








ALEKVSロール鍛造の利点
当社のロール鍛造プロセスは、鍛造と圧延の利点を兼ね備えています。
- 優れた精度と表面品質: 中断のない粒子の流れにより均一な構造と優れた機械的特性が保証され、多くの場合二次機械加工が不要になります。
- 高いスループット: ロールの連続回転により、迅速で効率的な大量生産が可能になります。
- 金型寿命の延長: 金型と金属間の滑りが最小限に抑えられるため、摩耗が軽減されます。
- トン数要件の低減: 段階的かつ局所的な変形により、より軽量な機械設計が可能になります。
- 自動化対応: スムーズで振動のないプロセスは自動化ラインに簡単に統合でき、安全性と効率性が向上します。
- コンパクトで効率的: 基礎要件が減るため、スペースと設置コストを節約できます。



用途と代表的な部品
ALEKVS ロール鍛造機は、さまざまな業界における高精度、高強度の生産をサポートします。
- 自動車: コネクティングロッド、ステアリングアーム、ロッカーアーム、アクスル、ボールスタッドピン、ラックバー。
- 農業機械:ブレード、鋤の刃部品、トーションロッド、支持支柱。
- 鉄道:フラットバー、レールファスナー、枕木。
- 一般産業:シャフト、ピン、ハンドル、フック、カムシャフトブランク。
ALEKVS ロール鍛造は、木目の配列と表面の完全性を維持することで、さらなる加工の必要性を減らし、より強く、より軽く、より信頼性の高い部品の製造を保証します。




