

1.0プラズマカッターを選ぶ際に考慮すべき重要な要素
適切なプラズマカッターの選択は、切断ニーズ、材料の厚さ、携帯性、作業環境によって異なります。考慮すべき重要な要素を以下に示します。
1.1切断厚さと電流値
- < 6 mm (¼”) 材質: 使用 低アンペア カッター(≈25 A)。
- 6~12 mm(¼”~½”)材質: 探す 50~60 A
- 19~24 mm (¾”~1″) の材質またはガウジング: 選ぶ 80~100 A 出力モデル。
きれいでスラグのない結果を確実に得るために、常に平均的な切断厚さを上回る十分なパワーを持つカッターを選択してください。
1.2デューティサイクル
- 義務 サイクル 冷却が必要になるまでの 10 分間に機械が連続して切断できる時間の長さを指します。
- 例えば、 60%デューティサイクル50 あ 手段 6分間連続切断 フルパワーで稼働し、その後 4 分間冷却します。
⏱️ デューティ サイクルを高くすると、ダウンタイムが短縮され、生産性が向上します。
1.3アーク移行性能
次の機能を備えたマシンを選択します。
- スムーズで素早い移行 パイロットアークから切断アークまで
- 転送距離が長いこれにより、オペレーターにとって切断やガウジングがより簡単に、より許容度が高くなります。
1.4携帯性とサイズ
モバイルまたは船上アプリケーションの場合:
- 選択してください 軽量、 ポータブル モデル
- 次のような機能を検討してください アンダーキャリッジ、ショルダーストラップ、 または ケーブル/トーチ収納内蔵
- あ 小さなフットプリント 限られた作業スペースに最適です
1.5耐久性とろ過
- 探す 保護されたコントロール、 のような 周りの檻 フィルター その他の敏感な部分
- 内蔵 空気 フィルター 圧縮空気から油分や水分を除去するために重要です
汚染された空気は内部アークを発生させ、切断品質を低下させる可能性があります。
1.6ユーザーインターフェースと人間工学
- マシンを優先する わかりやすく直感的なコントロールパネル
- ユニット上のガイドと設定により、セットアップとトラブルシューティングが改善されます
- ハンドヘルドユニットの場合は、 トーチは 快適 人間工学に基づいて設計されており、疲労を軽減し、カットの品質を向上させます。
1.7電源互換性
カッターがオンボード電源と互換性があることを確認します。
- フェーズ:単相または三相
- 電圧:115V、230V、380V、または440V
- 頻度:50 Hzまたは60 Hz
多くの現代のユニットは 自動切り替え とサポート デュアル電圧およびデュアル周波数 手術。
1.8アフターサポート
以下を提供するメーカーまたはサプライヤーを選択します。
- グローバルサービスネットワーク
- すぐに入手できるスペアパーツ
信頼性の高いサポートにより、長期的な生産性と最小限のダウンタイムが保証されます。
1.9隠れたコスト:消耗品と耐用年数
プラズマ切断トーチはいくつかの 消耗部品—を含む 保持キャップ, シールド, ノズル, 電極、 そして 渦巻きリング—これには 定期的な交換 切断性能が低下するためです。
- これらの部品は交換する必要があります 失敗する前に 切断品質を維持し、トーチを保護します。
- 消耗品は 隠し操作 料金 それは時間が経つにつれて蓄積されていきます。
消耗部品の少ないプラズマ システムを選択して、交換頻度と総コストを削減します。
機械を比較する場合、 メーカーの定格消耗品寿命を確認するただし、異なるモデル間で同じ使用状況データ (例: カット時間、アンペア数、材料の種類) を比較していることを確認してください。
1.10内蔵エアコンプレッサー:利便性と実用性
一部の小型プラズマカッターには 内蔵コンプレッサー次のような場合に役立ちます:
- 外部の圧縮空気は 利用不可
- 利用可能な空気供給は 品質が悪い(水または油を含む)
ただし、次の点に注意してください。
- 内部コンプレッサーは 増加 重さ ユニットの
- 船のような船上の環境では通常 圧縮空気への信頼性の高いアクセスこの機能により それほど重要ではない
コンプレッサー内蔵モデルを選択する前に、空気供給がプラズマ切断に十分なほどクリーンで安定しているかどうかを評価してください。
2.0プラズマカッターの種類: あなたに最適なのはどれですか?
プラズマカッターを選ぶ際に最も重要な違いの一つは、機械の操作方法です。制御方法に基づいて、プラズマカッターは主に2つのカテゴリーに分類されます。
2.1ハンドヘルドプラズマカッター
ハンドヘルド プラズマ カッターはコンパクトで操作が簡単なため、次のような用途に最適です。
- 現場での修理とメンテナンス
- 自動車の車体製作と製造
- 薄肉から中肉厚の金属を切断するための一般的な作業場での使用

