
- 1.0Cosa sono gli elementi di taglio nel taglio dei metalli
- 2.0Classificazione delle superfici del pezzo nelle operazioni di taglio
- 3.0Cosa sono l'alimentazione e la velocità di alimentazione
- 4.0Che cosa è la profondità di taglio?
- 5.0Conclusione: perché è importante comprendere lo strato di taglio
- 6.0FAQ: Domande frequenti sul taglio dei metalli
Il taglio dei metalli è uno dei metodi di produzione più fondamentali e critici nell'ingegneria meccanica. Che si tratti di tornitura su tornio, fresatura su fresa, alesatura su alesatrice o asportazione di materiale di precisione su moderni sistemi CNC come Macchine per il taglio laser dei tubi, il principio fondamentale rimane lo stesso: rimuovere il materiale in eccesso da un pezzo in lavorazione per ottenere la forma, le dimensioni e la qualità superficiale richieste.
Per comprendere appieno il processo di taglio dei metalli, è fondamentale analizzarlo sotto tre aspetti chiave: elementi di taglio, parametri di taglio e geometria dello strato di taglio.
1.0Cosa sono gli elementi di taglio nel taglio dei metalli
Il taglio dei metalli è un processo di lavorazione in cui un utensile da taglio applica un movimento di taglio a un pezzo su una macchina utensile, causando la rimozione del materiale in eccesso sotto forma di trucioli. Le macchine utensili più comuni includono torni, fresatrici, trapani e alesatrici.
Gli elementi di base del taglio dei metalli includono principalmente:
- Movimento di taglio: compreso il movimento principale e il movimento di avanzamento (ad esempio, la rotazione del pezzo è il movimento principale su un tornio, mentre la rotazione dell'utensile è il movimento principale su una fresatrice o una perforatrice)
- Parametri di taglio
- Strato di taglio e suoi parametri geometrici
Questi elementi determinano collettivamente l'efficienza di taglio, la precisione della lavorazione e la durata dell'utensile.
