

1.0パンチが欠けたり割れたりするのはなぜですか?
パンチは、プレス加工機に取り付けられる高強度の工具部品であり、主に金属板などの材料を特定の形状にせん断するために使用されます。パンチ加工中は、大きなせん断力と衝撃荷重に耐える必要があり、材料特性、構造設計、使用条件には厳しい要件が課せられます。
現代のパンチは一般的に耐衝撃性工具鋼で作られ、精密機械加工と熱処理が施されていますが、実際の使用においては様々な要因により、欠け、角の破損、ひび割れなどが発生する可能性があります。これらの不具合は、製品の品質と機器の寿命に影響を与えるだけでなく、深刻な安全上の危険をもたらす可能性があります。
この記事では、パンチの割れや破損の一般的な原因を体系的に分析します。一般的なパンチング機器と現場での運用方法と併せて、パンチの耐用年数を延ばし、安全で安定した生産を確保するための実用的な推奨事項も提示します。


2.0パンチの割れ・欠けの一般的な原因と推奨される解決策
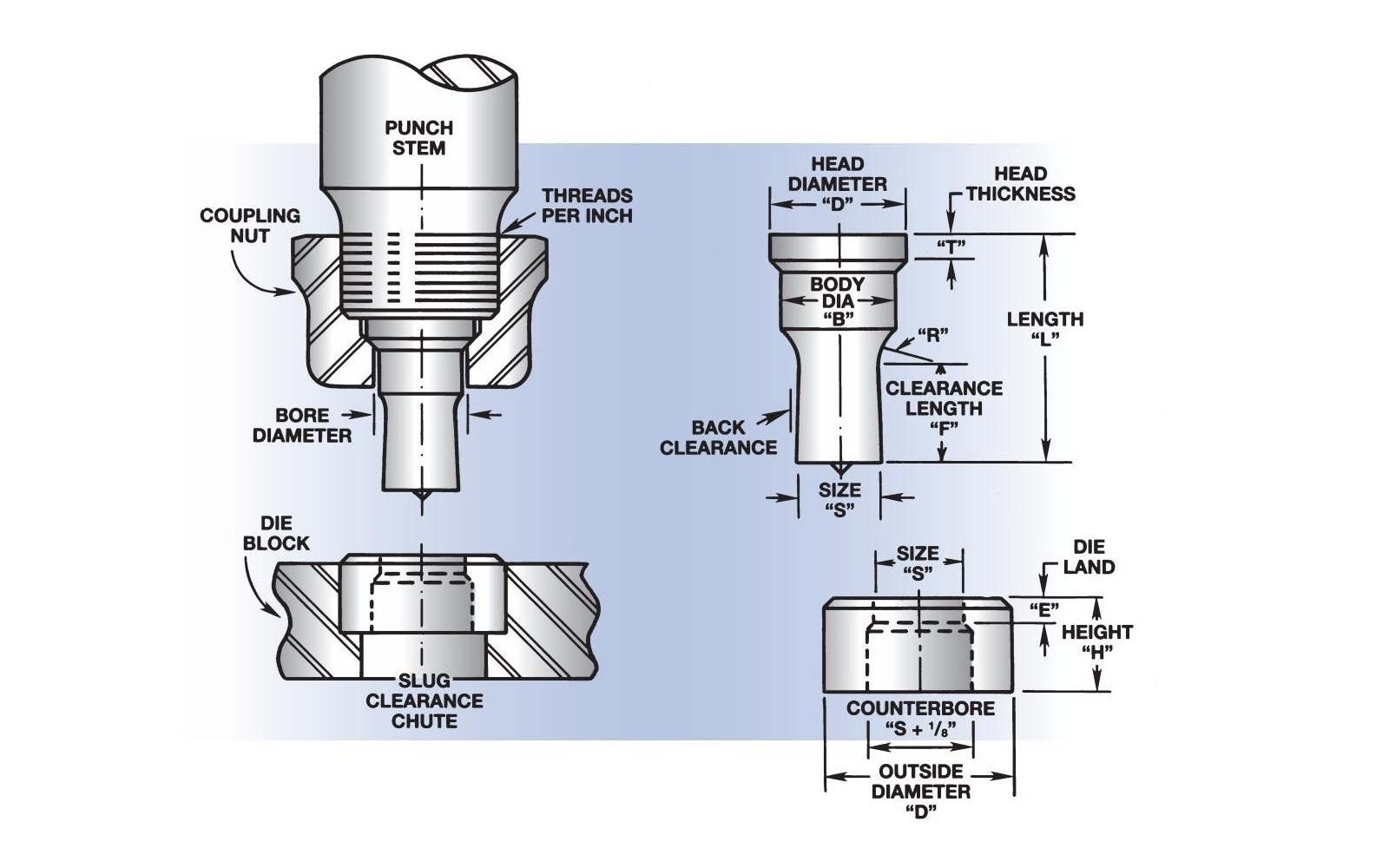
2.1ルーズカップリングナット
問題: パンチング時のわずかな変位により、力の分布が不均一になる
解決: パンチがしっかりと取り付けられていることを確認するために、カップリングナットを定期的に点検して締め付けてください。
