

- 1.0Cos'è la rullatura dei filetti? Definizione, processo e vantaggi principali
- 2.06 vantaggi chiave delle filettature rullate nella produzione moderna
- 2.1Maggiore resistenza della filettatura: durata della fatica 5-10 volte superiore rispetto alle filettature tagliate
- 2.2Precisione stabile: tolleranze costanti su lunghe tirature
- 2.3Risparmio di materiale di 15%–27%: riduzione visibile dei costi
- 2.4Maggiore produttività: processo di filettatura più veloce
- 2.5Finitura superficiale superiore: paragonabile alle filettature rettificate
- 2.6Ampia gamma di applicazioni: più di semplici fili
- 3.0Cosa può essere laminato? Tipi di filettatura, materiali e applicazioni del prodotto
- 4.0Come scegliere una macchina rullatrice per filettare? 3 tipologie principali + guida alla selezione
- 4.1Macchine rullatrici alternative (a filiera piana): per piccoli diametri e bassi volumi
- 4.2Macchine per rullatura filettata rotanti planetarie: per diametri piccoli e medi nella produzione di massa
- 4.3Macchine rullatrici per filettature cilindriche: per diametri grandi e parti complesse
- 4.4Selezione della macchina per rullare i filetti: guida in 3 passaggi
- 5.0Come utilizzare le filiere per rullatura filettata? Consigli chiave per una maggiore durata e precisione
- 6.0Domande frequenti (FAQ): spiegazione della filettatura
- 7.0Conclusione: Rullatura dei filetti: un metodo collaudato per costi inferiori e maggiore efficienza
In settori come quello degli elementi di fissaggio, dei componenti aerospaziali e dei componenti automobilistici, la precisione e l'efficienza della produzione di filettature influiscono direttamente sulla qualità del prodotto e sul costo complessivo. I metodi tradizionali di filettatura spesso comportano un eccessivo spreco di materiale, una minore resistenza della filettatura e una scarsa finitura superficiale. Al contrario, la rullatura, un processo avanzato di formatura a freddo, è diventata la scelta preferita nella produzione moderna grazie ai suoi vantaggi principali: produzione senza trucioli, resistenza superiore ed elevata precisione.
1.0Cos'è la rullatura dei filetti? Definizione, processo e vantaggi principali
Molti professionisti del settore manifatturiero spesso cercano "Cos'è la rullatura dei filetti?" o "Come si realizzano i filetti rullati?". Il principio fondamentale è semplice: invece di asportare materiale, la rullatura dei filetti utilizza la deformazione a freddo per spostare e modellare il metallo.
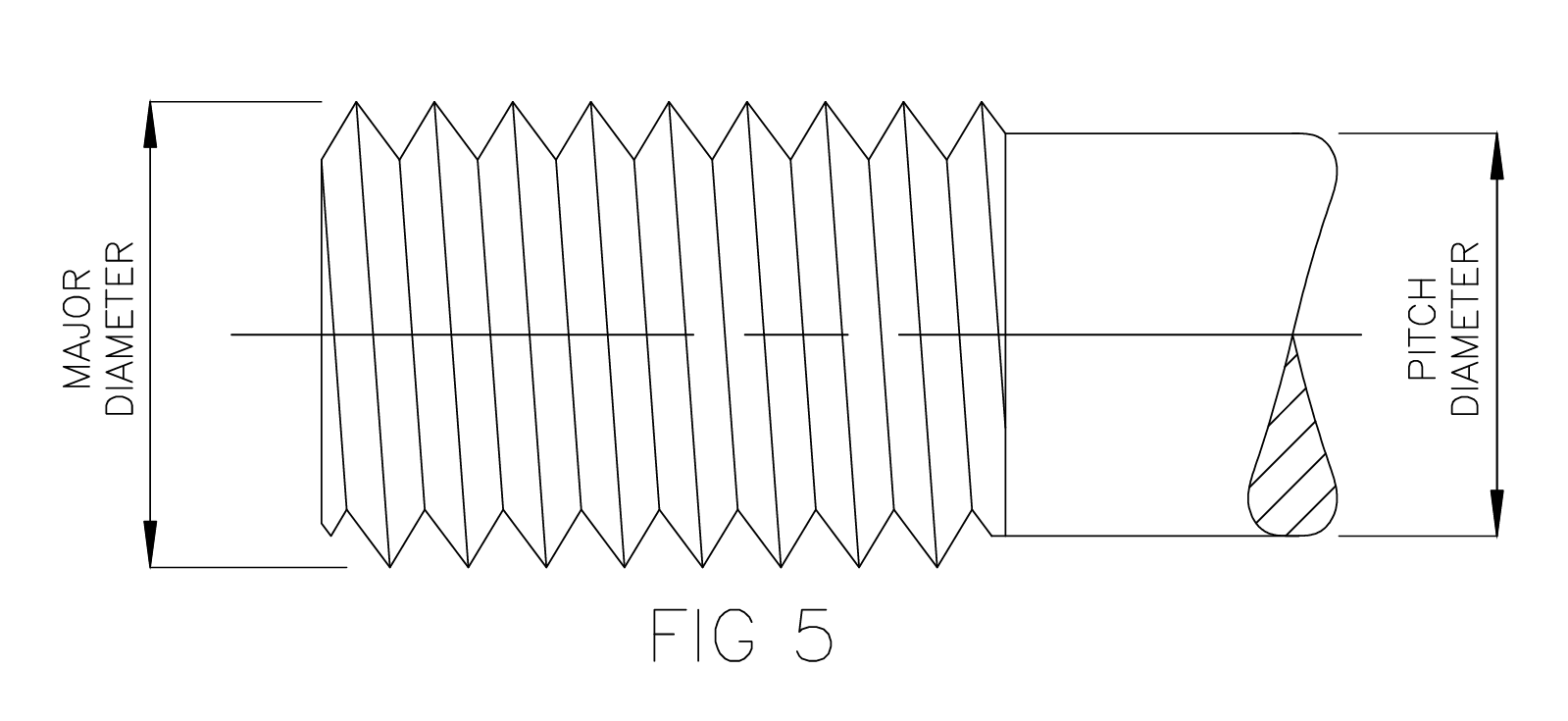
1.1Definizione di rullatura dei filetti:
La rullatura è un processo di formatura a freddo utilizzato principalmente per produrre filettature esterne, solitamente su grezzi metallici a temperatura ambiente (con la possibilità di utilizzare grezzi riscaldati in casi particolari). Utilizzando matrici in acciaio temprato con profili di filettatura invertiti, il processo applica una pressione durante la rotazione del grezzino. Questo forza il materiale a fluire plasticamente: l'impronta della matrice forma la radice della filettatura, mentre il metallo spostato scorre verso l'esterno per creare la cresta, ottenendo filettature uniformi e lisce.
