

- 1.0Che cosa è una pressa piegatrice?
- 2.0“Pressa piegatrice” vs “Pressa piegatrice”: qual è la differenza?
- 3.0Come funziona una pressa piegatrice
- 4.0Perché il metallo è adatto alla piegatura? A cosa serve una pressa piegatrice?
- 5.0Componenti principali di una pressa piegatrice
- 6.0Breve processo di funzionamento della pressa piegatrice
- 7.0Tipi comuni di presse piegatrici
- 8.0Che cosa è una pressa piegatrice a controllo numerico (NC)?
- 9.0Che cosa è una pressa piegatrice CNC (pressa piegatrice a controllo numerico computerizzato)?
- 10.0Quali sono le principali differenze tra presse piegatrici NC e CNC?
- 11.0Quali sono i metodi di azionamento delle presse piegatrici?
- 12.0Come installare una pressa piegatrice?
- 12.1Fase 1: rivedere il disegno del pezzo in lavorazione
- 12.2Fase 2: Selezionare il metodo di piegatura e gli utensili appropriati
- 12.3Fase 3: Calcolare la forza di flessione richiesta (tonnellaggio)
- 12.4Fase 4: Installazione e regolazione degli utensili (serraggio delle matrici)
- 12.5Passaggio 5: configurare il sistema di registro posteriore
- 12.6Fase 6: Programmazione e convalida del sistema CNC (pressa piegatrice CNC)
- 12.7Passaggio 7: salvare le impostazioni e iniziare le operazioni
- 12.8Diagramma del processo di lavoro della piegatrice:
- 13.0Confronto tra diversi tipi di presse piegatrici
- 14.0Fattori da considerare nella scelta di una pressa piegatrice
- 15.0Applicazioni delle presse piegatrici
- 16.0Guasti comuni delle presse piegatrici e soluzioni
1.0Che cosa è una pressa piegatrice?
UN pressa piegatrice È una macchina per la formatura dei metalli utilizzata per piegare la lamiera in un angolo o una forma specifica. È ampiamente utilizzata nella fabbricazione di lamiere e nella produzione strutturale. Il principio fondamentale consiste nell'applicare una pressione concentrata sulla linea di piegatura della lamiera, provocandone la deformazione plastica.
Durante il processo di piegatura, la lamiera viene posizionata sulla matrice inferiore, mentre il punzone superiore si muove verso il basso sotto pressione, forzando la lamiera nel profilo della matrice. La forma del punzone e della matrice corrisponde, consentendo al metallo di essere piegato con precisione lungo il contorno della matrice. Regolando la corsa del punzone e la pressione applicata, è possibile ottenere una gamma di angoli, raggi e lunghezze di piegatura.
In parole povere, la piegatura a pressa è un processo di formatura dei metalli preciso e controllabile che trasforma in modo efficiente il metallo piatto in forme complesse applicando la forza con un punzone e una matrice.
.jpg)
2.0“Pressa piegatrice” vs “Pressa piegatrice”: qual è la differenza?
Nella lavorazione dei metalli, il termine "pressa piegatrice" si riferisce in genere a una macchina utilizzata per piegare la lamiera in un angolo o una forma predefiniti. Questo processo prevede il posizionamento del pezzo tra un punzone (l'utensile superiore) e una matrice (l'utensile inferiore) e l'applicazione di una pressione fino a quando la lamiera non si deforma in modo permanente. Queste presse piegatrici sono ampiamente utilizzate nella produzione industriale grazie alla loro elevata precisione, ripetibilità e versatilità, che le rendono la soluzione ideale per una vasta gamma di applicazioni di piegatura complesse.
Talvolta, tuttavia, il termine "pressa piegatrice" viene utilizzato in senso più ampio per descrivere vari tipi di attrezzature di piegatura, tra cui:
Presse piegatrici elettriche o idrauliche ad alta precisione: Ideale per la produzione industriale che richiede elevata precisione, velocità e automazione.
Presse piegatrici manuali semplici: Progettati per piccoli lotti, materiali sottili o prototipazione, consentono un certo grado di precisione, ma la loro funzionalità e automazione sono limitate.
Questa variazione semantica deriva in genere da diversi scenari di utilizzo o dalla terminologia del settore. Nei documenti tecnici, si consiglia di distinguere tra presse piegatrici elettriche, presse piegatrici idrauliche, O presse piegatrici manuali per evitare confusione.