2.2パンチとダイのずれ
問題: パンチがダイ穴と正しく位置合わせされていないため、非対称の荷重が発生します。
解決: パンチとダイの同心円が確実に合うようにダイの位置を調整します。
2.3不適切なクリアランス設定
標準クリアランス参照:
- 材料の厚さ1/8″~1/2″:合計クリアランス1/32″
- 材料の厚さ1/2″~3/4″:合計クリアランス1/16″
- 3/4インチを超える厚さの材料:合計3/32インチのクリアランス
解決: パンチやダイを損傷しないように、材料の厚さに基づいて適切なクリアランスを選択してください
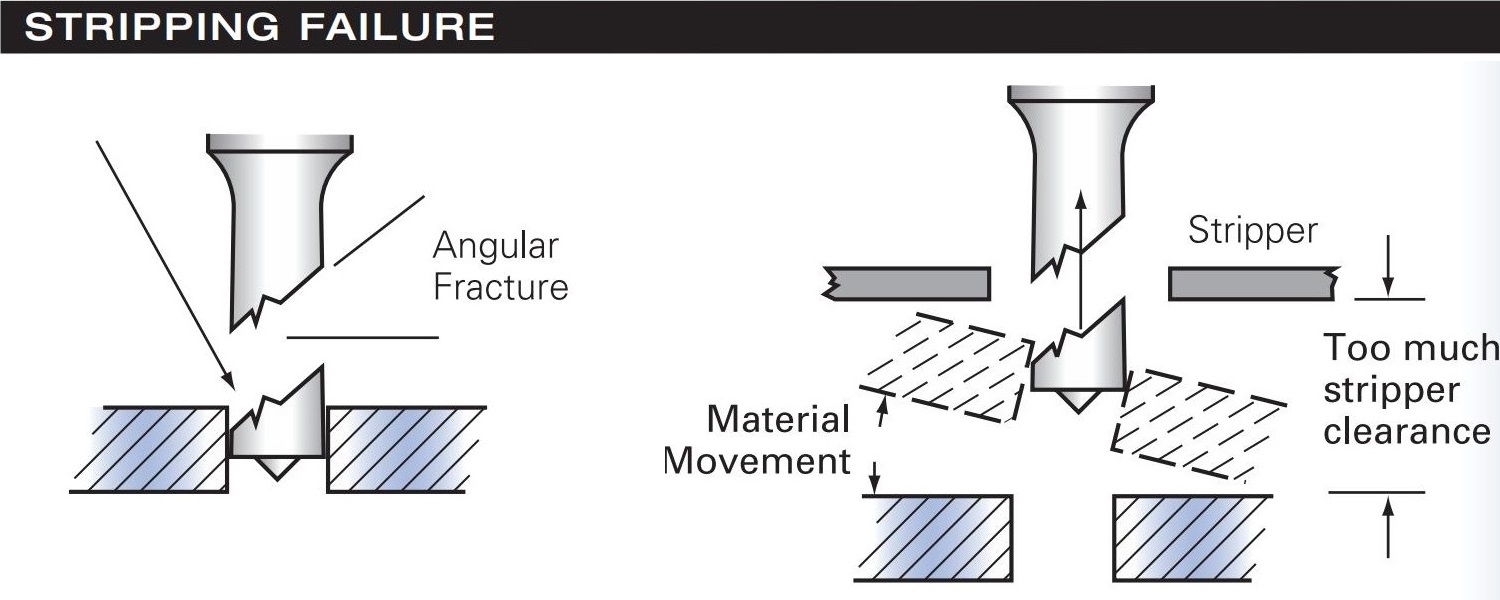
2.4不均一な剥離
問題: 上昇ストローク中、シートが適切に押さえられず、片側に応力が集中する
解決: 作業面全体に均一な圧力がかかるようにストリッパー機構を検査して調整します。
3.0よくあるパンチの失敗、原因、解決策
3.1破損したパンチ先端
- 失敗: パンチの一部が折れて材料に残ります。
- 考えられる原因: ストリッパーのクリアランスが大きすぎます。
- 解決: ストリッパーを材料表面に近づけて、均一な保持圧力を加えます。