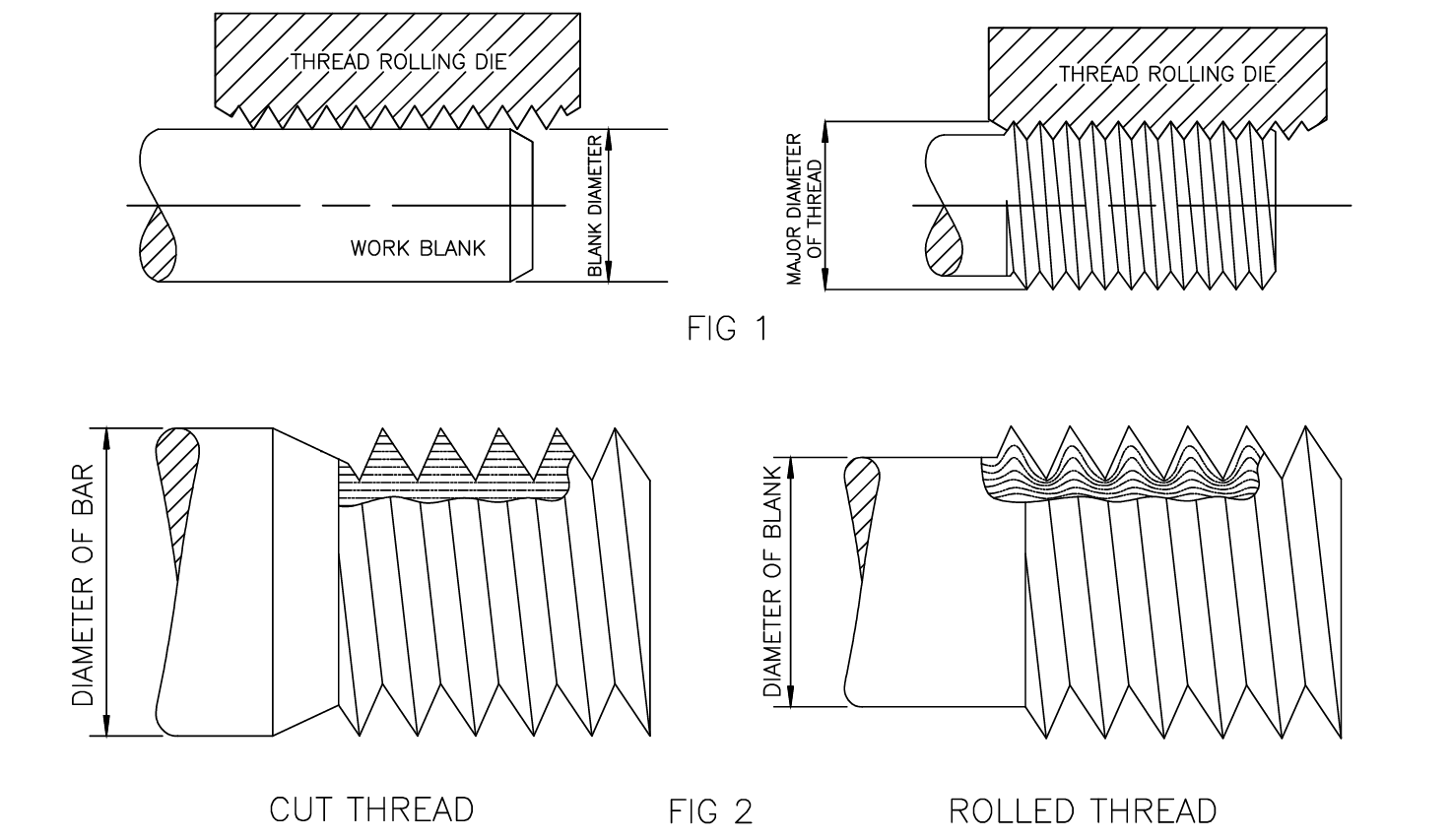
1.2Rullatura del filetto vs. filettatura: differenze principali
| Aspetto di confronto | Rullatura del filetto | Taglio del filo |
| Metodo di formatura | Spostamento plastico del materiale (senza scheggiature) | Asportazione di materiale (produzione di trucioli) |
| Resistenza del filo | Lavorato a freddo per una maggiore resistenza alla trazione e alla fatica | Struttura del grano tagliata, con conseguente minore resistenza |
| Finitura superficiale | Lucidato mediante rullatura, superficie più liscia | Segni e sbavature degli utensili più comuni |
| Utilizzo dei materiali | Risparmia 15%–27% (nessuno spreco) | Rifiuti oltre 15% come chip |
| Efficienza produttiva | Formatura continua ad alta velocità | Taglio più lento, in un'unica passata |
Insomma: Il taglio del filo è sottrattivo—sprecando materiale e indebolendo la resistenza—mentre la rullatura dei filetti è formativo, risparmiando materiale e producendo fili più resistenti.
