
- 1.0Che cosa è un profilo in alluminio
- 2.0Caratteristiche principali dei profili in alluminio
- 3.0Leghe di alluminio comuni, gradi e loro differenze
- 4.0Trattamento termico e stati di tempra
- 5.0Classificazioni fondamentali dei profili in alluminio
- 6.0Produzione e trattamento superficiale di profili in alluminio
- 7.0Aree di applicazione principali dei profili in alluminio
- 8.0Controllo qualità e manutenzione dei profili in alluminio
1.0Che cosa è un profilo in alluminio
Il profilo in alluminio, noto anche come estrusione di alluminio o telaio in alluminio, è un profilato metallico realizzato principalmente in lega di alluminio attraverso una serie di processi, tra cui fusione, estrusione e trattamento superficiale. Presenta una sezione trasversale definita e dimensioni standardizzate o personalizzate.
Il processo di formatura chiave è l'estrusione: billette cilindriche in lega di alluminio vengono riscaldate a circa 450-500 °C e poi forzate attraverso una matrice in acciaio progettata su misura, a pressioni che vanno da 100 a 1.000 tonnellate. Questo processo produce profili con sezioni trasversali uniformi e dimensioni precise. Dopo il raffreddamento e la formatura, il profilo mantiene la geometria fissa definita dalla matrice. Grazie all'ottimizzazione della lega e al controllo del processo, le prestazioni meccaniche e funzionali possono essere ulteriormente migliorate.
2.0Caratteristiche principali dei profili in alluminio
- Leggero e ad alta resistenza: Con una densità di circa 2,7 g/cm³, i profili in alluminio sono significativamente più leggeri dell'acciaio. La lega migliora notevolmente la resistenza, contribuendo a ridurre il peso strutturale complessivo e a migliorare l'efficienza energetica.
- Resistenza alla corrosione: Uno strato di ossido di alluminio formatosi naturalmente sulla superficie fornisce un'efficace protezione contro la corrosione, rendendo i profili in alluminio adatti ad ambienti esterni e umidi.
- Ottima lavorabilità: I profili in alluminio sono facili da estrudere, tagliare, saldare e lavorare con macchine CNC, consentendo una personalizzazione flessibile per progetti strutturali complessi.
- Sostenibile dal punto di vista ambientale: L'alluminio è riciclabile al 100% e l'alluminio riciclato richiede solo 5-10% dell'energia necessaria per produrre alluminio primario, supportando gli obiettivi di produzione ecologica e sostenibilità.