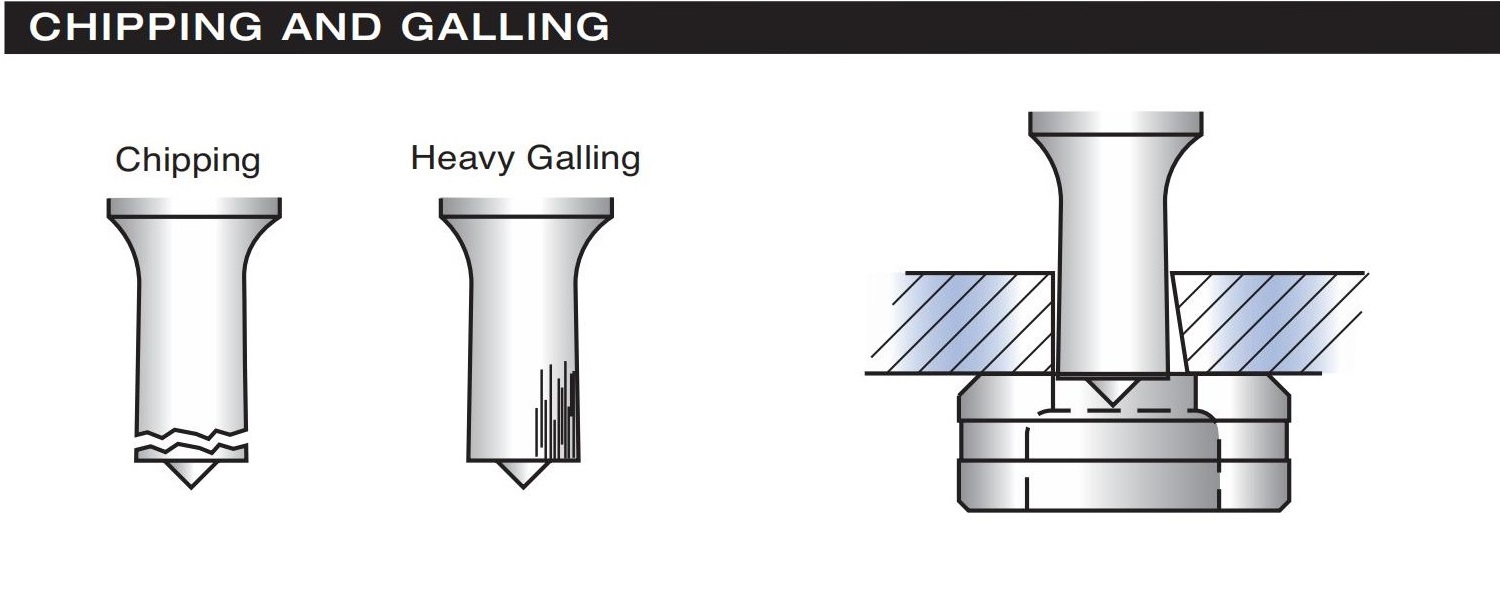
3.2パンチ面の欠けやかじり
- 失敗: パンチ面に局所的な欠けやひどいかじりが見られます。
- 考えられる原因: パンチとダイの位置ずれにより抵抗が発生します。
- 解決: パンチとダイの位置を調整して、周囲に均等なクリアランスを確保します。
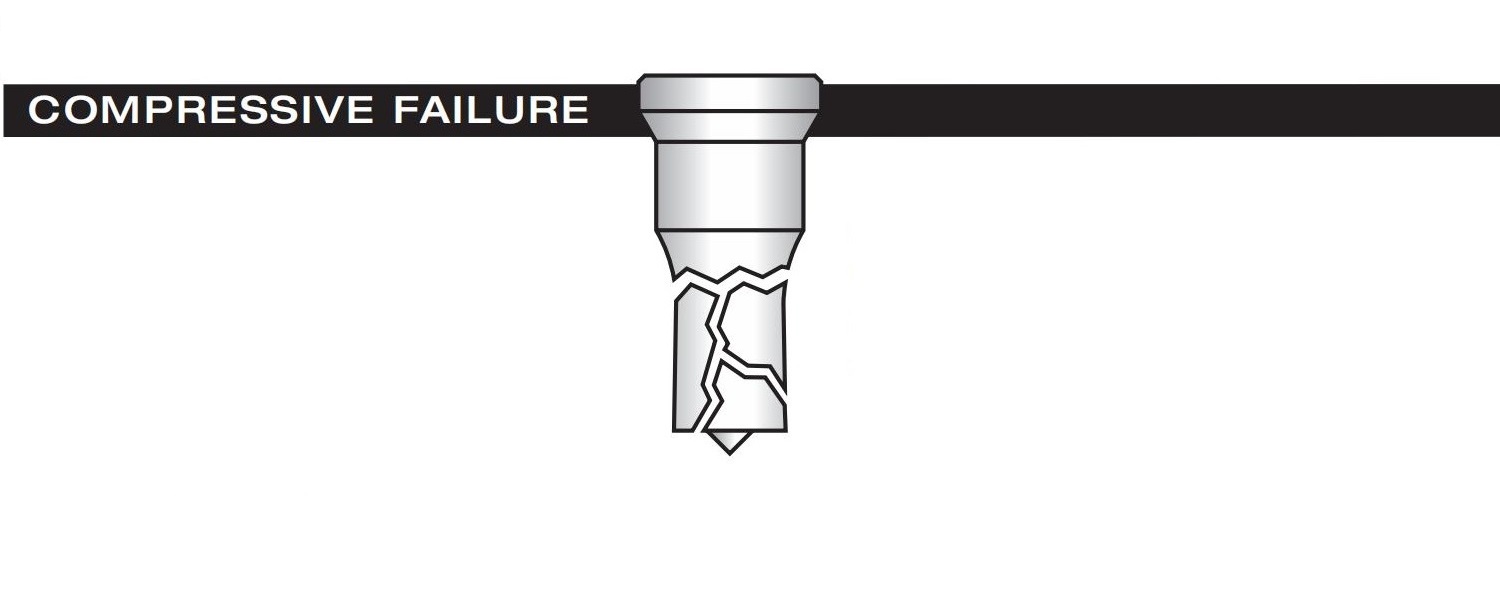
3.3圧縮破壊
- 失敗: パンチの作業端全体が粉砕されます。
- 考えられる原因: 極端に硬いまたは厚い材料を打ち抜く場合、またはパンチダイが完全にずれている場合。
- 解決: 要求の厳しい用途には高靭性パンチを使用します。
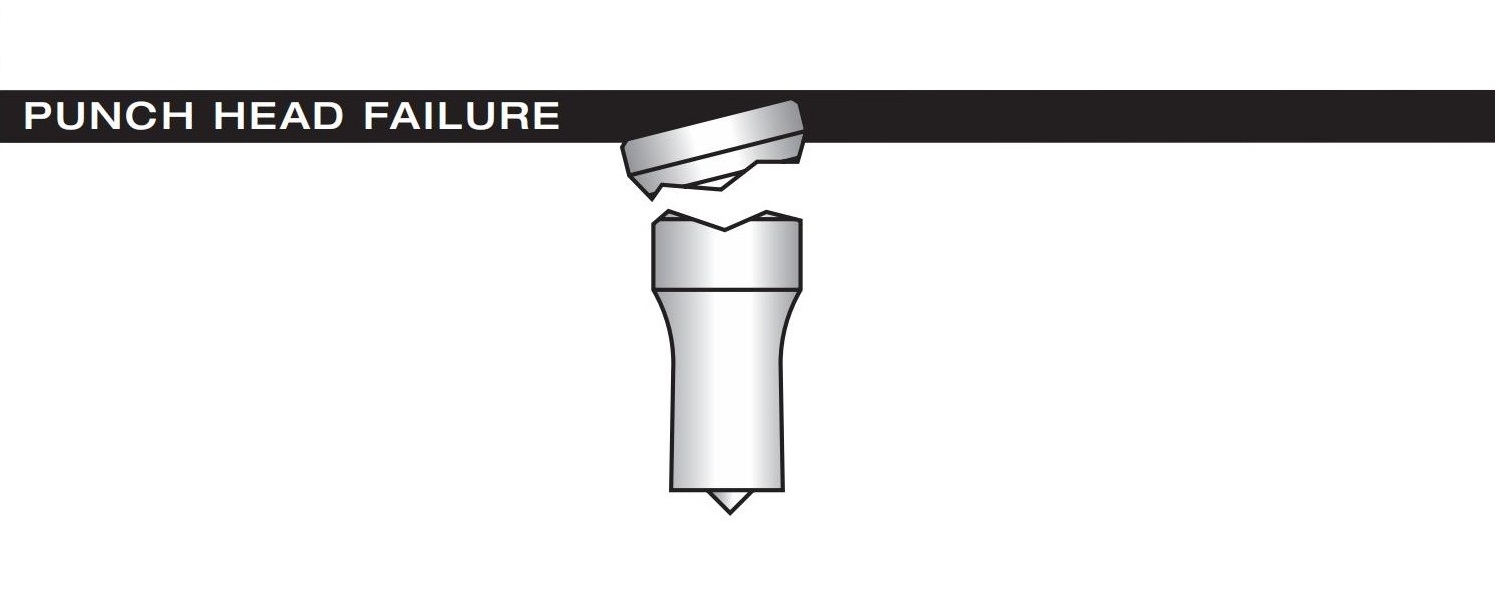
3.4パンチヘッドの破損
- 失敗: パンチのヘッドが破損または折れる。
- 考えられる原因: カップリングナットが緩んでいるか摩耗しているか、あるいはパンチステムの接触が不均一です。
- 解決: カップリングナットを定期的に点検し、締め直してください。パンチステムの面が滑らかで平らであることを確認してください。
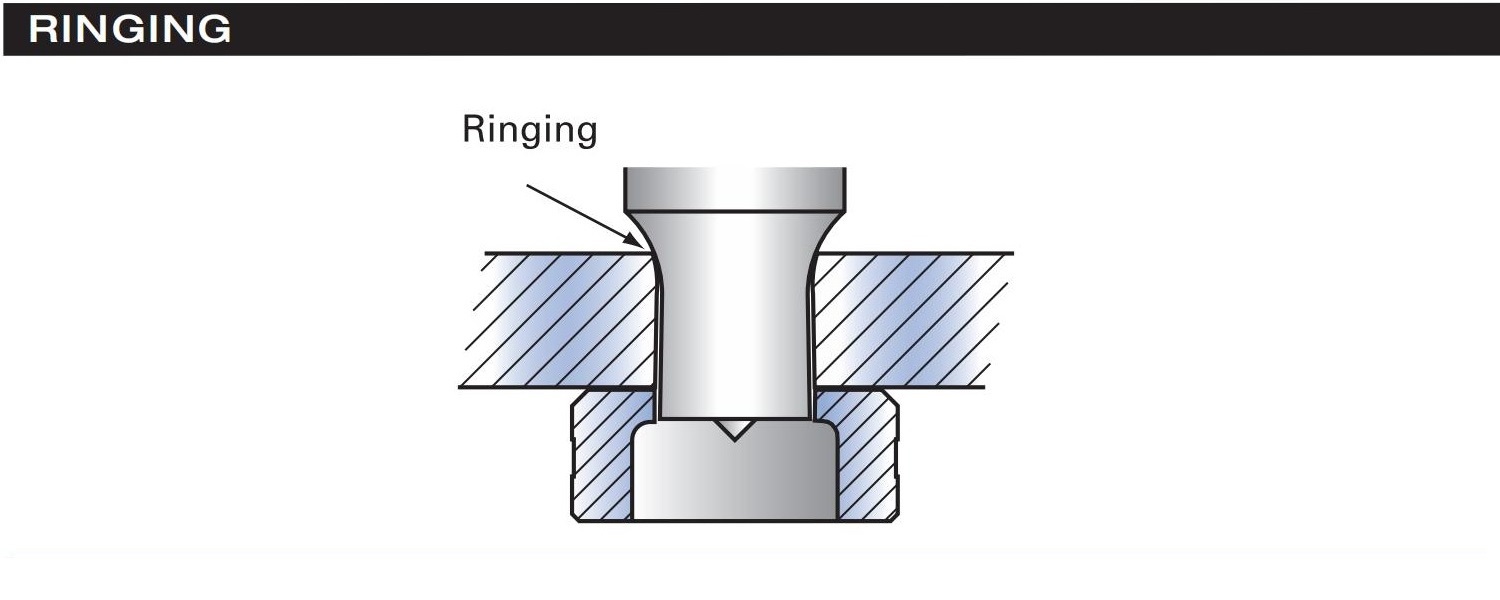