3.0Come funziona una pressa piegatrice
Il principio di funzionamento principale della pressa piegatrice è quello di applicare pressione attraverso un punzone e una matrice, costringendo la lamiera a subire una deformazione plastica lungo una linea di piega predeterminata. Ecco come funziona in genere:
La lamiera viene inserita nella scanalatura a V dello stampo inferiore. Il punzone superiore scende quindi verticalmente, sotto controllo idraulico o servoassistito, premendo la lamiera nella scanalatura. Man mano che il punzone si abbassa, la lamiera si deforma lungo i bordi dello stampo, formando infine la piega desiderata.
Modificando la forma o le dimensioni del punzone e della matrice, le presse piegatrici possono produrre un'ampia gamma di angoli di piegatura e profili, soddisfacendo le esigenze dei componenti in lamiera complessi.

4.0Perché il metallo è adatto alla piegatura? A cosa serve una pressa piegatrice?
Una delle proprietà chiave del metallo è la sua duttilità relativamente elevata, ovvero la capacità di essere allungato e formato senza fratture. Questo rende il metallo un materiale flessibile per un'ampia gamma di applicazioni. Durante il processo di produzione, le lamiere metalliche partono in genere piatte o in strisce, ma spesso devono essere rimodellate prima del loro utilizzo finale.
È qui che entrano in gioco le attrezzature per la formatura dei metalli, e la pressa piegatrice si distingue come uno degli strumenti più importanti e versatili del settore.
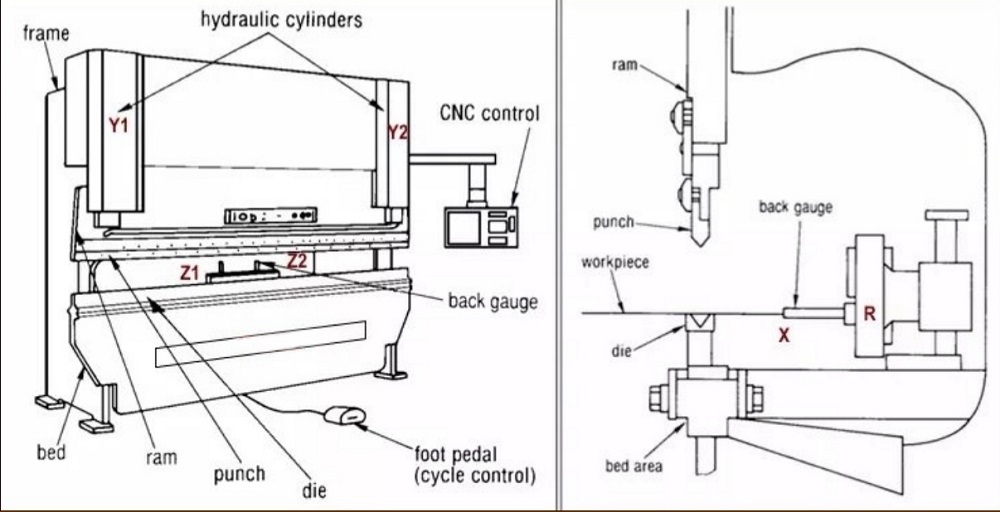
5.0Componenti principali di una pressa piegatrice
- Telaio:La struttura principale della pressa piegatrice, tipicamente saldata in acciaio ad alta resistenza, offre rigidità e capacità di carico eccezionali, garantendo stabilità e precisione durante il processo di piegatura.
- Ariete / Slitta:Montato sulla trave superiore, il pistone aziona il punzone verso l'alto e verso il basso. Durante la piegatura, esercita una pressione sulla lamiera, provocandone la deformazione plastica.
- Punch & Die:Il punzone forma l'utensile superiore ed è fissato al montante, mentre la matrice è installata sul tavolo di lavoro. La lamiera viene posizionata tra di esse e, sotto la pressione del punzone, viene forzata nella scanalatura della matrice, formando la forma desiderata. È possibile intercambiare punzoni e matrici di diverse dimensioni e profili per soddisfare diverse esigenze di piegatura.
- Tavolo da lavoro / Letto:Il tavolo di lavoro, situato alla base della pressa piegatrice, funge da piattaforma di supporto sia per la matrice che per la lamiera durante la piegatura. Spesso include una scanalatura a V per facilitare la realizzazione di diverse pieghe.
- Sistema idraulico o servoassistito:L'azionamento idraulico o servoassistito fornisce la forza necessaria per muovere il pistone. Le macchine tradizionali utilizzano tipicamente cilindri idraulici per generare alta pressione, mentre i modelli di fascia alta impiegano azionamenti servoelettrici per maggiore precisione, efficienza energetica e controllo.