- Bassi costi di manutenzione: L'alluminio non arrugginisce e resiste alla deformazione, consentendo una durata di vita di 50 anni o più in condizioni normali.
- Proprietà fisiche funzionali: La buona conduttività termica ed elettrica, unita al comportamento non magnetico, rendono i profili in alluminio ideali per l'elettronica, la dissipazione del calore e le apparecchiature di precisione.
3.0Leghe di alluminio comuni, gradi e loro differenze
| Serie/grado di lega | Principali elementi di lega | Prestazioni meccaniche | Caratteristiche del trattamento superficiale | Applicazioni tipiche |
| 6063 | Si (0,2–0,6%), Mg (0,45–0,9%), Cu ≤0,1% | Resistenza alla trazione ≈ 190 MPa, limite di snervamento ≈ 145 MPa, resistenza media | Eccellente qualità di anodizzazione, finitura superficiale liscia e uniforme | Decorazione architettonica, mobili, dissipatori elettronici, porte e finestre, strutture decorative, profili LED |
| 6061 | Si, Mg, Cu (0,15–0,4%), Cr (0,04–0,35%) | Resistenza alla trazione ≈ 310 MPa, limite di snervamento ≈ 276 MPa, elevata resistenza e durezza | Qualità dell'anodizzazione leggermente inferiore alla 6063, ottima saldabilità | Strutture industriali pesanti, telai per macchinari |
| Serie 1000 | Alluminio ad alta purezza | Bassa resistenza meccanica | Eccellente resistenza alla corrosione e conduttività elettrica | Applicazioni elettriche, componenti di dissipazione del calore in cui la purezza del materiale è essenziale |
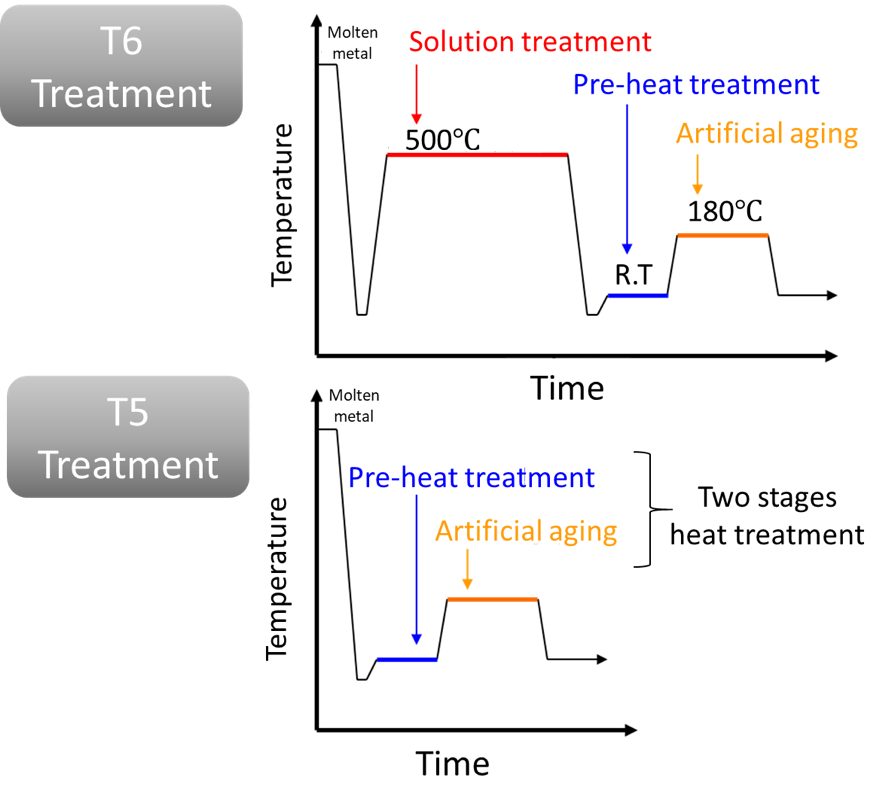
4.0Trattamento termico e stati di tempra
| Stato d'animo | Durezza Webster | Processo di formazione | Caratteristiche delle prestazioni |
| T5 | 8–12 | Raffreddamento controllato e invecchiamento artificiale dopo l'estrusione | Resistenza e lavorabilità bilanciate |
| T6 | Circa 13,5 | Trattamento termico di soluzione seguito da invecchiamento artificiale | Maggiore resistenza e durezza rispetto al T5 |
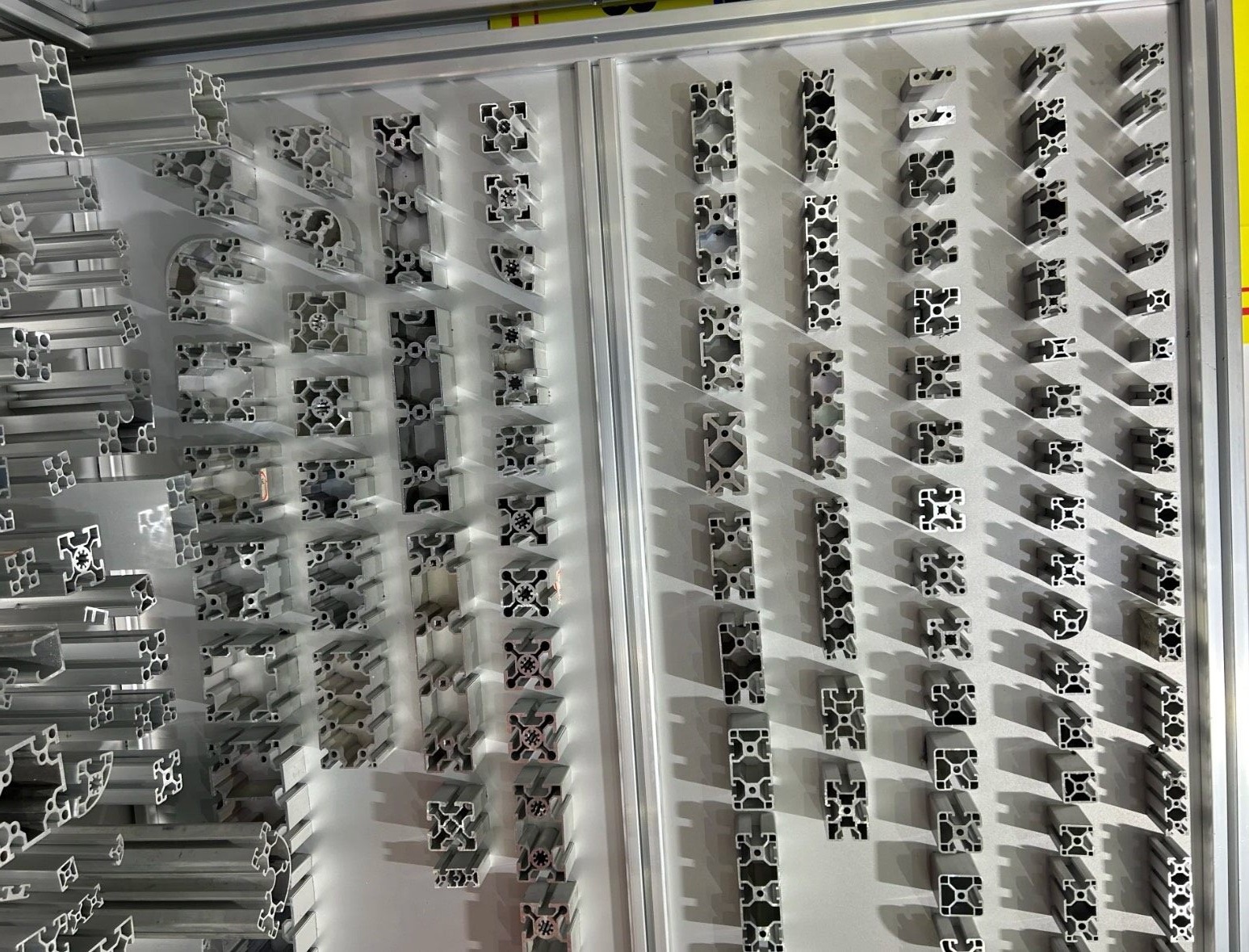
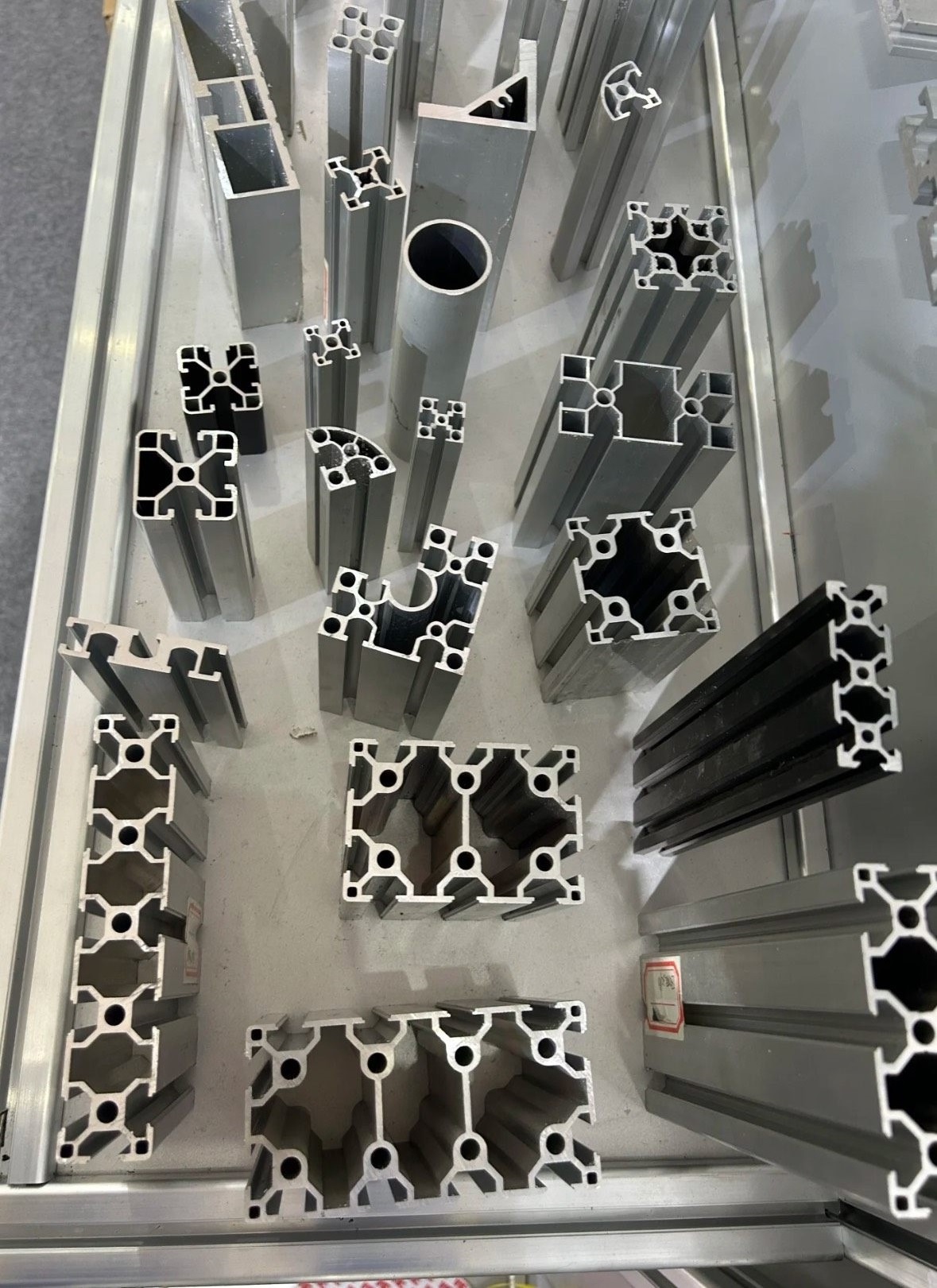
5.0Classificazioni fondamentali dei profili in alluminio
5.1Classificazione per grado di personalizzazione
| Classificazione | Caratteristiche | Forme/applicazioni comuni |
| Profili standard | Prodotto in dimensioni e sezioni trasversali standard del settore, elevata efficienza dei costi, facile reperibilità | Profili ad angolo L, canali a U, profili a T, tubi quadrati e rotondi, barre piatte, profili a Z; strutture generali, connettori, supporti strutturali |