3.5材料の変形(リンギング)
- 失敗: 素材は、ストロークごとに反りや膨らみの兆候を示します。
- 考えられる原因: パンチがダイに深く入りすぎているか、または材料がパンチの長さに対して厚すぎます。
- 解決: ストロークの深さを調整して、パンチがダイに入る量を 1/16 インチ以下に制限します。
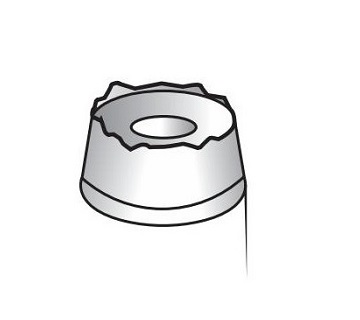
4.0適切なスラグの外観と一般的な故障指標
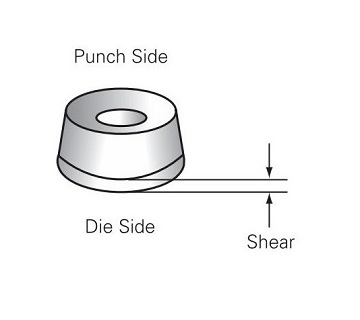
4.1正しいスラッグの外観(標準設定)
- パンチ側: 中心点のへこみとわずかなバリが現れるはずです。
- ダイ側(軟鋼1/8インチ以上の厚さを打ち抜く場合) 典型的には皿型の形状です。
- スラッグサイドウォール: 材料の厚さの 10%~20% に、きれいで光沢のあるせん断面が見えるはずです。
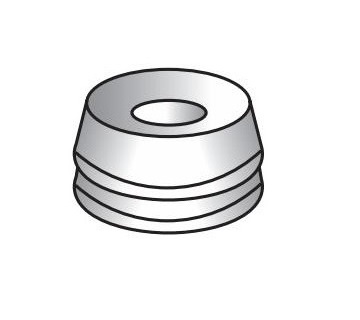
4.2ダブルシア
- 障害表示: スラグ上の 2 つのせん断面。
- 原因: パンチとダイの間のクリアランスが不十分です。
- 解決: パンチとダイのクリアランスを大きくします。
4.3不均一なバリ