- Misura posteriore:Montato nella parte posteriore dell'area di piegatura, il registro posteriore aiuta a posizionare con precisione la lamiera, assicurando che ogni piega sia uniforme e ripetibile.
6.0Breve processo di funzionamento della pressa piegatrice
- Posizionamento del materiale:Posizionamento della lamiera in piano sul tavolo da lavoro, utilizzando il registro posteriore per un posizionamento accurato.
- Selezione degli strumenti:Selezione di un set di punzoni e matrici adatti in base all'angolo di piegatura e al profilo del pezzo.
- Serraggio e preparazione:Una volta posizionato il foglio, questo viene bloccato dalla matrice e dal punzone per evitare qualsiasi movimento durante la piegatura.
- Azione di flessione:La slitta si abbassa, spingendo il punzone nella scanalatura a V della matrice. Questo deforma il metallo secondo l'angolo di piega predeterminato.
- Restituzione e rilascio:Dopo la piegatura, il montante torna nella posizione iniziale, allentando la pressione sulla lamiera.
- Rimozione delle parti:Il serraggio viene aperto e l'operatore estrae il pezzo finito e formato, pronto per la successiva fase di lavorazione o produzione.
7.0Tipi comuni di presse piegatrici
Le presse piegatrici possono essere classificate in sei tipologie principali in base al metodo di azionamento e controllo: presse piegatrici meccaniche, presse piegatrici idrauliche, presse piegatrici elettroidrauliche, presse piegatrici pneumatiche, presse piegatrici servoassistite e presse piegatrici CNC. Ecco una breve introduzione e i pro e i contro di ciascuna:
Pressa piegatrice meccanica:
La pressa piegatrice meccanica aziona il montante verso l'alto e verso il basso tramite un volano e una rotazione dell'ingranaggio controllata dalla frizione.
Professionisti:
- Struttura semplice, facile utilizzo e bassi costi di manutenzione
- Capacità di elaborare materiali che superano il tonnellaggio nominale in alcuni casi
Contro:
- Difficile controllare la velocità di piegatura con precisione
- Minore precisione di piegatura e scarsa ripetibilità
- Meno sicuro; non consigliato per operazioni complesse
Pressa piegatrice idraulica:
La pressa piegatrice idraulica utilizza due cilindri idraulici al posto della tradizionale trasmissione meccanica.
Professionisti:
- Elevata forza di piegatura, adatta per la lavorazione di lamiere pesanti
- Maggiore precisione per operazioni di piegatura fine
- Miglior controllo sul movimento, consentendo più segmenti di flessione
Contro:
- Struttura complessa che richiede competenze tecniche più elevate
- Costi di manutenzione più elevati; il guasto dei componenti può causare tempi di inattività significativi
- Possibile rischio di perdite di fluido idraulico
- Le operazioni devono essere mantenute entro il tonnellaggio nominale
Pressa piegatrice servo-elettroidraulica:
La pressa piegatrice elettroidraulica è una macchina piegatrice CNC intelligente e ad alta precisione con controllo elettroidraulico.
Principio di funzionamento:
- I cilindri idraulici sinistro e destro sono controllati da servomotori separati
- I sensori di spostamento consentono il monitoraggio in tempo reale della posizione del pistone
- I controlli CNC coordinano entrambi i cilindri per mantenere parallelismo e precisione
Professionisti:
- ±0,01 mm di alta precisione e forte ripetibilità
- Risparmio energetico ed ecologico: consegna dell'olio su richiesta senza perdite
- Funzionalità intelligente: supporta la programmazione grafica, la compensazione angolare, la regolazione automatica, ecc.
- Affidabile: mantiene la stabilità durante lunghe tirature di produzione
Contro:
- Investimento iniziale più elevato
- Richiede competenze tecniche avanzate per la manutenzione

Pressa piegatrice pneumatica:
La pressa piegatrice pneumatica utilizza aria compressa per azionare il montante anziché un sistema idraulico o meccanico.
Professionisti:
- Struttura semplice con risposta più rapida
- Controllo flessibile: avvio o arresto facili
- Pulito ed ecologico: nessuna perdita di liquidi
Contro:
- Forza di flessione limitata: non adatta per piastre spesse o applicazioni pesanti
- Precisione di flessione inferiore rispetto ai sistemi idraulici
Pressa piegatrice servoelettrica:
La pressa piegatrice servoelettrica è azionata da un servomotore anziché da cilindri.