Riepilogo: Gli elementi di taglio costituiscono la base teorica per l'analisi del processo di taglio, la selezione dei parametri di taglio e l'ottimizzazione delle strategie di lavorazione su diversi tipi di macchine utensili.
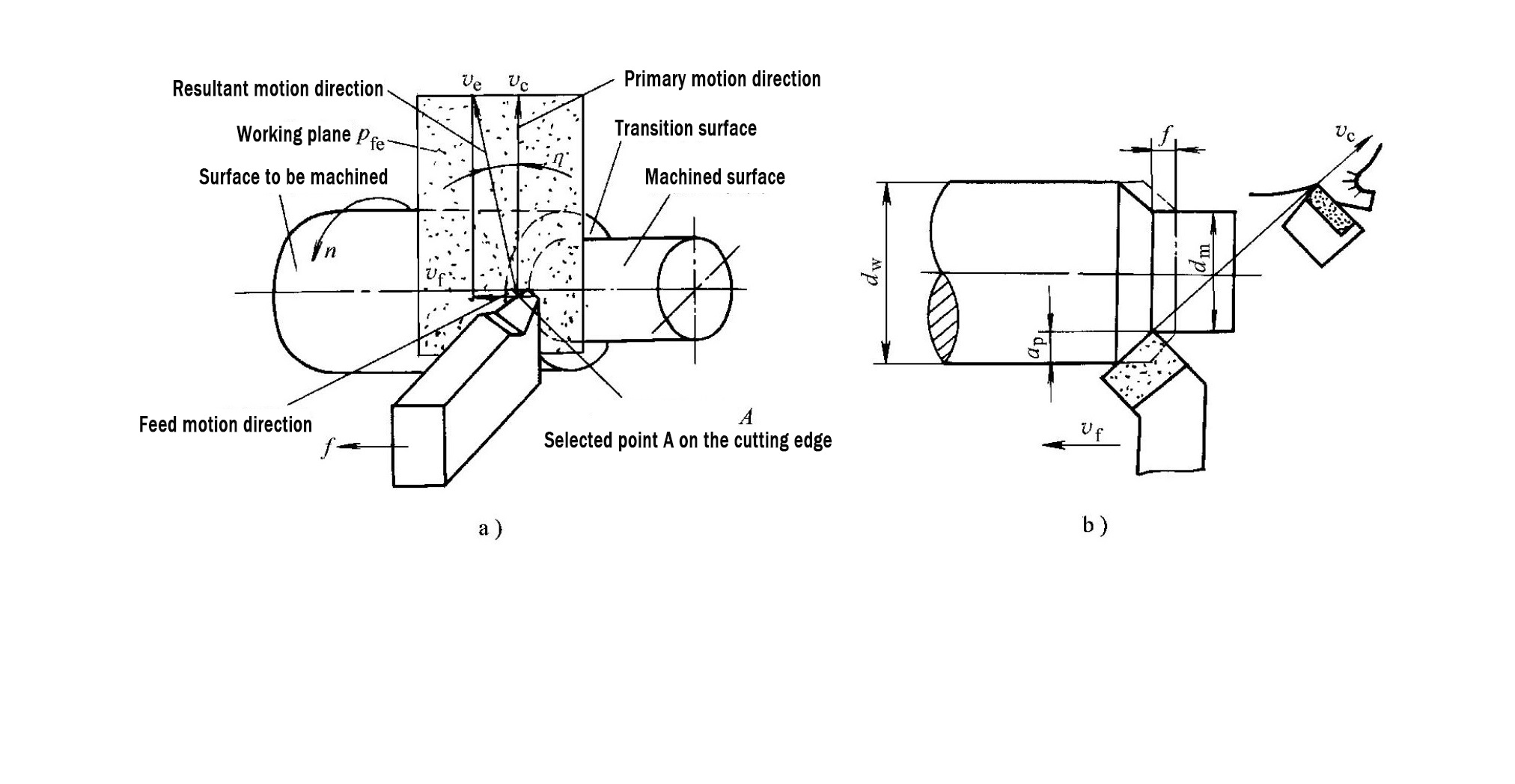
2.0Classificazione delle superfici del pezzo nelle operazioni di taglio
Durante il processo di taglio, la superficie del pezzo non è statica, ma evolve continuamente man mano che il materiale viene rimosso. Questo fenomeno è comune a tutte le operazioni di taglio dei metalli e le superfici sono generalmente classificate in tre categorie:
- Superficie lavorata: la superficie che è già stata tagliata dall'utensile, formando le dimensioni finali o intermedie del pezzo in lavorazione
- Superficie da lavorare: la superficie che non è stata ancora tagliata e che verrà rimossa dal successivo strato di taglio
- Superficie di transizione: la superficie attualmente formata dal tagliente, che verrà ulteriormente rimossa nella successiva passata di taglio o rivoluzione
Riepilogo: Lo strato di taglio si trova tra la superficie da lavorare e la superficie lavorata, mentre la superficie di transizione funge da interfaccia dinamica che collega le due.
3.0Cosa sono l'alimentazione e la velocità di alimentazione
3.1Foraggio
L'avanzamento si riferisce allo spostamento dell'utensile rispetto al pezzo in lavorazione nella direzione di avanzamento e riflette la "densità" di asportazione del materiale durante il taglio. La sua definizione varia leggermente a seconda del tipo di macchina:
- Avanzamento per giro:
$$
f \testo{ (mm/r)}
$$
Utilizzato principalmente per torni e alesatrici.
- Avanzamento per dente:
$$
f_z \text{ (mm/dente)}
$$
Comunemente utilizzato per utensili multi-dente su fresatrici, macchine perforatricie alesatori.