| Profili speciali | Progettato per applicazioni specifiche, con elementi personalizzati (strutture a scatto, canali di gestione cavi integrati, superfici di montaggio dedicate) | Attrezzature di precisione, componenti architettonici specializzati |
| Profili personalizzati | Sviluppato con utensili dedicati in base ai requisiti specifici del progetto, sezioni trasversali e dimensioni uniche | Scenari di progettazione e ingegneria personalizzati |

5.2Classificazione per struttura e applicazione
| Classificazione | Caratteristiche | Applicazioni tipiche |
| Profili del telaio | Bordi sicuri dei pannelli (vetro, fogli di plastica), combinano stabilità strutturale con fascino decorativo | Telai per porte e finestre, espositori pubblicitari, stand fieristici, bordature per mobili |
| Profili scatolati | Sezioni chiuse rettangolari o quadrate, eccezionale rigidità e capacità portante, buona conduttività termica ed elettrica | Edilizia, automotive, produzione di macchinari, applicazioni elettriche |
| Profili LED | Progettato specificamente per strisce LED, sfrutta la conduttività termica dell'alluminio per la dissipazione del calore, supporta l'installazione in superficie o incassata | Sistemi di illuminazione a LED, forniscono una distribuzione uniforme della luce e protezione meccanica |
| Profili angolari | A forma di L, proteggono e decorano le giunzioni di due superfici, prevengono i danni da impatto | Decorazione per interni ed esterni, protezione delle attrezzature |
| Profili Sigma | Sezione trasversale simile alla lettera greca Σ, elevata resistenza strutturale | Componenti portanti e di fissaggio in macchinari industriali, installazioni di fabbrica |
| Profili a trave cava | Strutture cave senza rigide limitazioni di sezione trasversale (varianti rettangolari, quadrate) | Strutture di supporto orizzontali in edifici e ponti, applicazioni per carichi pesanti |
| Profili funzionali dedicati | Includono profili per finestre scorrevoli SD (elevata resistenza alle intemperie), profili per facciate continue RCW (facciate alte, sigillatura e protezione), profili per porte (fissaggio di pesanti porte in vetro), profili per persiane (ventilazione, illuminazione naturale, privacy, resistenza all'acqua), profili a T (travi, supporti angolari) | Sistemi di finestre scorrevoli, facciate continue per edifici alti, strutture di porte in vetro pesante, sistemi di ventilazione, strutture a capriate |
