

手動パイプベンダーの使い方
このガイドでは、ステップバイステップの手順、基本的な公式、そして実用的なトラブルシューティングのヒントを提供し、ユーザーが正確で安定した曲げ作業を行うのに役立ちます。基本的な90°曲げから多面曲げ、逆曲げまで、各セクションは様々な用途における曲げ精度と信頼性の向上を目的として設計されています。
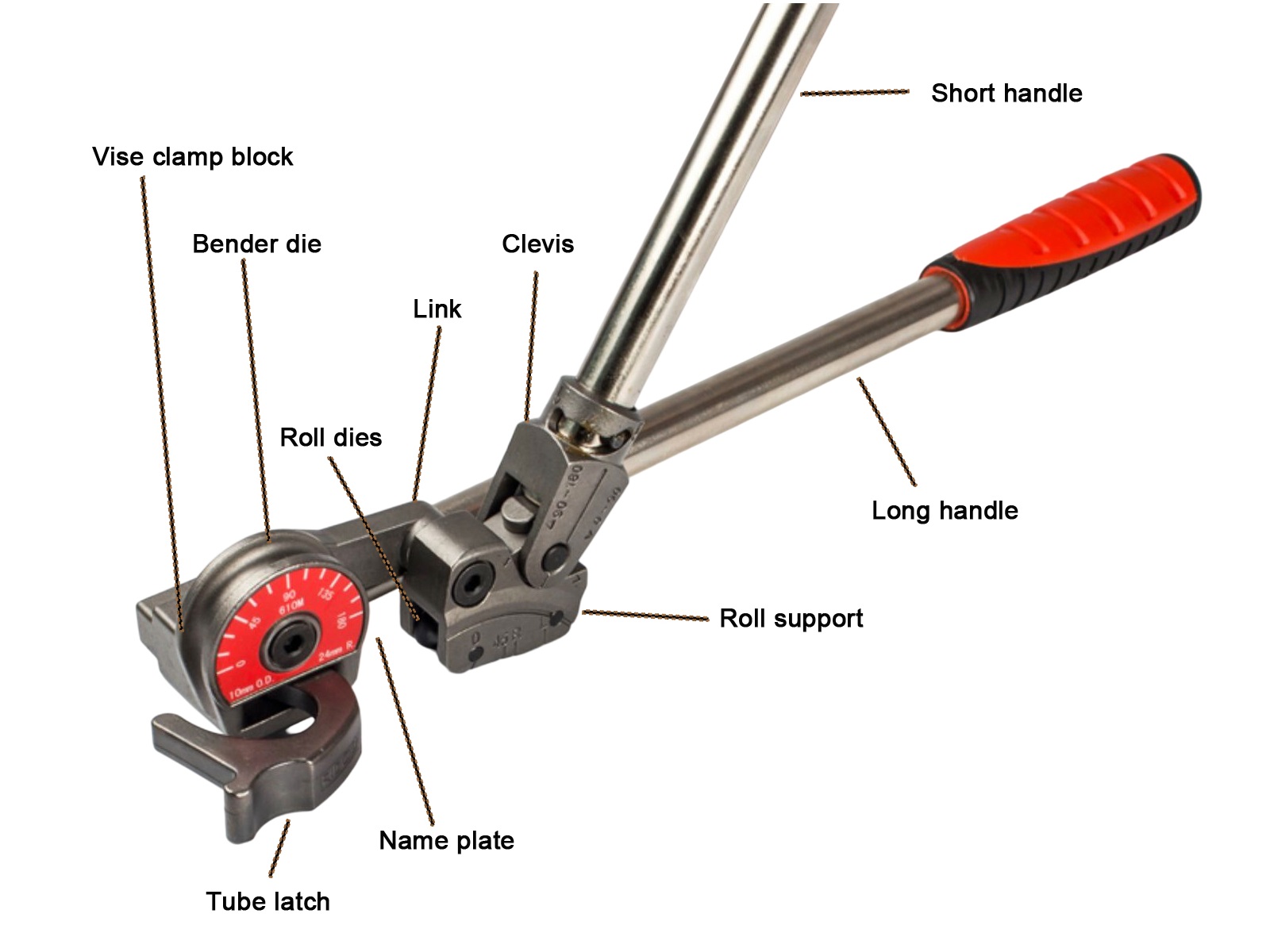
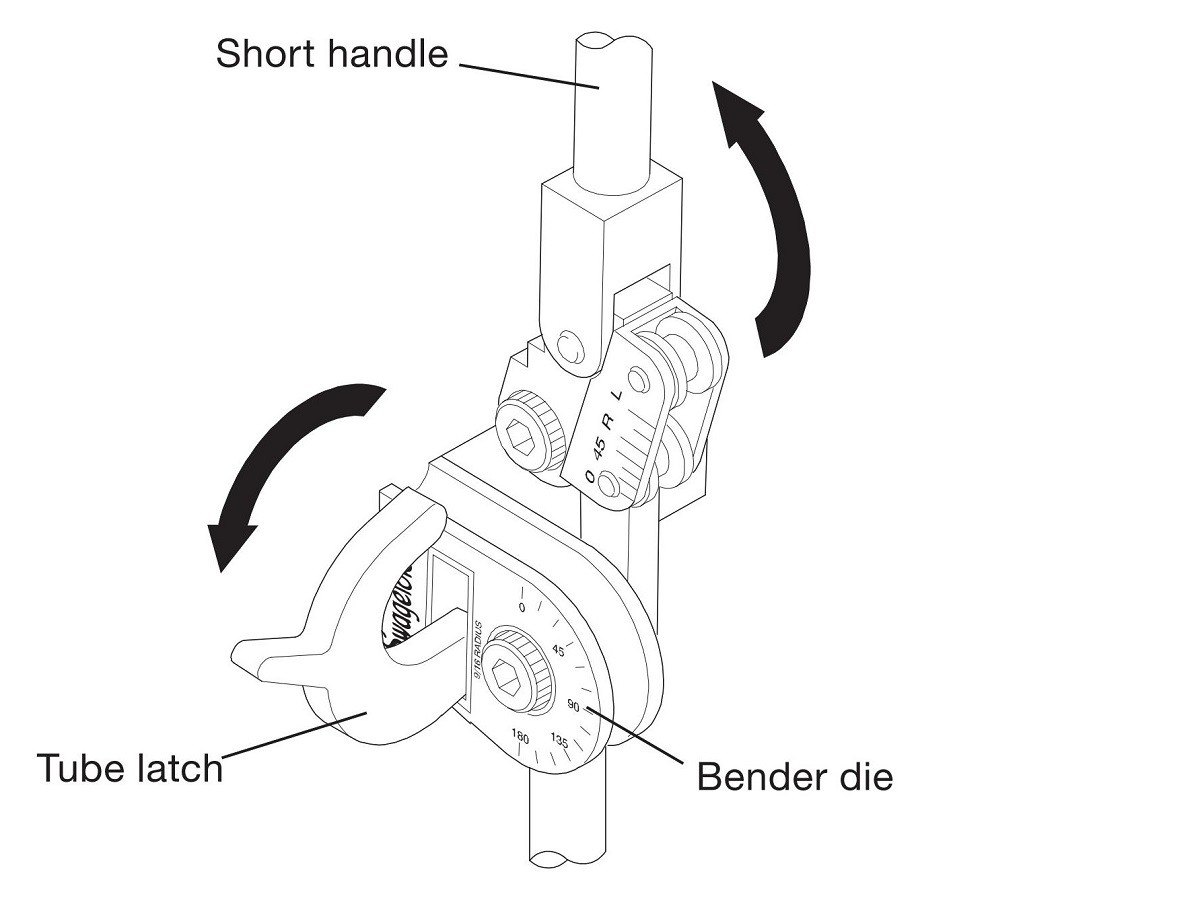
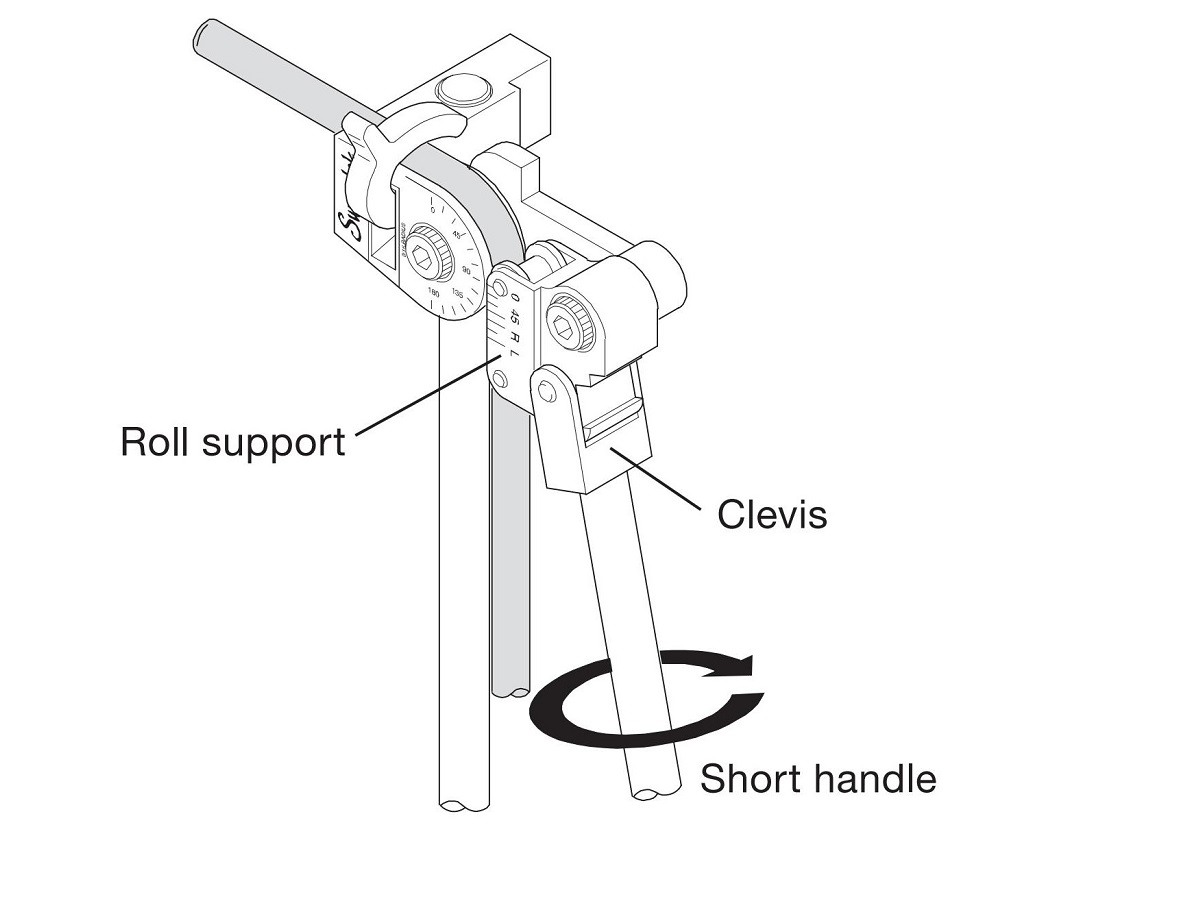
0.1ベンダーパーツ
1.0曲げ計算方法
1.1オフセット曲げの計算式
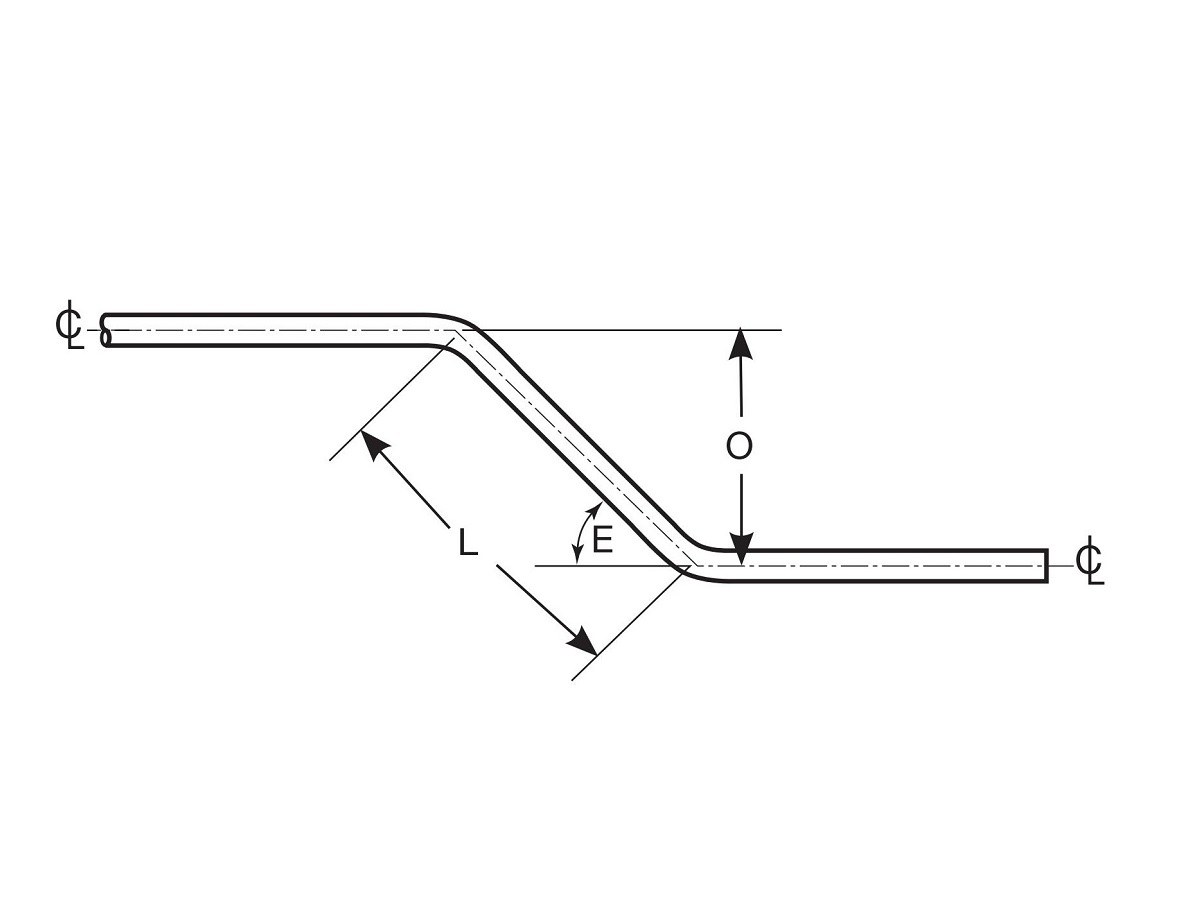
目的: チューブの中心線をシフトすること。通常は障害物を迂回するルートを作成します。
