
- 1.0Che cosa è una pressa per stampaggio?
- 2.0Tipi di telaio: presse a C vs. presse a lato dritto
- 3.0Presse meccaniche: sistemi di azionamento e funzionamento
- 4.0Presse idrauliche: flessibilità e controllo della forza
- 5.0Scegliere la pressa giusta
- 6.0Vantaggi della lavorazione delle bobine
- 7.0Meccanismi di alimentazione della pressa
- 8.0Lavorazione dei rottami
- 9.0Applicazioni delle presse per stampaggio in tutti i settori industriali
- 10.0Conclusione
- 11.0Domande frequenti (FAQ)
Le presse per stampaggio sono il cuore della moderna lavorazione della lamiera, trasformando materiali piani in prodotti finiti con precisione, efficienza e sprechi minimi. Questa guida completa esplora i principali tipi di presse per stampaggio, i loro componenti principali, i meccanismi di azionamento, i criteri di selezione delle presse e i moderni sistemi di lavorazione delle bobine.
1.0Che cosa è una pressa per stampaggio?
Le presse per stampaggio sfruttano la forza di un pistone (o slitta) in movimento per trasmettere il tonnellaggio a utensili specifici al fine di dare forma a un prodotto. Questo processo spesso produce pochi o nessun scarto e richiede un intervento minimo da parte dell'operatore. Viene utilizzata un'ampia gamma di dimensioni e tipologie di presse, a seconda della complessità del pezzo, della geometria e della scala di produzione.
La forza di movimento del premere è azionato meccanicamente o idraulicamente. Semplici stampaggi monodimensionali possono essere realizzati con presse da banco compatte che generano appena cinque tonnellate. Al contrario, componenti grandi e complessi richiedono presse con capacità di migliaia di tonnellate. La velocità della pressa varia significativamente, da 10 a 18 colpi al minuto per le applicazioni standard fino a 1800 colpi al minuto nei sistemi ad alta velocità.


2.0Tipi di telaio: presse a C vs. presse a lato dritto
Sia le presse idrauliche che quelle meccaniche sono classificate in base al tipo di telaio su cui sono montati i componenti mobili. I due tipi di telaio più comuni sono:
2.1Pressa a telaio a C (gap-frame)
IL Pressa a telaio a “C” Permette un facile accesso a tre lati dell'area dello stampo, richiede meno spazio a terra ed è spesso più conveniente, soprattutto per modelli con peso compreso tra 35 e 60 tonnellate. Tuttavia, a causa del telaio aperto, il telaio a C è soggetto a disallineamenti angolari dovuti alla flessione della struttura sotto carico. Sebbene non sia sempre problematico, questo può richiedere telai più pesanti (e costosi) per alcune applicazioni.
Una variante popolare è la Pressa inclinabile a schiena aperta (OBI), che inclina il telaio all'indietro per facilitare l'espulsione di parti o rottami. In alternativa, il Pressa stazionaria a schiena aperta (OBS) è più ampiamente utilizzato e scarica parti o rottami utilizzando getti d'aria temporizzati, dispositivi meccanici o trasportatori.
2.2Pressa laterale
Presse laterali dritte Sono dotati di colonne o montanti verticali che eliminano la flessione angolare. Questi garantiscono una durata superiore dello stampo e una precisione dei pezzi superiore.