主な特徴:
- トリガーで作動するトーチによる手動操作
- 軽量で持ち運びに便利
- 迅速なセットアップと最小限のトレーニングで
- ほとんどのモデルは、適切なアンペア数で最大1インチ(25 mm)までの切断をサポートします。
最適な用途:
請負業者、金属加工業者、HVAC 技術者、およびモバイル切断ソリューションを必要とするすべての人。
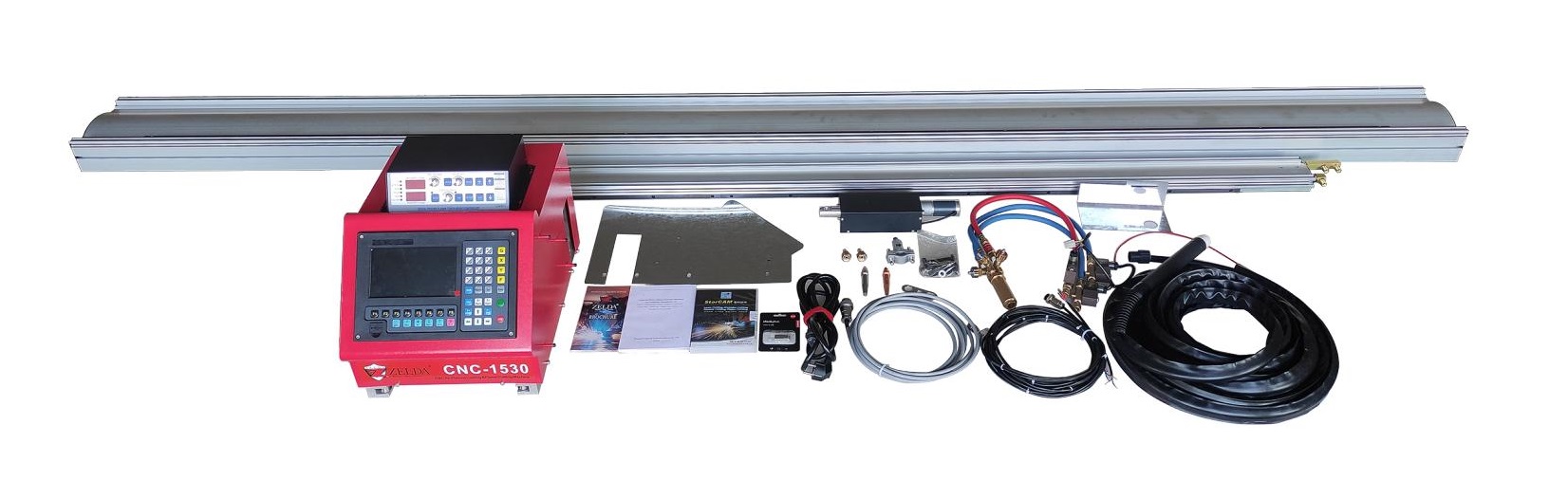
2.2CNCプラズマカッター
CNCプラズマプレート切断機
CNC(コンピュータ数値制御)プラズマカッターは、精密で再現性の高い切断作業のために設計された自動化システムです。高い生産性と精度が求められる産業現場で広く使用されています。
主な特徴:
- ソフトウェアで制御され、複雑な形状にプログラム可能
- リニアガイドとモーターを備えた切断テーブルに取り付けられます
- 大量生産や詳細な金属設計作業に最適
- カスタムカット用のCADファイルと互換性あり
最適な用途:
金属加工工場、製造業者、企業では、大量または高精度の切断が求められます。


CNCプラズマチューブ切断機
CNCチューブプラズマカッターまたはパイププラズマ切断機とも呼ばれるこれらのシステムは、丸管、角管、長方形管の切断に特化しています。ベベルカット、スロッティング、サドルカットといった複雑な加工も可能で、鉄骨構造物、配管、自動車、建設などの業界では欠かせない存在となっています。
3.0プラズマ切断の安全ガイドライン
プラズマ切断には高電圧、高温、そして強力な放射線が伴います。基本的なPPE要件に加えて、作業者の安全と装置の信頼性を確保するため、以下の安全対策を遵守する必要があります。
3.1防護服と防護具
- 濃い色の革やウールの服を着る 衣類 プラズマアークから放出される強力な可視光線と不可視光線(紫外線と赤外線)を遮断します。
- 綿素材の衣類は避ける紫外線により急速に劣化する恐れがあるためです。
- 暗い 衣類 特に溶接ヘルメットの下では、反射した紫外線によって顔や首に火傷を起こす可能性がある光の反射を軽減します。
- 保護具を使用する 眼鏡 フィルターレンズは ANSI Z49.1 目を適切に保護するための基準を満たしています。
3.2プラズマ切断およびガウジングに推奨されるフィルターシェードレベル
| アーク電流(アンペア) | 最小シェード番号 | 推奨シェード番号 |
| 40歳未満 | 5 | 5 |
| 40~60歳 | 6 | 6 |
| 60~80 | 8 | 8 |
| 80~300 | 8 | 9 |
| 300~400 | 9 | 12 |
切断エリアにいるすべての人員が適切な個人用保護具で十分に保護され、施設の安全プロトコルに従っていることを常に確認してください。
3.3ノイズ保護
厚い材料を切断する場合は、高騒音レベルによる損傷を防ぐために聴覚保護具を着用する必要があります。
3.4換気と排煙
- プラズマアークは空気の分解によりオゾンやその他の有害ガスを生成します。
- これらの煙を作業スペースから除去するには、適切な換気システムまたは局所排気システムを使用する必要があります。
- 適切な煙制御を行わずに、密閉された場所や換気の悪い場所で操作しないでください。
3.5高温金属と火花の危険
- 火花は11メートル(35フィート)以上飛ぶことがあります。可燃性物質を切断エリアから遠ざけてください。
- 溶けた物質が閉じ込められる可能性がある袖口や露出したポケットのある衣服は着用しないでください。
- 必ず絶縁手袋と耐火保護服を着用してください。

