
金属に穴を開けるには、適切な工具だけでなく、適切な技術と準備も必要です。適切なドリルビット、速度設定、そして安全対策がなければ、単純な穴あけでも機器を損傷したり、工具寿命を縮めたり、怪我を負わせたりする可能性があります。
このガイドでは、適切なドリルビットの選び方、ワークピースのセットアップ方法、特殊な穴あけ作業への対応など、基本的な手順を解説しています。薄板金属、厚板鋼板、大口径穴など、どのような穴あけ作業でも、以下の手順に従えば、安全かつ効率的に、きれいで正確な穴あけ作業を実現できます。
1.0安全上の注意
1.1個人用保護具
- 飛び散る金属片による目の損傷を防ぐため、必ずラップアラウンド型の安全ゴーグルを着用してください。
- 鋭利なエッジや熱い表面から手を保護するために、耐久性のある滑り止め作業用手袋を使用してください。
- 回転部品に絡まるのを防ぐため、ゆったりとした衣服やぶら下がる宝石類は避け、長い髪は後ろで束ねておいてください。
- 作業環境が騒音の場合は、イヤーマフなどの聴覚保護具を着用してください。
1.2ワークピースの固定要件
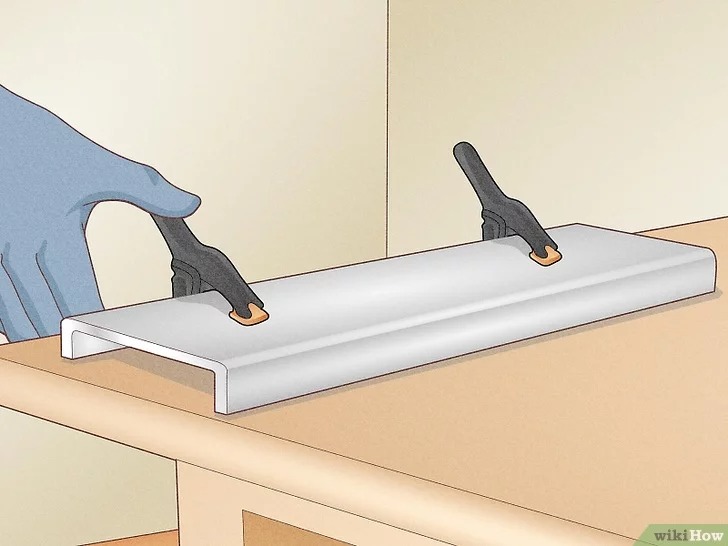
- 絶対に金属片を片手で持ったり、片手でドリルを操作したりしないでください。
- 必ず2つ以上の適切なクランプを使用して、ワークピースを作業台または安定した台座に固定してください。これにより、ドリルビットが引っかかったり、ワークピースが回転したりして、切り傷や怪我を引き起こすのを防ぐことができます。
1.3チップと熱管理
- 金属片を取り除くには、作業場用のブラシを使用してください。手で破片を取り除かないでください。
- ドリルで穴を開けた後、金属は摩擦により熱くなります。自然冷却するか、火傷を防ぐためペンチや手袋を着用して取り扱ってください。