式: L = O × A
L: 曲げマーク間の距離(インチ)
お: オフセット寸法(インチ)
あ: オフセット曲げ許容値(角度に基づく)
| オフセット角度(E) | 手当(A) |
| 22.5° | 2.613 |
| 30° | 2.000 |
| 45° | 1.414 |
| 60° | 1.154 |
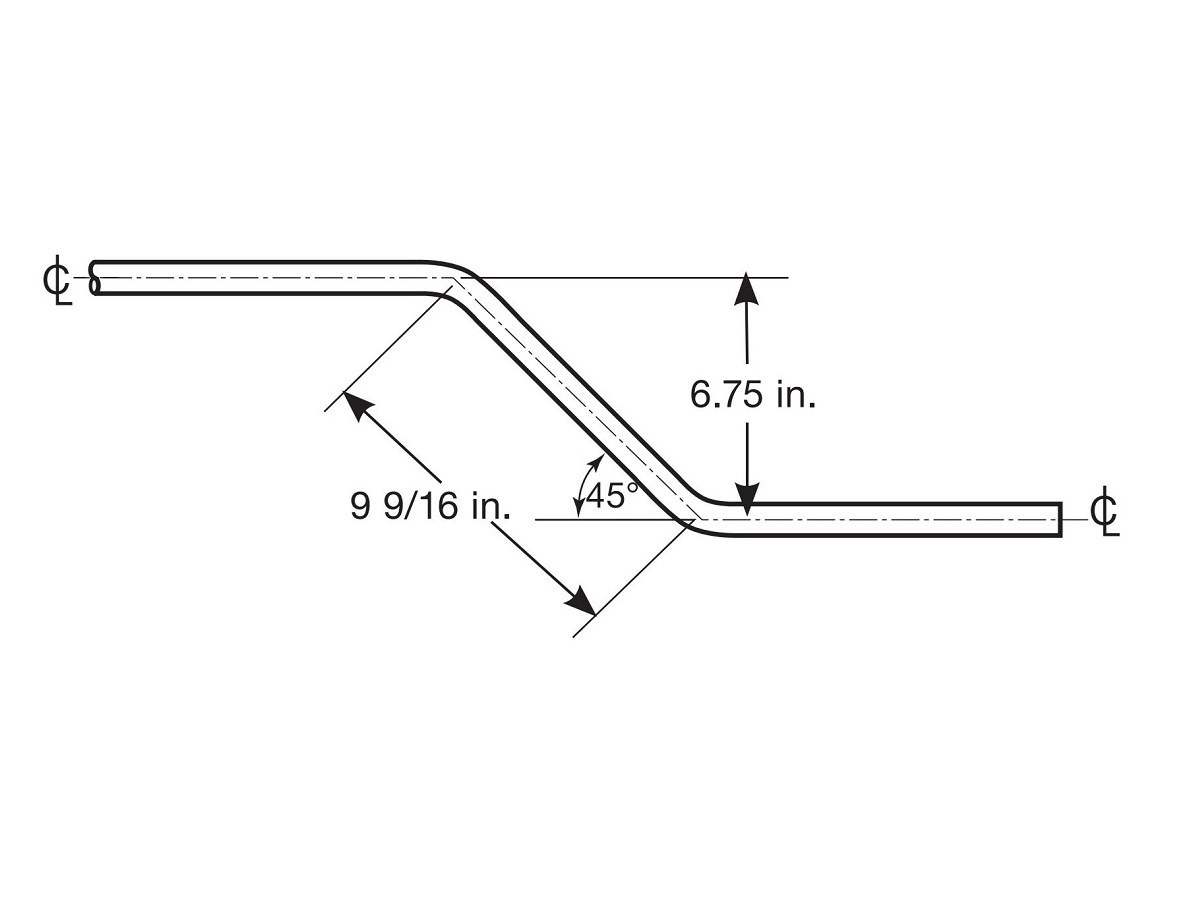
例:
オフセット = 6.75インチ、角度 = 45°
計算:6.75 × 1.414 = 9.55インチ (≈ 9⁹⁄₁₆インチ)
1.2調整(利益)計算
意味: 曲線の曲げと鋭角の角に使用されるチューブの長さの違い。
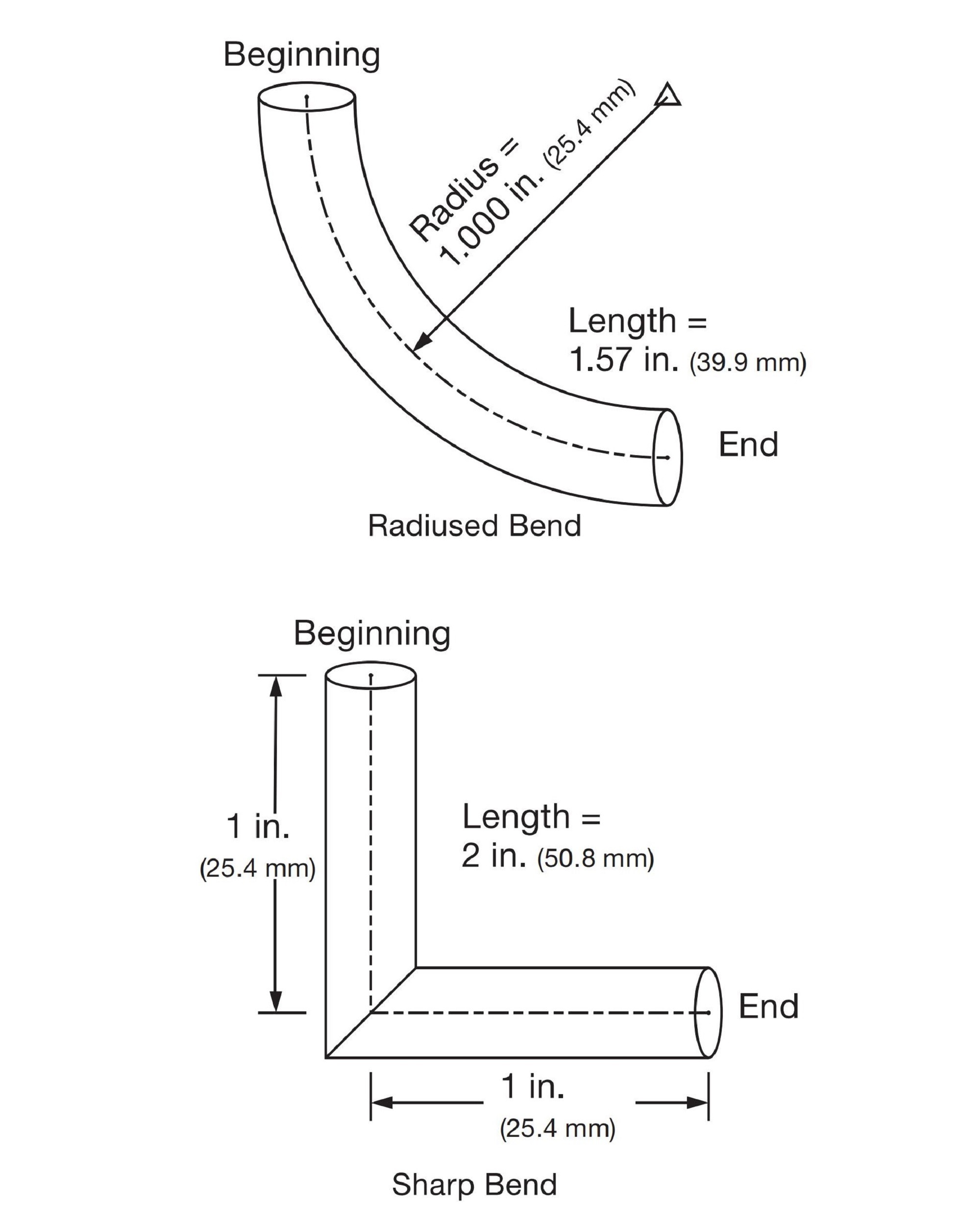
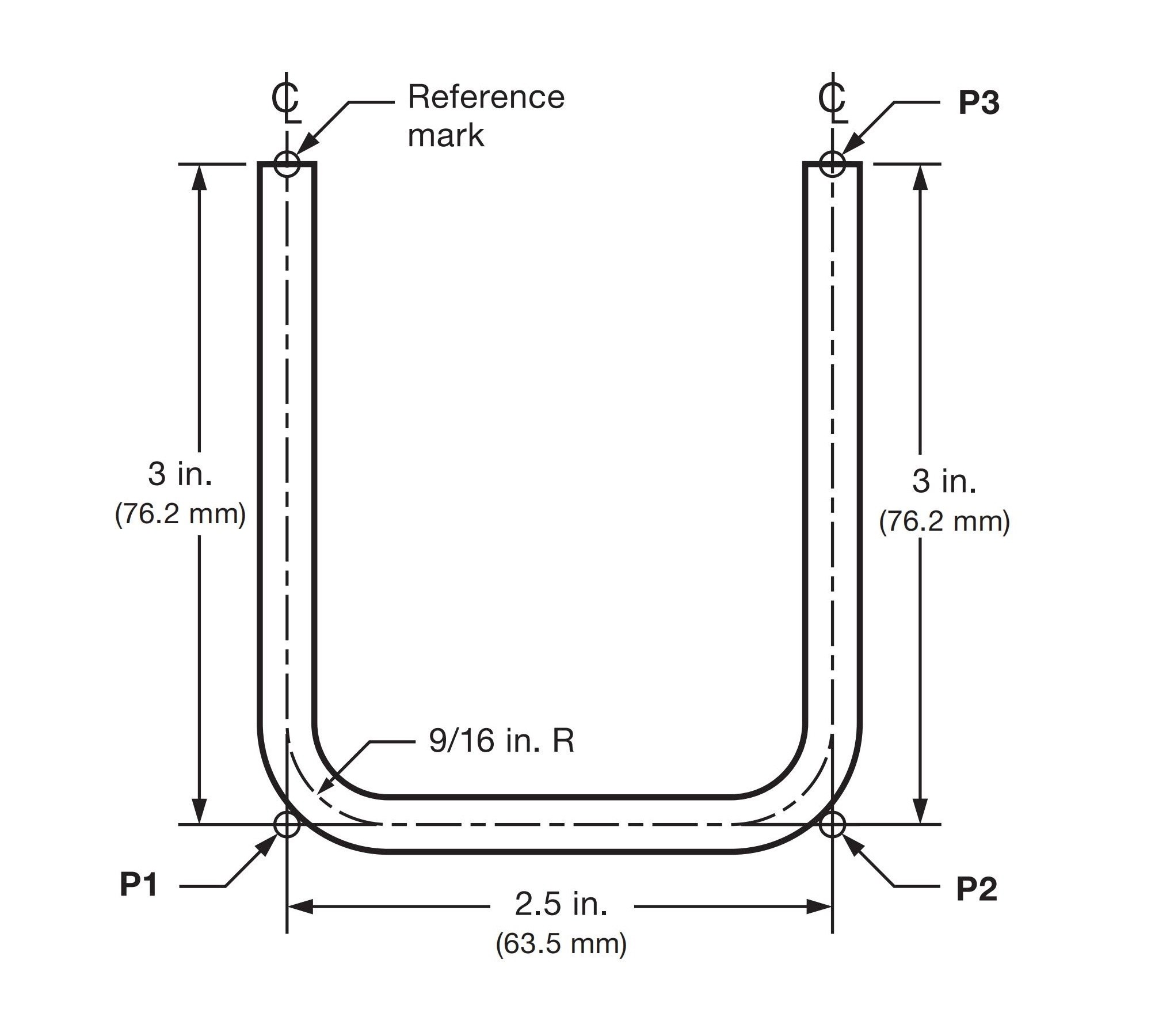
ルール: 新しいカーブごとに、