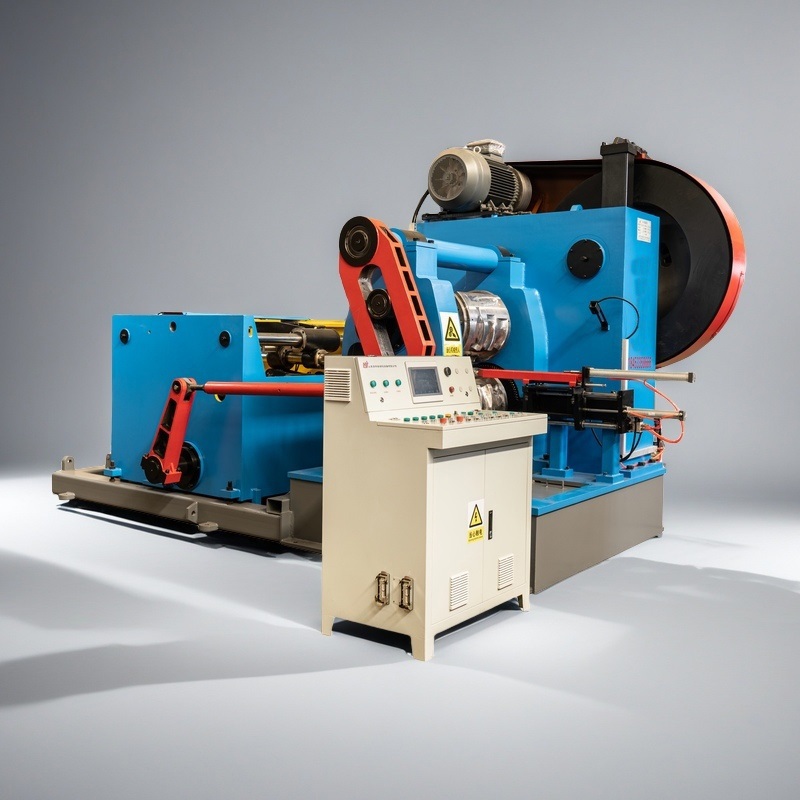
主な技術的ハイライト
- 幅広いモデル選択: 小規模の精密鍛造品から大型の構造シャフトまで。
- 強力な駆動ユニットにより、一貫した高速変形を実現します。
- 広範囲の送りストロークは長いまたは複雑な輪郭に適応できます。
- 正確な鍛造を実現する厳密な同心度制御 (≤0.5 mm)。
- 堅牢な熱管理: 最適な延性と粒子の流れを実現するためにビレットの温度を 1050 ~ 1150 °C に維持します。
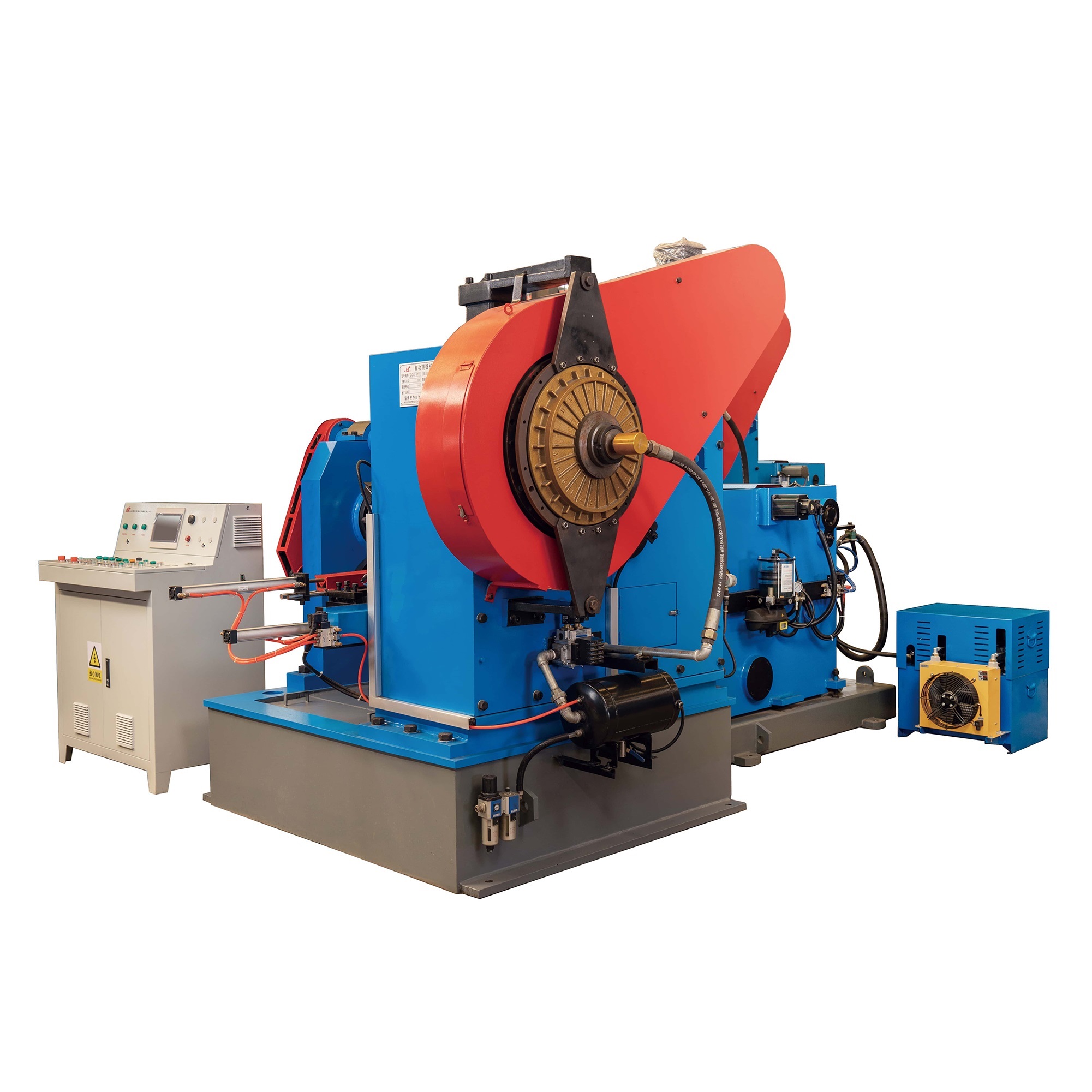
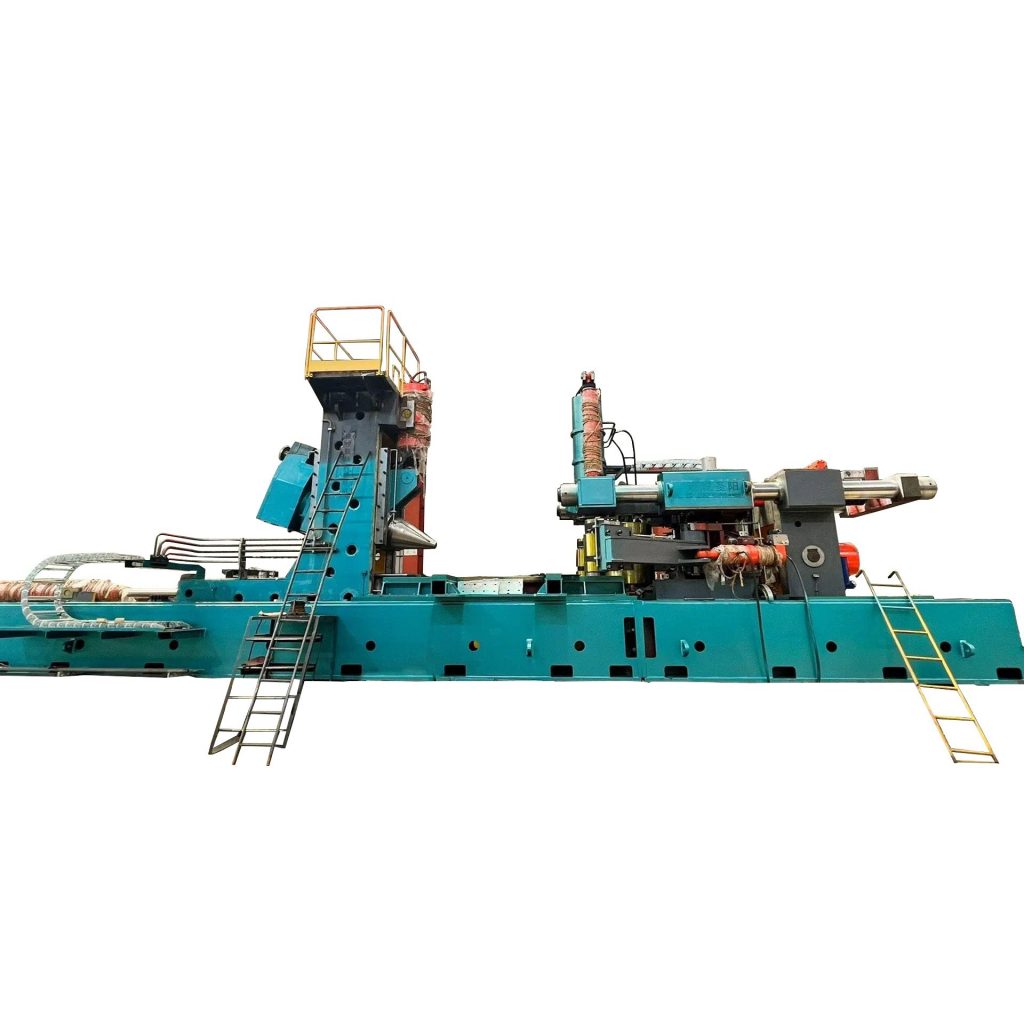
ロール鍛造とは
ALEKVS ロール鍛造機は、一対の対向する回転する扇形金型を使用して加熱されたビレットを塑性変形し、目的の鍛造品またはビレットを製造します。
- ロール鍛造では、圧力によってビレットが厚さ方向に圧縮され、金属の大部分はビレットの長さに沿って流れ、横方向に広がるのはわずかな部分だけです。
- ロール鍛造の本質は、圧力をかけて長さ方向に伸ばすことであり、シャフトの延長やビレットの平坦化など、断面積を縮小する操作に最適です。
- 工業用途では、ロール鍛造により次のことが可能になります。
- 従来の鍛造のプリフォームステップとして機能し、長いシャフト部品用の高品質のブランクを提供します。
- ロール鍛造機で直接鍛造品を製造するために使用されます。