5.3Altri metodi di classificazione
| Base di classificazione | Tipi | Criteri di selezione |
| Processo di fabbricazione | Profili estrusi, profili fusi, profili laminati | In base all'efficienza produttiva e ai requisiti di prestazione del prodotto |
| Finitura superficiale | Profili con finitura grezza, profili anodizzati, profili verniciati a polvere | In base all'ambiente applicativo e ai requisiti estetici |
6.0Produzione e trattamento superficiale di profili in alluminio
6.1Punti chiave del processo di produzione
Il processo di estrusione conferisce ai profili in alluminio un'eccezionale flessibilità di progettazione, consentendo la produzione sia di semplici barre piene che di complesse sezioni trasversali multi-cavità. Un flusso di produzione completo include riscaldamento billette → riscaldamento contenitore → riscaldamento matrice → estrusione → tempra → raddrizzatura → taglio a misura → stoccaggio → invecchiamento → consegna. Ogni parametro di processo influisce direttamente sulla qualità del prodotto finale.
Requisiti di controllo del processo
- La temperatura di estrusione, la pressione e la velocità di raffreddamento devono essere costantemente monitorate per garantire precisione dimensionale e prestazioni meccaniche costanti.
- Le matrici di estrusione devono essere lucidate e preriscaldate a 440–480 °C (per le matrici a oblò, tempo di mantenimento ≥1,5 ore); il contenitore viene riscaldato a 380–430 °C e pulito regolarmente.
- Le billette vengono ispezionate per rimuovere eventuali difetti e riscaldate in base allo spessore della parete (≥1,4 mm: 440–540°C; <1,4 mm: 400–540°C).
- La pressione di estrusione iniziale non deve superare i 210 kg/cm²; la pressione viene rilasciata per il degasaggio a 110–160 kg/cm². La temperatura di uscita deve essere ≥500 °C e lo spessore del fondello deve essere controllato entro 15–30 mm.
Tempra e invecchiamento
Questi sono passaggi critici per migliorare le proprietà meccaniche. Per la lega 6063 (tempra T6), è richiesto il raffreddamento ad aria forzata, con una velocità di raffreddamento ≥80 °C/min fino a temperature inferiori a 170 °C. La lega 6061 può essere temprata utilizzando aria forte, nebbia d'acqua o raffreddamento ad acqua. L'invecchiamento consente la precipitazione degli elementi di lega, migliorando significativamente la resistenza.
6.2Principali metodi di trattamento superficiale