Ad esempio, nella tornitura esterna su un tornio, l'avanzamento
$$
F
$$
rappresenta la distanza assiale percorsa dall'utensile durante una rivoluzione completa del pezzo.
3.2Velocità di avanzamento
La velocità di avanzamento è la velocità istantanea del punto selezionato sul tagliente rispetto al pezzo in lavorazione nella direzione di avanzamento ed è espressa in mm/min.
$$
v_f = f \cdot n = z \cdot n \cdot f_z
$$
Dove:
– \(v_f\) è la velocità di avanzamento
– \(f\) è l'avanzamento per giro
– \(f_z\) è l'avanzamento per dente
– \(n\) è la velocità del mandrino (r/min)
– \(z\) è il numero di denti taglienti
Interpretazione ingegneristica: Se le altre condizioni rimangono invariate, l'aumento dell'avanzamento aumenta lo spessore dello strato di taglio, determinando forze di taglio più elevate e un carico maggiore sull'utensile.
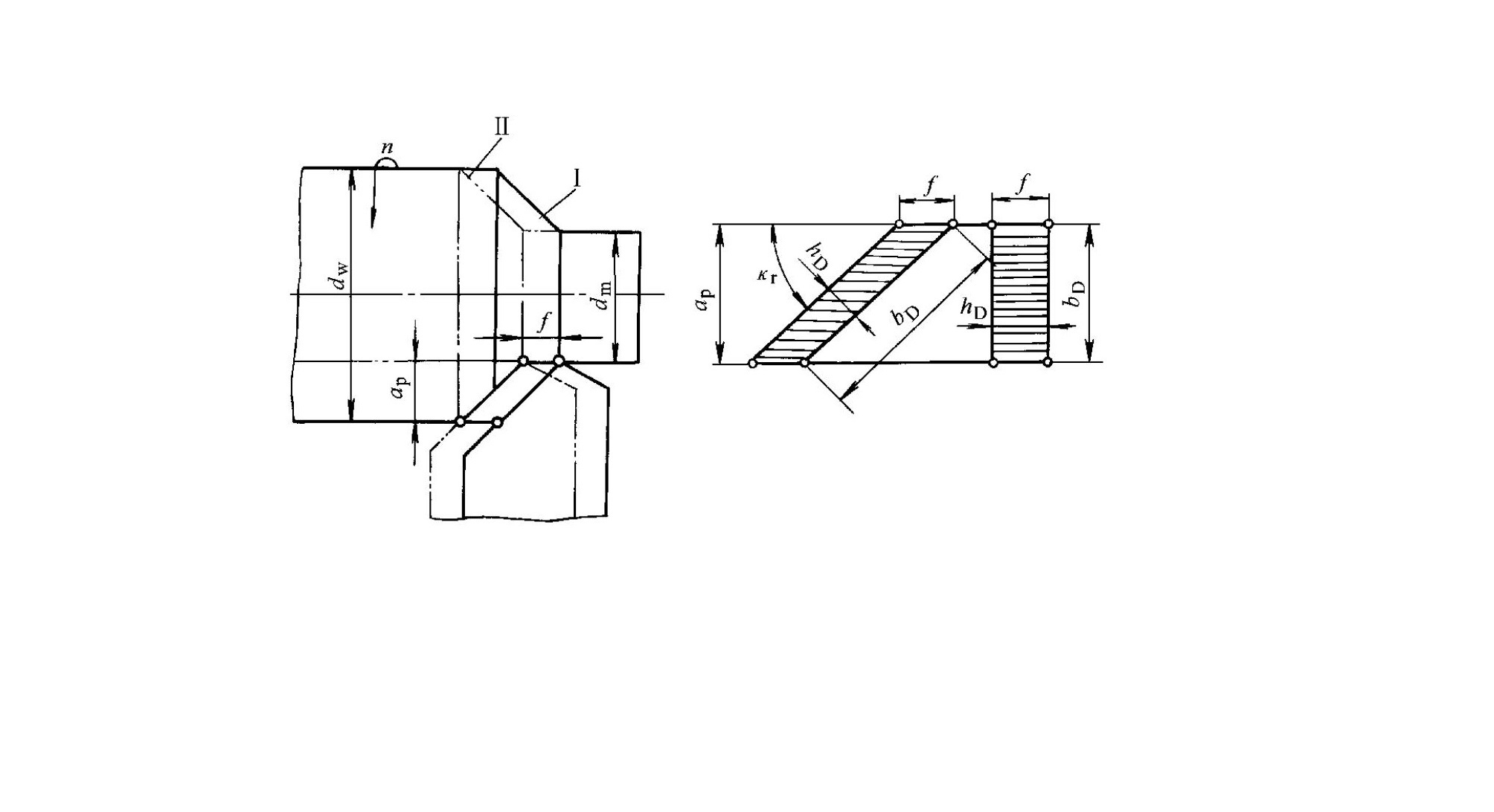
4.0Che cosa è la profondità di taglio?
