

ナイフの手鍛造は、熱制御、金属成形、熱処理を組み合わせた伝統的な工芸です。再生自動車用バネ鋼(高炭素鋼)を使用する場合でも、業界標準のO1工具鋼を使用する場合でも、その核となる工程は3つの主要な段階に分かれています。 加熱 – 成形 – 硬化これらの手順を理解することで、生の鋼板を機能的なナイフに変えることができます。
1.0鋼材の選択:特性と準備
鋼材の選択は、ナイフの作業工程と最終的な性能の両方を決定します。高炭素鋼(自動車用バネ鋼など)とO1工具鋼は初心者に優しい選択肢ですが、特性と準備手順が異なります。
| スチールタイプ | 出典 / 特徴 | 準備ノート | ベストユースケース |
| 高炭素鋼(ばね鋼) | 自動車のコイルスプリングまたはリーフスプリングから再生されたもの。炭素含有量0.6%~1.0% | コイルスプリングは焼きなまし(火で赤熱するまで加熱し、その後自然冷却する)が必要です。リーフスプリングはそのまま使用できます。 | 予算に優しく、鍛造の探求に最適 |
| O1工具鋼(油焼入れ) | 市販のビレット;炭素含有量0.9%~1.0%;バランスのとれた靭性 | 鍛造準備完了、焼きなまし不要 | 一貫した結果、練習に最適 |
準備の原則:
- ばね鋼は工場で焼入れ処理(硬化処理)されています。コイルばねは切断前に焼鈍処理が必要です(軟化後、グラインダーまたは金ノコギリを使用してください)。板ばねは平らなため、通常は焼鈍処理なしで鍛造できます。
- O1 鋼は供給状態では比較的柔らかく、そのまま加熱・鍛造することができます。


2.0必須ツール:一般的な機器と特殊なツール
ナイフを鍛造するのにそれほど複雑な道具は必要ありませんが、適切な道具を使うことで安全性と効率性が確保されます。道具は以下のように分類できます。 安全 – 加熱 – 鍛造 – 加工ただし、鋼材によって若干の違いがあります。
2.1安全装備(全ステージ必須):
- 耐衝撃安全メガネ: 火花や金属片を遮断するために目を完全に覆う必要があります(通常のメガネでは不十分です)。
- 耐熱手袋: 革手袋の使用をお勧めします。革手袋は断熱性と器用さを兼ね備えています(熱い鋼鉄に素手で触れないでください)。
- 熱シールドまたは防火ブランケット: 火花が近くの材料に引火するのを防ぐために、鍛冶場周辺に置きます。
2.2基本的な鍛造ツール(一般):
- 加熱源: 鍛冶場、自家製炉、または炭火(鍛造温度に達するには送風機を使用する必要があります)。
- アンビル: 平らな鉄のブロックであればどれでも、小さな金床(10~20 kg)でも家庭での使用に適しています。
- ハンマー: 形を整えるための 1 ~ 2 ポンドの丸めハンマー、より細かい調整 (刃先、斜面) のためのクロスピーン ハンマー。
- トング: 素材をしっかりと掴めるサイズで作られた専用の鍛造トングです (滑りや火傷のリスクを軽減します)。
2.3加工ツール(鋼材専用)
| ステップ | 高炭素鋼(ばね鋼) | O1工具鋼 |
| 切断 | アングルグラインダー(粗いディスク)または弓のこ | バネ鋼と同じ(O1は柔らかく、切断しやすい) |
| 焼入れ | 焼入れ:油焼入れ(割れ防止のため、バネ鋼には油焼入れを推奨) | オイル(冷却が遅くなり、ひび割れを防ぐ) |
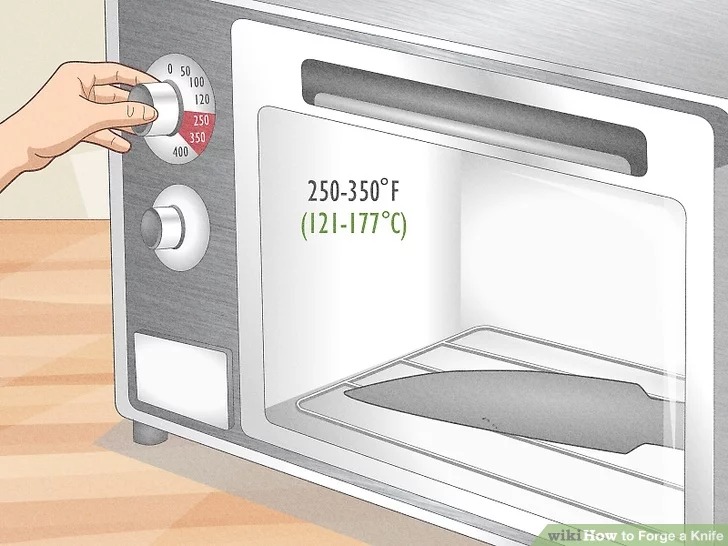
