

- 1.0Perché la lega di alluminio 6063 è così popolare nel settore manifatturiero?
- 2.0Proprietà meccaniche della lega di alluminio 6063
- 3.0Composizione chimica della lega di alluminio 6063
- 4.0Applicazioni comuni della lega di alluminio 6063
- 5.0In che modo il 6063 si confronta con altre comuni leghe di alluminio?
- 6.0Preparazioni chiave prima della lavorazione: controllo delle sollecitazioni residue
- 7.0Come lavorare (tagliare) in modo efficiente la lega di alluminio 6063
- 8.0Come saldare correttamente la lega di alluminio 6063
- 9.0Come trattare termicamente la lega di alluminio 6063
- 10.0Come garantire un'elevata qualità superficiale per la lega di alluminio 6063
- 11.0Domande frequenti (FAQ)
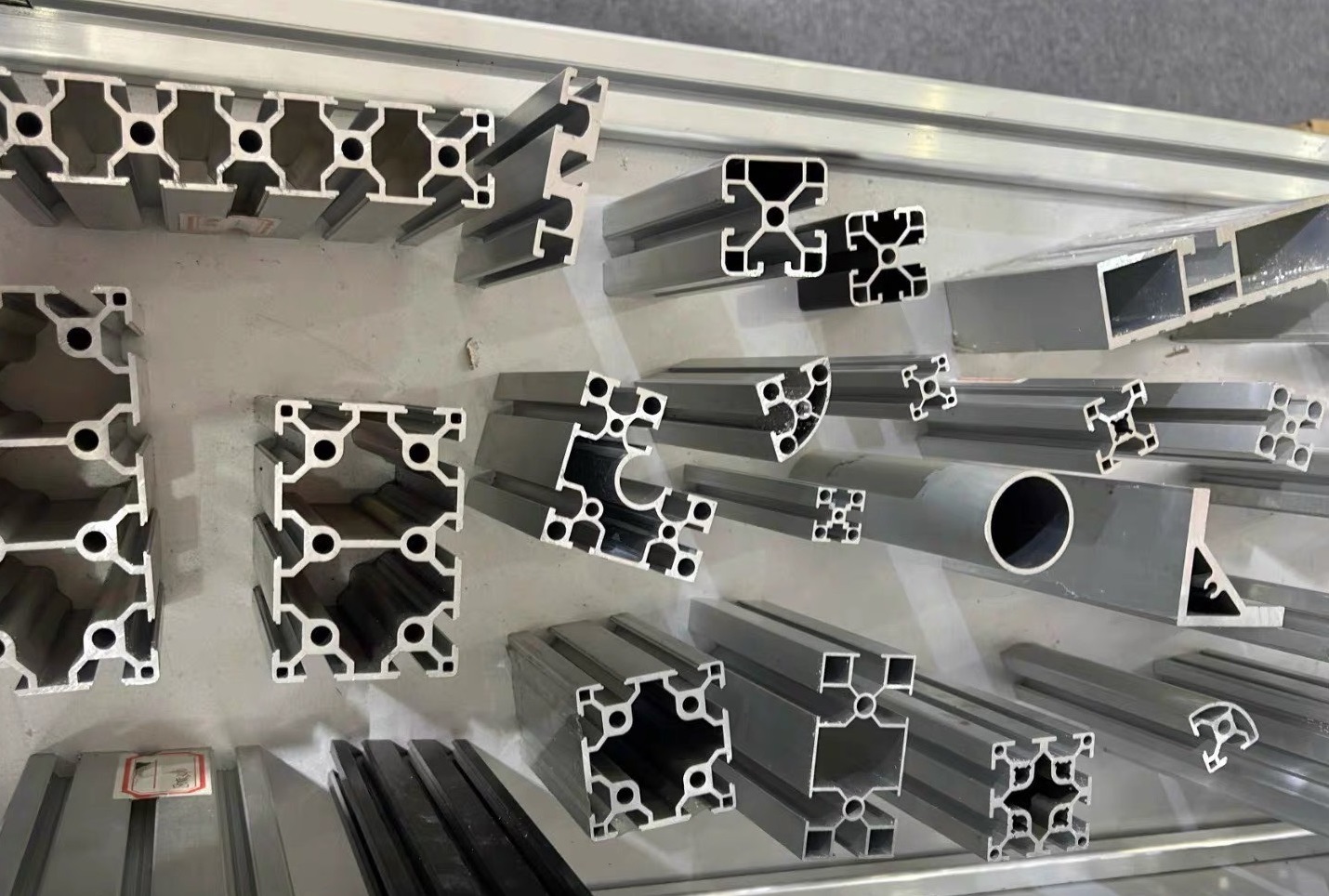
alluminio 6063 La lega fa parte della famiglia alluminio-magnesio-silicio (Al-Mg-Si) ed è una lega trattabile termicamente, specificamente progettata per l'estrusione. I suoi principali vantaggi includono un'eccellente estrudibilità, una finitura superficiale superiore e una forte resistenza alla corrosione. Dopo la lavorazione, offre un aspetto uniforme e gradevole, rendendolo un materiale preferito per profili architettonici e componenti decorativi. È inoltre ampiamente utilizzato nei sistemi di intelaiatura industriale e negli alloggiamenti per apparecchiature elettroniche.
Grazie a tempre quali T5 e T6, il 6063 raggiunge un equilibrio tra resistenza media e buona formabilità, rendendolo particolarmente adatto alla produzione in grandi volumi di profili con sezioni trasversali complesse.