2.0ドリルビットの選択と用途
様々な金属や掘削ニーズには、適切なタイプのドリルビットが必要です。以下の表は、適切なドリルビットの選択肢を示しています。
| ドリルビットの種類 | コア機能 | アプリケーションに最適 |
| 高速度鋼(HSS) | 低コスト、汎用 | アルミニウム、真鍮、鋳鉄などの軟質金属、単発または時折の穴あけ |
| コバルトドリルビット | 高硬度、耐熱性、長寿命 | ステンレス鋼、硬化鋼などの硬質金属、頻繁な穴あけ作業 |
| 窒化チタン(TiN)コーティング | 耐摩擦性と耐熱性があり、HSSよりも最大6倍長持ちします。 | さまざまな金属に対応。工具寿命を重視する場合に最適 |
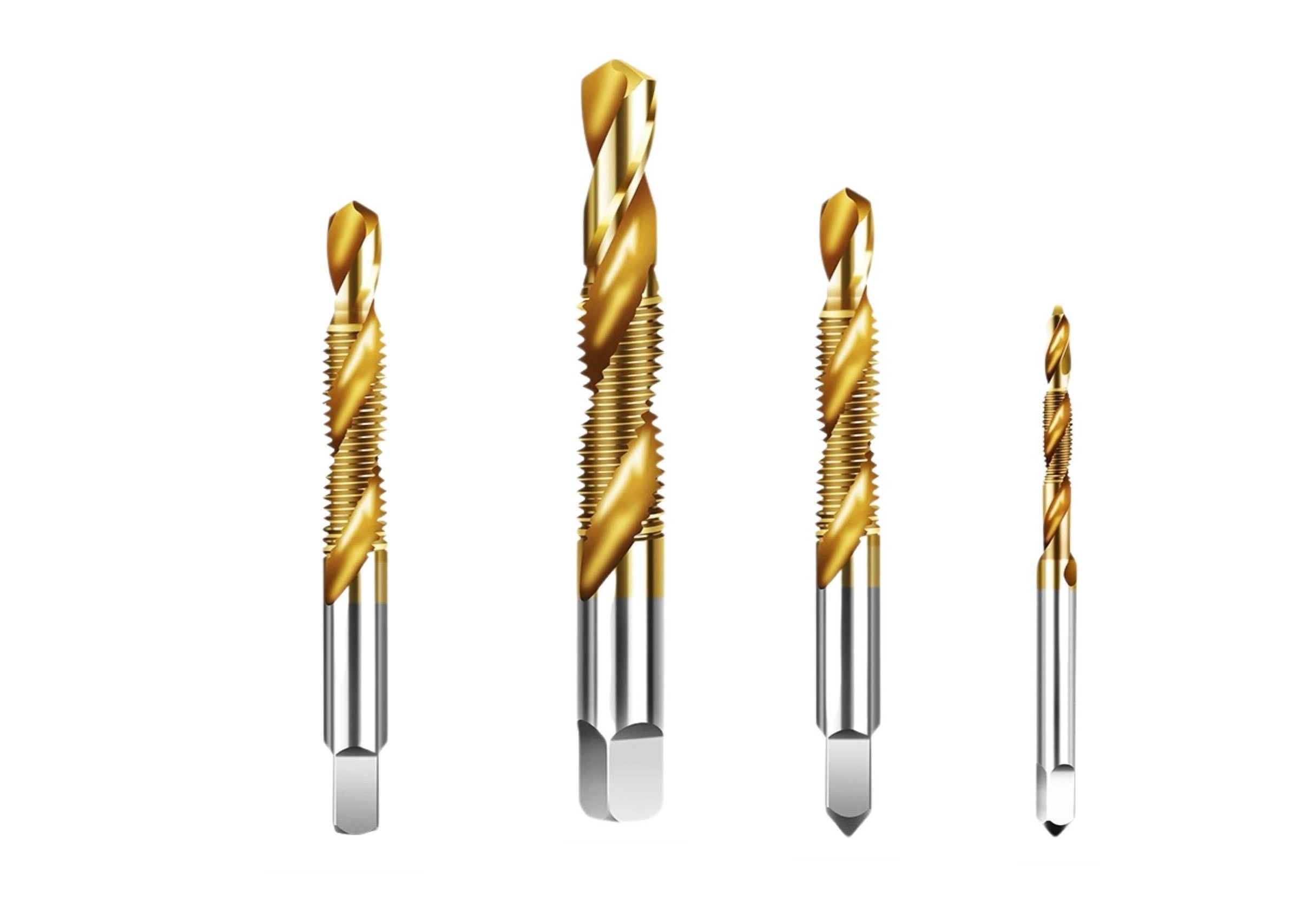
| ステップドリルビット | テーパーデザインで、複数の穴サイズに対応 | 異なる直径の穴を必要とする薄い金属板(例:スチールボックス、ステンレスシンク) |
| 金属用ホールソー | リング状のカット、滑らかなエッジ | 薄い板金に12.7 mm (0.5 インチ) を超える大きな穴があいている |
注:135°スプリットポイントチップ付きのドリルビットを推奨します。これにより、刃のふらつきが軽減され、送り圧力も低くなるため、特に硬化金属に効果的です。
3.0掘削前の準備
3.1マーキングと位置決め
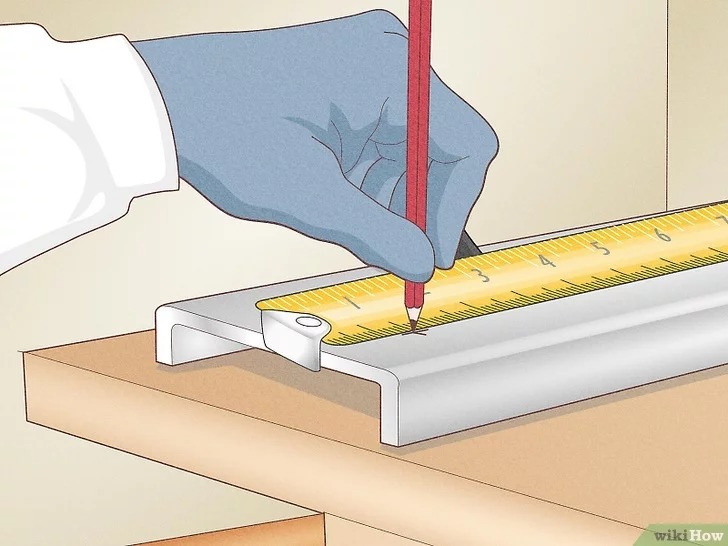
- 要件に従って穴の中心を測定してマークします。
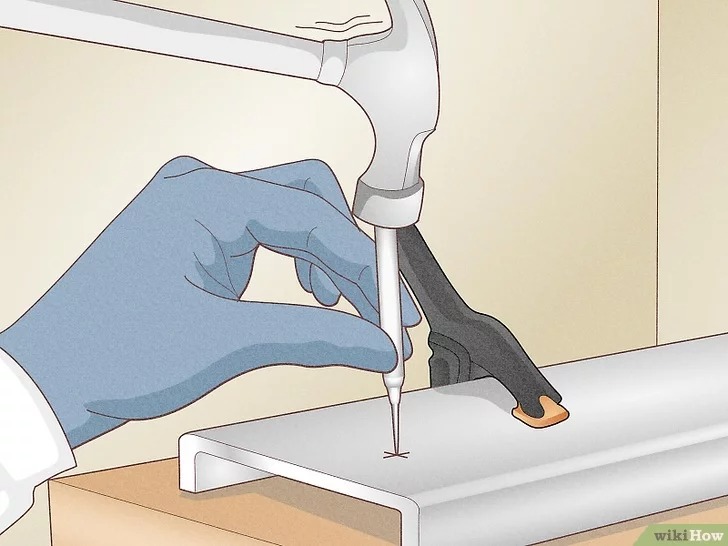