Professionisti:
- Maggiore precisione e ripetibilità della piegatura
- Funzionamento silenzioso con basso consumo energetico
- Senza olio: manutenzione ridotta e rispettoso dell'ambiente
- Adatto per applicazioni che richiedono elevati standard di pulizia
Contro:
- Forza di flessione limitata, principalmente per applicazioni di piccolo tonnellaggio o leggere
- Investimento iniziale più elevato
La pressa piegatrice CNC è una macchina completamente automatizzata che combina azionamenti idraulici o servocomandi con controlli computerizzati per una piegatura ad alta precisione ed elevata efficienza.
Caratteristiche:
- Controllo completamente automatizzato con elevata precisione e basso errore
- Programmabile per operazioni di piegatura complesse
- Maggiore efficienza produttiva con costi di manodopera ridotti
- Applicabile a settori quali aerospaziale, automobilistico, elettronico e edile
⚡Nota: "CNC" si riferisce a un metodo di controllo, non a un modulo di azionamento separato; il CNC può essere integrato con sistemi idraulici, elettroidraulici o servo.
8.0Che cosa è una pressa piegatrice a controllo numerico (NC)?
Definizione:IL pressa piegatrice NC è una macchina a controllo numerico, tipicamente dotata di una tastiera semplificata o di un sistema di controllo PLC. La sincronizzazione del movimento del pistone è azionata meccanicamente da una barra di torsione, rendendola una scelta conveniente per operazioni di piegatura di media o bassa precisione.
Caratteristiche strutturali:
- I due cilindri sono collegati da una barra di torsione per mantenere sincronizzato il loro movimento.
- I cilindri muovono il montante verso l'alto e verso il basso per eseguire la piegatura.
- Il sistema di controllo è semplificato: normalmente controlla solo le posizioni del registro posteriore (asse X) e del montante (asse Y).
Pro:
- Costi inferiori e funzionamento più semplice
- Adatto per piccole e medie imprese con requisiti di precisione meno esigenti
Contro:
- La sincronizzazione dipende dai componenti meccanici: la barra di torsione può deformarsi nel tempo
- Incapace di rilevare o correggere errori in tempo reale
- Capacità limitata per programmazione complessa e operazioni multi-step

9.0Che cosa è una pressa piegatrice CNC (pressa piegatrice a controllo numerico computerizzato)?
Definizione:La pressa piegatrice CNC è una macchina piegatrice ad alte prestazioni che integra un sistema di controllo computerizzato con azionamenti idraulici, elettroidraulici o servoassistiti. È in grado di eseguire operazioni di piegatura della lamiera completamente automatizzate, ad alta precisione ed efficienza.