1.0Perché la lega di alluminio 6063 è così popolare nel settore manifatturiero?
La lega 6063 è diventata una delle leghe di profilati in alluminio più ampiamente utilizzate grazie all'ottimizzazione delle sue prestazioni per applicazioni di formatura e decorative:
- Estrudibilità: l'eccezionale estrudibilità consente la produzione di forme di profilo complesse con elevata efficienza
- Finitura superficiale: eccellente qualità superficiale con colore uniforme e di alta qualità dopo l'anodizzazione
- Resistenza alla corrosione: Forte resistenza alla corrosione e all'ossidazione, ideale per componenti decorativi e strutturali per esterni
- Saldabilità: buone prestazioni di saldatura con deformazione minima, facilitando il montaggio
- Efficienza dei costi: costo moderato, fornitura stabile su larga scala e forte valore complessivo
- Lavorabilità: bassa difficoltà di taglio e comoda post-elaborazione
Il suo basso contenuto di impurità e la struttura metallurgica uniforme gli consentono di raggiungere un equilibrio ideale tra estetica e stabilità strutturale, rendendolo particolarmente adatto ad applicazioni quali facciate di edifici e sistemi di porte e finestre, dove l'aspetto e la resistenza agli agenti atmosferici sono fondamentali.

2.0Proprietà meccaniche della lega di alluminio 6063
(Nota: i valori specifici variano a seconda della tempera.)