2.06 vantaggi chiave delle filettature rullate nella produzione moderna
Quando si cercano termini come "vantaggi della rullatura" o "perché le filettature rullate sono migliori di quelle tagliate", i produttori si concentrano solitamente sul valore reale che ne deriva. Sulla base dei dati di produzione e del feedback del settore, i vantaggi delle filettature rullate possono essere riassunti in sei punti chiave: resistenza, precisione, costo ed efficienza.
2.1Maggiore resistenza della filettatura: durata della fatica 5-10 volte superiore rispetto alle filettature tagliate
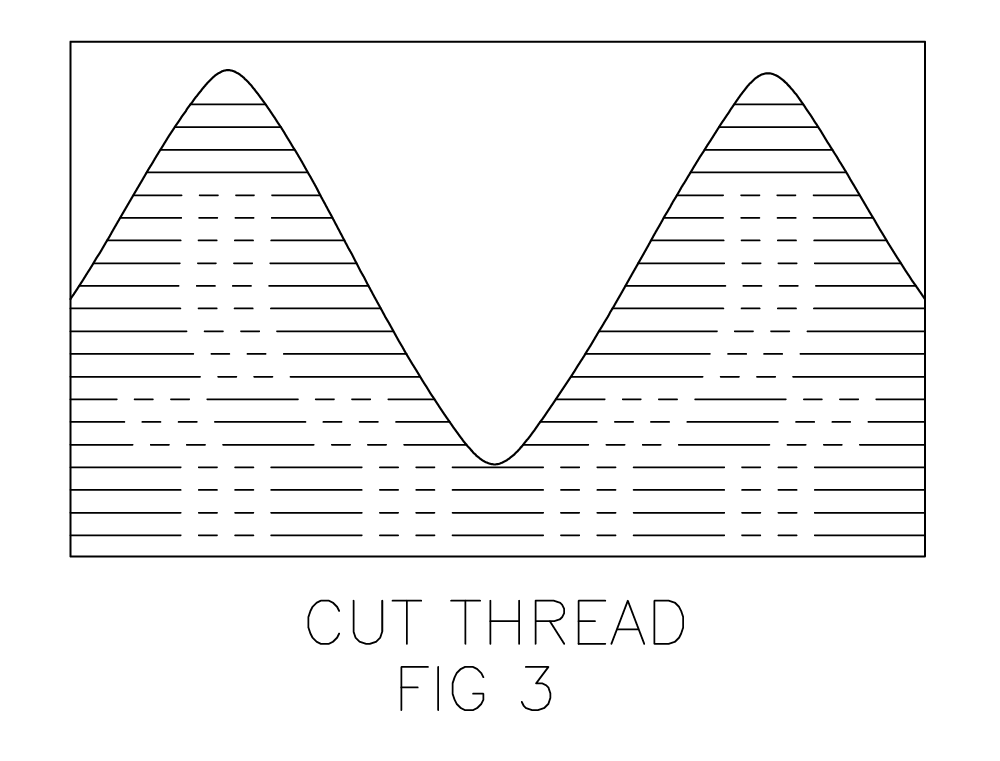
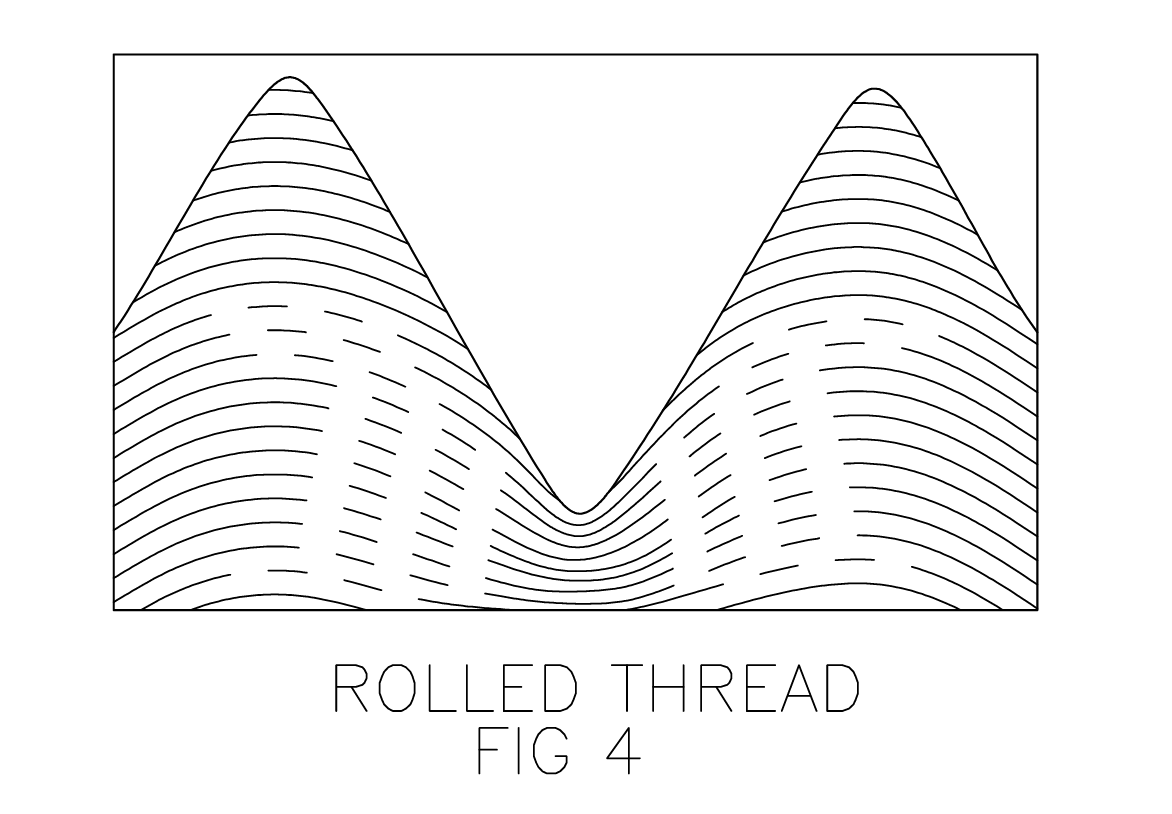
Durante la laminazione, il processo di formatura a freddo fa sì che la struttura granulare "fluisca in modo continuo" anziché essere tagliata. Allo stesso tempo, si formano tensioni di compressione residue alla radice della filettatura. Questi due effetti migliorano significativamente le proprietà meccaniche delle filettature laminate:
- Resistenza alla trazione +10%:L'incrudimento a freddo aumenta la densità superficiale, migliorando la resistenza alla frattura nelle prove di trazione statica.
- Resistenza al taglio migliorata: Il flusso continuo dei grani impedisce lo slittamento dei fili; la rottura per taglio richiede il taglio trasversale ai grani anziché seguire i bordi dei grani.
- Prestazioni di fatica superiori: Le radici laminate sono lisce e prive di segni di utensili, evitando così l'aumento delle sollecitazioni. Le sollecitazioni di compressione residue ritardano l'innesco delle cricche. Anche a 260 °C (500 °F), la resistenza alla fatica rimane intatta (i filetti tagliati perdono ~25% di resistenza dopo il riscaldamento).
2.2Precisione stabile: tolleranze costanti su lunghe tirature
La precisione della filettatura nella rullatura è determinata dalle filiere, che distribuiscono l'usura su ampie superfici anziché su taglienti affilati, riducendo la necessità di frequenti riaffilature. Ciò garantisce una precisione stabile nel tempo. I principali parametri controllati includono:
- Diametri: I diametri principali, secondari e secondari sono regolati dalle dimensioni del pezzo grezzo e dal profilo della matrice; le tolleranze possono rimanere entro ±0,01 mm.