| 焼き戻し | オーブン(400~500°F / 204~260°C)または炭火の安定した熱 | 同じ方法;温度管理がより重要(250~350°F / 120~175°C) |
3.0形を鍛造する:ブランクからブレードまで
鍛造の核心は 熱い金属の流れを導く鋼の種類に関わらず、常に以下の原則に従ってください。 段階的に作業し、対称的に形を整えるこれにより、刃を弱める可能性のある局所的なストレスや過度の使用を防止します。
3.1熱管理:色で温度を判断する
| 色 | 温度範囲(°C) | プロセスにおける意味 |
| ダークレッド | 650~730℃ | 臨界点付近。正常化とストレス軽減に使用されます。 |
| チェリーレッド | 760~850℃ | 高炭素鋼の典型的な焼入れ熱 |
| オレンジレッド | 850~950℃ | 標準鍛造範囲 |
| 明るい黄色 | 1000~1100℃ | 鍛造時の熱が高く、過熱すると火傷の危険がある |
| ストローイエロー | 150~230℃ | 焼戻し色(低焼戻し範囲) |
3.2鋼種と熱処理パラメータ
| スチールタイプ | 鍛造温度(色) | 最低鍛造温度 | アニーリング温度(方法) | 消熱(カラー) | 推奨焼入れ媒体 |
| 高炭素鋼(例:5160ばね鋼) | 900~1050℃(オレンジ色~明るいオレンジ色) | ≥800°C | 800~820℃で保持し、その後650℃以下に徐冷する | 820~840℃(チェリー色からオレンジレッド色) | 油焼入れ(水はひび割れの原因となる可能性があります) |
| O1工具鋼 | 加熱温度:チェリーレッド(790~820℃) | ≥815°C | 800~850℃で保持し、その後650℃以下に炉冷する | 790~820℃(チェリーレッド) | オイルクエンチ |
主な実践:
- 鋼を熱する 全体に均等に酸化や焦げの原因となる熱い部分を避けてください。
- 鍛冶場から鋼材を取り出す際は、トングを使って鋼材のバランスポイントをしっかりと掴んでください。これにより事故を防ぎ、ハンマーのコントロールが向上します。


3.3先端と刃体の鍛造:ステップバイステップ
(1)先端を鍛造する
加熱したブランクの片端を金床に置きます。丸ハンマーを使って先端を徐々に細くしていきます。
- 高炭素鋼: 一緒に働く より軽く、より速い打撃 硬度が高いため割れるのを防ぐためです。
- O1鋼: 成形が簡単です。やや強い打撃も可能ですが、対称性を保つために 3 ~ 4 回の打撃ごとに鋼を反転します。
- マーキング: 形を整える前に、片側をエッジ、反対側を背骨に指定してください。こうすることで、後で修正する必要が最小限に抑えられます。
(2)唐を離れる
タングとは、刃の柄を固定する部分です。工程の早い段階でタングを決めましょう。
- 長さ: 少なくとも5cm(2インチ)の余裕を持たせてください。ハンドルが長い場合は、3~4インチ(3~4インチ)の余裕を持たせることをお勧めします。
- マーキング: ハンマーで叩いてタングの始まりの部分に切り込みを入れ、この部分が誤って薄くならないように注意してください。タングが弱いとハンドルの強度が低下します。
(3)面取りと鍛造
刃は、タングから先端にかけて徐々に細くなり、同時にベベル(最初の切れ味)も形成されます。