Metodo di controllo:
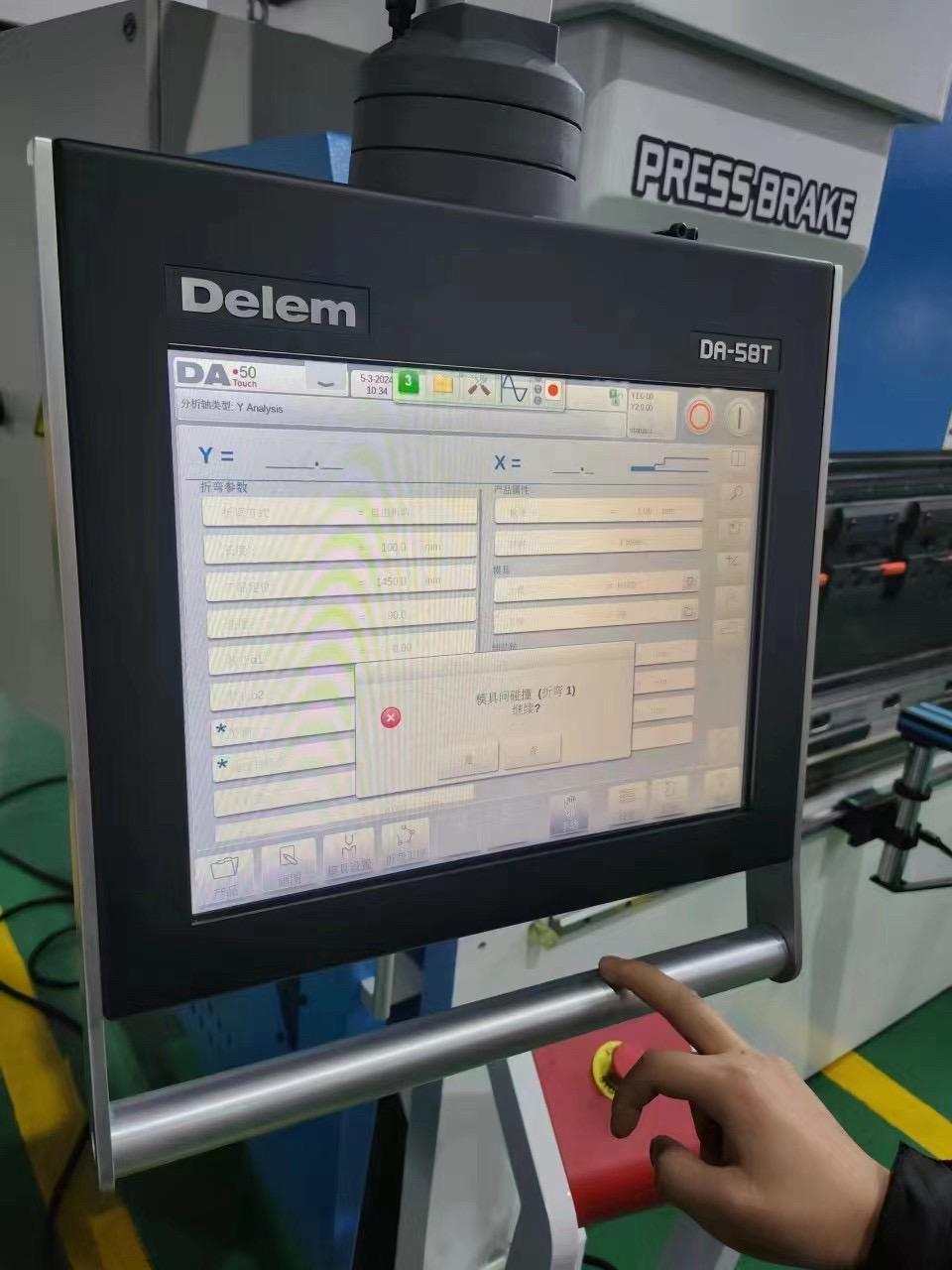
- Controllato da sistemi di elaborazione dati di livello industriale (come Delem, ESA o Cybelec)
- Monitoraggio in tempo reale delle posizioni del pistone (Y1/Y2) e del registro posteriore (X, R, Z)
- Consente la programmazione multi-step con interfacce grafiche, compensazione dell'angolo e rilevamento degli errori
Supporto del sistema di azionamento:
- Idraulico (convenzionalmente o elettroidraulico)
- Puramente servoassistita (pressa piegatrice elettrica)
Supporto di tipo piegabile:
- Pressione verso il basso (comune): il montante si muove verso il basso mentre il tavolo è fisso
- Pressione verso l'alto (non comune): il tavolo si muove verso l'alto mentre il montante è fisso
Pro:
- Alta precisione (±0,01 mm) con flessione ripetibile
- Capacità di calcolare la sequenza di piegatura, l'angolo e la compensazione
- Programmazione flessibile: adatta a grandi lotti e operazioni complesse
- Elevata efficienza produttiva con configurazione e cambio rapidi
- Supporto per la programmazione remota e l'integrazione con l'Industria 4.0
10.0Quali sono le principali differenze tra presse piegatrici NC e CNC?
| Articolo | Pressa piegatrice NC | Pressa piegatrice CNC |
| Sistema di controllo | Controllore numerico semplice (a pulsante) | Computer industriale con controllo grafico |
| Sincronizzazione | Sincronizzazione meccanica tramite albero di torsione | Sincronizzazione idraulica o servocontrollata |
| Precisione | Deviazioni medie; maggiori | Maggiore precisione; correzione automatica degli errori |
| Complessità di programmazione | Supporta solo operazioni semplici | Supporta la programmazione di processi complessi |
| Grado di automazione | Basso | Alto |
| Applicazioni | Lavorazione generale della lamiera | Piegatura personalizzata, su larga scala e ad alta richiesta |
| Costo | Inferiore | Più alto |
11.0Quali sono i metodi di azionamento delle presse piegatrici?
Quando si piega una piastra metallica, di solito è necessaria una pressione significativa per produrre una deformazione plastica. Questa pressione è chiamata tonnellaggio della pressa — la forza massima che una pressa piegatrice può applicare durante il suo funzionamento. Maggiore è il tonnellaggio, più spessa o lunga è la lamiera che può essere lavorata.