| Metodo di trattamento | Principio di processo | Caratteristiche delle prestazioni | Limitazioni | Applicazioni tipiche |
| Anodizzazione | Forma uno strato denso di ossido di alluminio tramite reazione elettrochimica (spessore 5–25 μm) | Elevata durezza, eccellente resistenza alla corrosione e all'usura, tingibile in più colori, durata fino a 20 anni | Non conduttivo, uniformità del colore sensibile al controllo del processo | Componenti architettonici, dissipatori di calore elettronici |
| Verniciatura a polvere | Applicazione elettrostatica della polvere seguita da polimerizzazione a 180–200°C | Ampia gamma di colori e finiture (opaco, lucido), eccellente resistenza agli agenti atmosferici, anti-sbiadimento, senza solventi, ecologico | Le tonalità luminose possono sbiadire, possono verificarsi difetti superficiali (buccia d'arancia, distacco di polvere) | Pareti divisorie, strutture esterne |
| Trattamento meccanico delle superfici | Spazzolatura, lucidatura, sabbiatura per creare texture distinte | La spazzolatura nasconde i graffi, la lucidatura produce una finitura a specchio, la sabbiatura fornisce una superficie opaca e non riflettente | — | Componenti decorativi, attrezzature di precisione |
| Rivestimento elettroforetico | Particelle di rivestimento depositate sotto campo elettrico per formare uno strato uniforme e liscio | Forte adesione, resistenza agli urti, pienezza del rivestimento superiore rispetto all'anodizzazione | Opzioni di colore limitate (argento, champagne, nero), potrebbero verificarsi variazioni di colore | Porte e finestre architettoniche, profili per mobili |
| Anodizzazione conduttiva | Forma uno strato sottile di ossido (0,5–5 μm) | Mantiene la conduttività elettrica fornendo al contempo una protezione di base | — | Componenti elettronici |
| Stampa a trasferimento di venature del legno | Simula le texture del legno naturale sulla superficie del profilo | Migliora l'aspetto decorativo, combina le prestazioni dell'alluminio con l'estetica del legno | — | Arredamento, decorazione architettonica |

6.3Utensili e attrezzature di base
- Matrici di estrusione: Utensili di base per la formatura dei profili, progettati su misura in base alla geometria della sezione trasversale; la qualità dello stampo determina direttamente la precisione dimensionale e la precisione della forma, richiedendo una manutenzione regolare per prevenire difetti dovuti all'usura.