- 一般的な間伐: 再加熱後、刃の両側を軽く叩き、中子から先端まで交互に均等に叩きます。誤差は1mm以内に抑えてください。 空気圧鍛造パワーハンマー を使用すると、これらの打撃をより迅速かつ均等に実行できるため、疲労が軽減され、対称性が維持されます。
- ベベル鍛造: 主に目的のエッジ側に沿って叩き、傾斜角(約20~25°)を作ります。反りを防ぐため、裏返してすぐに反対側も同様に叩きます。
- よくある問題:
- 膨らみや折り目: 再加熱し、ハンマー側で平らに叩きます。ひどい折り目は切り取る必要があるかもしれません。
- 湾曲した背骨: 多少の湾曲は正常です。後で弱火(暗赤色)で調整し、軽く叩いて修正してください。



4.0熱処理:硬度と靭性の制御
熱処理は刃を 柔らかいものから硬いものへ焼き入れ、焼入れ、焼き戻しという3つの段階から成ります。鋼の種類ごとに特定の条件が必要であり、それらを適切に処理することがナイフの最終的な性能に直接影響します。
4.1焼鈍:応力緩和と軟化
目的:
鋼を柔らかくし、鍛造時の内部応力を解放し、刃の研磨や成形を容易にします。
プロセス:
- 刃を鈍い赤色になるまで加熱します(高炭素鋼の場合は800~820℃、O1鋼の場合は870~980℃)。刃を取り出し、赤色が薄くなるまで自然放冷します。
- このサイクルを3回繰り返します。
- 3回目の加熱では、鋼を断熱された環境(炭や灰の中に埋めるなど)に置き、一晩かけて冷却します。このゆっくりとした冷却により、鋼は最大限に軟化します。
4.2焼入れ:鋼を硬化させる
焼き入れにより鋼の結晶構造が変化し、機能的な刃物の特性を定義する高い硬度が生まれます。
| ステップ | 高炭素鋼(ばね鋼) | O1工具鋼 |
| 加熱温度 | オレンジレッド(850~950℃) | 淡黄色から麦わら色(1150~1200℃) |
| クエンチ媒体 | 水(垂直に浸す、30~60秒) | 油(垂直に浸し、30~60秒、泡が立たないようにする) |
| 主な注意事項 | 焼き入れした鋼はすべて直ちに焼き戻ししなければなりません。
(バネ鋼の場合、水焼き入れは危険を伴うため、初心者にはお勧めできません。) |
油焼き入れにより、より均一な硬度が得られる。正確な焼き戻しが不可欠である。 |
重要なヒント:
- 刃は常に焼入れする 垂直に傾くと冷却ムラが生じ、刃が歪む可能性があります。修正には再鍛造が必要となり、時間の無駄になります。
- 焼入れ後、ヤスリで硬さを測ります。ヤスリが切れずに滑って切れる場合は、硬度は十分です。ヤスリが鋼材に食い込む場合は、再加熱して再度焼入れしてください。
4.3焼き戻し:硬度と靭性のバランス
焼入れ後の鋼は硬くなりますが、脆くなります。焼戻しは、低温で制御された加熱によって応力を緩和し、刃の強度を維持しながら靭性を向上させます。
| スチールタイプ | 焼き戻し温度(℃) | 焼き戻し温度(°F) | 色の参照 | 時間 | 注記 |
| 高炭素鋼(ばね鋼) | 180~230℃ | 355~445°F | 麦わら色から濃い青 | 2時間(繰り返し可能) | 強度が向上し、アウトドアナイフに最適 |
| O1工具鋼 | 150~230℃ | 300~445°F | 淡黄色から麦わら色 | 1~2時間(2サイクルを推奨) | 硬度と靭性のバランスを正確に制御できます |
シンプルな代替案:
オーブンがない場合は、レンガで小さな密閉室を作りましょう。中に炭を数個入れて、一定の温度を保ちます。必ず温度計を使って温度を監視し、過熱を避けましょう。