Per generare e trasmettere questa forza, le presse piegatrici solitamente impiegano vari metodi di azionamento, tra cui:
- Azionamento idraulico (comunemente utilizzato nelle presse piegatrici CNC):
Utilizza un sistema idraulico per generare un elevato tonnellaggio, ideale per lamiere spesse e piegature con carichi pesanti. Questo è il metodo più utilizzato nell'industria. - Servoazionamento elettrico:
Utilizza un servomotore per un controllo preciso del movimento del pistone, offrendo elevata accuratezza e risposta rapida: perfetto per applicazioni che richiedono elevata precisione ed efficienza energetica. - Azionamento pneumatico:
Alimentato ad aria compressa; struttura semplice, adatto a tonnellaggi da piccoli a medi e operazioni più rapide. - Trasmissione meccanica:
Azionato tramite volano e meccanismi di frizione; una struttura tradizionale, ideale per produzioni pesanti e ad alta frequenza.
Solitamente il nome della pressa piegatrice riflette il suo metodo di azionamento, ad esempio: pressa piegatrice idraulica, pressa piegatrice pneumatica o pressa piegatrice servoelettrica.
12.0Come installare una pressa piegatrice?
Prima di iniziare le operazioni di piegatura, la corretta configurazione della pressa piegatrice è fondamentale per garantire la precisione di piegatura, prolungare la durata dell'utensile e garantire la sicurezza operativa. La seguente procedura standard si applica sia alle presse piegatrici a controllo numerico che a quelle a controllo numerico.
12.1Fase 1: rivedere il disegno del pezzo in lavorazione
- Verificare le proprietà del materiale: materiale (ad esempio acciaio al carbonio, acciaio inossidabile o alluminio) e limite di snervamento.
- Confermare le dimensioni geometriche: spessore della piastra, lunghezza, angolo di curvatura, raggio di curvatura.
- Identificare i requisiti di progettazione, tra cui:
- Lunghezza della flangia
- Direzione di piegatura (interna o esterna)
- Requisiti di tolleranza
- Se è necessaria la sbavatura o la livellatura dopo la piegatura
12.2Fase 2: Selezionare il metodo di piegatura e gli utensili appropriati
Metodo di piegatura (in base ai requisiti di precisione e forza):
| Metodo | Caratteristiche | Precisione | Tonnellaggio |
| Piegatura dell'aria | Comune; bassa usura degli utensili | Medio | Standard |
| Piegatura inferiore | Il materiale si inserisce completamente nello stampo | Più alto | Piegatura ad aria ×4–6 |
| Coniazione | Il materiale è completamente forzato nell'angolo dello stampo | Più alto | Piegatura ad aria ×8–10 |
Raccomandazioni per la selezione degli strumenti:
- Punzone/Utensile superiore: Deve corrispondere allo spessore della piastra e all'angolo di piegatura per evitare danni o sovraccarichi.
- Utensile per matrice/inferiore: L'apertura della matrice è in genere pari a 6–12 volte lo spessore della piastra.
- Corrispondenza dei materiali:Il materiale dell'utensile deve avere una durezza uguale o superiore a quella del materiale della piastra.
12.3Fase 3: Calcolare la forza di flessione richiesta (tonnellaggio)
Utilizzare le tabelle di tonnellaggio fornite dal produttore o software specializzati.
Tieni conto dei seguenti parametri:
- Spessore (t)
- Larghezza (L)
- Resistenza del materiale
- Apertura dello stampo (V)
Riferimento:
- Pressione di flessione dell'aria = pressione di base
- Pressione di flessione inferiore = pressione di flessione dell'aria × 4–6
- Pressione di coniatura = pressione di piegatura dell'aria × 8–10
⚡ Per garantire un funzionamento sicuro, evitare di superare il tonnellaggio nominale.
12.4Fase 4: Installazione e regolazione degli utensili (serraggio delle matrici)
- Controllare l'usura dell'utensile e l'uniformità dello spessore.
- Installare gli stampi superiore e inferiore e bloccarli in posizione.
- Regolare la corsa del pistone sui limiti superiore e inferiore appropriati per evitare collisioni.
- Se necessario, predisporre posizioni di riposo riservate per applicazioni speciali.
- Allineare il centro dell'utensile e del tavolo di lavoro.
12.5Passaggio 5: configurare il sistema di registro posteriore
- Impostare le posizioni e le altezze del registro posteriore (X, R, Z).