I quattro componenti principali di una pressa a montanti dritti includono:
- Corona: Supporta il motore, il volano e i meccanismi di guida
- Colonne: Supportare la corona e includere i perni per l'allineamento e la guida
- Letto: Serve come fondamento strutturale
- Cuscino: Montato sul letto per supportare e rinforzare la configurazione dello stampo

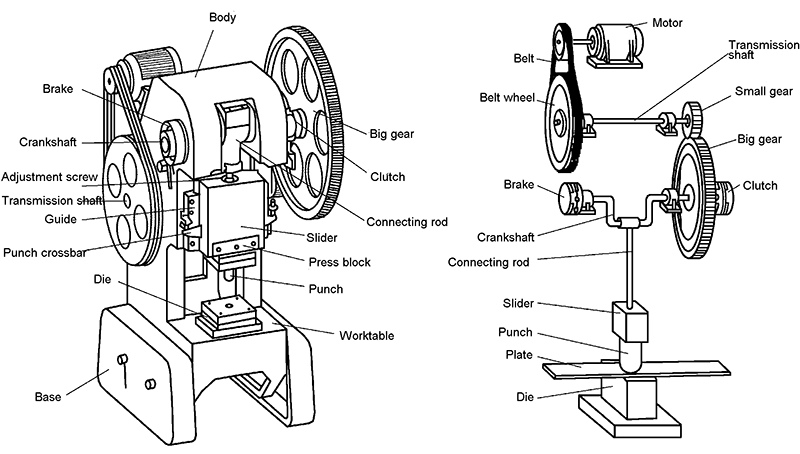
3.0Presse meccaniche: sistemi di azionamento e funzionamento
Le presse meccaniche funzionano utilizzando un motore elettrico che fa girare un volano. Il volano gira attorno a un albero motore finché non viene innestato da una frizione, trasmettendo energia tramite un sistema di trasmissione alla slitta o al pistone.
3.1Componenti chiave:
- Frizione: Trasferisce l'energia del volano all'albero motore
- Sistema frenante: Mantiene il pistone in posizione quando è disinnestato
3.2Capacità di forza
La capacità di forza si riferisce al tonnellaggio esercitato a una distanza specificata dal fondo della corsa, influenzata da:
- Velocità del volano
- Capacità di coppia della trasmissione
Nota: Rapporti di trasmissione nelle presse ad ingranaggi non aumentano la forza ma aiutano a ottimizzare la velocità del volano per aumentare la capacità di coppia.
3.3Presse meccaniche ad alta velocità
Le presse con una velocità di 300 colpi al minuto o superiore sono considerate ad alta velocità. Per piccole produzioni ad alto volume, le velocità possono raggiungere fino a 1400 colpi al minuto.
3.4Variazioni della trasmissione
Esistono tre principali configurazioni di trasmissione meccanica:
3.5Sistema a trasmissione diretta
- Il motore di azionamento fa girare il volano direttamente tramite un sistema di cinghie.
- Offre il velocità più alta, minore perdita di energia, E facile manutenzione.
- Svantaggio: deve funzionare alla massima velocità per ottenere la massima forza di formatura e può causare disallineamenti angolari dovuti alla coppia su un'estremità dell'albero motore.
3.6Sistemi di trasmissione ad ingranaggi
- Include ingranaggio singolo o doppio riduzioni E trasmissioni ad ingranaggi eccentrici.
- Correggere gli errori di allineamento angolare.
- Offrire maggiore potenza per formatura di parti di grandi dimensioni o imbutite.
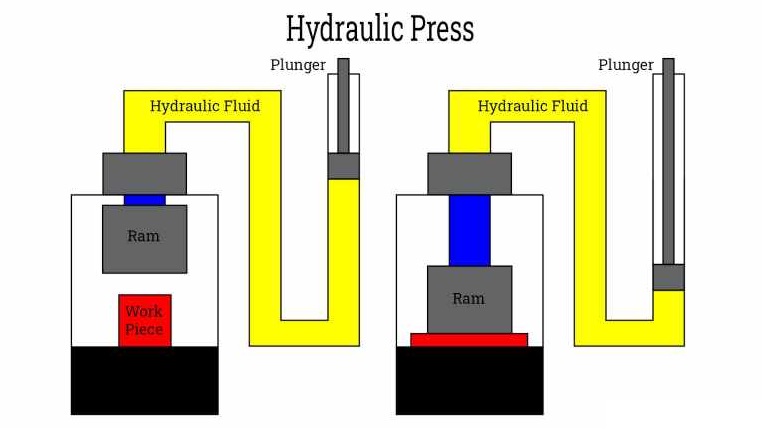
4.0Presse idrauliche: flessibilità e controllo della forza
Sebbene le presse meccaniche dominino il mercato, presse idrauliche stanno guadagnando popolarità grazie alla loro flessibilità.
4.1Vantaggi delle presse idrauliche:
- È disponibile l'intero tonnellaggio in qualsiasi posizione del colpo.
- Ideale per profondo disegno che richiede forza all'inizio della bracciata.
- Regolabile colpo migliora la distanza tra i pezzi tra un ciclo e l'altro.