- 障害表示: バリはスラグの周囲に不規則または不均一に現れます。
- 原因: ツールの摩耗、またはパンチとダイの位置ずれ。
- 解決: ツールの状態を検査し、摩耗したコンポーネントを再調整または交換します。
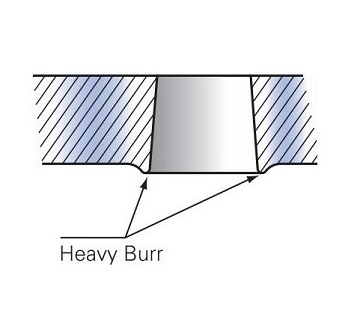
4.4ヘビーバー
- 障害表示: スラグのダイ側にある大きなバリ。
- 原因: パンチとダイの間のクリアランスが大きすぎます。
- 解決: 材料の厚さに合わせてダイクリアランスを減らします。
5.0パンチの一般的な器具の種類
パンチは次の種類の機器で広く使用されています。
- パンチプレス
一般的なスタンピング操作には、従来の機械式または油圧式のパンチプレスが使用されます。 - CNCタレットパンチプレス
複雑な形状や複数穴のパンチングに適しており、自動ツール交換により高効率を実現します。 - プログレッシブダイプレス
各ステップが自動的にリンクされて連続成形が行われる、複数のステーションを備えたプログレッシブスタンピングに最適です。 - 油圧パンチングマシン
鉄骨構造物、アングル鋼、電気筐体などの業界でのパンチング用途によく使用されます。 - 鉄工機械