- Inserire la sequenza di piegatura e i parametri in base al disegno.
- Se sono presenti più operazioni, abilitare i controlli delle interferenze (CNC) per evitare collisioni.
12.6Fase 6: Programmazione e convalida del sistema CNC (pressa piegatrice CNC)
- Familiarizzare con il pannello di controllo (Delem, ESA, Cybelec, ecc.).
- Inserimento o importazione di programmi di piegatura (spessore, materiale, angolo, numero utensile).
- Eseguire la programmazione offline (facoltativa) per visualizzare in anteprima il percorso di piegatura.
- Eseguire il test con materiale di scarto per convalidare l'angolo di piegatura, il ritorno elastico, l'interferenza e altri parametri.
- Se necessario, adattare il programma in base ai risultati delle prove.
12.7Passaggio 7: salvare le impostazioni e iniziare le operazioni
- Salvare il programma di piegatura per riutilizzarlo in produzioni future.
- Controllare i meccanismi di sicurezza, l'arresto di emergenza e i controlli correlati.
- Avviare la produzione in serie e controllare periodicamente l'angolo di piegatura e le dimensioni durante il processo.
12.8Diagramma del processo di lavoro della piegatrice:

Analizza il disegno → Seleziona il metodo di piegatura e gli utensili → Calcola il tonnellaggio di piegatura → Installa e allinea gli utensili → Imposta il registro posteriore → Programmazione CNC e piegatura di prova → Salva le impostazioni e avvia la produzione.
13.0Confronto tra diversi tipi di presse piegatrici
| Tipo | Metodo di guida | Precisione | Forza | Applicazione | Vantaggi | Svantaggi |
| Pressa piegatrice meccanica | Volano | Basso | Medio | Lavorazione generale della lamiera | Funzionamento semplice, facile manutenzione | Controllo scadente, bassa precisione, scarsa sicurezza |
| Pressa piegatrice idraulica | cilindro idraulico | Alto | Alto | Piastra spessa e componenti di grandi dimensioni | Grande forza, forte controllo | Struttura complessa, soggetta a perdite |
| Pressa piegatrice elettroidraulica | Cilindro servoelettrico-idraulico | Molto alto | Alto | Piegatura automatizzata e di precisione | Controllo automatizzato, ad alta precisione, a risparmio energetico, ecologico e | Sistema complesso e dai costi più elevati |
| Pressa piegatrice pneumatica | pressione dell'aria | Medio | Basso | Lavorazione della lamiera a carico leggero | Veloce, pulito, ecologico | Forza limitata, non per piastre spesse |
| Pressa piegatrice servoassistita | Servoazionamento elettrico | Alto | Basso | Applicazioni di precisione e carichi leggeri | Alta precisione, basso rumore, risparmio energetico | Forza limitata, costi più elevati |
| Pressa piegatrice CNC | Controllo CNC + azionamenti multipli | Molto alto | Varia in base all'unità | Elaborazione automatizzata in tutti i settori | Automatizzato, accurato ed efficiente | Costi più elevati, dipendenza dalla programmazione e dalla manutenzione |
14.0Fattori da considerare nella scelta di una pressa piegatrice
- Tipo di materiale e spessoreMateriali diversi hanno proprietà di piegatura diverse. L'alluminio si piega più facilmente, mentre l'acciaio inossidabile richiede una forza maggiore. Anche lo spessore influisce direttamente sul tonnellaggio richiesto: assicurarsi che la capacità di forza della macchina sia sufficiente.
- Capacità di flessione: Include la forza massima di piegatura e la lunghezza effettiva di piegatura. La forza determina se è possibile lavorare materiali spessi o ad alta resistenza, mentre la lunghezza determina le dimensioni del pezzo in una singola operazione di piegatura.
- Precisione e ripetibilità della piegatura: La precisione si riferisce alla correttezza dell'angolo di piegatura, mentre la ripetibilità valuta la coerenza delle piegature successive. Le applicazioni con maggiore precisione richiedono in genere macchine CNC.
- Ritmo e capacità di produzione:A seconda del volume e del ritmo di produzione, per le applicazioni ad alta frequenza e in grandi lotti si dovrebbe scegliere una macchina più stabile ed efficiente.
15.0Applicazioni delle presse piegatrici
- Industria automobilistica: Utilizzato per produrre staffe, componenti del telaio, pannelli della carrozzeria e sistemi di scarico: l'elevata precisione garantisce la conformità a rigorosi standard e contribuisce a migliorare la qualità e la sicurezza del veicolo.
