

導入
金属切削は現代の製造業の基盤であり、金属切削工具はその中核を成す要素です。自動車部品から航空宇宙構造物、精密金型から一般的な機械部品まで、ほぼすべての金属製品の製造は、効率的で信頼性の高い切削工具に依存しています。
しかし、連続切削加工においては工具の摩耗は避けられません。工具の摩耗は工具寿命に直接影響し、ひいては生産効率、加工コスト、そして製品品質の安定性にも影響を与えます。
1.0金属切削工具の通常の摩耗形態は何ですか?
ツールの故障分類:
工具の損傷は、通常摩耗と工具破損の2つの主要なカテゴリに分けられます。通常摩耗には主に以下の形態が含まれます。
1.1レイクフェイスウェア:
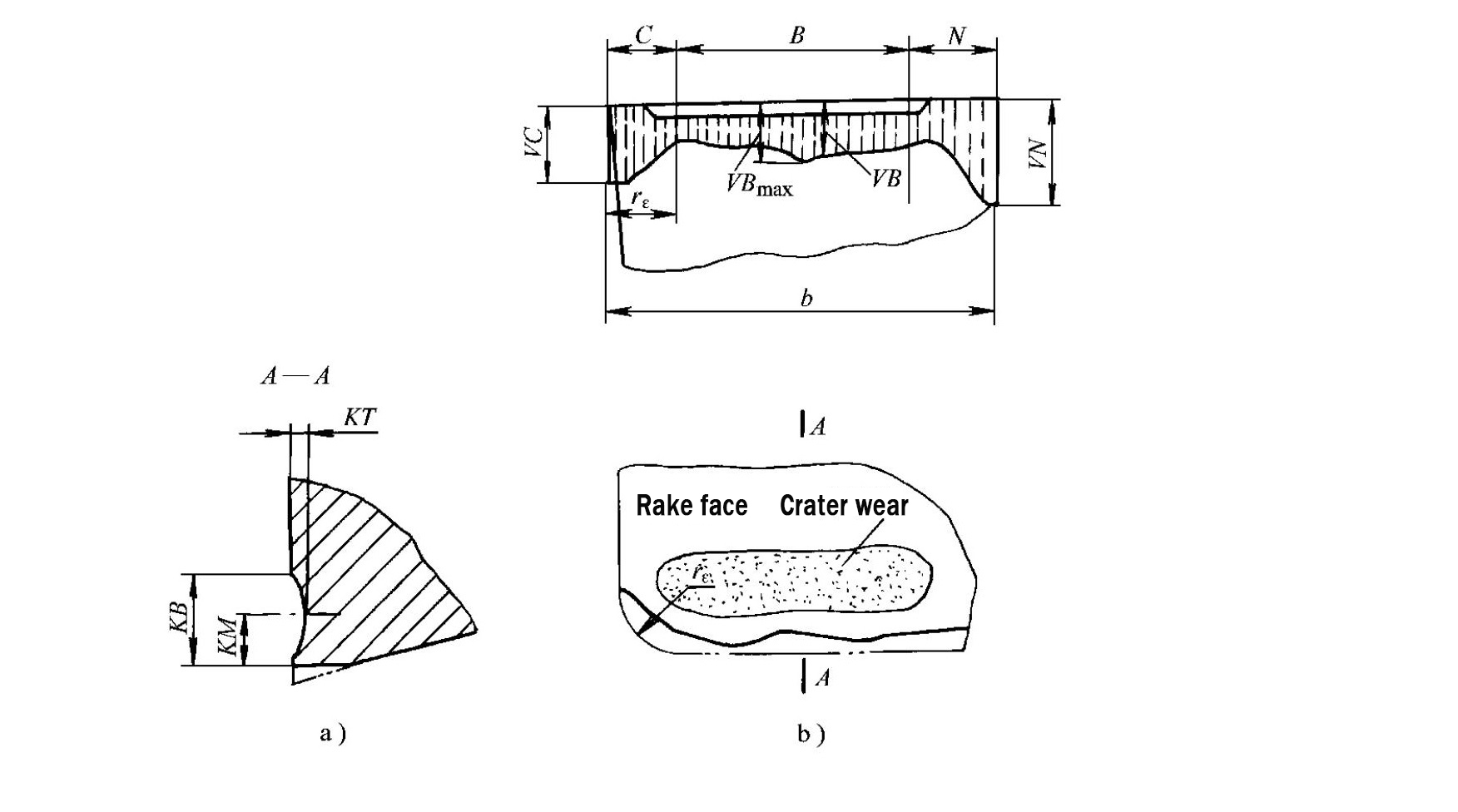
高速切削と大きな切削厚での切削、特に鋼などの高融点延性金属の加工時には、すくい面の激しい摩擦により三日月形のクレーターが形成されます。
クレーターの中心は、すくい面における最も高い切削温度に相当します。クレーターと主切れ刃の間には、小さなランドが残ります。切削が進むにつれて、クレーターの幅と深さは徐々に増加し、ランドは狭くなり、最終的に刃先欠けが発生します。
クレーター中心から主切れ刃までの距離(\(K_M\))は通常1~3mm程度で、摩耗量は最大クレーター深さ\(K_T\)で表されます。
1.2側面の摩耗:
金属切削工具の側面と機械加工面の間に強い摩擦が発生し、主切れ刃の近くに逃げ角がゼロの狭い摩耗ランドが急速に形成されます。
このタイプの摩耗は、脆性金属または延性金属のどちらを加工するかに関係なく、切削速度が低く、切削厚さが小さい場合に発生します。
典型的な側面摩耗バンドの特性:
- ツールノーズ領域(ゾーンC): 強度が低く放熱性が悪いため、最も摩耗が激しくなります。最大値は \(V_C\) で表されます。
- ワーク表面近くのフランク面(ゾーンN): 深い溝(境界摩耗)が発生しやすい。深さは \(V_N\) で表されます。
- 摩耗バンドの中央部分(ゾーンB): 比較的均一な摩耗を示します。最大摩耗幅は \(V_{B\text{max}}\) で示されます。
1.3すくい面摩耗と逃げ面摩耗の同時発生:
高融点の延性金属を中程度の切削速度と送り速度で加工する場合、すくい面のクレーター摩耗と逃げ面の摩耗が同時に発生することがよくあります。
2.0金属切削工具の摩耗プロセスとは何ですか?
摩耗段階区分:
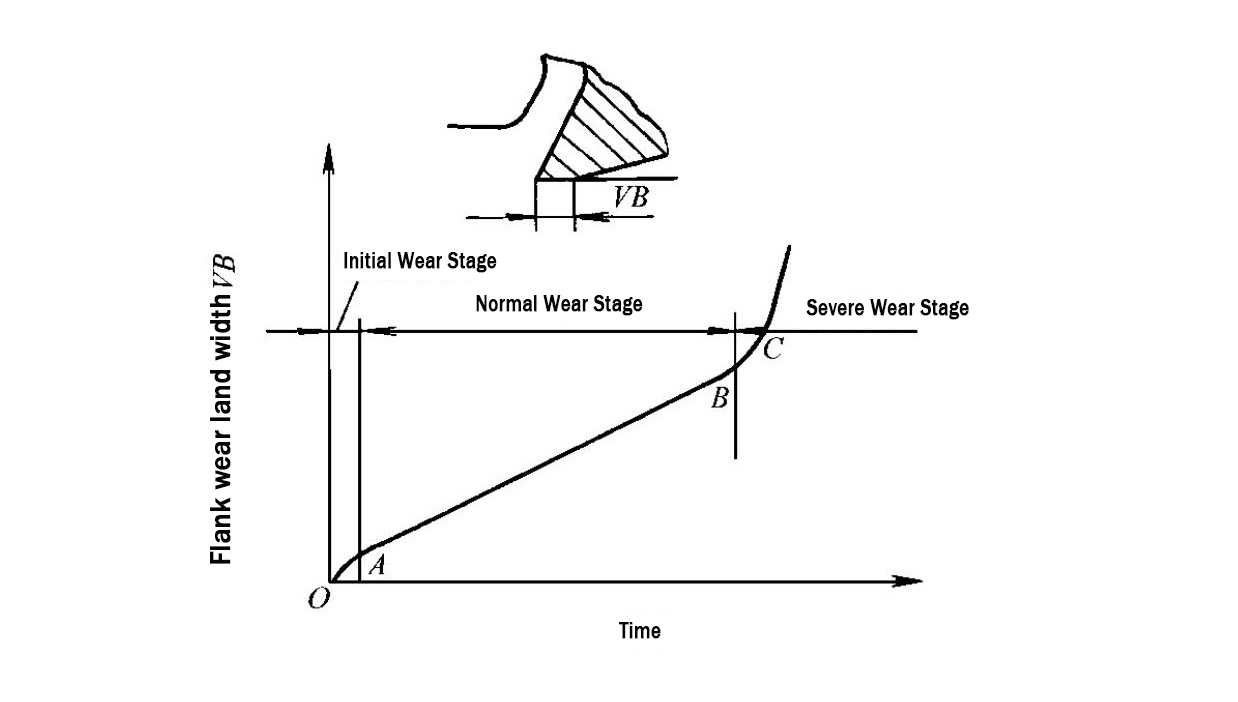
与えられた切削条件下では、摩耗の形態に関係なく、工具の摩耗は切削時間とともに増加し、一般的に 3 つの段階を経て進行します。
2.1初期摩耗段階:
研磨されたばかりの金属切削工具は、表面が粗く、逃げ面に微小な亀裂などの微細な欠陥があります。切れ刃は鋭く、逃げ面と加工面との接触面積は小さいです。
その結果、圧縮応力と切削温度が刃先に集中し、摩耗率が比較的高くなります。
2.2通常摩耗段階:
初期摩耗期を過ぎると、逃げ面の粗面は滑らかになり、荷重支持面積が増加し、圧縮応力が減少し、摩耗速度は大幅に低下して安定します。その後、金属切削工具は通常の摩耗段階に入ります。
2.3重度摩耗段階:
逃げ面摩耗幅 \(V_B\) が臨界限界に達すると、摩擦が急激に増加し、切削抵抗と切削温度が急上昇し、摩耗速度が劇的に加速します。金属切削工具は急速に損傷し、切削能力を失います。
3.0金属切削工具の工具摩耗(鈍化)基準とは何ですか?