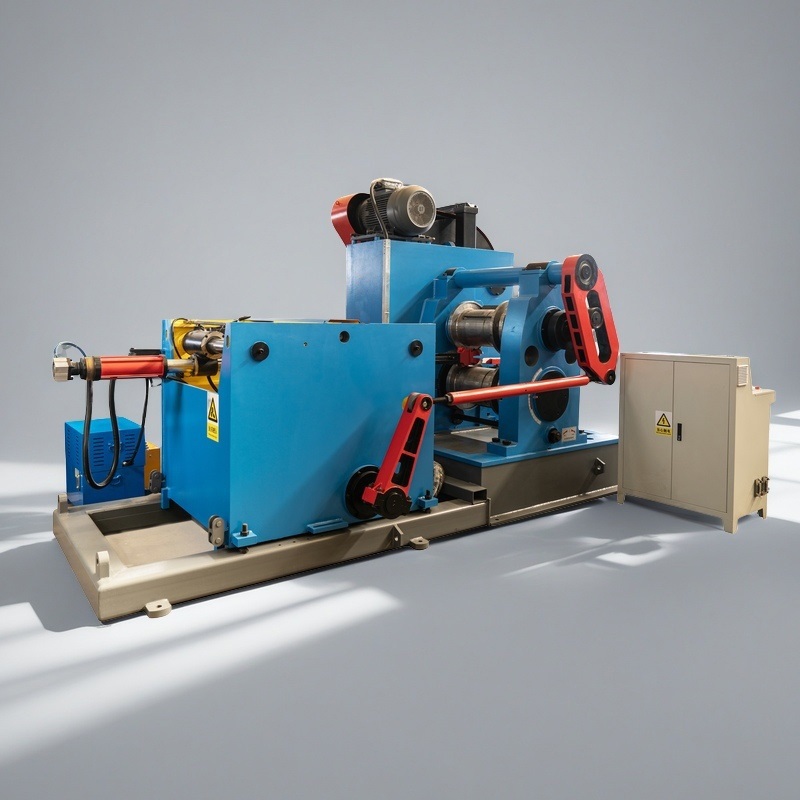
ALEKVSロール鍛造機を選ぶ理由
- ニアネットシェイプの鍛造品を生産することで、スクラップと機械加工を削減します。
- 長期にわたる生産工程全体にわたって、高い再現性と部品の一貫性を保証します。
- 最適化された木目配向により機械的性能が向上します。
- 中炭素鋼、合金鋼、一部の非鉄合金など、さまざまな業界や材料に適応します。
- コンパクトで低振動な設計なので、生産ラインに簡単に組み込むことができます。
制作ワークフロー
- 加熱ビレット
- オープンロールフォージに装填
- 回転ロールダイスによる段階的変形
- 漸進的な伸長と成形
- 完成した部品は下流工程に向けて出荷されます
操作は簡単で、手動またはロボットによるローディングが可能で、機械は最小限の監視で連続的かつ効率的な変形を実行します。









見積もり依頼を送信するには、このフォームにご記入ください。弊社のチームメンバーが詳細を確認し、12 営業時間以内にご連絡いたします。