- Industria aerospaziale: Lavora materiali ad alte prestazioni, come leghe di alluminio e titanio, per telai di aeromobili, componenti alari e involucri motore, che richiedono elevata precisione e affidabilità.
- Elettrodomestici: Utilizzato nella produzione di pannelli per frigoriferi, carcasse di lavatrici, componenti per l'aria condizionata, ecc.: l'elevata precisione e flessibilità consentono ai componenti di adattarsi perfettamente al loro design.
- Industria edile: Elabora componenti strutturali per edifici, strutture in lamiera ed elementi ornamentali, utili in applicazioni strutturali, architettoniche e di copertura.
- Produzione di mobili: Piega lamiere per creare telai per mobili, staffe e componenti ornamentali, aggiungendo sia appeal strutturale che funzionalità.
- Attrezzature mediche: Elabora componenti metallici per strumenti chirurgici, apparecchiature diagnostiche e arredi ospedalieri, rispettando rigorosi standard igienici e di precisione.
- Apparecchiature elettroniche ed elettriche: Utilizzato per la produzione di armadi elettrici, staffe e involucri, garantendo stabilità strutturale e sicurezza operativa.
- Industria della difesa: Lavora i metalli per strutture di piastre corazzate, involucri per equipaggiamenti militari e contenitori per lo stoccaggio di munizioni, rispettando gli standard di elevata resistenza e resistenza agli urti.
16.0Guasti comuni delle presse piegatrici e soluzioni
| Condizione di errore | Possibili cause | Soluzioni |
| Pressione idraulica mancante o insufficiente | 1. Senso di rotazione errato del motore o della pompa 2. Intasamento della valvola di sicurezza 3. Valvola elettromagnetica bloccata 4. Perdita nella valvola di controllo della pressione | 1. Controllare il motore e la direzione di rotazione della pompa 2. Pulire la valvola di sicurezza 3. Riparare o pulire la valvola elettromagnetica 4. Riparare o sostituire la valvola di controllo della pressione |
| Il cursore scende lentamente o instabilmente | 1. Usura del cilindro dell'olio 2. Usura della guida o scarsa sincronizzazione 3. Basso livello dell'olio idraulico 4. Velocità di avanzamento rapida impostata troppo alta 5. La valvola di riempimento si blocca o non si apre | 1. Ispezionare le guarnizioni del cilindro 2. Riparare la guida di scorrimento 3. Rabboccare l'olio idraulico 4. Ridurre la velocità di avanzamento rapido 5. Pulire la valvola di riempimento |
| perdite di olio idraulico | 1. Collegamento della tubazione allentato 2. Guarnizioni usurate o danneggiate | 1. Serrare il collegamento della tubazione 2. Sostituire le guarnizioni |
| La piegatura è irregolare su entrambi i lati | 1. Usura irregolare dello stampo 2. Lo stampo superiore non è parallelo | 1. Regolare l'altezza della matrice o sostituirla 2. Allineare o regolare la matrice superiore |
| Grande rumore | Il collegamento è allentato, i cuscinetti sono usurati o i componenti sono danneggiati | Controllare e serrare i collegamenti; sostituire i componenti difettosi o morire |
| Anomalie del controllo elettrico | La connessione è allentata, il sensore è guasto o la scheda del circuito è difettosa | Controllare i punti di connessione; sostituire il sensore o riparare la scheda di controllo |
| Surriscaldamento della macchina | Il radiatore è intasato o il sistema di raffreddamento è difettoso | Pulisci il radiatore; controlla e ripara il circuito di raffreddamento |
| Il cursore non può abbassarsi lentamente o la forza di flessione non è sufficiente | 1. Valvola direzionale (ad esempio valvola 4/2) difettosa 2. La valvola di riempimento si blocca | 1. Ispezionare o sostituire la valvola direzionale 2. Pulire la valvola di riempimento |
| La velocità di ritorno è lenta e la pressione è alta | La valvola di riempimento non è completamente aperta | Controllare che la valvola di riempimento sia completamente aperta |
Riferimenti
www.ursviken.com/a cosa serve una pressa piegatrice/
www.adhmt.com/come-funziona-una-pressa-piegatrice/
www.epowermetals.com/glossario-di-formatura-e-saldatura-dei-metalliglossario-di-formatura-e-saldatura-dei-metalli.html
https://www.alekvs.com/press-brake-machine/