- Resistenza alla trazione (T6): 210–260 MPa
- Limite di snervamento (T6): ~170 MPa
- Allungamento: 12–18%
- Durezza: 70–85 HB
- Densità: 2,70 g/cm³
- Intervallo di fusione: 607–650°C
Differenze di proprietà per temperamento
- 6063-O: Resistenza minima (resistenza alla trazione ≈ 110 MPa) con eccellente duttilità; adatto per piegature profonde, stiramenti e altre operazioni di formatura pesante
- 6063-T5: Resistenza media con maggiore efficienza produttiva grazie all'invecchiamento in linea; adatto per profili prodotti in serie
- 6063-T6: massima resistenza ottenuta tramite invecchiamento artificiale; utilizzato in applicazioni che richiedono prestazioni strutturali migliorate
3.0Composizione chimica della lega di alluminio 6063
| Composizione | Al 2024 | Al 7075 | Al 6061 | Al 6063 |
|---|---|---|---|---|
| Rame (%) | 3.847 | 1.276 | 0.192 | ≤0,10 |
| Mg (%) | 1.545 | 2.596 | 1.074 | 0,45–0,9 |
| Si (%) | 0.041 | 0.000 | 0.439 | 0,20–0,6 |
| Ferro (%) | 0.223 | 0.329 | 0.307 | ≤0,35 |
| Mn (%) | 0.331 | 0.028 | 0.103 | ≤0,10 |
| Zinco (%) | 0.017 | 5.135 | 0.105 | ≤0,10 |
| Sb (%) | 0.046 | 0.061 | 0.063 | — |
| V (%) | 0.015 | 0.011 | 0.014 | — |
| Pb (% o ppmᵃ) | 0.024, % | 0,000, ppm | 54,451, ppm | — |
| Sn (% o ppm) | 0.021, % | 0.013, % | 81.046, ppm | — |
| Ti (% o ppm) | 90.791, ppm | 0.010, % | 83.090, ppm | ≤0,10 |
| Cr (% o ppm) | 99,931, ppm | 0.279, % | 0.025, % | ≤0,10 |
| Zr (ppm) | 8.746 | 0.000 | 3.584 | — |
| Ni (ppm) | 60.653 | 48.240 | 76.797 | — |
| Al (%) | Il riposo | Il riposo | Il riposo | Bilancia |
La composizione del 6063 favorisce il rafforzamento della precipitazione di Mg₂Si, sebbene il rapporto Mg:Si possa variare leggermente a seconda del lotto. I bassi livelli di ferro e rame sono fattori critici che contribuiscono alla sua superiore qualità superficiale.
4.0Applicazioni comuni della lega di alluminio 6063
- Porte e finestre architettoniche, profili per facciate continue, strutture per verande
- Profili decorativi per interni (soffitti, tramezzi, battiscopa)
- Strutture di linee di trasporto industriali e protezioni di sicurezza per attrezzature
- Componenti per mobili (telai per tavoli e sedie, bordi per mobili)
- Alloggiamenti elettronici e profili dissipatori di calore
- Rifiniture per auto e portapacchi
- Strutture espositive e cornici lightbox
5.0In che modo il 6063 si confronta con altre comuni leghe di alluminio?
| Lega | Forza | Lavorabilità (Estrusione) | Saldabilità | Resistenza alla corrosione | Qualità della superficie | Caratteristiche principali |
| 6063 | Medio | Eccellente | Eccellente | Eccellente | Eccellente | Lega di estrusione preferita con forte appeal decorativo |
| 6061 | Medio-Alto | Bene | Molto bene | Eccellente | Bene | Proprietà bilanciate per applicazioni strutturali |
| 7075 | Molto alto | Povero | Povero | Bene | Giusto | Lega ad alta resistenza di grado aerospaziale |
| 5052 | Medio | Media | Bene | Eccellente | Bene | Utilizzato principalmente per la lavorazione di lamiere e piastre |
Il vantaggio principale del 6063 risiede nella sua estrudibilità e nella finitura superficiale, che superano di gran lunga altre leghe, rendendolo insostituibile nelle applicazioni architettoniche e decorative.