鈍化の判断基準:
金属切削工具がある程度摩耗すると、次のような現象が発生します。
- 切削力と切削温度が大幅に上昇
- 加工面が荒れ、寸法精度が許容範囲外になる
- チップの色や形状が異常になり、振動や騒音が発生する可能性がある
これらの現象は、ツールが鈍くなっていることを示しています。
鈍化基準の定義:
機械加工の要件に応じて最大許容摩耗値を指定する必要があります。この値は、工具摩耗 (鈍化) 基準と呼ばれます。
基準選択理由:
逃げ面の摩耗は最も一般的で測定が最も簡単なため、金属切削工具の摩耗基準として、通常は逃げ面の中央部分の平均摩耗値 \(V_B\) が使用されます。
3.1異なる加工条件下での推奨 \(V_B\) 値
| 加工条件 | 推奨VB値(mm) |
|---|---|
| 旋削終了 | 0.1~0.3 |
| 合金鋼の荒旋削、または低剛性ワークの荒旋削 | 0.4~0.5 |
| 炭素鋼の荒旋削 | 0.6~0.8 |
| 鋳鉄部品の荒削り | 0.8~1.2 |
| 大型鋼・鋳鉄ワークの低速荒旋削 | 1.0~1.5 |

4.0金属切削工具の工具寿命とは何ですか?
工具寿命の定義:
工具寿命とは、工具研削後の切削開始から摩耗が規定の鈍化基準に達するまでの全有効切削時間を指します。工具セット、測定、早送り、戻りストロークなどの非切削時間は含まれません。
工具寿命は \(T\) で示され、分単位で測定されます。
工具寿命の分類:
- 再研磨可能な金属切削工具: 工具寿命とは、連続する 2 回の再研磨作業間の実際の切削時間を指します。総工具寿命とは、最初の使用から完全に廃棄されるまでの切削時間です。
- 再研磨できない金属切削工具: 総工具寿命は工具寿命と同じです。
5.0金属切削工具の工具寿命に影響を与える要因は何ですか?