- Sistemi di fissaggio e serraggio: Utilizzato per posizionare e fissare i profili durante la lavorazione; una progettazione adeguata garantisce un posizionamento accurato, previene movimenti e vibrazioni, mantiene tolleranze ristrette e coerenza dei lotti e protegge la durata dell'utensile.
- Utensili da taglio: Inclusi lame per seghe, trapani, frese, maschi e alesatori; gli utensili devono avere elevata precisione ed eccellente finitura superficiale, con materiale, rivestimento e geometria del tagliente ottimizzati per l'alluminio; si consigliano utensili specializzati e lubrificanti dedicati a causa della tendenza dell'alluminio ad aderire agli utensili ad alte velocità e temperature.
6.4Attrezzature di elaborazione comunemente utilizzate
- Centri di lavoro con mandrino elettrico ad alta velocità: In grado di effettuare lavorazioni multidirezionali entro un intervallo di 180° attorno alla superficie estrusa; può elaborare fino a tre lati di profili quadrati in un'unica configurazione, adatto a requisiti di lavorazione complessi.
- Macchine dedicate per profili in alluminio: Macchine semplificate per operazioni di taglio e foratura; facili da usare, adatte alla lavorazione di componenti strutturalmente semplici.
- Macchine per il taglio dell'alluminio: Progettato specificamente per profili in alluminio; elevata precisione di taglio, bordi senza sbavature, adatto a diverse sezioni e spessori, supporta il taglio a lunghezza fissa per la prelavorazione di porte, finestre e telai.
- Macchine piegatrici per profili in alluminio: Utilizzato per piegare profili con un controllo preciso dell'angolo (regolabile da 0° a 180°); può trasformare profili a pareti sottili e spesse in archi, angoli retti e altre forme complesse, soddisfacendo i requisiti di progettazione architettonica e industriale.

6.5Fattori chiave nella lavorazione dei profili
- Selezione dell'attrezzatura: Le macchine devono essere selezionate in base alla complessità del processo e alla geometria dei pezzi per garantire la compatibilità con gli utensili richiesti, una qualità stabile e cicli di produzione ottimizzati.
- Controllo dell'usura degli utensili: Una lubrificazione efficace, sistemi di evacuazione dei trucioli e una manutenzione regolare riducono l'usura degli utensili, mantenendo la precisione di lavorazione e prolungando la durata degli utensili.
- Monitoraggio del processo: I sistemi di monitoraggio della lavorazione e di registrazione dei dati consentono una tracciabilità completa, garantendo che tutti i pezzi vengano lavorati secondo parametri coerenti per una produzione stabile e affidabile.
- Garanzia di sicurezza: Le apparecchiature completamente automatizzate riducono al minimo il contatto dell'operatore con i componenti in movimento; in ogni fase del processo sono necessari adeguati dispositivi di protezione individuale.
6.6Metodi di elaborazione secondaria (approfondita)
- Lavorazione CNC: Adatto per componenti ad alta precisione, in grado di produrre fori e scanalature complessi con tolleranze fino a ±0,01 mm; il 6061 richiede velocità di taglio leggermente inferiori rispetto al 6063 a causa della maggiore durezza; le applicazioni tipiche includono connettori di precisione e custodie elettroniche.