6.0Preparazioni chiave prima della lavorazione: controllo delle sollecitazioni residue
Le tensioni residue nei profili estrusi in acciaio 6063 derivano principalmente dal raffreddamento dopo l'estrusione. Le sezioni complesse o con pareti sottili sono soggette a deformazione quando le tensioni vengono rilasciate durante la lavorazione. Pratiche consigliate:
- Consentire l'invecchiamento naturale o artificiale dopo l'estrusione per ridurre lo stress interno
- Lasciare riposare i profili per 24 ore dopo la lavorazione grezza prima di rifinirli
- Utilizzare un serraggio multipunto e uniformemente distribuito per evitare sollecitazioni localizzate
- Seguire un approccio di "lavorazione simmetrica" per ridurre al minimo le forze di taglio unilaterali
7.0Come lavorare (tagliare) in modo efficiente la lega di alluminio 6063
Con durezza inferiore e duttilità superiore rispetto 6061, 6063 offre una ridotta resistenza al taglio ma è più soggetto a formazione di tagliente di riporto e ad adesione dell'utensile. Per ottenere prestazioni costanti, soprattutto quando si utilizza un Macchina per il taglio dell'alluminio —la selezione degli utensili e i parametri di taglio devono essere attentamente ottimizzati
7.1Strumenti e inserti consigliati:
- Utensili in metallo duro (preferiti):
Frese a 2 o 3 taglienti con angolo di spoglia elevato (15°–20°) e scanalature per i trucioli allargate. - Rivestimenti:TiB₂ e DLC offrono eccellenti proprietà antiaderenti. Il TiN è più soggetto a inceppamenti, ma può comunque essere efficace per lavorazioni leggere o a ciclo breve.
Elevate velocità di taglio, bordi affilati e un raffreddamento adeguato sono essenziali, soprattutto su macchine automatizzate Macchine per il taglio dell'alluminio. - Utensili HSS:
Adatto per operazioni leggere come la perforazione di base - Esercizi:
Le geometrie delle scanalature paraboliche migliorano l'evacuazione dei trucioli e riducono l'intasamento.
7.2Parametri di taglio consigliati (intervallo di riferimento):
| Processo | Velocità di taglio Vc | Velocità di avanzamento | Profondità di taglio | Appunti |
| Fresatura | 300–500 metri al minuto | 0,05–0,2 mm/dente | 1–5 millimetri | Refrigerante/lubrificante richiesto |
| Girando | 250–400 metri al minuto | 0,2–0,4 mm/giro | 1–3 millimetri | Evitare il taglio a bassa velocità |
| Perforazione | 80–150 metri/min | 0,08–0,25 mm/giro | Regolare secondo necessità | Foratura a gradini + refrigerante per fori profondi |
| toccando | 10–20 metri/min | Passo della filettatura | — | Utilizzare maschi specifici per alluminio + olio per maschiatura |
Queste gamme funzionano bene sia per le configurazioni manuali che per quelle dotate di CNC Macchine per il taglio dell'alluminio, garantendo una qualità di lavorazione stabile.
7.3Note di lavorazione:
- Raffreddamento/lubrificazione:
Utilizzare emulsioni o fluidi da taglio specifici per l'alluminio con additivi EP per ridurre al minimo l'adesione dell'utensile e prolungarne la durata, aspetto particolarmente importante per le attrezzature per il taglio dell'alluminio ad alto numero di giri. - Condizione dell'utensile:
Mantenere i bordi taglienti affilati e riaffilarli quando necessario per evitare di sbavare o comprimere il morbido materiale 6063. - Metodo di taglio:
Si preferisce la fresatura concorde per ridurre la formazione di bave e graffi superficiali. - Evitare la sosta degli utensili:
Non lasciare che l'utensile si fermi sulla superficie del pezzo in lavorazione per evitare segni di indentazione. - Parti a parete sottile:
Utilizzare ganasce morbide, dispositivi di fissaggio a vuoto o supporti aggiuntivi per evitare deformazioni durante il taglio, in particolare quando si lavora su avanzamento rapido Macchine per il taglio dell'alluminio.
8.0Come saldare correttamente la lega di alluminio 6063
6063 offre una migliore saldabilità rispetto a 6061, con minore distorsione nella zona termicamente alterata (ZTA). Tuttavia, la perdita di resistenza nella saldatura e nella ZTA può raggiungere 20-501 TP3T (tipicamente circa 301 TP3T), a seconda della tempra del materiale di base, del metodo di saldatura e dell'apporto termico. Potrebbe essere necessario un invecchiamento post-saldatura o una progettazione con compensazione della resistenza.