5.1切断パラメータ:
切削パラメータは最も重要な影響要因の一つです。工具寿命\(T\)と切削パラメータの一般的な関係は次のとおりです。
$$
T = \frac{C_T}{v_c^x \cdot f^y \cdot a_p^z}
$$
どこ:
- \(C_T\): 工具材質、ワーク材質、切削条件に関連する工具寿命定数
- \(x, y, z\): 経験的指数。通常は \(x > y > z\) となる。
例:
超硬旋削工具を使用して\(\sigma_b = 0.637\ \text{GPa}\)の炭素鋼を旋削する場合:
$$
T = \frac{C_T}{v_c^5 \cdot f^{2.25} \cdot a_p^{0.75}}
$$
ルール:
\(v_c\)、\(f\)、\(a_p\)が増加すると、工具寿命\(T\)は減少します。切削速度\(v_c\)が最も大きく影響し、次いで送り速度\(f\)、切込み深さ\(a_p\)が最も影響が小さくなります。
ツール寿命を確保しながら生産性を向上させるには、最初に大きな \(a_p\) を選択し、次に大きな \(f\) を選択し、最後に適切な \(v_c\) を選択します。
5.2ツールジオメトリパラメータ:
- 傾斜角 (\(\gamma_o\)): すくい角を大きくすると切削抵抗と切削熱が低減し、工具寿命が向上します。すくい角が大きすぎると工具強度と放熱性が低下し、破損リスクが高まります。
- 主切れ刃角 (\(\kappa_r\)): \(\kappa_r\) を小さくすると、工具先端の強度と放熱性が向上します。\(\kappa_r\) が小さすぎるとラジアル力が増大し、低剛性システムでは振動が発生する可能性があります。
- 追加の要因: マイナー切れ刃角度 \(\kappa_r\) を小さくし、工具ノーズ半径 \(r_\varepsilon\) を大きくすると、工具寿命に同様のプラスの効果があります。
5.3ツール材質:
高温強度と耐摩耗性の向上により、工具寿命が延長します。衝撃、高負荷、あるいは難削材加工においては、衝撃靭性と曲げ強度が重要な要素となります。
5.4ワークピース材質:
- 強度と硬度が高くなると切削温度が上昇し、工具寿命が短くなります。
- 塑性と靭性が高く、熱伝導率が低いため、切削温度が上昇し、工具寿命が短くなります。
6.0金属切削工具の工具寿命を合理的に判断するにはどうすればよいでしょうか?
基本原則:
適切な工具寿命を選択することで、生産性が向上し、コストが削減されます。工具寿命が長すぎると、切削パラメータが小さくなり、金属除去率が低下します。工具寿命が短すぎると、工具交換と再研磨の時間が長くなり、全体的なコストが増加します。
6.1一般的な工具の推奨工具寿命値
| ツールタイプ | 推奨工具寿命(分) |
|---|---|
| 高速度鋼旋削工具 | 60~90 |
| 高速度鋼ドリル | 80~120 |
| ろう付け超硬旋削工具 | 60 |
| 刃先交換式超硬旋削工具 | 15~30歳 |
| 超硬フェイスフライスカッター | 120~180 |
| 歯車切削工具 | 200~300 |
| 自動機用高速度鋼旋削工具 | 180~200 |
6.2追加の考慮事項:
- ツールの複雑さと精度: 複雑で高精度な多刃工具には、単純で低精度な単刃工具よりも長い寿命が必要です。
- インデックス可能なツール: インサートの交換が速いため、工具寿命が短くなり、鋭い切れ刃を維持できます。
- 仕上げと荒加工: 仕上げ工具は、切削負荷が軽く、精度要件が高いため、より長い寿命が求められます。
- 大型ワークの仕上げ: ツール寿命が長くなるため、工程途中でのツール交換が不要になります。
- CNC加工: 工具寿命は 1 回の作業シフトを超え、単一部品の切削時間よりも長くする必要があります。
7.0よくある質問(FAQ)
Q: 工具の鈍化の基準として、なぜ側面摩耗が最も一般的に使用されるのでしょうか?
答え: 逃げ面摩耗は金属切削において最も一般的な摩耗形態であり、低速から中速の切削速度において脆性金属と延性金属の両方に発生します。その摩耗帯は規則的な形状をしており、中間部(領域B)の摩耗は均一です。平均摩耗値\(V_B\)は測定と制御が容易です。そのため、\(V_B\)は標準的な鈍化基準として広く採用されています。
Q: 工具寿命に最も影響を与える切削パラメータは何ですか?
答え: 切削速度(\(v_c\))が最も大きな影響を与え、次いで送り速度(\(f\))が続きます。一方、切込み深さ(\(a_p\))は最も影響が小さくなります。これは工具寿命の式からも裏付けられており、指数が大きいほど影響が大きいことを示しています。
Q: 仕上げ加工と荒加工では工具寿命の選択はどのように異なりますか?
答え: 仕上げ加工では切削負荷が軽く、表面品質と寸法精度を確保するためには長い工具寿命が必要です。一方、荒加工では材料の迅速な除去が重視されるため、切削パラメータを大きく設定しても工具寿命は短くなります。
Q: インデックス可能工具の工具寿命がろう付け工具より短いのはなぜですか?
答え: 刃先交換式工具は、再研磨なしでインサートを素早く交換できるため、切れ刃の鋭さを維持できます。工具寿命が短いため、工具コストのバランスを取りながら切削効率を向上させることができます。
Q: CNC 加工には特別な工具寿命要件がありますか?
答え: はい。CNC加工は通常、自動化され、連続的に行われます。安定した生産を維持するためには、工具寿命は1シフト分以上、かつ1つの部品の切削に必要な時間よりも長くなければなりません。