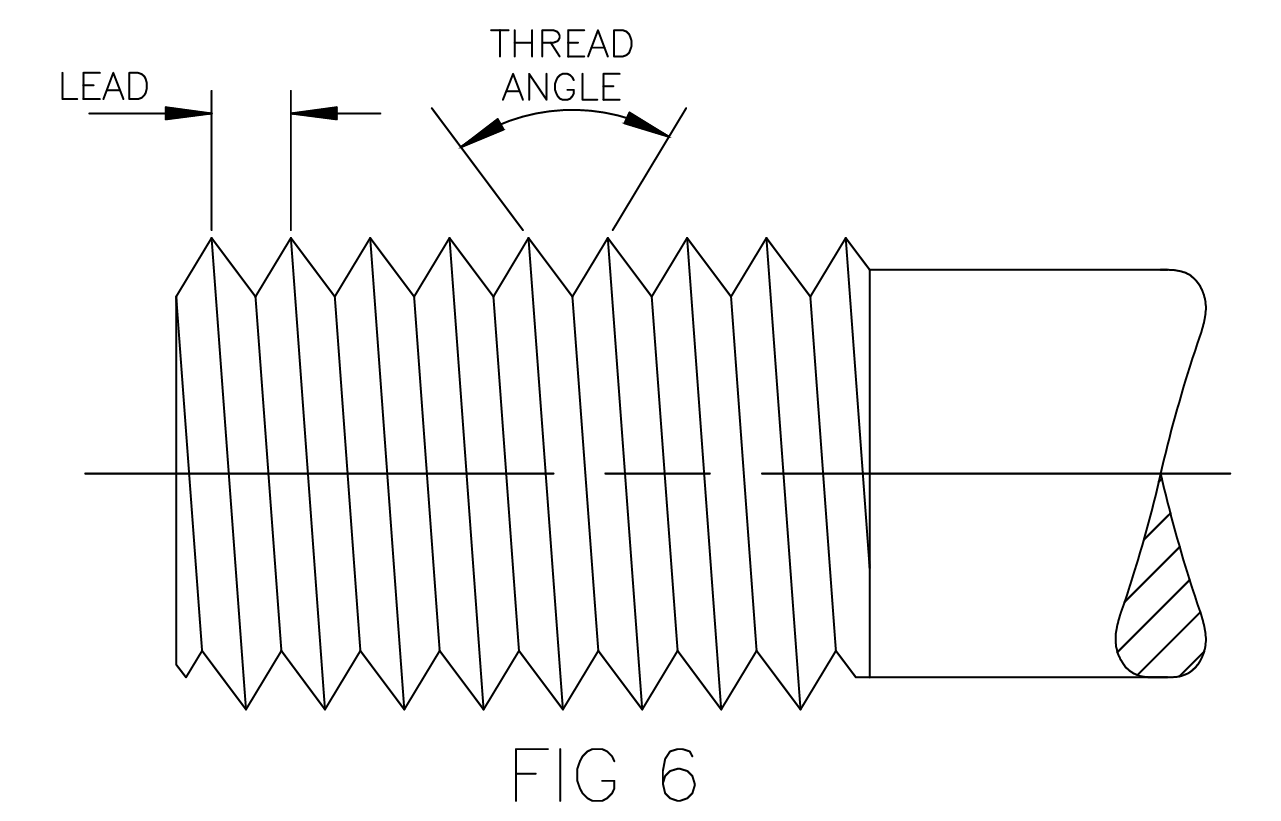
- Angolo e passo della filettatura: La precisione della filiera si trasferisce direttamente alla filettatura; il leggero recupero elastico nei materiali duri può essere compensato con filiere in piombo modificate.
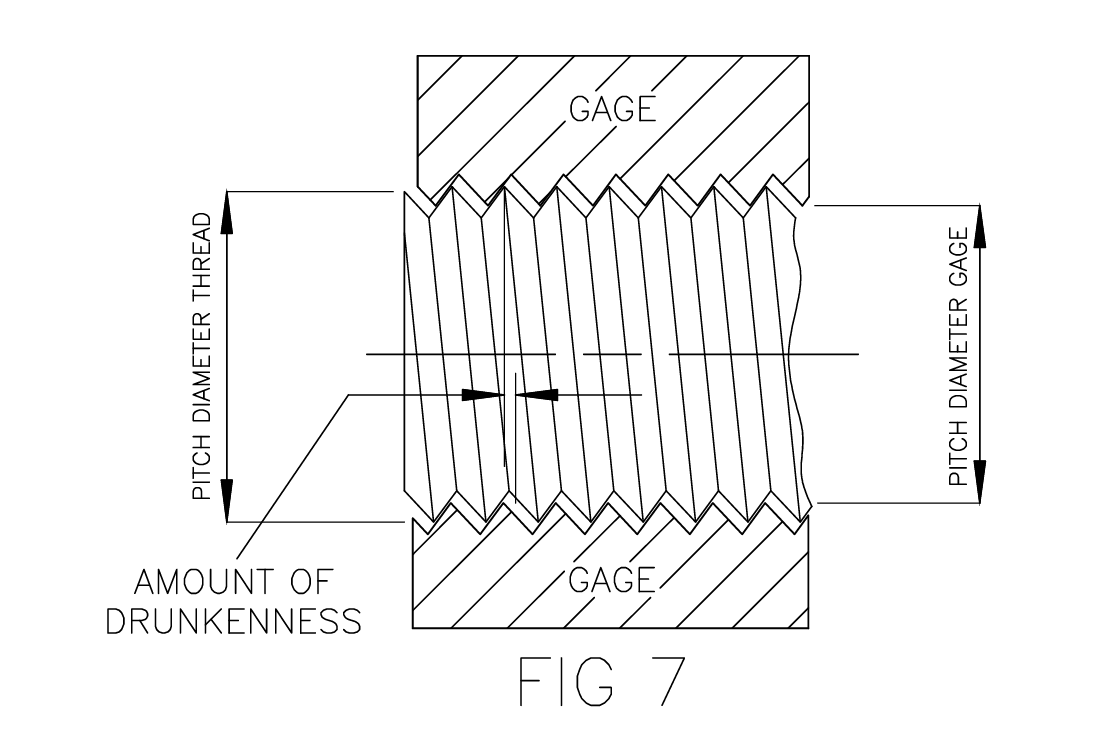
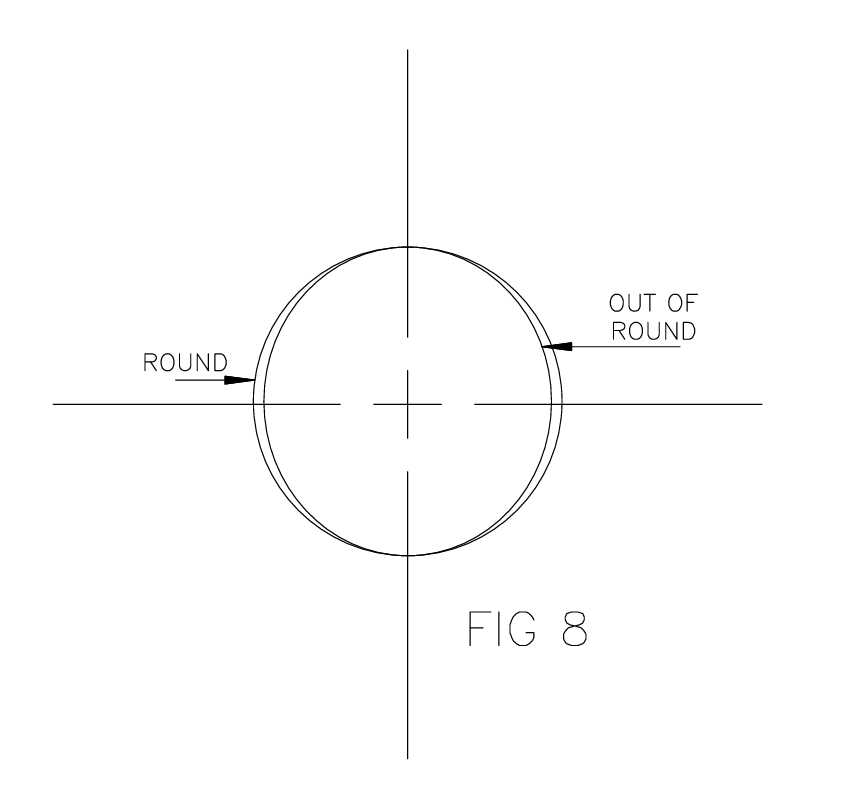
- Rotondità e eccentricità: I grezzi uniformi e la pressione progressiva della matrice mantengono la rotondità; la scentratura può essere controllata tramite regolazioni dell'angolo di inclinazione.
2.3Risparmio di materiale di 15%–27%: riduzione visibile dei costi
Poiché non si generano trucioli, la rullatura sposta il materiale anziché rimuoverlo. I dati dei test di settore mostrano un risparmio di materiale in base alle dimensioni della filettatura:
| Dimensione del filo | Materiale salvato | Dimensione del filo | Materiale salvato |
| 8-32 | 24% | ¾-10 | 16% |
| 4-20 | 25% | 1-8 | 18% |
| ⅜-16 | 27% | 1½-6 | 16% |
Per le parti stampate, la rullatura dei filetti consente l'uso di materiale più sottile (richiede solo un diametro del pezzo grezzo vicino al diametro primitivo anziché un diametro minore), riducendo ulteriormente lo spreco di materiale.
2.4Maggiore produttività: processo di filettatura più veloce
La rullatura dei filetti è il metodo più rapido disponibile per la produzione di filettature, che offre evidenti vantaggi in termini di efficienza:
- Attrezzatura versatile: Adatto a macchine manuali, semiautomatiche e completamente automatizzate. Con gli alimentatori automatici, un solo operatore può gestire più macchine, producendo da decine a centinaia di pezzi al minuto.
- Elimina le operazioni secondarie:Le filettature rullate in prossimità delle spalle possono essere prodotte direttamente, eliminando le fasi di sbavatura, smussatura o lucidatura.
