

導入
板金加工は、単純な玩具の製造から複雑な航空機部品の製造まで、幅広い製造プロセスに不可欠です。広く利用されているにもかかわらず、このプロセスの仕組みを理解することは非常に重要です。この記事では、板金加工に用いられる技術と材料について、詳細な概要を説明します。
1.0板金加工とは何ですか?
板金加工とは、平らな金属板を切断、折り曲げ、曲げ、組み立てなどの操作を通じて、目的の部品や製品に成形するプロセスです。
一般的に使用される材料には、鋼、アルミニウム、ステンレス鋼、真鍮、銅、亜鉛などがあります。板金の厚さは通常、0.006インチから0.25インチの範囲です。厚い板は高負荷用途に適しており、薄い板は可鍛性が求められる用途に適しています。
製造プロセスは、仕様を定義するための徹底的な設計段階から始まり、その後、様々なコア技術が採用されます。これらの技術は、主に以下の4つのカテゴリーに分類できます。
- 切断
- 形にする
- 接合
- 仕上げ

2.0板金切断技術
切断工程は、金属板を部品や形状に分割するために使用されます。切断技術は大きく分けて以下の2つに分類されます。
| タイプ | 方法 |
| 非せん断切断 | レーザー切断、プラズマ切断、ウォータージェット切断 |
| せん断による切断 | せん断、打ち抜き、打ち抜き、鋸引き |
2.1レーザー切断
レーザー切断は、集光されたレーザービームを用いて金属を局所的に溶融させる熱処理プロセスです。ビームは材料に吸収され、蒸発します。同時に、切断ノズルからガス(通常は窒素または酸素)が噴射され、溶融した材料が除去され、切断ヘッドが保護されます。
レーザー切断は、ステンレス鋼、軟鋼、一部の非鉄金属などの材料に適しています。アルミニウムのような反射率の高い材料には、ファイバーレーザーが必要になる場合があります。標準的な切断可能厚さは20mmから40mmです。
利点:
- 高い柔軟性と精度
- 時間効率が良い
- 幅広い材料に適用可能
デメリット:
- 高いエネルギーとガスの消費
- 相当の安全対策と初期投資が必要

2.2プラズマ切断
この熱処理プロセスでは、イオン化ガス(プラズマ)を用いて金属を溶解・切断します。この方法は導電性材料にのみ有効で、表面仕上げがそれほど重要でない厚い板材(最大50mm)によく使用されます。
適切な素材: アルミニウム、ステンレス鋼、銅、真鍮
利点:
- 高速切断
- 自動化機能
- 低入熱で高強度金属に適しています
デメリット:
- 高い消費電力
- 乾式切断時の潜在的なノイズ
2.3ウォータージェット切断
ウォータージェット切断では、高圧水流(通常60,000psi程度)を用いて金属を切断します。ピュアウォータージェットは柔らかい材料に使用され、アブレイシブウォータージェットは炭素鋼やアルミニウムなどの硬い金属を切断します。
利点:
- 熱影響部なし
- バリのない優れた表面仕上げ
- さまざまな材料を切断できます
デメリット:
- 高圧システムにより曲げが生じる可能性がある
- 歪みを防ぐためにサポート器具が必要
2.4ブランク
打ち抜き加工では、パンチとダイを用いて板金から部品を切り出します。打ち抜かれた部分は最終製品となり、残った板金はスクラップとなります。
利点:
- 高い寸法精度
- 再現性の高いカスタム部品生産
デメリット:
- パンチよりも遅い
- 金型コストの増加
2.5剪断
せん断加工は、高圧刃を用いて平らな金属板に直線を切断する加工方法です。きれいな仕上がりを必要としない軟質金属の大量切断に最適です。
利点:
- 大量生産でも高速かつ経済的
- シンプルで直線カットに効果的
デメリット:
- バリや変形が生じる
- きれいなエッジが必要な用途には適していません
2.6鋸引き
鋸引きでは、鋸歯状の刃を使って材料を徐々に削り取ります。水平バンドソーは棒材のサイジングに使用され、垂直ソーは複雑な輪郭切断に使用されます。
利点:
- 高い切断精度
- 切り口が小さいため材料の無駄が少ない
- さまざまな非鉄金属に対応
デメリット:
- 平板切断時の接触安定性の低下
- 表面仕上げの不均一性
2.7パンチ
パンチング加工は、せん断力を利用して板金に穴を開ける加工です。ブランキング加工とは異なり、切り取られた部分はスクラップとなり、板金は最終部品として残ります。
利点:
- 高速穴あけ加工
- きれいで正確なカット
- 熱変形なし
デメリット:
セットアップには正確なツールと金型の位置合わせが必要
3.0板金成形技術
成形とは、金属を固体のまま成形することです。このセクションでは、製造工程で用いられる主な成形プロセスについて概説します。
3.1曲げ
曲げは、金属を力で変形させる。 プレスブレーキ または 圧延機曲げ加工は、次のような延性があり脆くない金属に最適です。
- 軟鋼
- バネ鋼
- アルミニウム5052
- 銅
曲げるのがより難しい材料としては、アルミニウム 6061、真鍮、青銅、チタンなどがあります。
一般的な曲げ技法:
| 方法 | 説明 |
| ロール曲げ | ローラーを使用してシートをチューブ、コーン、中空形状に曲げます |
| 回転曲げ | 鋭角または90°を超える角度を生成します |
| ワイプベンディング | ワイプダイを使用して内側の半径を定義します |
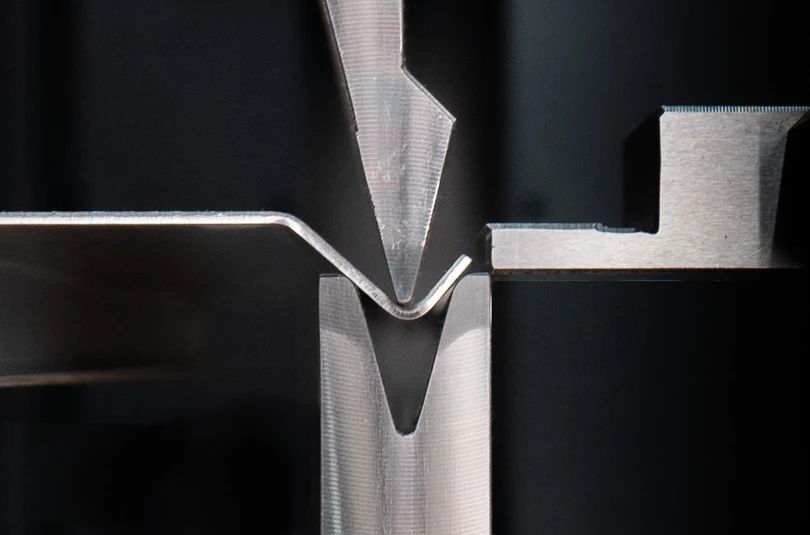
| V曲げ | パンチを使用してV字型の金型で金属を曲げます |
| U字曲げ | V曲げに似ていますが、U字型の部品用のU字型の金型を使用します。 |
利点:
- 最終部品の優れた機械的特性
- 少量から中量の生産にコスト効率が良い
デメリット:
スプリングバックは精度に影響を与える可能性がある
3.2ヘミング
ヘミングは、通常 2 つの段階で金属板を折り曲げます。
- V型への曲げ
- 金型で平らに伸ばして裾を作る
利点:
- エッジを強化
- 美観を向上させる
- 高次元制御
デメリット:
材料変形の危険性
3.3ローリング
板金圧延は、回転ローラーを用いて板厚を薄くする加工です。以下の分類が可能です。
- 熱間圧延:再結晶温度以上
- 冷間圧延: 室温または室温付近
一般的な用途: パイプ、チューブ、スタンピング、ディスク、ホイール
利点:
- 高速、高効率
- 均一な厚さ
- 厳しい公差を実現可能
デメリット:
- 高額な初期投資が必要
- 大量生産に適している
3.4スタンピング
スタンピング加工では、金型とプレス機を用いて板金を冷間成形します。この工程では、曲げ、打ち抜き、エンボス加工、フランジ加工を1回の工程で行う場合があります。
材料: ステンレス鋼、アルミニウム、真鍮、銅
利点:
- 労働コストとツールコストが低い
- 簡単な自動化
- 高い再現性
デメリット:
- 生産開始後の金型の修正には費用がかかる
3.5カーリング
カーリングは、安全性とエッジの強度を高めるために、円形の中空エッジを作成します。通常は3段階で行います。
- 初期曲線形成
- カーブを転がす
- カールクロージャー
利点:
- 鋭いエッジを排除
- コンポーネントのエッジを強化
デメリット:
- バリや変形が生じる可能性がある
3.6金属回転
スピニングは、回転と成形ローラーを使用して、マンドレル上で金属ディスクの形状を変更します。
材料: ステンレス鋼、アルミニウム、真鍮、銅
利点:
- 中空で対称的な形状に適しています
- 小規模から大規模まで柔軟に対応
デメリット:
- 同心円状のデザインに限定
- サイズと形状の制約
4.0板金接合技術
接合は、製造された部品を組み立てる上で非常に重要です。主な方法としては、溶接とリベット接合が挙げられます。
4.1溶接
溶接は、熱、圧力、またはその両方を用いて2枚の金属板を接合します。接合部を強化するために、充填材が加えられる場合もあります。
一般的な溶接技術:
| 方法 | 主な特徴 |
| スティック溶接(SMAW) | 厚い金属に適した電極棒とアークを使用 |
| MIG溶接(GMAW) | 連続ワイヤ電極とガスシールドを使用し、高速かつクリーン |
| TIG溶接 | タングステン電極とシールドガスを使用し、非鉄金属に最適です。 |

注:
- スティック溶接は速いが、薄い金属を過熱する可能性がある
- MIGは自動化には最適だが、屋外には適していない
- TIG溶接はきれいな溶接ができるが、熟練した作業員が必要である。
4.2リベット留め
リベット接合は、半永久的な非熱接合方法です。穴あけとリベットテールの形成によって板材を固定します。
種類:
| タイプ | 応用 |
| ホットリベット | 直径10mmを超える鋼製リベットの場合(1000~1100℃) |
| 冷間リベット | アルミニウムや銅などの軽金属や非鉄金属の場合 |
利点:
- コスト効率が高く、検査も簡単
- 軽量金属に適しています
デメリット:
- 重量を増やす
- ドリルで穴を開けることで構造が弱まる
- 機械アセンブリでノイズを発生させる
5.0結論
板金加工は、切断、成形、接合、仕上げの各工程を組み合わせ、幅広い産業用・商業用部品を生産します。部品の形状、材料の種類、コスト、生産量に応じて、適切な技術を選択する必要があります。機械と自動化の進歩により、板金加工は進化を続け、より高い精度、速度、柔軟性を実現しています。
6.0板金加工に関するよくある質問(FAQ)
Q1: レーザー切断とプラズマ切断の違いは何ですか?
A: レーザー切断は、集光した光で材料を蒸発させることで、高精度できれいな切断面を実現します。一方、プラズマ切断はイオン化ガスを用いて導電性金属を溶かします。レーザー切断は薄く複雑な部品に適しており、プラズマ切断は厚く高強度の金属に適しています。
Q2: 板金加工で最も一般的に使用される材料は何ですか?
A: 最も一般的な材料は、ステンレス鋼、アルミニウム、軟鋼、銅、真鍮です。強度、耐食性、成形性、用途に応じて選択してください。
Q3: 板金の標準的な厚さの範囲はどれくらいですか?
A: 板金の厚さは通常、0.006インチ(0.15 mm)から0.25インチ(6.35 mm)の範囲です。厚い材料はプレート、薄いシートはフォイルと呼ばれます。
Q4: 板金成形における CNC 曲げの精度はどの程度ですか?
A: CNC 曲げ加工では、高い再現性と厳しい許容誤差が実現します。材質や設備にもよりますが、多くの場合 ±0.1 mm 以内です。
Q5: 板金組み立てには溶接とリベットのどちらが適していますか?
A: 溶接は構造の完全性を保つために最適な、より強固で永続的な接合部を提供します。軽量でモジュール化された設計や、熱による変形を避けたい場合には、リベット接合が適しています。