新しいマーク = 前のマーク + 新しい脚の長さ − 前の曲げのゲイン
例:
チューブサイズ: 1/4インチ、曲げ半径: 9/16インチ
90°のゲイン = 5/16インチ
ステップバイステップ:
P1 = 3インチ
P2 = P1 + 2.5インチ − 5/16インチ = 5³⁄₁₆インチ
P3 = P2 + 3インチ − 5/16インチ = 7¹³⁄₁₆インチ
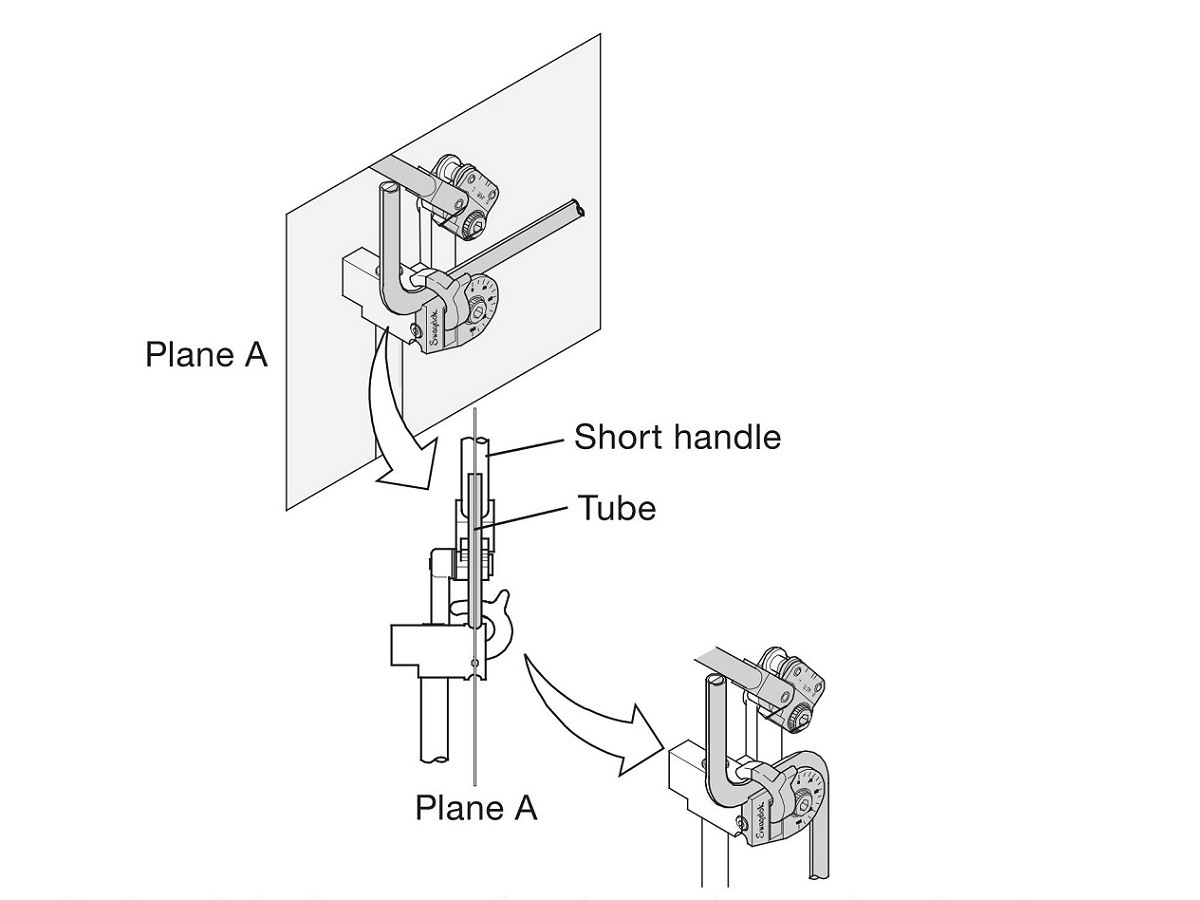
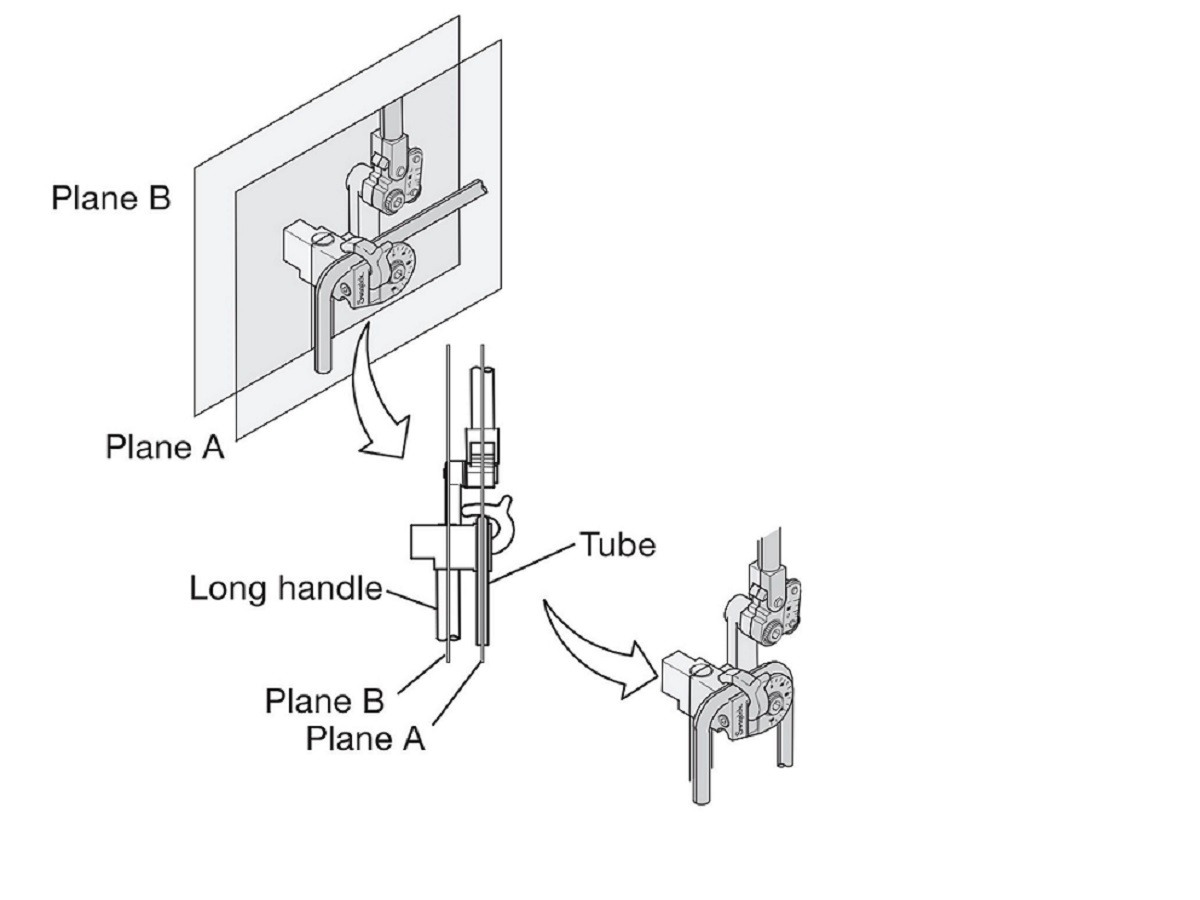
1.3平面と方向の変化の決定
1 本のチューブを複数回曲げる場合は、各曲げが正しい方向に行われていることを確認してください。
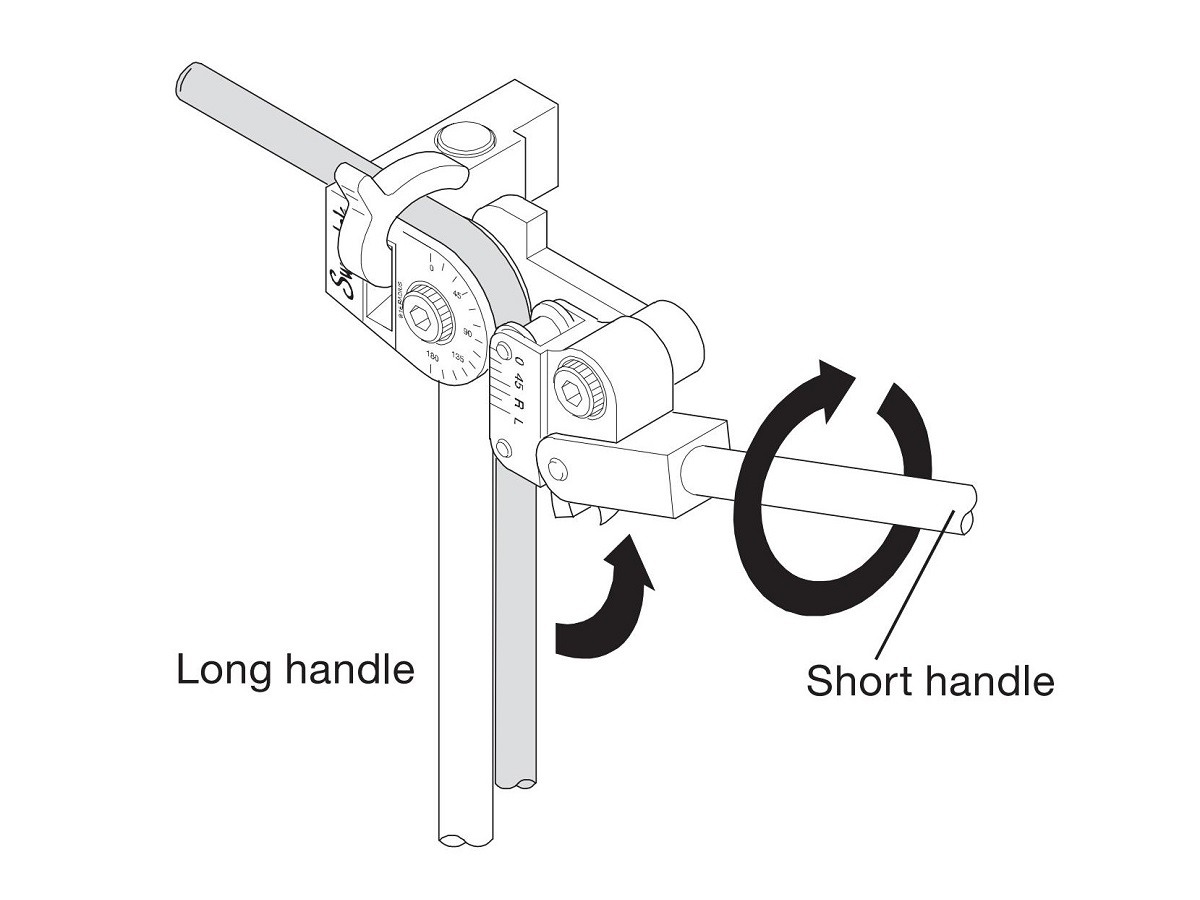
- 反対方向の曲げ: 前の曲げの反対方向に曲げる場合は、チューブを上げられた短いハンドル (平面 A) に合わせます。