- Preimpostato pressione si adatta a varie altezze di matrice e spessori di materiale.
Le presse idrauliche consentono migliore controllo, rendendoli particolarmente adatti ad applicazioni che coinvolgono parti di grandi dimensioni o irregolari.
5.0Scegliere la pressa giusta
Non esiste un'unica pressa che soddisfi tutte le esigenze applicative. La scelta comporta compromessi tra prestazioni, costi ed esigenze operative.
5.1Fattori di selezione primaria:
- Dimensioni della stampa
- Capacità di forza
- Disponibilità di energia
- Velocità e frequenza di bracciata
5.2Considerazioni aggiuntive:
- Dimensioni e complessità dei pezzi lavorati
- Numero di operazioni di stampaggio
- Volume di produzione e velocità del ciclo
- Tolleranze richieste e finitura superficiale
- Costo totale del sistema (inclusi automazione e controllo)
Man mano che le operazioni diventano più automatizzate, controlli CNC E sistemi a stato solido sono sempre più essenziali. Allo stesso modo, i sistemi di alimentazione del materiale devono essere adeguati alla velocità e alla capacità della pressa per mantenere la produttività.
6.0Vantaggi della lavorazione delle bobine
Le operazioni di stampaggio ad alto volume si basano sempre più su alimentazione della bobina per massimizzare la produttività. Moderno sistemi di alimentazione delle bobine offrono una distribuzione continua dei materiali, riducono la movimentazione manuale e riducono al minimo lo spazio occupato e i requisiti di manodopera, rendendoli ideali per le linee di stampa automatizzate.
Una soluzione particolarmente efficiente è la Sistema di raddrizzamento e alimentazione 3 in 1, che integra srotolamento, raddrizzatura e alimentazione in un'unica unità compatta. Questo design semplifica l'installazione della linea, riduce i tempi di cambio bobina e garantisce il funzionamento sincronizzato con la pressa di stampaggio.
6.1Funzioni della linea di lavorazione delle bobine
Un sistema completo di elaborazione delle bobine in genere include:
- Srotolamento lamiera da rotoli
- Raddrizzamento/livellamento per rimuovere la curvatura della bobina
- Alimentazione nella stampa
- Lavorazione dei rottami per la gestione dei rifiuti
Per svolgere queste funzioni vengono utilizzate diverse configurazioni delle apparecchiature:
- Bobine di pagamento sostenere e srotolare la bobina metallica.
- Culle a spirale sono adatti per la movimentazione di materiali più spessi o meno sensibili alla finitura.
- Raddrizzatori o livellatori utilizzare rulli regolabili per eliminare la curvatura, assicurando l'ingresso piatto della lamiera nella matrice.
In molte linee di stampaggio avanzate, un Raddrizzatore e alimentatore 3 in 1 Sostituisce macchine separate, offrendo una soluzione salvaspazio e completamente sincronizzata. Questi sistemi "tutto in uno" migliorano la precisione di alimentazione e riducono i disallineamenti, particolarmente utili nelle applicazioni ad alta velocità o di precisione.
Dettagli dell'attrezzatura:
- Saldare il supporto della bobina e srotola il metallo.
- Bobina culle vengono utilizzati per materiali più spessi o non sensibili alla finitura.
- Piastre o livellatori curvatura corretta tramite rulli regolabili, assicurando che il materiale entri nella filiera in modo piatto.

7.0Meccanismi di alimentazione della pressa
I sistemi di alimentazione automatizzati riducono la manodopera e aumentano l'efficienza. Tra le tipologie figurano:
7.1Feed diapositive
Le pinze spostano la bobina per una distanza definita, la rilasciano e tornano per il ciclo successivo.
7.2Alimentatori a rulli
- Sistema più comune.
- Il materiale viene alimentato da rulli contrapposti azionati a intermittenza.
- Permette alla bobina di sosta durante la corsa della pressa.
- Spesso azionati pneumaticamente o idraulicamente.
7.3Servoazionamenti (controllati digitalmente)
I rulli alimentati in modo indipendente consentono:
- Alimentazione a scatti
- Zigzag modelli
- Alimentazioni oscillanti
- Feed navetta
I sistemi servocomandati forniscono controllo preciso, aumentare i colpi al minuto e ridurre gli scarti.