- Conveniente anche in piccoli lotti: L'installazione è rapida e semplice, rendendo la laminazione competitiva anche per produzioni di poche centinaia di pezzi.
2.5Finitura superficiale superiore: paragonabile alle filettature rettificate
La finitura superficiale della filiera si trasferisce direttamente sulla filettatura, mentre la rullatura produce un effetto lucidante. Ciò si traduce in una rugosità superficiale fino a Ra 0,8 μm, paragonabile a quella delle filettature rettificate. Indipendentemente dal fatto che si lavori acciaio al carbonio, acciaio inossidabile, ottone o alluminio, la rullatura produce un aspetto lucido uniforme senza ulteriori finiture.
2.6Ampia gamma di applicazioni: più di semplici fili
La rullatura non si limita alla filettatura. Può anche realizzare zigrinature, scanalature, dentellature, scanalature per la lubrificazione e alberi lucidati. Ad esempio, gli alberi per autoveicoli con scanalature per la lubrificazione possono essere rullati in un'unica passata, producendo canali lisci a un costo inferiore rispetto alla fresatura.
3.0Cosa può essere laminato? Tipi di filettatura, materiali e applicazioni del prodotto
Quando si cercano "applicazioni di rullatura" o "quali filettature possono essere rullate", i produttori in genere vogliono verificare se i loro prodotti specifici sono adatti. L'adattabilità della rullatura è estremamente ampia e copre quasi tutti i tipi di filettature, i materiali e le categorie di prodotti utilizzati nella produzione moderna.

3.1Tipi di filettatura compatibili con la laminazione: oltre 20 specifiche standard
La rullatura dei filetti può produrre quasi tutte le forme di filettatura comuni o specializzate, tra cui:
- S. Standard: NPT (tubo conico), NPTF (tubo dryseal), ANPT (tubo aerospaziale), NPSM/NPSL (tubo dritto).