- センターポンチとハンマーを使って、1~2mm(0.04~0.08インチ)のくぼみ(ディンプル)を作ります。これにより、ドリルビットの先端がずれることなくしっかりと固定されます。
- 緊急の場合は、ポンチの代わりに釘を使用することもできますが、再度精度を確認する必要があります。
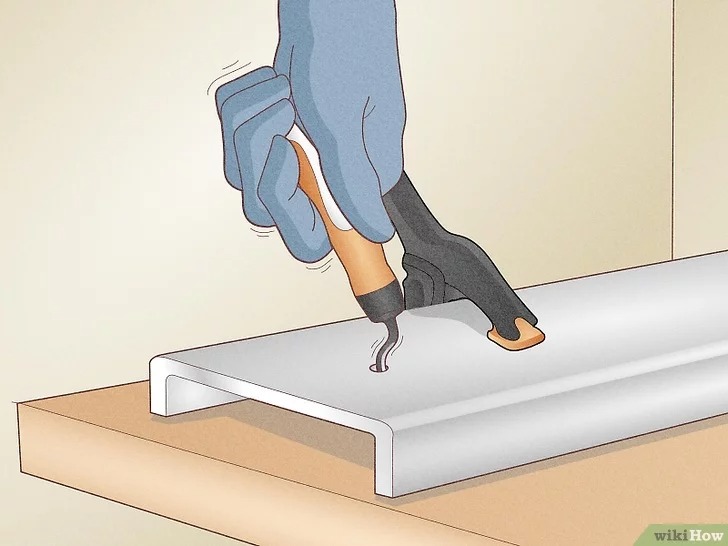
3.2潤滑と冷却
- 厚さ3.175 mm(1/8インチ)以上の鋼材を穴あけする場合は、必ずドリル加工箇所に切削油または多目的オイルを塗布してください。これにより摩擦熱が軽減され、ドリルビットの寿命が延びます。
- アルミニウム、真鍮、鋳鉄などの柔らかい金属の場合は、潤滑剤を塗布する必要はありません。ただし、穴径が12.7 mm(0.5インチ)を超える場合は、少量の潤滑剤を塗布することをお勧めします。
3.3機器チェック
- 可変速度ドリルを使用し、速度調整が適切に機能することを確認します。
- 新しいドリルを使用する場合は、ドリルビットのサイズと金属の硬度に応じて速度を事前に設定してください (次のセクション「コアドリリングの手順」を参照)。
4.0コアドリリングの手順
4.1速度設定
- 小型ツイストビット (1.588~4.763 mm / 1/16~3/16 インチ): 2800~3200 RPM。
- 大型ツイストビット (17.463~25.4 mm / 11/16~1 インチ): 350~1000 RPM。
- ステンレス鋼などの硬い金属の場合、ビットの過熱と鈍化を防ぐために、速度を 10~15% 減速してください。
4.2掘削技術
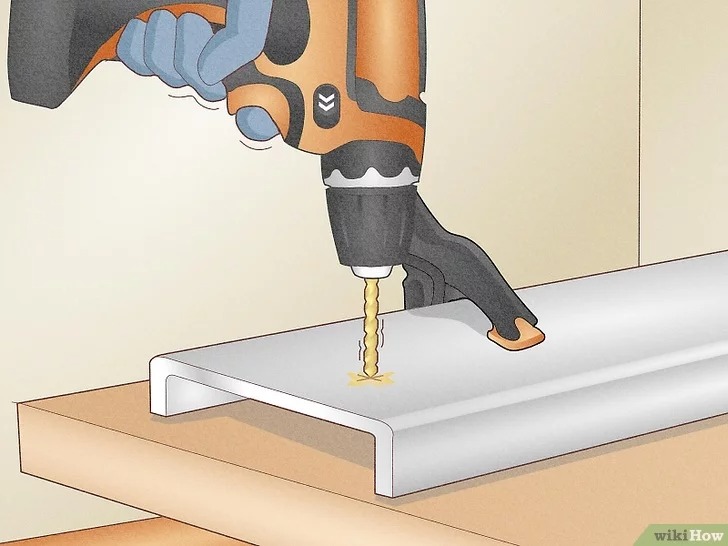
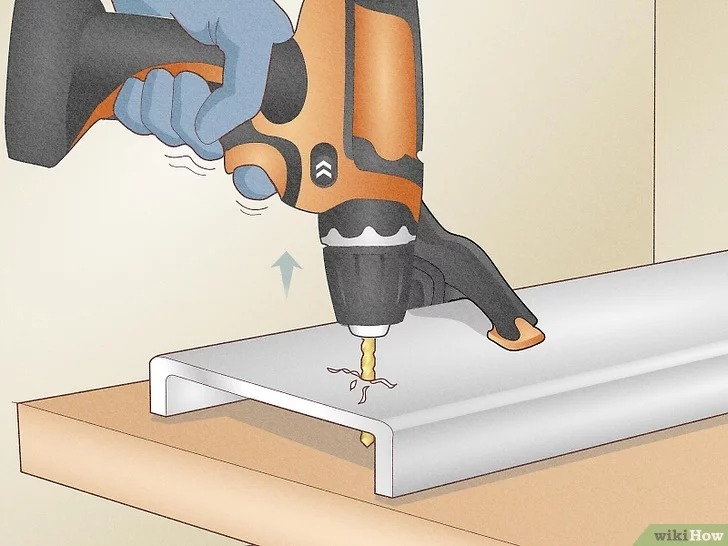