- 同じ方向の曲がり:前回の曲げと同じ方向に曲げる場合は、チューブを長いハンドル (平面 B) と平行になるように配置します。
2.0測定曲げ法
シナリオ: 参照マークから 4 インチのところで 90 度の曲げを行い、続いて 4 インチの間隔で 45 度の曲げを行います。
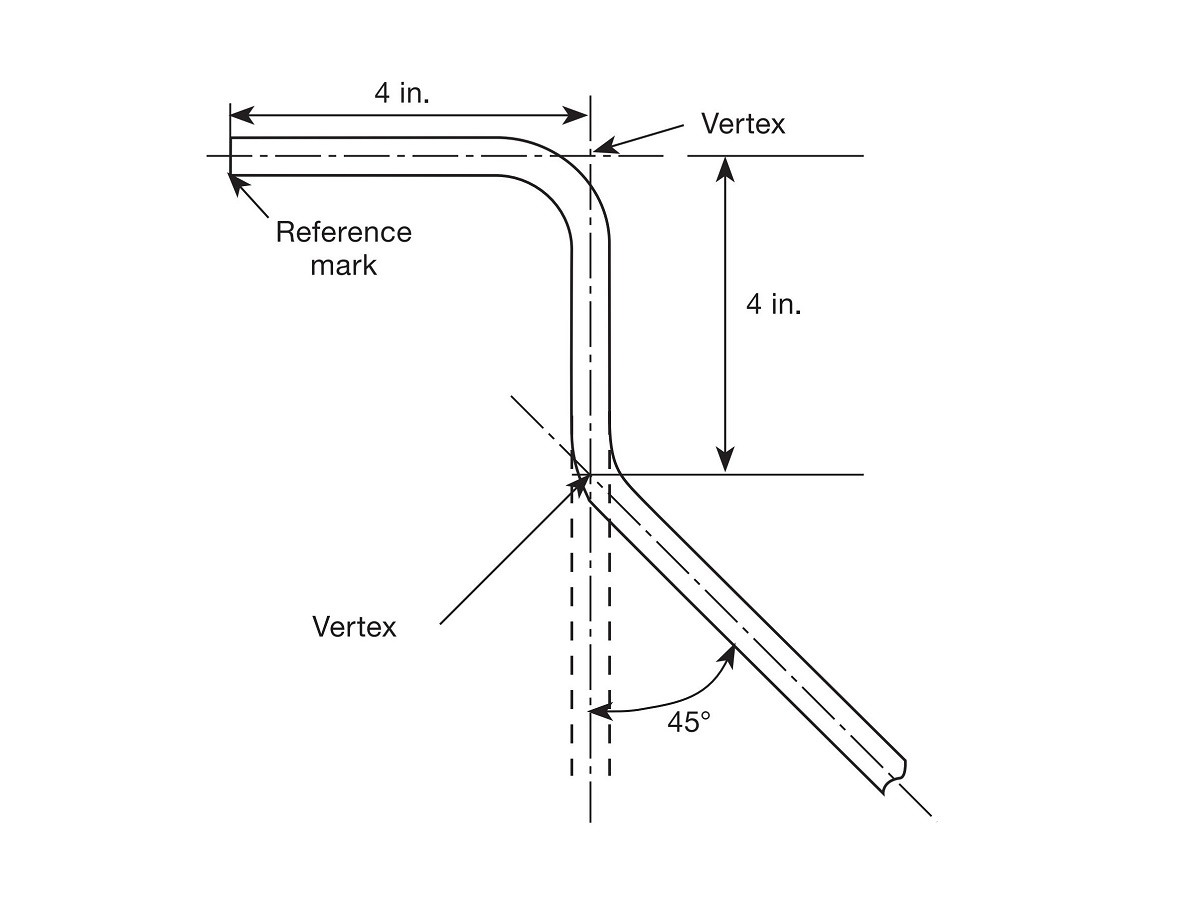
手順:
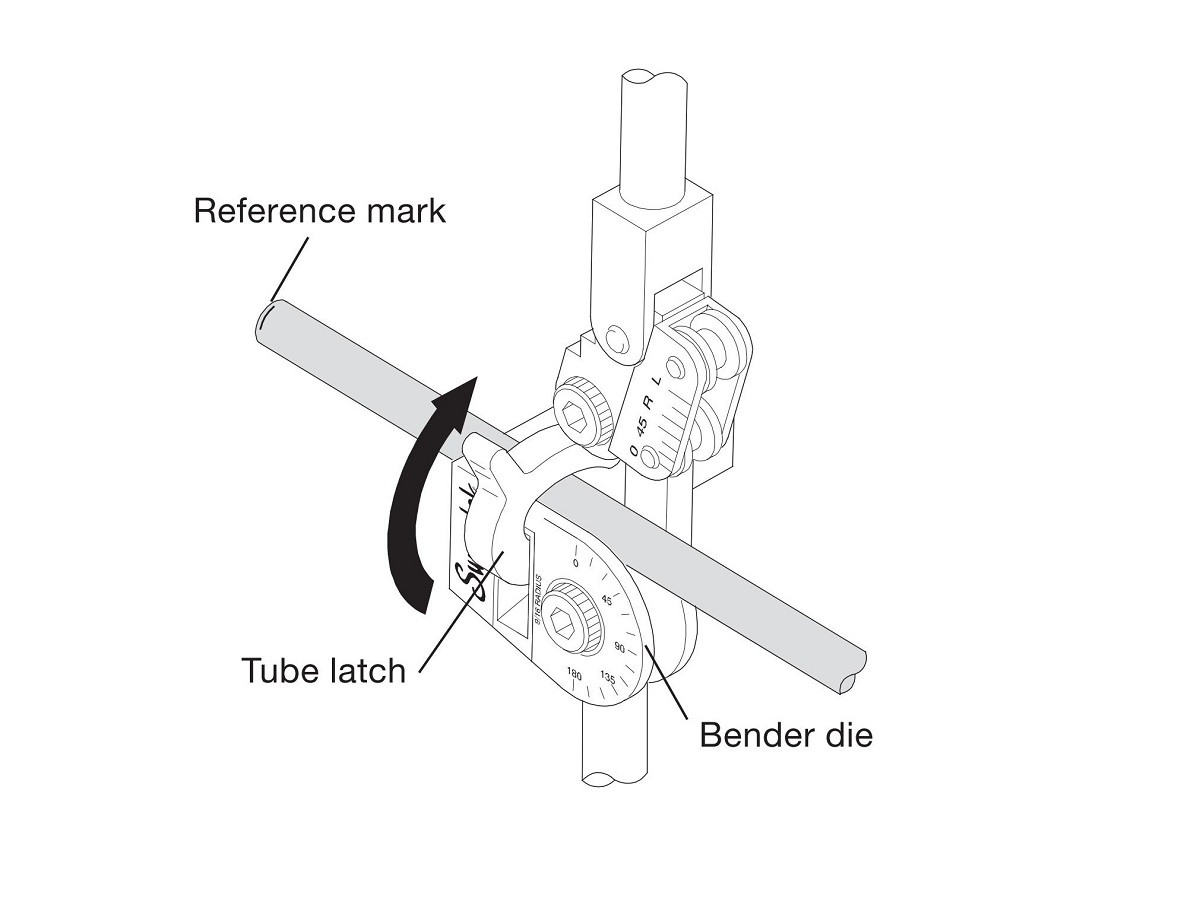
- チューブの端に基準マークを付けます。
- 90°曲げのマークから4インチを測ります。
- ベンダーを使用して90°に曲げます。
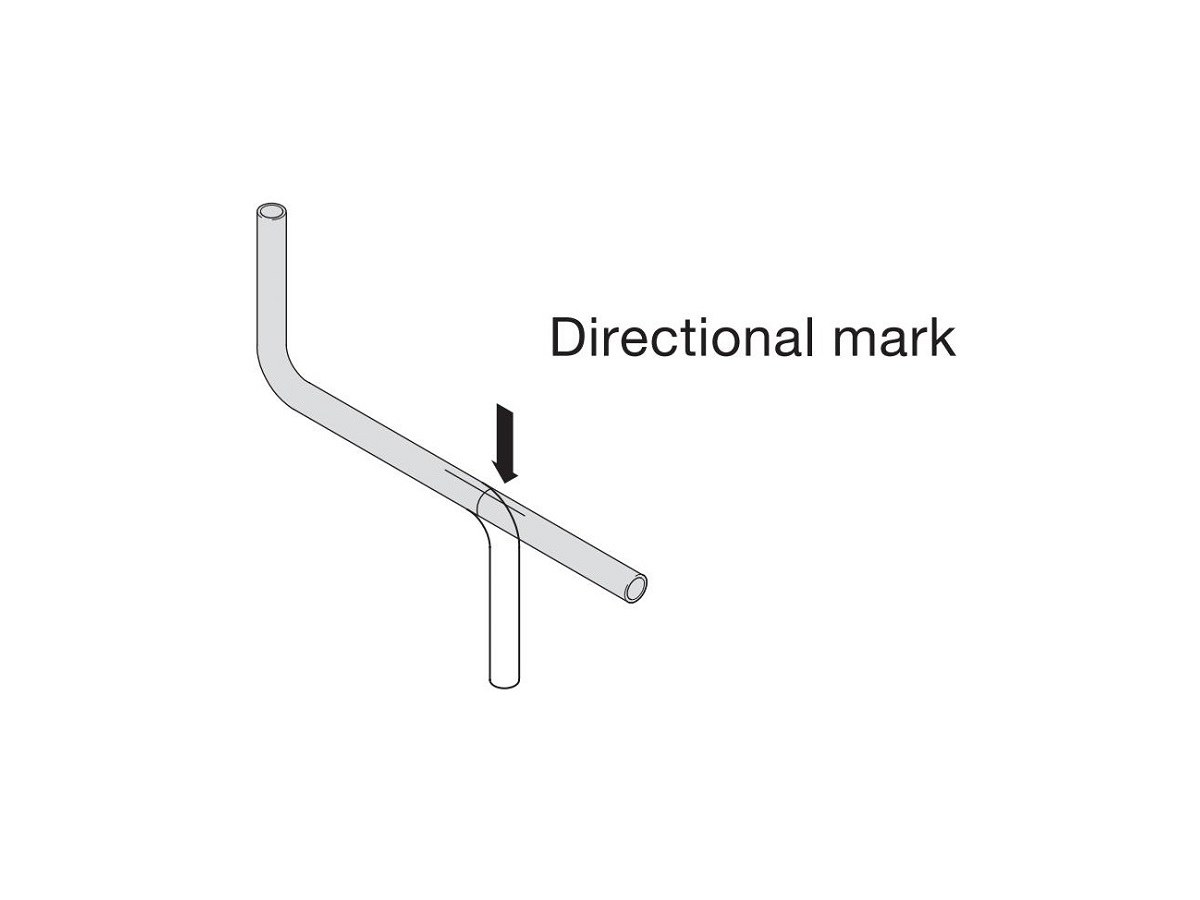
- 90°曲げの頂点から4インチを測り、45°曲げの印を付けます。
- 45° 曲げの外側を示す方向マークを追加します。