- Standard internazionali: Filettature metriche ISO, British Association.
- Thread speciali: Filettature a contrafforte, forme Lok-Thred®, filettature autofilettanti (tipi A / B / C), filettature per viti di potenza.
- Altri: Filettature sinistrorse, a più principi, anulari e coniche per raccordi.
Gamma di dimensioni: Diametri da 0,060 pollici (1,52 mm) a 5 pollici (127 mm), con passi da 2 a 80 TPI. Filettature più grandi o più piccole possono essere realizzate con attrezzature specializzate.
3.2Materiali adatti: qualsiasi metallo duttile ≤ durezza Rockwell C40
Il requisito fondamentale per la rullatura dei filetti è la duttilità. È possibile laminare qualsiasi metallo con durezza fino a Rc 40 (a volte superiore in determinate condizioni), tra cui:
- Acciai: Acciai al carbonio (1010/1112), acciai legati (2330/3140/6150), acciai inossidabili, acciai per utensili.
- Metalli non ferrosi: Ottone, bronzo, alluminio, rame, rame-berillio, titanio, nichel, leghe di Monel.
- Altri: Leghe pressofuse selezionate, argento e oro (utilizzati in parti di precisione).
3.3Applicazioni tipiche: dagli elementi di fissaggio ai componenti aerospaziali
- Elementi di fissaggio: Bulloni, viti, prigionieri, dadi (in particolare bulloni ad alta resistenza, dove la resistenza alla fatica è fondamentale).
- Automobilistico: Alberi (scanalati o scanalati), ingranaggi, raccordi per radiatori.
- Aerospaziale: Raccordi filettati ANPT, alloggiamenti per sensori ad alta precisione.
- Elettronica ed elettricità: Basi per lampade, terminali di collegamento.
- Componenti speciali: Tubi cavi (con spessore di parete sufficiente), parti stampate con filettature, gruppi vite-rondella integrati.



4.0Come scegliere una macchina rullatrice per filettare? 3 tipologie principali + guida alla selezione
La "scelta della macchina rullatrice" è una delle domande più frequenti per i team di approvvigionamento e ingegneria. La scelta dell'attrezzatura giusta ha un impatto diretto sull'efficienza produttiva e sui costi. Il mercato odierno offre tre tipologie principali di macchine rullatrici, ciascuna adatta a diverse applicazioni. Nella pratica, queste categorie si sono evolute in soluzioni specializzate come macchine automatiche per rullare i filetti a 2 rulli, macchine idrauliche a 3 rulli, Macchine rullatrici CNC a 3 filiere, E macchine automatiche per rullatura di filettature CNC, offrendo un'ampia gamma di opzioni per diversi settori.



4.1Macchine rullatrici alternative (a filiera piana): per piccoli diametri e bassi volumi
- Struttura: Uno stampo fisso e uno stampo mobile con superfici di lavoro piane; ogni corsa produce un pezzo.
- Vantaggi: Semplice da installare, a basso costo, ideale per filettature fino a 1 pollice di diametro.
- Applicazioni: Elementi di fissaggio di piccole dimensioni (ad esempio piccole viti), filettature coniche, semplici parti laminate.
- Limitazioni: Le filettature lunghe richiedono una maggiore rotazione del pezzo grezzo; l'efficienza diminuisce con i materiali duri.
Moderno macchine automatiche per rullare i filetti a 2 rulli Ampliano le capacità dei tradizionali modelli a matrice piana, offrendo una migliore gestione di diametri leggermente maggiori, pur mantenendo semplicità di funzionamento e bassi costi di produzione. Sono particolarmente utili per le officine che devono passare da una produzione di piccoli lotti a una produzione flessibile di lotti medi.
4.2Macchine per rullatura filettata rotanti planetarie: per diametri piccoli e medi nella produzione di massa
- Struttura: Uno stampo centrale rotante e più stampi a segmento fisso; nessun movimento assiale del pezzo grezzo.
- Vantaggi: Alta velocità (centinaia di pezzi al minuto), precisione stabile, adatto per pezzi di diametro da piccolo a medio.
- Applicazioni: Produzione in grandi volumi di piccole viti (ad esempio viti elettroniche), elementi di fissaggio standard.
- Limitazioni: Gamma di diametri limitata; non adatto per pezzi di grandi dimensioni.
Per i produttori focalizzati su elevata produttività e automazione, macchine automatiche per rullatura di filettature CNC Integrano il principio planetario con il controllo digitale, garantendo velocità e costanza. Questa tipologia è ampiamente utilizzata per viti elettroniche, microelementi di fissaggio e altri componenti standard ad alto volume.
4.3Macchine rullatrici per filettature cilindriche: per diametri grandi e parti complesse
- Struttura: Sistemi a due o tre stampi con disposizione ad assi paralleli; supportano la laminazione in entrata o in uscita.
- Vantaggi: Ampia gamma di lavorazioni (fino a 5 pollici di diametro), in grado di lavorare parti cave, barre lunghe e materiali più duri.
- Applicazioni: Bulloni di grandi dimensioni, raccordi cavi, filettature continue su barre (ad esempio viti madri), componenti trattati termicamente.