- 作業を始める前に、ドリルビットの先端がくぼみに揃っていること、ドリルがワークピースに対して垂直になっていることを確認してください。
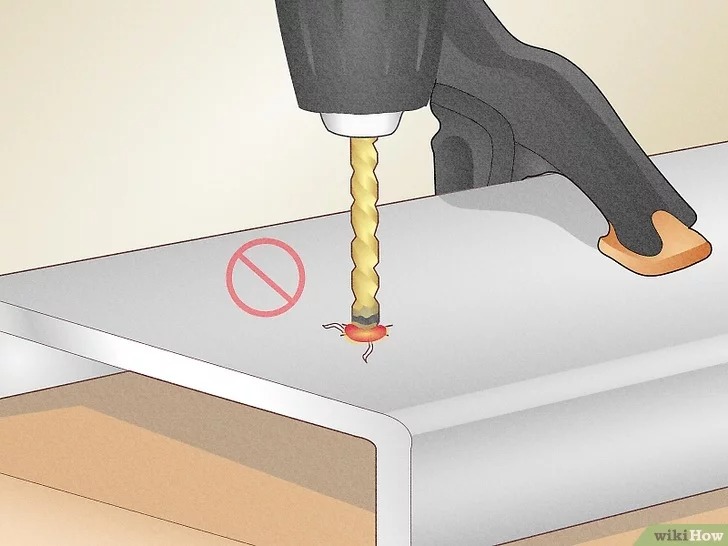
- 送り込む際は、一定の軽い圧力をかけてください。ビットを無理に押し込むと、曲がったり折れたりする恐れがあるため、無理に押し込まないでください。
- 深い穴の場合は、10 秒ごとに一時停止してビットを引き抜き、切りくずを取り除き、再開する前に冷却してください。
4.3穴の拡大とバリ取り
- 6.35 mm (1/4 インチ) より大きい穴の場合は、最初に 3~4 mm (1/8 インチ) の下穴を開け、その後、より大きなビットを使用して徐々に穴を大きくしていきます。
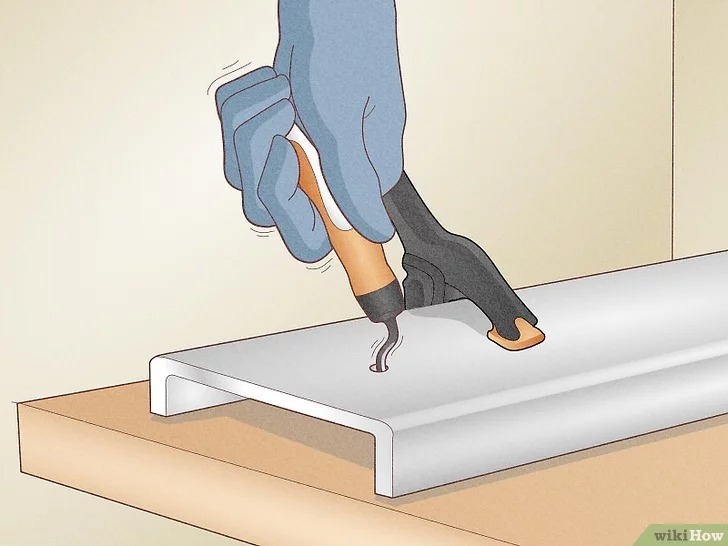
- 穴あけ後、バリ取り工具か、穴より少し大きめのドリルビットを使用してください。エッジの周りを手で回転させ、鋭いバリを取り除きます。
5.0特別な掘削シナリオ
5.1薄い金属板(厚さ<3mm)
- 「合板サンドイッチ法」を使用します。金属板を2枚の合板で挟み、ドリルで穴を開ける前にしっかりと固定します。これにより、変形を防ぎ、ドリルビットが迷うことを防ぎます。
5.2厚鋼板(厚さ > 6.35mm / 1/4インチ)
- スピンドル速度を標準速度の約 80% に下げ、切削液をさらに塗布します。
- 最良の結果を得るには、片側から半分まで穴を開け、ワークピースを反転させて反対側から穴を仕上げます。これにより、ドリルビットへのストレスが軽減され、穴の精度が向上します。
5.3大きな穴(直径 > 25.4mm / 1インチ)