金属加工工場において、鋼板や形材の打ち抜き、せん断、ノッチ加工、曲げ加工に使用される多用途機械です。特に、構造用鋼材や小ロット生産の作業に便利です。
6.0安全に関する注意事項
オペレーターはOSHA規制を遵守する責任があり、 ANSI B11.5 適切なツールを使用し、標準操作手順に従って安全基準を遵守し、人および機器の安全を確保します。
- 操作前に必ずパンチとダイが確実に取り付けられていることを確認してください。
- 機械の稼働中は、絶対にダイエリア内に手を置かないでください。
- 作業中は安全メガネ、安全靴、保護手袋を着用してください。
- 使用前に、安全装置(ライトカーテンなど)が適切に機能していることを確認してください。
- パンチを交換または修理する前に電源を切断してください。
- カップリングナット、ストリッピング装置、パンチとダイのクリアランスを定期的に検査します。
- パンチング機器の操作は、訓練を受けた人員のみに許可されます。
- 異常な音やパンチ品質の低下がある場合は、直ちに機械を停止して調査してください。
7.0よくある質問(FAQ)
Q1: パンチが欠けたり割れたりするのはなぜですか?
A1: パンチの欠けや割れは、通常、カップリングナットの緩み、ダイとのずれ、不適切なクリアランス、または不均一な剥離によって発生し、パンチにかかる力が不均一になります。
Q2: パンチの欠けや割れを防ぐにはどうすればよいですか?
A2: カップリングナットを定期的に締め、パンチとダイの位置合わせが適切であることを確認し、材料の厚さに基づいて正しいクリアランスを設定し、ストリッパーを調整して均一な圧力を加えます。
Q3: パンチとダイのクリアランスとは何ですか、またどのように設定すればよいですか?
A3: クリアランスとは、パンチとダイの間の隙間のことです。推奨規格は、厚さ1/8インチ~1/2インチの材料の場合は合計1/32インチ、1/2インチ~3/4インチの場合は1/16インチ、3/4インチを超える厚さの場合は3/32インチです。
Q4: パンチが頻繁に壊れる場合はどうすればいいですか?
A4: 破損したパンチと材料のサンプルを収集し、分析のためにサプライヤーまたは製造元に送り、より頑丈なパンチの使用やプロセスパラメータの調整を検討してください。
Q5: パンチング機器を操作する際には、どのような安全上の注意事項に従う必要がありますか?
A5: ツールが確実に取り付けられていることを確認し、適切な個人用保護具を着用し、操作中は金型エリアに手を近づけないようにし、安全装置を定期的に点検し、メンテナンスの前に電源を切断してください。