- Varianti: Le macchine a tre matrici offrono un supporto maggiore rispetto alle versioni a due matrici, rendendole più adatte per parti cave o ad alta precisione.
Avanzato macchine idrauliche a 3 rulli sono particolarmente efficaci per tubi cavi e bulloni di grande diametro, garantendo maggiore stabilità durante il rotolamento. Nel frattempo, Macchine rullatrici CNC a 3 filiere spingere la tecnologia cilindrica oltre i limiti, garantendo allineamento preciso e ripetibilità per parti complesse o trattate termicamente, dove la precisione è fondamentale.
4.4Selezione della macchina per rullare i filetti: guida in 3 passaggi
- Per volume di produzione: Piccoli lotti (da centinaia a qualche migliaio) → Macchine alternative o automatiche a 2 rulli; grandi lotti (decine di migliaia o più) → Macchine rullatrici per filettature CNC planetarie o automatiche.
- Per dimensione della parte: Diametri piccoli (≤1 pollice) → Alternativi o planetari; diametri più grandi (>1 pollice) o barre lunghe → Macchine cilindriche, idrauliche a 3 rulli o CNC a 3 matrici.
- Per tipo di parte: Componenti cavi o complessi → Macchine cilindriche a tre matrici o CNC a tre matrici; elementi di fissaggio standard → Macchine rullatrici per filettature CNC planetarie o automatiche.
5.0Come utilizzare le filiere per rullatura filettata? Consigli chiave per una maggiore durata e precisione
Molti utenti cercano "durata della filiera per rullatura" o "come manutenere le filiere per rullatura". Essendo il principale materiale di consumo nelle operazioni di rullatura, la durata della filiera ha un impatto diretto sui costi complessivi. Di seguito sono riportate tre pratiche essenziali:
Scegli il materiale giusto per la matrice: adattalo al materiale del pezzo da lavorare
- Materiali morbidi (alluminio, ottone): Utilizzare acciaio per utensili Cr12MoV: conveniente e durevole.
- Materiali duri (acciaio inossidabile, acciaio legato): Utilizzare matrici in acciaio rapido (W18Cr4V) o in metallo duro per una maggiore resistenza all'usura e alla frattura.
Prolunga la durata degli stampi con tre pratiche operative:
- Controllo della velocità di penetrazione: Utilizzare velocità più basse per materiali duri o parti cave (per evitare scheggiature dello stampo) e velocità più elevate per materiali morbidi (per evitare che il materiale si attacchi).
- Ispezionare regolarmente gli stampi: Sostituire tempestivamente quando si rileva usura o scheggiatura della cresta per evitare scarti eccessivi.
- Ottimizzare le stazioni di stampaggio: Gli stampi multi-stazione (ad esempio configurazioni a due o quattro stazioni) distribuiscono l'usura su più superfici, prolungando la durata di servizio di 2-4 volte.
Selezionare la larghezza corretta della matrice:
- Laminazione in ingresso: La larghezza della filiera deve essere pari alla lunghezza della filettatura + 2–3 passi, per evitare la rottura delle estremità.
- Laminazione continua: Seguire la larghezza consigliata dal produttore; per le filettature vicino alle spalle, riservare 3–5 passi di passo di gioco.

6.0Domande frequenti (FAQ): spiegazione della filettatura
Le filettature interne possono essere rullate?
No. La rullatura è una tecnica utilizzata quasi esclusivamente per le filettature esterne. Le filettature interne richiedono processi di maschiatura o rullatura.
Può alto-materiali di durezza (ad esempio, Rockwell C45) possono essere laminati?
Parzialmente. Con filiere in metallo duro e basse velocità di penetrazione, è possibile laminare alcuni materiali ad alta durezza. Tuttavia, la duttilità deve essere testata in anticipo per evitare la frattura della matrice.
Quali livelli di precisione possono raggiungere i fili arrotolati?
La rullatura standard dei filetti può raggiungere tolleranze di Classe 6g. Con filiere rettificate e macchine ad alta precisione, la precisione può raggiungere la Classe 4h, soddisfacendo i requisiti aerospaziali.
La rullatura dei filetti è più costosa del taglio per piccoli lotti?
No. Il tempo di preparazione per una rullatrice è breve (circa 30 minuti). Anche per piccole tirature di circa 500 pezzi, il risparmio combinato di materiale e la maggiore produttività rendono la rullatura dei filetti 10%–15% più conveniente rispetto al taglio.
7.0Conclusione: Rullatura dei filetti: un metodo collaudato per costi inferiori e maggiore efficienza
Sia nel settore degli elementi di fissaggio che richiede fili ad alta resistenza o applicazioni aerospaziali che richiedono precisione e risparmio di materiali, la rullatura dei filetti garantisce risultati costanti grazie al suo processo senza trucioli, alla resistenza superiore e all'efficienza dei costi.
Selezionando il tipo di macchina corretto (alternativo, planetario o cilindrico) e abbinando le matrici ai materiali, i produttori possono aumentare la produttività della filettatura 3–5 volte riducendo al contempo lo spreco di materiale 15%–27%.
Se ti stai chiedendo se i tuoi pezzi sono adatti alla laminazione o quale macchina scegliere, consulta la guida alla selezione fornita o valuta le dimensioni specifiche del tuo pezzo per ottimizzare il processo.




