

- 1.0Applicazioni comuni: angoli di piegatura su aperture
- 2.0Effetti torsionali: perché le sezioni cave sono preferibili
- 3.0Sezioni angolari in compressione: un comportamento più prevedibile
- 4.0Sezioni angolari in curva: limitazioni nelle linee guida del codice
- 5.0Controlli di interazione: confronto tra BS 5950 ed Eurocodice
- 6.0Sezioni angolari disuguali: complessità e limitazioni aggiunte
- 7.0Conclusione: utilizzare gli angoli nella piegatura solo con cautela
I profili angolari sono ampiamente utilizzati nell'ingegneria strutturale grazie alla loro economicità e facilità di fabbricazione. Tuttavia, quando si tratta di utilizzare gli angoli in piegatura, in particolare flessione incontrollata, emergono sfide significative. Sebbene siano spesso scelti per supportare carichi su aperture, come architravi in mattoni, il loro instabilità torsionale E risposta allo stress complesso rendono la scelta rischiosa.
Questo articolo presenta una panoramica dettagliata del comportamento delle sezioni angolari durante la flessione, dei limiti delle linee guida di progettazione in entrambi i casi. BS 5950 E Eurocodice 3 (EN 1993-1-1)e perché i profili alternativi rappresentano spesso una soluzione più affidabile e strutturalmente solida.
1.0Applicazioni comuni: angoli di piegatura su aperture
I profili angolari piegati sono comunemente utilizzati nell'edilizia residenziale per sostenere la muratura sopra le aperture di porte e finestre. Sebbene il dettaglio possa sembrare semplice, introduce carico eccentrico E comportamento torsionale che possono causare problemi di manutenzione, come ad esempio crepe nella facciata.
La sfida strutturale chiave risiede nel fatto che quando sottoposto a flessione, soprattutto senza un vincolo laterale completo, la gamba compressa dell'angolo tende a deviare fuori dal piano, causando al membro di intrecciareQuesto fenomeno è aggravato dalla tipica applicazione eccentrica del carico verticale, che genera un momento attorno sia all'asse verticale che a quello orizzontale.
2.0Effetti torsionali: perché le sezioni cave sono preferibili
Qualsiasi elemento strutturale che sopporti un carico eccentrico subirà una torsione. Questo non è esclusivo degli angoli, ma bassa rigidità torsionale delle sezioni angolari li rende particolarmente suscettibili. In questi casi, l'utilizzo di un sezione cava chiusa (come un HSS quadrato o rettangolare) offre un'alternativa superiore. Sebbene queste sezioni possano essere più costose e comportare dettagli più complessi nelle connessioni, riduzione della deformazione torsionale spesso vale il compromesso.
Nelle applicazioni pratiche, come ampliamenti domestici o architravi, le sezioni chiuse possono aumentare notevolmente la durata e ridurre al minimo i difetti visibili nella struttura finita.
3.0Sezioni angolari in compressione: un comportamento più prevedibile
Quando le sezioni angolari vengono utilizzate in compressione (ad esempio, come parte di una capriata), il loro comportamento è ben compreso. A differenza dell'instabilità attorno agli assi rettangolari maggiori o minori, gli angolari si inarcano attorno ai loro assi principali: IL u–u E v–v assi. Ciò si traduce nel fatto che ciascuna gamba dell'angolo cerca di piegarsi nella propria direzione fuori dal piano, creando un modalità di instabilità torsionale.
Codici di progettazione come BS 5950 Clausola 4.7.10 E EN 1993-1-1 Sezione BB.1.2 fornire formule per calcolare la snellezza in base a questa modalità. Il calcolo tiene conto degli effetti torsionali e considera se l'angolo ha vincoli finali, che influenzano significativamente la capacità di instabilità.
4.0Sezioni angolari in curva: limitazioni nelle linee guida del codice
BS 5950 Guida alla progettazione per la piegatura
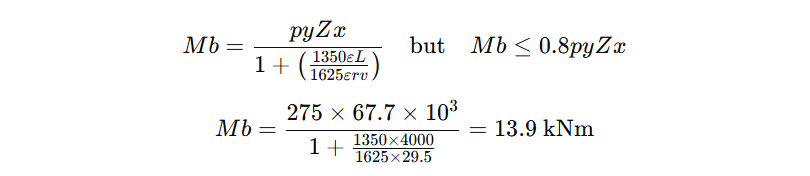
La clausola 4.3.8 in BS 5950 fornisce sia un di base e un metodo semplificato per calcolare il momento di resistenza all'instabilità (Mb) per sezioni angolari. Il metodo semplificato è limitato a angoli uguali piegati attorno al loro asse x–x, in genere sotto carichi verticali su campate come le aperture delle finestre.
Esempio di calcolo utilizzando il metodo semplificato BS 5950:
Dato:
Sezione: 150×150×12 mm
Apertura: 4 m
Grado di acciaio: S275
ε = 1,0 (basato sulla resistenza allo snervamento dell'acciaio)
Raggio di girazione (rv) = 29,5 mm
Modulo di resistenza Zx = 67,7×10³ mm³
La formula semplificata è:

Questo risultato mostra una resistenza relativamente bassa, sottolineando l'importanza di comprendere i limiti di questo approccio.
Approccio EN 1993-1-1 (Eurocodice 3): più complesso, meno diretto
L'Eurocodice non offre un metodo diretto per valutare la resistenza a flessione degli angolari. Raccomanda invece di risolvere il momento flettente applicato in assi principali (u–u e v–v) e verificando il membro utilizzando un equazione di interazioneCiò aggiunge complessità, soprattutto nel caso di angoli disuguali.