- 45°に曲げます。
3.0ベンダーの使い方と曲げ方
3.1曲げ角度が90°以下の場合
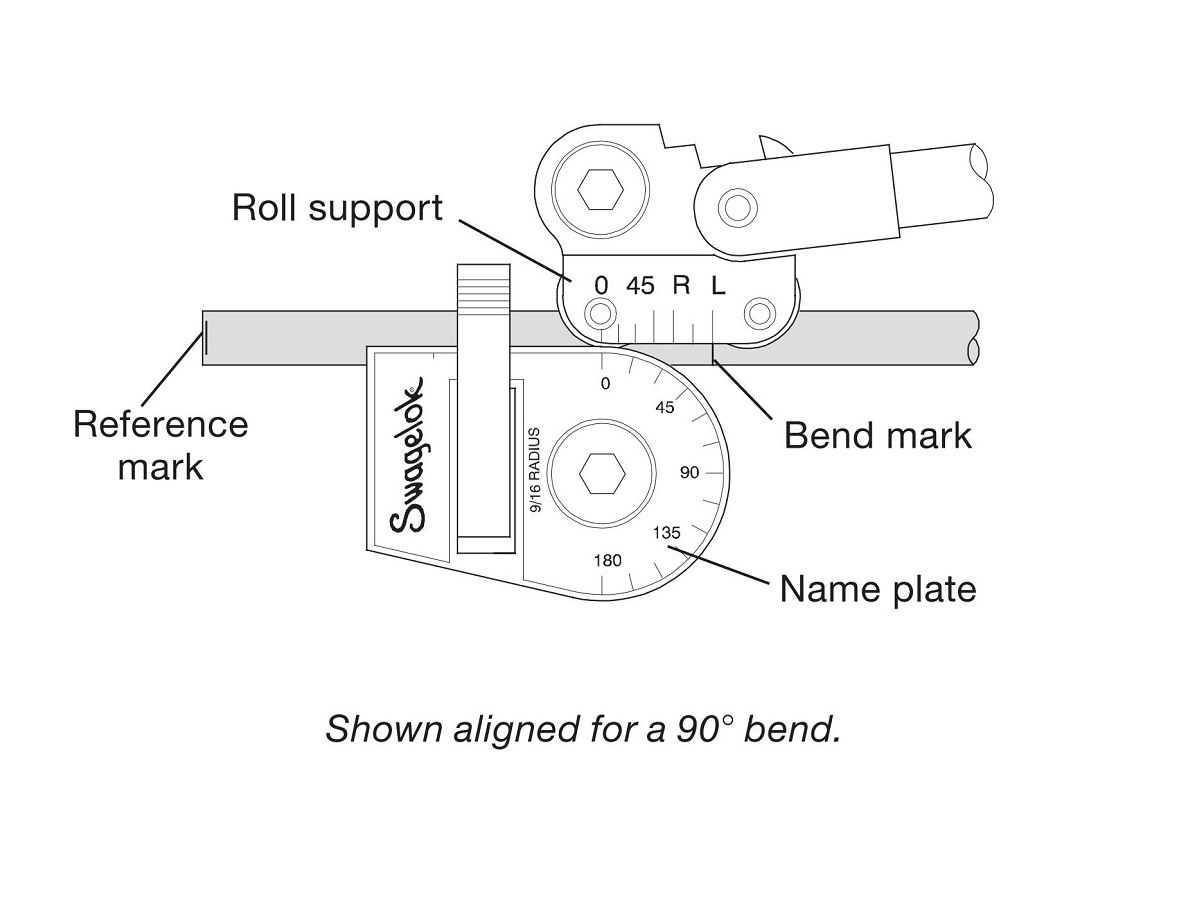
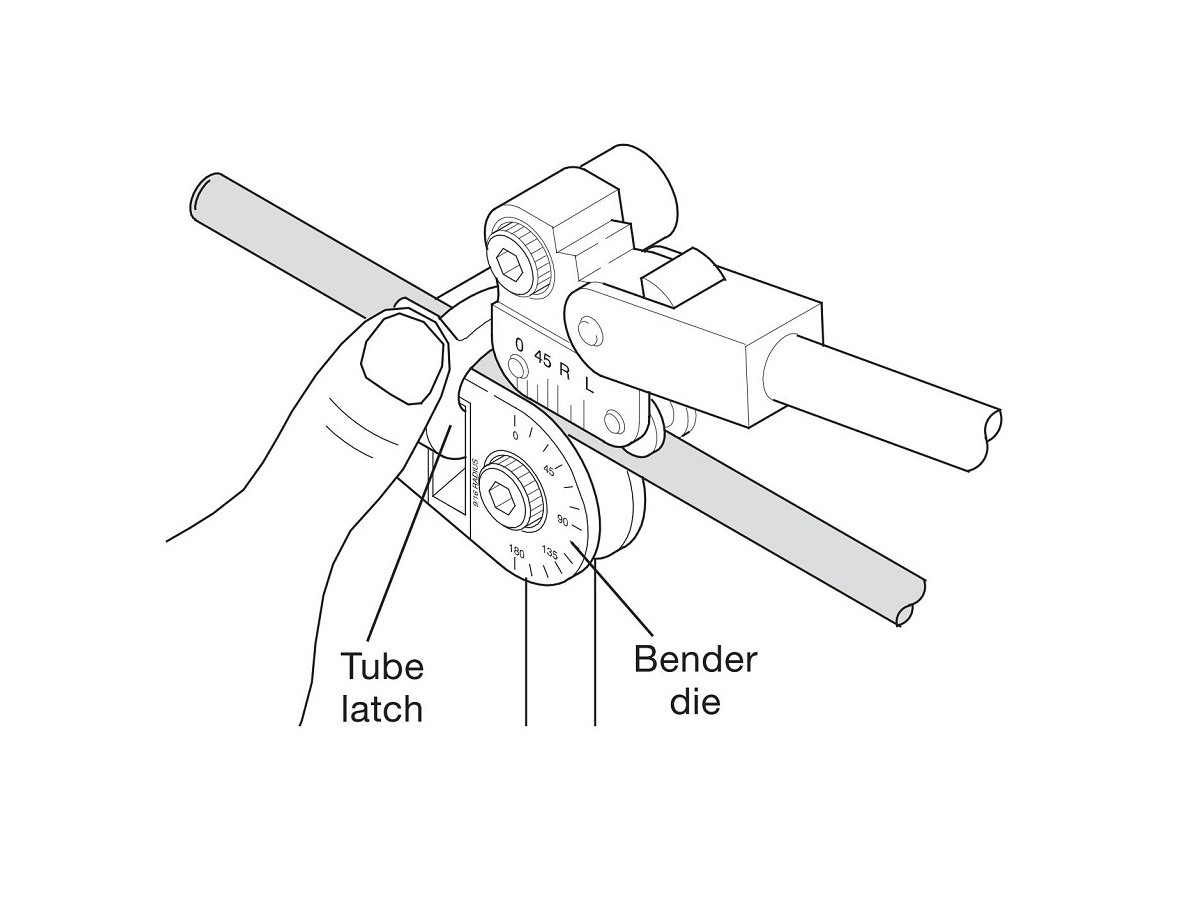
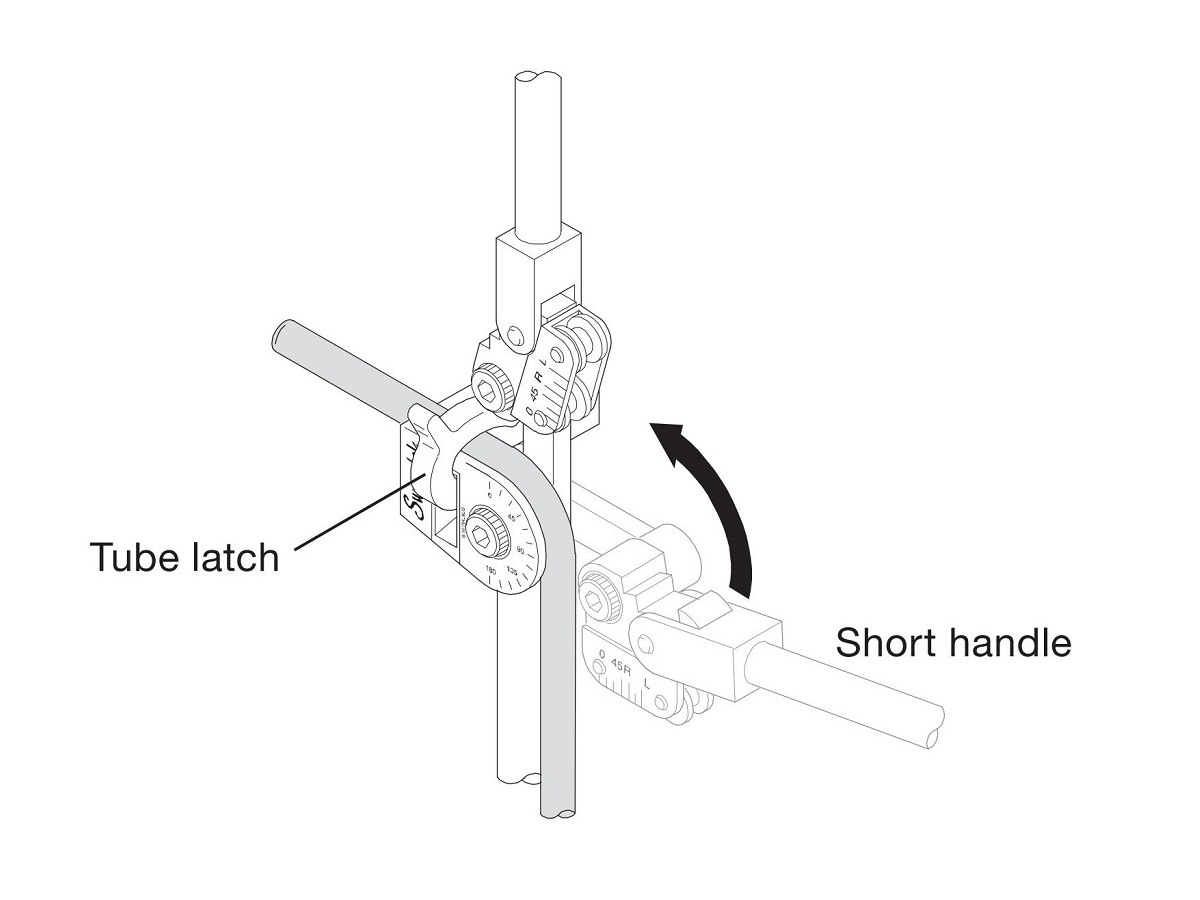
- チューブをチューブ ラッチの左側の参照マークに合わせます。
- ラッチでチューブを慎重に固定します。
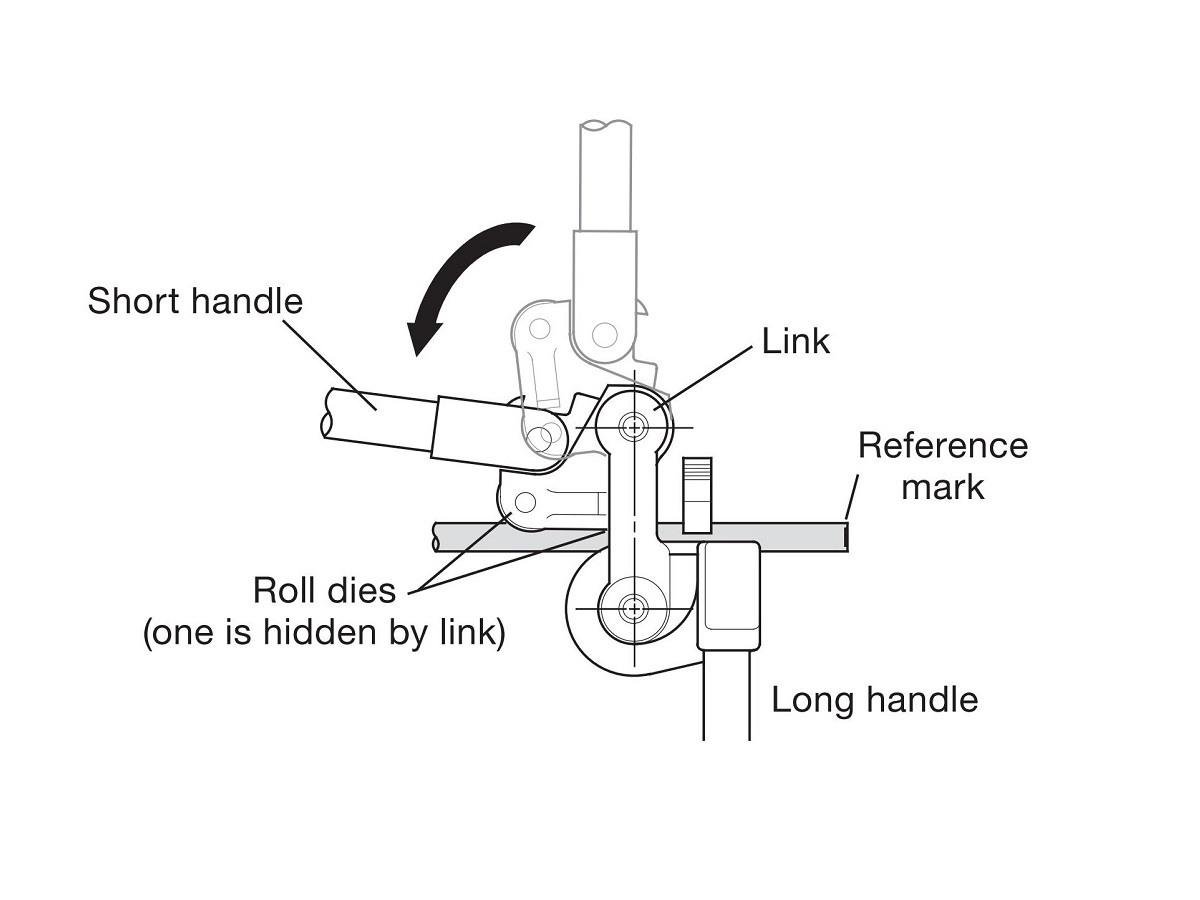
- ロールダイスがチューブに接触するまで短いハンドルを下げます。
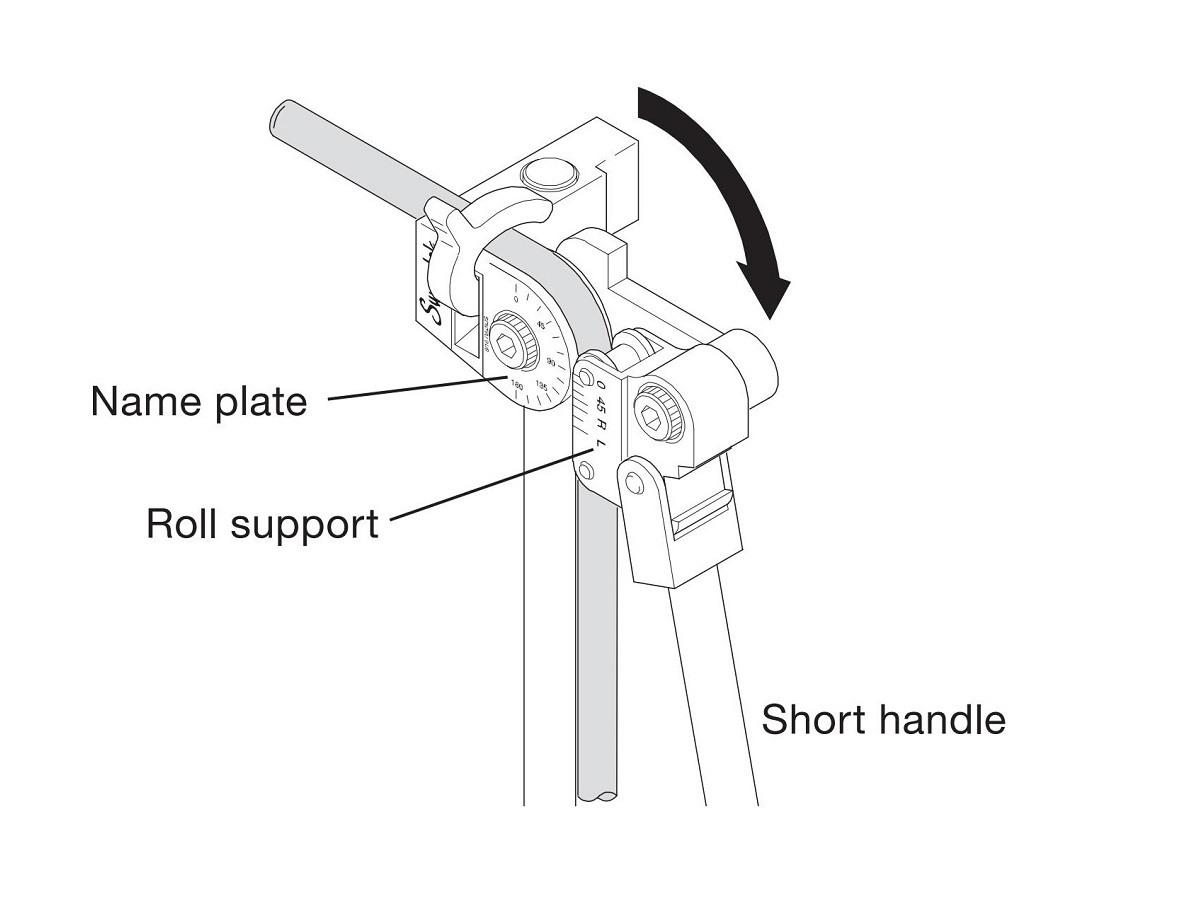
- リンクをまっすぐにし、長いハンドルと平行に保ちます。
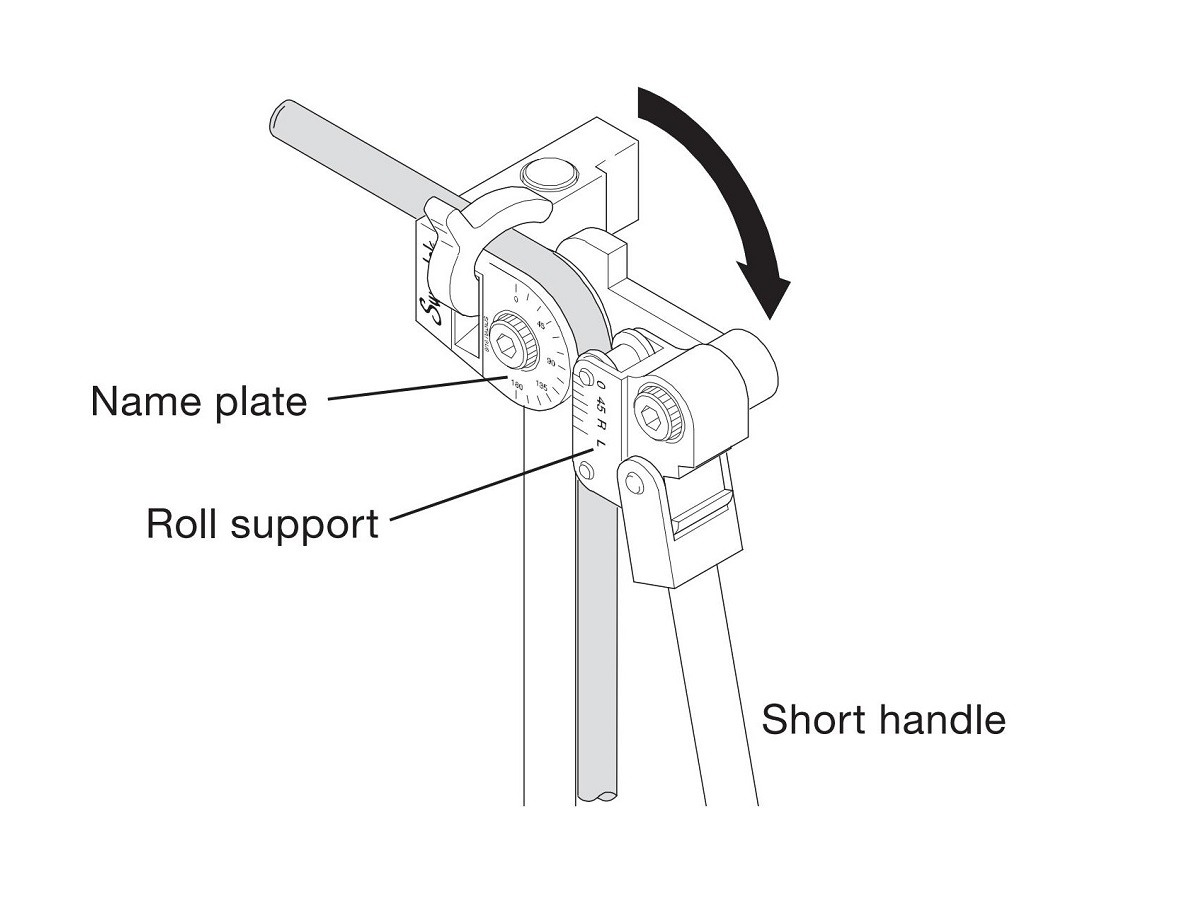