8.0Lavorazione dei rottami
Tutte le linee di stampaggio a bobina generano scarti. Questo può essere gestito in due modi:
- rottami integrati espulsione tramite lo stampo
- Sistemi di scarto esterni, azionati tramite pressione o alimentati in modo indipendente
9.0Applicazioni delle presse per stampaggio in tutti i settori industriali
Le presse per stampaggio sono indispensabili in un'ampia gamma di settori grazie alla loro versatilità, velocità e capacità di produrre parti ad alta precisione su larga scala.
- Industria automobilistica: Forse il maggiore consumatore di tecnologia di stampaggio, il settore automobilistico utilizza presse per produrre pannelli di carrozzeria, staffe, rinforzi e componenti del telaio. Le presse meccaniche ad alta velocità sono comunemente utilizzate per produrre componenti con geometria e finitura uniformi.
- Produzione di elettrodomestici: Nel settore degli elettrodomestici, le presse per stampaggio producono involucri, pannelli di controllo, telai di supporto e componenti interni per frigoriferi, forni, lavatrici e altro ancora. La capacità di gestire fogli di grandi formati è fondamentale in questa applicazione.
- Elettronica e componenti elettrici: Le presse per stampaggio di precisione realizzano terminali, connettori, componenti di schermatura e piastre di contatto utilizzate in circuiti stampati e assemblaggi. Le presse ad alta velocità sono apprezzate per la loro capacità di produrre componenti piccoli e delicati in grandi volumi.
- Aerospaziale e difesa:I componenti aeronautici, i rinforzi strutturali e le staffe personalizzate vengono spesso realizzati con presse idrauliche o a montanti dritti, che offrono maggiore precisione e forza su corse più lunghe.
- Edilizia e HVAC: Le presse per stampaggio formano componenti per canalizzazioni, staffe, pannelli e profili architettonici. Le linee di alimentazione automatizzate garantiscono una produzione costante in questi settori, con spessori di materiale variabili.
10.0Conclusione
Le presse per stampaggio sono macchine diversificate e ad alte prestazioni, essenziali per la produzione moderna. La scelta tra sistemi meccanici e idraulici, la scelta del tipo di telaio più adatto e l'implementazione di sistemi avanzati di alimentazione delle bobine giocano tutti ruoli cruciali per la produttività e la qualità dei pezzi. Con l'evoluzione dell'automazione e dei controlli digitali, si evolveranno anche le capacità delle presse, inaugurando processi di stampaggio più rapidi, flessibili ed economici in tutti i settori.
11.0Domande frequenti (FAQ)
Qual è la differenza tra una pressa meccanica e una idraulica?
Le presse meccaniche sono più veloci e ideali per lo stampaggio ad alta velocità, mentre le presse idrauliche offrono la massima forza per tutta la corsa e sono più adatte per l'imbutitura profonda e le forme complesse.
Come faccio a scegliere tra una pressa a C e una pressa a montanti dritti?
Le presse a C sono più compatte ed economiche, ma possono presentare flessioni sotto carichi pesanti. Le presse a montanti dritti offrono una maggiore precisione e un supporto migliore per operazioni di grandi dimensioni o ad alta forza.
Con quali materiali possono essere lavorate le presse per stampaggio?
I materiali più comuni includono acciaio dolce, acciaio inossidabile, alluminio, rame e metalli rivestiti. Lo spessore del materiale, la resistenza alla trazione e le caratteristiche di formatura devono essere scelti in base al tipo di pressa più adatto.
Perché l'alimentazione a bobina è preferibile a quella manuale?
L'alimentazione a bobina garantisce una produzione ininterrotta, riduce i tempi di movimentazione, migliora la sicurezza e consente velocità più elevate, aspetto particolarmente importante nelle operazioni con grandi volumi.
Le presse possono essere automatizzate?
Sì, la maggior parte delle presse per stampaggio moderne può essere completamente automatizzata con servoalimentatori, manipolatori robotizzati dei pezzi, dispositivi di cambio stampo e controllori della pressa basati su CNC.
Riferimenti
https://pavithrasprings.com/press-components.html
https://www.iqsdirectory.com/articles/hydraulic-press.html