8.1Metodi di saldatura comuni
- Saldatura TIG: preferita per un aspetto di saldatura preciso e pulito con distorsione minima; ideale per componenti decorativi
- Saldatura MIG: elevata efficienza; adatta per profili a parete spessa o produzione di massa
- Fili di riempimento comuni: ER4043 (buona fluidità e aspetto della saldatura), ER5356 (maggiore resistenza)
8.2Tecniche di saldatura
- Preparazione pre-saldatura: rimuovere lo strato di ossido (Al₂O₃) utilizzando una spazzola in acciaio inossidabile o uno sgrassatore chimico fino a quando non è visibile una lucentezza metallica
- Gas di protezione: Argon puro (≥99,99%), 8–12 L/min
- Preriscaldamento: per spessori >8 mm, preriscaldare a 100–150°C per evitare crepe da freddo
- Parametri di saldatura: utilizzare bassa corrente e velocità di spostamento elevate per ridurre al minimo la larghezza della ZTA
- Trattamento post-saldatura: consentire il raffreddamento naturale; è possibile applicare un nuovo invecchiamento T6 se è richiesta una maggiore resistenza
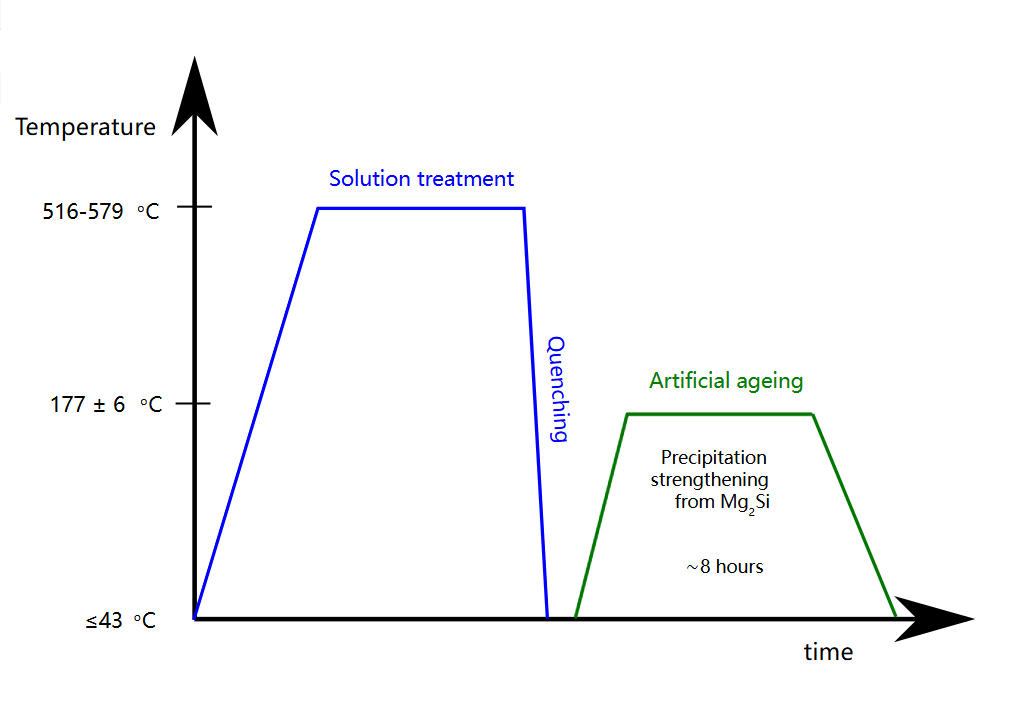
9.0Come trattare termicamente la lega di alluminio 6063
L'obiettivo principale del trattamento termico per 6063 è ottimizzare la precipitazione di Mg₂Si, bilanciando resistenza ed estrudibilità.