- ロール サポートの 0° をネーム プレートのターゲット角度に合わせます。
- 短いハンドルを押し下げると曲がります。
- チューブを解放して取り外します。
3.290°を超える曲げの場合
- 短いハンドルを 90° まで押します。 ロール サポートの 0 がネーム プレート上で約 90° に達するまで、短いハンドルをゆっくりと押し下げます。
- 短いハンドルを緩めます: ロール サポートを動かさずに自由にスイングできるようになるまで、クレビスから短いハンドルを緩めます。
- 短いハンドルを上に振ります: 短いハンドルを、長いハンドルに対して垂直より少し上になるまで上げます。
- ショートハンドルを締め直す: 短いハンドルを再度締めて、曲げの残りの部分で直角のてこ作用を継続的に発揮できるようにします。
- 曲がり続ける: ロール サポートの 0 がネームプレートの希望の度数マークと揃うまで、短いハンドルを押します。
- ショートハンドルをリセットします。 ロール サポートの 0 が約 90° に戻るまで短いハンドルを振り、緩めて長いハンドルと平行になるように位置を変え、締め直します。
- 短いハンドルを持ち上げます: 短いハンドルを上に動かし、チューブから離します。
- チューブを取り外します: チューブのラッチを引き抜き、チューブをベンダーの溝から持ち上げます。
3.3リバースベンド
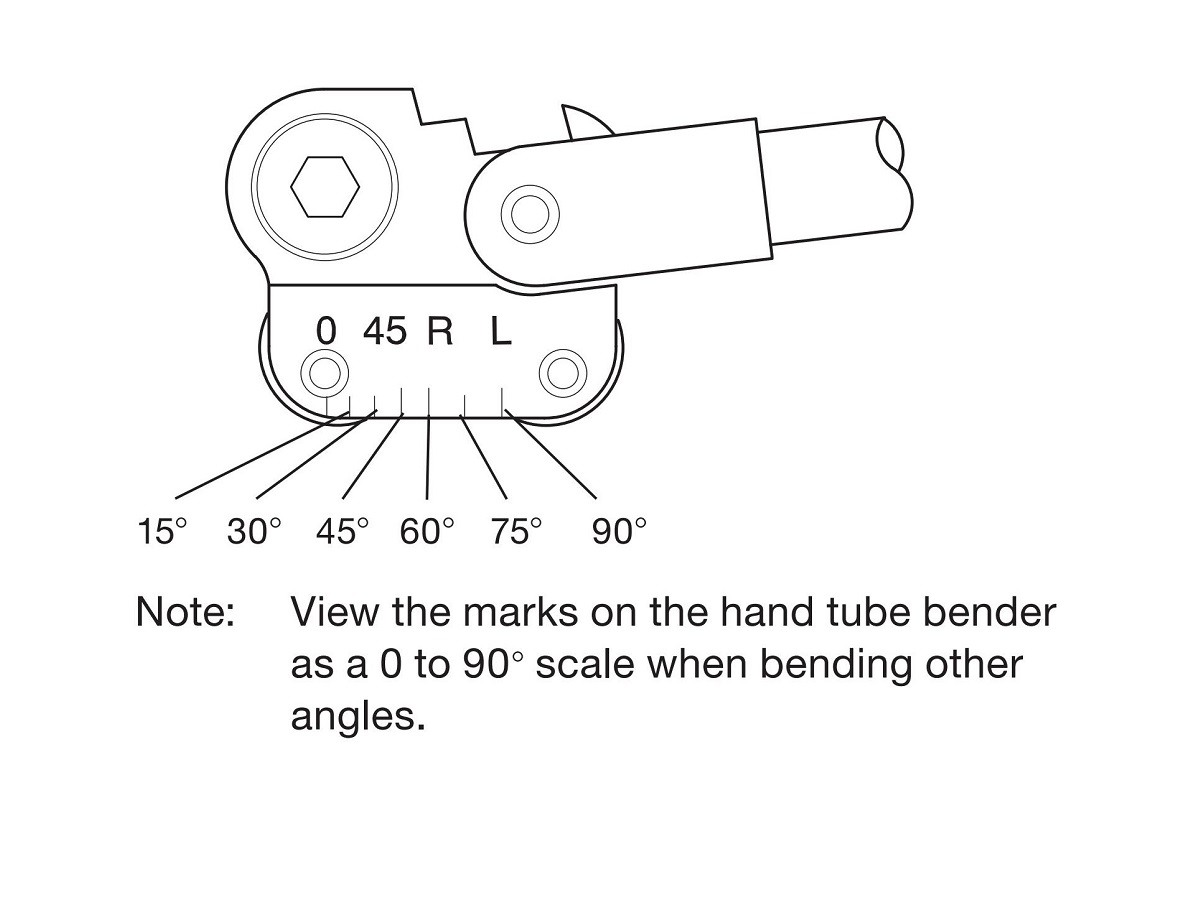
- 90°曲げ部分をロール サポートの「R」マークに合わせます。
- その他の角度については、0 から R までのスケールをガイドとして使用します。
4.0スプリングバックの補正
- スプリングバックとは何ですか?チューブは、力が解放されるとわずかに「曲がる」傾向があります。
- 典型的な報酬:材質と壁の厚さに応じて、1~3° 曲げ過ぎます。
- ヒント:分度器またはテンプレートを使用して、最終的な角度を確認します。
5.0一般的な問題のトラブルシューティング
| 問題 | 原因 | 解決 |
| しわくちゃの曲がり | 曲げ半径が小さすぎます | より大きな半径またはより太いチューブを使用する |
| 平らな曲げ | ベンダーのサイズが間違っています | チューブ外径を正しいベンダーに合わせる |
| 曲がった曲がり | ラッチ圧力が高すぎる | 柔らかいチューブにかかる力を軽減 |
| 採点または点数 | ベンダー部品が破損または汚れている | 部品の洗浄または交換 |
参考文献:
https://www.superlokworld.com/blog/how-to-bend-stainless-tubing
https://tameson.com/pages/pipe-bender-manual