Il passaggio chiave è calcolare il relativa snellezza:
lambda_LT = (0,72 × v_a × f_y) / (E × phi_a × lambda_v)
Dove:
- lambda_LT è il rapporto di snellezza laterale-torsionale
- v_a è il fattore di correzione del taglio
- f_y è il limite di snervamento del materiale
- E è il modulo elastico
- phi_a è il coefficiente di snellezza (tipicamente 3,77)
- lambda_v è il rapporto di snellezza al taglio (ad esempio, L / r_v)
Dove:
φₐ è il coefficiente di snellezza (tipicamente 3,77)
vₐ è derivato utilizzando una formula basata su λᵥ e l'indice di monosimmetria ψₐ
λᵥ = L / rᵥ = 4000 / 29,5 = 135,6
Per un angolo uguale (ψₐ = 1), si ottiene:
vₐ ≈ 0,984 → λ_LT = 0,580 → χ_LT = 0,724
Utilizzando il momento di secondo grado e il modulo elastico:
Iu = 1170 cm⁴
Distanza delle fibre estreme = 106 mm
Wu = (1170 × 10⁴) / 106 = 110 × 10³ mm³
Mb = 0,724 × 275 × 110 × 10³ = 21,9 kNm
5.0Controlli di interazione: confronto tra BS 5950 ed Eurocodice
Si supponga un momento applicato di 14 kNm equamente suddiviso negli assi principali:
Dato:
Mu = Mv = 9,9 kNm
Wv = 52 × 10³ mm³
Wu = 110 × 10³ mm³
Controllo dell'interazione con l'Eurocodice:
Controllo di interazione BS 5950:
Utilizzando la resistenza all'instabilità Mb = 26 kNm:
Interazione = 1,07 ✓ Accettabile, ma al limite
Utilizzando il metodo semplificato (Mb = 13,9 kNm):
Interazione = 1,01 ✘ Supera il limite
6.0Sezioni angolari disuguali: complessità e limitazioni aggiunte
Considerazioni sulla fabbricazione delle sezioni angolari
Oltre alla complessità strutturale dell'utilizzo di angolari nella piegatura, anche la fabbricazione presenta delle sfide, in particolare quando è richiesto un posizionamento preciso dei fori, la preparazione delle estremità o l'intaglio. Per ottenere modifiche accurate, soprattutto per angolari disuguali o giunzioni complesse, i produttori spesso si affidano a una macchina per la lavorazione del ferro. Queste macchine consentono di tagliare, punzonare e smussare in modo efficiente gli angolari in acciaio in un'unica operazione, risparmiando tempo e garantendo la ripetibilità.
Per applicazioni che richiedono dettagli di precisione o tagli di angoli interni, come la preparazione di angoli per giunzioni precise con piastre o rinforzi, si utilizza spesso una sgorbia per angoli in lamiera. Questo strumento consente una rifilatura precisa degli angoli, consentendo un migliore adattamento e allineamento durante l'assemblaggio. L'utilizzo delle attrezzature di fabbricazione corrette non solo migliora l'efficienza, ma garantisce anche il mantenimento delle prestazioni strutturali previste in fase di progettazione fino all'installazione.
BS 5950 non consente il metodo semplificato per angoli disuguali. I progettisti devono utilizzare il metodo di base e risolvere i momenti in assi principali. Sebbene proprietà come la posizione del centroide, I u e I v possano essere trovate nelle tabelle pubblicate, è necessario un ulteriore trigonometria, calcolo dell'indice di monosimmetria, E determinazione dei moduli di sezione efficaci.
Per le gambe snelle, la classificazione delle sezioni diventa critica:
Limite di classe 3 BS 5950: 15ε
Limite di classe 3 dell'Eurocodice: 14ε (basato su c/t)
Ad esempio, una gamba da 150×10 mm con c ≈ 128 mm dà:
c/t = 12,8 < 14ε = 12,9 → Appena accettabile
Collegamento tra progettazione strutturale e fabbricazione in officina
Il successo dell'implementazione di profilati angolari, soprattutto in applicazioni sensibili al carico, dipende non solo dalla progettazione teorica, ma anche dalla precisione pratica della fabbricazione. Quando gli elementi strutturali richiedono tagli, intagli o punzonature precisi, soprattutto in applicazioni personalizzate o di breve durata, l'utilizzo dell'attrezzatura giusta è essenziale. Strumenti come macchina per la lavorazione del ferro E smussatrice per angoli in lamiera vengono comunemente utilizzati per preparare in modo efficiente e preciso gli angolari in acciaio, riducendo le modifiche in loco e garantendo una migliore conformità con l'intento progettuale.
Se la sezione è Classe 4, sorge ulteriore complessità:
Uso di proprietà di sezione efficace (Eurocodice), o
Applicazione di resistenza di progettazione ridotta (BS 5950)
Per combinato flessione e carico assiale, questo può diventare incredibilmente complesso.
7.0Conclusione: utilizzare gli angoli nella piegatura solo con cautela
Questa revisione tecnica evidenzia due principi di progettazione critici:
- Gli angoli non sono ideali per catturare momenti significativi—soprattutto se non vincolato. Il comportamento torsionale sotto carichi eccentrici o laterali può limitare gravemente le prestazioni e portare a guasti di esercizio, come la formazione di crepe nella facciata.
- Progettare angoli disuguali è un lavoro laborioso e soggetto a errori, in particolare quando si tratta di sezioni di Classe 4 o scenari di carico combinati.
Pratica consigliata:
Utilizzo sezioni angolari uguali di almeno Classe 3 sezione trasversale.
Per situazioni di flessione incontrollata, prendere in considerazione la sostituzione con un sezione torsionalmente rigida, come ad esempio un sezione cava O Trave a I.