9.1Trattamento della soluzione
- Temperatura di riscaldamento: 530–540°C (inferiore a 6061 per impedire la crescita dei grani)
- Tempo di mantenimento: 1–2 ore a seconda dello spessore della sezione
- Tempra: Tempra in acqua con velocità di raffreddamento ≥150°C/min per prevenire la precipitazione prematura
9.2Trattamento dell'invecchiamento
- Invecchiamento artificiale T6: 170–180°C per 8–12 ore, raffreddamento ad aria
- Invecchiamento in linea T5: Temperatura controllata tramite vasche di raffreddamento dopo l'estrusione; 150–170°C per 4–6 ore, alta efficienza
- Invecchiamento naturale: 7–14 giorni a temperatura ambiente; la resistenza finale raggiunge ~70–80% di T6, adatto quando non è richiesta un'elevata resistenza

10.0Come garantire un'elevata qualità superficiale per la lega di alluminio 6063
Il 6063 è considerato un substrato ideale per l'anodizzazione e la qualità del trattamento superficiale influenza direttamente il valore del prodotto finale.
10.1Trattamenti superficiali comuni
- Anodizzazione (trasparente, colorata, elettroforetica): la più comune; migliora la resistenza alla corrosione e l'aspetto
- Anodizzazione dura: spessore del rivestimento di 20–50 μm per una maggiore resistenza all'usura nelle applicazioni industriali
- Sabbiatura e spazzolatura: creano finiture opache o testurizzate e mascherano piccoli graffi
- Verniciatura a polvere: ampia gamma di colori con elevata resistenza agli agenti atmosferici per componenti esterni
- Lucidatura: fornisce una finitura a specchio per usi decorativi di alta qualità
10.2Note sul trattamento superficiale
- Il pretrattamento è fondamentale: sgrassaggio accurato (detergente alcalino), neutralizzazione e lucidatura chimica per rimuovere la pellicola di ossido e i contaminanti
- Durante l'anodizzazione, evitare un'eccessiva densità di corrente per prevenire un rivestimento ruvido o irregolare
- Controllare la temperatura della filiera di estrusione per evitare difetti superficiali come linee scure e graffi
- Evitare il contatto con sostanze corrosive durante lo stoccaggio per evitare scolorimento
11.0Domande frequenti (FAQ)
Il 6063 è adatto all'estrusione di profili complessi?
Sì. La lega 6063 offre eccellenti caratteristiche di fluidità durante l'estrusione e supporta sezioni a parete sottile (in alcuni processi inferiori a 1,2 mm). Lo spessore finale e la complessità della parete dipendono dalla geometria del profilo, dalla progettazione della matrice e dalle condizioni di estrusione, rendendola una delle leghe migliori per profili complessi.
Quale lega si anodizza meglio: la 6063 o la 6061?
Il 6063 offre prestazioni migliori. Il suo basso contenuto di ferro e rame si traduce in uno strato di ossido più uniforme, una colorazione uniforme e una maggiore brillantezza superficiale, soprattutto per finiture decorative di colore chiaro.
Qual è la differenza principale tra le tempre 6063 T5 e T6?
- T5: Invecchiamento in linea, elevata efficienza produttiva, costi inferiori, resistenza media (trazione ≈210 MPa); adatto per profili standard di porte/finestre
- T6: Invecchiamento artificiale, maggiore resistenza (trazione ≈260 MPa), minore deformazione; ideale per applicazioni strutturali o componenti critici per la resistenza
Come si può evitare che l'utensile si inceppi durante la lavorazione del 6063?
Concentrarsi su elevata velocità di taglio + raffreddamento adeguato + utensili affilati: velocità di taglio ≥300 m/min, fluido da taglio specifico per alluminio, utensili affilati regolarmente ed evitare lavorazioni meccaniche a bassa velocità e carichi pesanti.
Il modello 6063 può essere utilizzato in ambienti esterni?
Sì. La sua resistenza alla corrosione, unita alla protezione anodizzata, garantisce una lunga durata per molti anni. In ambienti costieri o fortemente inquinati, si raccomanda una protezione aggiuntiva o una manutenzione periodica.
Riferimento
https://en.wikipedia.org/wiki/6063_aluminium_alloy
https://www.gabrian.com/6063-aluminum-properties/
https://www.metalexchange.com/press/6063-aluminum


