

1.0Introduzione al processo di piegatura dei tubi in acciaio inossidabile
1.1Caratteristiche del materiale in acciaio inossidabile e adattabilità alla piegatura
L'acciaio inossidabile è un materiale essenziale nella produzione industriale grazie alla sua elevata resistenza, alla resistenza alla corrosione e all'eccellente duttilità.
Duro ma modellabile:Con processi adeguati, l'acciaio inossidabile può essere piegato in forme complesse, rendendolo adatto alla realizzazione di prototipi personalizzati e componenti di precisione.
Vantaggi per il settore:
- Durata: La resistenza alla corrosione e all'ossidazione lo rendono ideale per gli ambienti difficili.
- Elasticità e resistenza: Fornisce sia stabilità strutturale che flessibilità di formatura.
1.2 Principali applicazioni industriali della piegatura di tubi in acciaio inossidabile
| Industria | Applicazioni tipiche | Requisiti di processo |
| Automobilistico | Tubi di scarico, telai, tubazioni del carburante | Piegatura ad alta precisione, controllo del ritorno elastico, resistenza alle alte temperature |
| Medico | Supporti per strumenti chirurgici, tubi medicali | Finitura superficiale sterile, piegatura di precisione a raggio ridotto |
| Costruzione | Corrimano, strutture decorative, supporti per facciate continue | Elevata richiesta estetica, piegatura senza segni |
| Energia | Oleodotti, componenti per l'energia nucleare | Piegatura di tubi a parete spessa, resistenza alla corrosione sotto sforzo |
2.0Sfide e soluzioni nella piegatura dei tubi in acciaio inossidabile
2.1Caratteristiche dei materiali e difficoltà di piegatura
- Elevata resistenza e duttilità:L'acciaio inossidabile unisce elevata resistenza a buona duttilità, risultando adatto per parti strutturali e apparecchiature industriali.
- Sfide:Elevata resistenza → richiede una maggiore forza di flessione, aumentando il carico della macchina. Elevata duttilità → soggetta a ritorno elastico, che influisce sulla precisione di formatura.
- Resistenza alla corrosione:I danni superficiali causati dalla piegatura (ad esempio graffi, ammaccature) possono ridurre la resistenza alla corrosione, pertanto è necessario evitare un attrito eccessivo.
2.2Differenze di lavorazione tra i gradi di acciaio inossidabile
| Tipo di acciaio inossidabile | Caratteristiche di elaborazione | Sfide di piegatura | Soluzioni suggerite |
| Acciaio inossidabile 304 | Buona duttilità, ampiamente utilizzato | Ritorno elastico significativo, controllo del raggio necessario | – Progettazione dello stampo con compensazione del ritorno elastico – Piegare leggermente in avanti (+2°~5°) |
| Acciaio inossidabile 316 | Con aggiunta di molibdeno, maggiore resistenza alla corrosione ma più duro | Richiede più forza, soggetto a incrudimento | – Utilizzare piegatubi idraulico/CNC ad alto tonnellaggio – Ridurre la velocità di piegatura |
| Acciaio inossidabile duplex | Elevata resistenza, buona tenacità ma difficile da lavorare | Tendenza alla rottura, controllo complesso del ritorno elastico | – Preriscaldare (200~300°C) – Utilizzare la piegatura progressiva multi-passata |
3.0Panoramica dei metodi del processo di piegatura
La piegatura dei tubi in acciaio inossidabile può essere realizzata con diversi metodi, ciascuno adatto a specifiche dimensioni del tubo, proprietà del materiale e requisiti di precisione. La scelta del processo corretto influisce direttamente sulla precisione di formatura, sulla finitura superficiale e sull'affidabilità strutturale.
In questa sezione vengono presentate cinque tecniche di piegatura comuni (manuale, idraulica, CNC, a rulli e a caldo), evidenziandone le applicazioni idonee, i tipi di apparecchiature e le fasi operative standard.