- Taglio e foratura: I metodi di taglio includono la segatura e il taglio laser; il taglio laser offre elevata precisione e bordi lisci, ideali per profili sottili o complessi; la foratura richiede velocità di avanzamento controllate e i profili sottili devono essere fissati saldamente per evitare deformazioni e una scarsa qualità del foro.
- Piegatura e saldatura: Il 6061 ha una saldabilità migliore del 6063 e richiede un trattamento termico post-saldatura per ripristinarne la resistenza; il 6063 è più soggetto a cricche durante la saldatura, il che richiede un'attenta selezione del processo.
7.0Aree di applicazione principali dei profili in alluminio
- Industria edile: Utilizzati in sistemi di facciate continue, porte e finestre, strutture di montaggio solare, ponti, stadi, telai di grattacieli, battiscopa, ecc. I profili per finestre e porte a taglio termico, combinati con strisce isolanti, offrono eccellenti prestazioni termiche e acustiche, soddisfacendo i moderni requisiti di efficienza energetica degli edifici.
- Industria dei trasporti: Applicato nei telai di aeromobili e automobili, nei sistemi di raffreddamento e nei componenti interni. Le proprietà di leggerezza contribuiscono a migliorare l'efficienza del carburante, mentre le leghe di alluminio ad alta resistenza sono ampiamente utilizzate nelle applicazioni aerospaziali per ridurre il peso e migliorare le prestazioni.
- Industria elettronica ed elettrica: Comunemente utilizzato per dissipatori di calore, alloggiamenti per apparecchiature e sistemi di gestione dei cavi. L'elevata conduttività termica e le proprietà di schermatura elettromagnetica proteggono i componenti elettronici sensibili, migliorando al contempo l'efficienza di dissipazione del calore.
- Nuova industria energetica: Utilizzato nei sistemi di montaggio dei pannelli solari e nei componenti delle turbine eoliche. La resistenza alle condizioni meteorologiche estreme e la riciclabilità sono in linea con i requisiti di sostenibilità del settore delle energie rinnovabili.
- Industria industriale e dei macchinari: Applicati a telai di macchine, banchi da lavoro, sistemi di trasporto e recinzioni di sicurezza industriali. I sistemi modulari di profili in alluminio consentono un rapido assemblaggio e riconfigurazione, supportando la flessibilità richiesta dalle linee di produzione automatizzate.
- Industria della decorazione e dell'arredamento: Utilizzati in vetrine, telai per mobili e illuminazione decorativa a LED. I profili in alluminio combinano estetica e funzionalità e possono essere trattati superficialmente per adattarsi a diversi stili di design e ambienti interni.


8.0Controllo qualità e manutenzione dei profili in alluminio
8.1Standard di qualità e ispezione
- Conformità agli standard: La produzione è conforme agli standard riconosciuti a livello internazionale, tra cui ISO 9001 (Sistemi di gestione della qualità), ISO 14001 (Sistemi di gestione ambientale) e agli standard EN, ASTM e DIN pertinenti per i profili in alluminio, garantendo un controllo rigoroso sulla resistenza meccanica, sulle tolleranze dimensionali e sulla durata a lungo termine.
- Metodi di prova: I test regolari includono prove di resistenza alla trazione, prove di durezza e prove di resistenza alla corrosione. Il controllo statistico di processo e il monitoraggio in tempo reale sono implementati per garantire stabilità e coerenza della produzione.
- Certificazione e conformità: La certificazione di terze parti viene utilizzata per verificare la conformità del prodotto, fornendo una garanzia di qualità affidabile per vari scenari applicativi.
8.2Linee guida per la manutenzione giornaliera
I profili in alluminio richiedono una manutenzione minima. Una pulizia di routine con acqua pulita o detergenti neutri è sufficiente per rimuovere polvere e residui oleosi. Si consiglia di evitare l'uso di detergenti corrosivi. Per le applicazioni esterne, i rivestimenti superficiali devono essere ispezionati periodicamente e eventuali danni devono essere riparati tempestivamente per prolungarne la durata.
Riferimento
https://www.tuofa-cncmachining.com/tuofa-blog/t6-temper-aluminum.html=
https://www.unionfab.com/blog/2025/04/aluminum-6061-vs-6063
https://news.cision.com/otto-fuchs-drilling-solutions/i/strength-to-weight,c2242389