5.0研削、取り扱い、研ぎ:ブランクから完成品のナイフまで
熱処理後、刃は必要な硬度に達しますが、さらに精錬が必要です。研磨によって形状が整えられ、柄を取り付けてグリップ力が向上し、研ぎ澄まされて切れ味が生まれます。
5.1研磨と成形
サンドペーパーを粗いものから細かいものまで段階的に使用します(80 番 → 120 番 → 240 番 → 400 番)。
- 重点分野: 鍛造痕、スケール、非対称性を取り除きます。刃が平らで、刃の角度が一定であることを確認します。
- ベルトグラインダーの使用: 可能であれば、 ベルトグラインダー 刃の広い領域で、成形を高速化し、均一な斜面を維持するのに役立ちます。
- 冷却のヒント: グラインダーを使用するときは、刃が過熱して焼き入れが損なわれるのを防ぐため、1 ~ 2 秒ごとに刃を水に浸してください。
5.2ハンドルの取り付け:3つの実用的なオプション
利用可能な材料に基づいて選択します。特別なツールは必要ありません。
- 木製スケールハンドル: 柄にドリルで穴を開け、真鍮のピンで硬材(クルミやメープルなど)のスケールを取り付けます。保護のため、木工用ワックスオイルで仕上げます。
- コードラップハンドル: パラコードまたはコットンコードをタングにしっかりと巻き付け、両端を結びます。優れたグリップ力と滑り止め効果があり、屋外での使用に最適です。
- 無垢材ハンドル: 柄を細くして木のブロックに差し込みます。やすりで木片を削り、手に心地よくフィットする形に整えます。


5.3研ぎ方:カミソリの刃を研ぐ3ステップの方法
刃先が毛を剃れるほど鋭くなるまで、粗い刃から細い刃へと徐々に動かします。
- 細かいファイルの整形: 刃先の形状を整えるには、400番以上のやすり(ヤスリ)をベベルに沿って使用してください。ヤスリを強くかけすぎると欠けが生じる可能性があるため、注意してください。
- 砥石:
- 粗い面: 刃を22度の角度で持ち、砥石を片側10回ずつ押します。角度は一定に保ちます。
- 細かい面: 同じ角度で、片側15回研磨します。これにより、粗い傷が除去され、エッジが滑らかになります。
- 革のストロッピング: 研磨剤を塗布した革片に刃先を滑らせます。こうすることでバリが除去され、刃先が磨かれます。
- 最終テスト: 刃は紙を簡単に切ったり、髪の毛を剃ったりできるものでなければなりません。
5.4要約:初心者向け刀鍛冶の基本原則
鍛造の美しさは 自分の手で鋼鉄が変化するのを目撃する鋼材の選択に関わらず、3つの基本事項を覚えておいてください。
- 温度は魂です: 推測に頼るのではなく、色 (例: O1 鋼の場合は麦わら色) で熱を判断することを学びます。
- 安全第一: 必ず安全メガネと手袋を着用してください。熱い鉄にはトングを使用してください。決して危険を冒さないでください。
- 力よりも忍耐: 鍛造、研磨、研ぎは 小さな繰り返しのステップ対称性と精度が最終的な品質を決定します。
未加工のビレットから使えるナイフになるまで、あらゆる調整が経験を積ませます。最初の試みに欠陥があっても、 自分の手で作る それが刀鍛冶の真の報酬です。
5.5ビデオ – ナイフを鍛造する方法(ハンマーと金床のみ、電動工具は不要)
参考文献
https://www.wikihow.com/Forge-a-Knife