- 作業面を保護し、ソーガイドを安定させるために、金属用に設計された合板裏張りのホールソーを使用してください。
- ホールソーを頻繁に引き抜いて、切りくずを取り除き、固着を防止します。
6.0設備アップグレードの推奨事項(ドリルプレス)
高精度または大量の金属穴あけには、専用の ドリルプレス 推奨されます。メリットは次のとおりです。
- 安定した垂直送りを実現し、ハンドドリルの揺れをなくし、穴の精度を確保します。
- 高さと傾きを調整できる鋳鉄製の作業台を装備しており、さまざまなサイズのワークピースを処理できます。
- プーリーの変更による簡単な速度調整により、さまざまな金属との互換性が得られます。
- ワークピースを固定するには適切な金属クランプが必要です。稼働中にワークピースやドリルプレスを調整しないでください。
注:ベンチトップ型ドリルプレスの価格は$200程度からとなります。床置き型は大型のワークピースに適していますので、プロジェクトの規模に応じてお選びください。
7.0ビデオ:金属に穴を開ける方法
8.0よくある質問(FAQ)
8.1金属に最適なドリルビットは何ですか?
- アルミニウムや真鍮などの軟質金属の場合: 高速度鋼 (HSS) ドリル ビットを使用します。
- ステンレス鋼や硬化鋼などの硬い金属、または繰り返し穴あけを行う場合は、コバルトドリルビットを使用します。
- 複数の穴サイズがある薄い板金の場合: ステップドリルビットを使用します。
8.2掘削時には必ず切削油が必要ですか?
- 厚さ ≥ 3.175mm (1/8 インチ) の鋼の場合、切削油は必須です。
- アルミニウムや真鍮などの柔らかい金属の場合、切削油はオプションですが、大きな穴や硬い金属の場合はビットの寿命を延ばすために切削油の使用が推奨されます。
