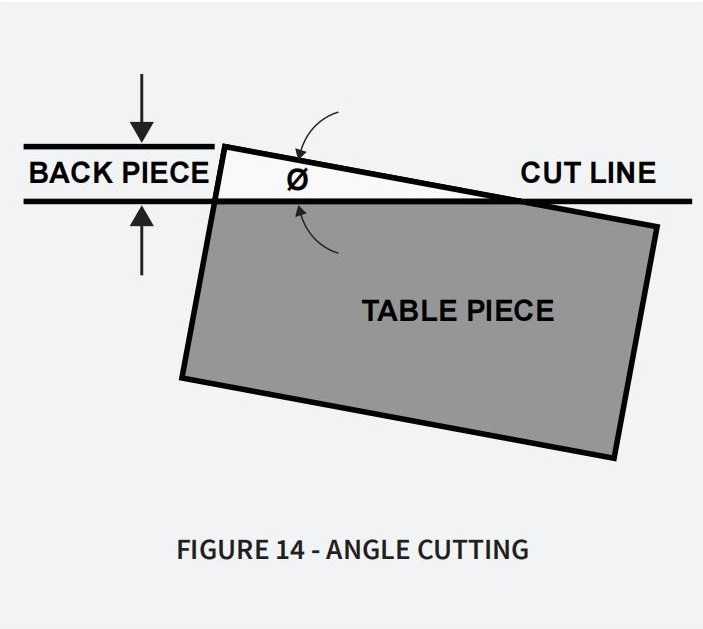
12.0避けるべき習慣
| 練習する | リスク |
| トリムカット < 0.125インチ | 負荷の増加、材料の閉じ込め |
| 薄板でもナイフクリアランスが大きい | きれいに切る代わりに拭く |
| 多層カット | 切断品質の低下、機械の過負荷 |
| 角度カット < 20° | スライバー、せん断破壊 |
13.0せん断能力とナイフ能力の違いは何ですか?
この違いを理解することで、早期の失敗を防ぐことができます。
| パラメータ | 統治する | 依存する |
| せん断容量 | 機械 | 厚さ² × せん断強度 × すくい角 |
| ナイフ容量 | ナイフの材質 | 厚さ × せん断強度(傾斜角に依存しない) |
油圧式モデルには過負荷保護機能が付いていることが多いですが、失速するとナイフの摩耗が進行します。
14.0一般せん断容量参考表(抜粋)
| ASTMグレード | 引張強度(ksi) | 降伏強度(ksi) | 最小伸長(2インチで%) | 定格軟鋼板厚 | 同等の最大容量(インチ) |
|---|---|---|---|---|---|
| A36 | 58~80歳 | 36~51 | 23 | 0.188インチ(約7GA) | 0.250 / 0.375 / 0.500 / 0.625 / 0.750 |
| A514 | 110~130 | ≥110 | 18 | 0.188インチ(約7GA) | 0.281 / 0.375 / 0.500 / 0.625 / 0.750 |
| A572 グレード50 | 65歳以上 | ≥50 | 21 | 0.188インチ(約5GA) | 0.344 / 0.438 / 0.562 / 0.688 / 0.875 |
使用上の注意:
このチャートは、油圧式せん断機、機械式せん断機、CNC 制御せん断システムなどの金属せん断機におけるさまざまな ASTM 鋼グレードの最大せん断可能厚さを推定することを目的としています。
「等価最大容量」は、基準材料として軟鋼を基準とした標準的なせん断定格を反映しています。
14.1例:
- 250″ A572 グレード65→ せん断定格が必要 0.375インチ軟鋼
- T-1(ASTM A514)に 750インチせん断 → 最大容量: 0.625″
15.0鋼材せん断耐力基準表
| 鋼種 | 引張強度(ksi) | 降伏強度(ksi) | 最小伸び(%) | 12 GA (0.1046インチ) | 10 GA (0.1345インチ) | 0.188″ | 0.250″ | 0.281″ | 0.375″ | 0.500″ | 0.625″ | 0.750″ | 1.000″ | 1.250″ |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A1008 CSタイプA/B/C | NS | 20~40歳 | 30 | 12 GA | 10 GA | 7 GA | 0.250 | – | – | – | – | – | – | – |
| A1008 DDS | NS | 17~29 | 38 | 14 GA | 12 GA | 10 GA | 0.250 | – | – | – | – | – | – | – |
| A1008 SSグレード40 | 52分 | 40分 | 20 | 12 GA | 10 GA | 7 GA | 0.250 | – | – | – | – | – | – | – |
| A1008 HSLAS グレード 50 Cl. 1 | 65分 | 50分 | 20 | 13 GA | 11 GA | 8 GA | 5 GA | – | – | – | – | – | – | – |
| A1011 SS グレード 36 タイプ 2 | 58~80歳 | 36~51 | 21 | 12 GA | 10 GA | 7 GA | 0.250 | – | – | – | – | – | – | – |
| A1011 HSLAS グレード 70 Cl. 1 | 85分 | 70分 | 14 | 14 GA | 12 GA | 9 GA | 7 GA | – | – | – | – | – | – | – |
| A1011 HSLAS-F グレード80 | 90分 | 80分 | 18 | 14 GA | 12 GA | 10 GA | 7 GA | 0.281 | 0.375 | 0.500 | – | – | – | – |
注記:
この表は、材料の機械的特性に基づいて推定されるせん断厚さの一般的なガイドラインを示します。
値は公称値であり、特定の切断機の容量とブレードの構成に照らして検証する必要があります。
GA (ゲージ) 基準は概算であり、標準によって異なる場合があります (例: 米国鋼ゲージとメーカー仕様)。
せん断性能は、すくい角、ブレードクリアランス、ブレードの状態、材料の硬度によって影響を受けます。
16.0切断精度を向上させるオプションのせん断機能
- キャプティブテーブルシム ナイフクリアランスを素早く調整
- パワーナイフクリアランス(自動化モデル)
- 空気圧シート サポート 大型または柔軟な材料の取り扱いに
- リアコーナー サポート 厚い材料や延性のある材料の歪みを防ぐため
17.0最終まとめ:安全で効率的なせん断のためのベストプラクティス
- 最大すくい角から始めて、切断品質に基づいて減らします
- ナイフの種類は必ず材質と厚さに合わせてください
- 摩耗を監視し、クリアランスを維持し、ナイフを定期的に回転させます
- 定格のせん断力またはナイフの容量を超えないでください
これらの原理を適用し、せん断の背後にある物理学を理解することで、オペレーターは切断装置の安全性、精度、長期にわたる性能を確保できます。