La profondità di taglio si riferisce alla profondità di taglio misurata attraverso il punto selezionato sul tagliente, perpendicolarmente al piano di lavoro. L'unità di misura è mm e la sua definizione dipende dal metodo di lavorazione.
4.1Metodi di calcolo comuni
- Tornitura esterna su tornio:
$$
a_p = \frac{d_w – d_m}{2}
$$
- Operazioni di alesatura:
Si applica la stessa formula, con (d_w) e (d_m) scambiati. - Fresatura:
La profondità di taglio è in genere definita come la profondità di contatto verticale dell'utensile rispetto al pezzo in lavorazione. - Taglio della lamiera:
La profondità di taglio corrisponde allo spessore del materiale in fogli tagliato in una singola passata.
Dove:
– \(a_p\) è la profondità di taglio
– \(d_w\) è il diametro della superficie da lavorare
– \(d_m\) è il diametro della superficie lavorata
Interpretazione ingegneristica: Nella lavorazione di sgrossatura, aumentando
$$
a_p
$$ è solitamente privilegiato per migliorare la velocità di asportazione del metallo. Nelle operazioni di finitura, si preferisce una profondità di taglio inferiore per ottenere una migliore qualità superficiale.
5.0Conclusione: perché è importante comprendere lo strato di taglio
I parametri di taglio determinano la geometria dello strato di taglio e influiscono direttamente sulle prestazioni di lavorazione complessive delle attrezzature per la lavorazione dei metalli.
Gli effetti principali includono l'entità della forza di taglio, la temperatura di taglio, l'usura e la durata dell'utensile, nonché la qualità della superficie lavorata.
Una selezione razionale dei parametri di taglio deve basarsi su una chiara comprensione delle caratteristiche fondamentali dello strato di taglio.
6.0FAQ: Domande frequenti sul taglio dei metalli
D1: Quale parametro di taglio ha il maggiore impatto sulla durata dell'utensile?
R: La velocità di taglio è quella che influisce maggiormente sulla durata dell'utensile, perché influisce direttamente sulla temperatura di taglio e sui meccanismi di usura.
$$
v_c = \frac{\pi dn}{1000}
$$
D2: L'aumento dell'avanzamento può sempre migliorare l'efficienza della lavorazione?
R: No. Sebbene un avanzamento più elevato aumenti la velocità di rimozione del materiale, aumenta anche la forza di taglio e il carico dell'utensile, il che può ridurre la durata dell'utensile o la qualità della superficie.
D3: In che modo i parametri dello strato di taglio influiscono sulla finitura superficiale?
A: Uno spessore maggiore dello strato di taglio generalmente aumenta la forza di taglio e le vibrazioni, che possono degradare la finitura superficiale. Ottimizzazione
$$
f \testo{ e } a_p
$$
aiuta a bilanciare efficienza e qualità della superficie.