8.3ドリルビットの過熱を防ぐにはどうすればよいですか?
- 適切な低速で走行してください。
- 必要に応じて切削油を塗布してください。
- 常に鋭利なビットを使用してください。
- 無理せず着実に給餌しましょう。
- 深い穴の場合は、ビットを定期的に引き抜いて切り屑を取り除き、冷却してください。
8.4標準の HSS ドリルビットはステンレス鋼を切断できますか?
- 可能ですが、難しいです。HSS ビットは過熱してすぐに鈍くなる傾向があります。
- 切削油を塗布したコバルトドリルビットの使用が推奨され、速度は 10~15% 低下します。
8.5適切なドリルビットを選択するにはどうすればよいでしょうか?
- 軟質金属(アルミニウム、真鍮)用:HSS ドリルビット。
- 硬質金属(ステンレス鋼)用:コバルトまたは TiN コーティングされたドリルビット。
- 薄い板金用:ステップドリルビット。
- 大きな穴の場合: 金属用に設計されたホールソーを使用します。
8.6ドリルの速度はどのように設定すればよいですか?
- 小径ビット(1/16~3/16インチ):高速、約2800~3200 RPM。
- 大径ビット (11/16~1 インチ): 低速 (約 350~1000 RPM)。
- ステンレス鋼などの硬い金属の場合: 速度をさらに 10~15% 下げます。
8.7大きな穴や厚い鋼板を穴あけする場合、どのような点に注意すればよいでしょうか?
- 大きな穴(> 25.4mm / 1インチ)の場合:ホールソーを使用して、切りくずを頻繁に取り除きます。
- 厚い鋼板の場合: 速度を下げ、切削液を増やし、必要に応じて両側からドリルで穴を開けてドリルビットの負荷を減らします。
参照
https://www.wikihow.com/Drill-Metal