シールドの瞬間の回路
カップは取り外されます。
3.6電気安全
- プラズマカッターは低アンペアですが高電圧で動作します。
- 開回路電圧は 300 VDC を超えることが多く、切断電圧は約 100 VDC です。
- トーチ接続は EN 60974 規格に準拠する必要があります。
- 工具で固定する必要があります(手で取り外すことはできません)
- 電気による露出や偶発的な切断を防ぐ必要があります。
- 懐中電灯には次のような安全機能が組み込まれている必要があります。
- 消耗品またはシールド カップが取り外されたときにアークを無効にする安全インターロック回路。
- 誤射を防ぐために、トリガーに機械的な安全装置が付いています。
3.7機械の配置と冷却
- 粉塵の吸入を防ぐため、機械を切断場所からできるだけ離れた場所に設置してください。
- 冷却のために、空気の流れを良好に保ちましょう。機械内部にほこりがたまり、性能に影響を与える可能性があります。

3.8電源
電圧降下と過熱を減らすために、主電源ケーブルに延長コードを使用しないでください。
3.9空気供給品質
プラズマカッターに入る空気は、清潔で乾燥しており、油や湿気が含まれていない必要があります。
湿気により次のような問題が発生することがあります:
- 消耗品の寿命が短くなる
- トーチの早期故障
水分の有無を確認するには、マシンを「エアセット」モードで運転し、チップの下に紙を置きます。水分が付着している場合は、エアシステムを点検するか、乾燥機を設置してください。
3.10カットのベストプラクティス
- 可能な場合は、ピアススタートではなくエッジスタートを使用してください。エッジスタートは、先端への金属の吹き返しを減らすことで消耗品の寿命を延ばします。
- リターンクランプは、清潔なむき出しの金属の上に設置してください。導電性を向上させるため、錆、塗装、コーティングなどは取り除いてください。
- リターン クランプを切断領域のできるだけ近くに、理想的にはワークピース自体の上に配置します。
- すべてのケーブルを定期的に点検し、摩耗、接続の緩み、電流の流れを妨げる可能性のある損傷がないか確認してください。
3.11メンテナンス
電気部品を清潔に保つために、6 か月ごとにプラズマ カッターのカバーを取り外し、乾燥した圧縮空気を使用して内部のほこりを吹き飛ばしてください。
3.12認証マークの概要
- SUSマーク: IEC 60974-1 に準拠しており、感電の危険性が高い環境での使用に適しています。
- CSAマーク: 製品が米国およびカナダの安全基準を満たし、CSA International または UL や TÜV などの他の NRTL ラボによって認定されていることを示します。
- CEマーク: 適用される欧州指令(例:低電圧、EMC、RoHS、RED)への適合を宣言します。データプレートの近くにCEマークが付いている製品のみがEU準拠です。
- RoHSマーク: 製品が EU の有害物質使用制限 (RoHS) 指令の要件を満たしていることを示します。
- EACマーク: ロシア、ベラルーシ、カザフスタン(ユーラシア関税同盟)への輸出に関する安全性および EMC 規格への準拠を確認します。
- GOST-TRマーク: ロシア連邦の製品安全性および EMC 規制に準拠していることを示します。
- RCMマーク: オーストラリアおよびニュージーランドの EMC および安全規格に準拠していることを示します。
- CCCマーク: 製品がテスト済みであり、製品の安全性に関する中国の強制認証 (CCC) 要件を満たしていることを示します。
- UkrSEPROマーク: ウクライナに輸出される CE 認証製品がウクライナの安全性および EMC 規格に準拠していることを確認します。
- セルビアAAAマーク: 製品の CE バージョンがセルビアの安全性および EMC 規制を満たしていることを示します。