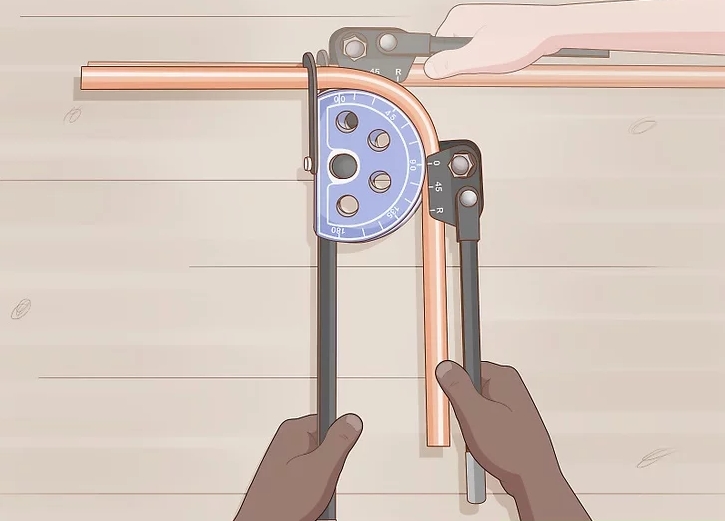
3.1Piegatura manuale di tubi (piegatubi manuale)
Scenari applicabili:Piccoli lotti, tubi di piccolo diametro (generalmente ≤25 mm), bassi requisiti di precisione.
Attrezzatura:Piegatubi manuale (con matrici di diverse dimensioni).
Fasi operative:
- Seleziona il dado:Scegliere una matrice di piegatura adatta in base al diametro esterno (OD) del tubo.
- Riparare il tubo:Inserire il tubo nella piegatrice, assicurandosi che un'estremità sia appoggiata al blocco di posizionamento e che il punto di inizio della piegatura sia allineato con il centro della matrice.
- Segna la posizione di piegatura:Utilizzare un pennarello per indicare il punto in cui deve iniziare la curva.
- Funzionamento manuale:Tirare lentamente la maniglia per piegare il tubo attorno alla filiera fino all'angolazione desiderata (fare riferimento alla scala angolare).
- Compensazione del ritorno elastico:Poiché l'acciaio inossidabile è elastico, piegarlo leggermente in eccesso (di 2°–5°) per compensare il ritorno elastico.
- Rimuovere il tubo:Rilasciare il morsetto e controllare l'angolo di piegatura e la rotondità.
3.2Piegatubi idraulici (macchina piegatubi idraulica)
Scenari applicabili:Tubi di medie e grandi dimensioni (DN15–DN150), requisiti di precisione da media ad alta.
Attrezzatura:Piegatubi idraulico (con pompa idraulica, matrici, dispositivo di serraggio).
Fasi operative:
- Installare i Dies:Installare la matrice di piegatura, la matrice di serraggio e la matrice di pressione corrispondenti in base al diametro del tubo.
- Imposta parametri:Impostare l'angolo di piegatura (ad esempio 90°) e la velocità (una velocità più lenta aiuta a evitare la formazione di pieghe).
- Riparare il tubo:Posizionare il tubo nella macchina e fissarlo con la matrice di serraggio, assicurandosi che l'estremità del tubo sia allineata con la matrice di piegatura.
- Avviare la pompa idraulica:Premere il pulsante per attivare il cilindro idraulico, che fa ruotare la matrice di piegatura attorno al proprio asse per piegare il tubo.
- Mantenere la pressione:Mantenere la pressione per 2-3 secondi per ridurre il ritorno elastico.
- Ripristina e rimuovi il tubo:Sbloccare il sistema idraulico, rimuovere il tubo e controllare che non vi siano ammaccature o deformazioni ovali.
3.3Piegatura tubi CNC (macchina piegatubi CNC)


Scenari applicabili:Piegature 3D complesse, produzione di grandi volumi, elevata precisione (ad esempio, sistemi di scarico per automobili).
Attrezzatura:Piegatubi CNC (azionata da servomotore con sistema di controllo PLC).
Fasi operative:
- Programmazione: Inserire i parametri di piegatura (angolo, raggio, velocità di avanzamento) tramite il pannello di controllo o importare disegni CAD.
- Fissare il tubo: Inserire il tubo nel rack di carico; la macchina lo bloccherà e lo allineerà automaticamente.
- Piegatura automatica:
- La matrice di serraggio mantiene fermo il tubo, mentre la matrice di piegatura ruota in base al programma.
- Un mandrino impedisce il collasso del tubo e un booster impedisce la formazione di pieghe.
- Dopo ogni curva, l'unità di alimentazione sposta il tubo al punto di curvatura successivo.
- Monitoraggio in tempo reale: I sensori laser monitorano gli angoli di piegatura effettivi e compensano automaticamente il ritorno elastico.
- Output del prodotto: Dopo la piegatura, il tubo viene scaricato automaticamente per il controllo di qualità (ad esempio, prova di passaggio del calibro).
3.4Piegatura a rulli



Piegatrice a 3 rulli
Caratteristiche strutturali: Layout a tre rulli: Un rullo superiore (rullo pressore attivo) + due rulli inferiori (rulli di appoggio fissi).
Metodo di regolazione: Il rullo superiore si muove verticalmente, mentre i rulli inferiori hanno una spaziatura fissa o regolabile.
Scenari applicabili:
- Tipi di tubi: Tubi tondi in acciaio inossidabile, tubi quadrati, acciaio piatto, ecc. (spessore della parete moderato).
- Raggio di curvatura: Adatto per archi di ampio raggio (ad esempio guardrail, corrimano, strutture circolari).
Fasi operative:
- Regolare la pressione del rullo superiore: Impostare la pressione verso il basso del rullo superiore in base al diametro del tubo e allo spessore della parete.
- Alimentazione e allineamento del tubo: Inserire il tubo tra i tre rulli, assicurandosi che l'estremità iniziale sia allineata con i rulli.
- Pre-piegatura iniziale:
- Avviare la macchina: il rullo superiore preme verso il basso e il tubo rotola formando una curva iniziale.
- Se le estremità del tubo non sono piegate (a causa dell'effetto bordo dritto), se necessario, piegare preventivamente le estremità con una matrice.
- Piegatura progressiva:
- Ripetere i passaggi di laminazione regolando gradualmente la pressione del rullo superiore fino al raggiungimento dell'arco desiderato.
- Controllare la rotondità: Utilizzare un modello ad arco o un dispositivo di misurazione laser per verificare la coerenza della piegatura.
Piegatrice a 5 rulli
Layout a cinque rulli: Due rulli inferiori fissi (di supporto) + due rulli laterali (di guida) + un rullo superiore (di pressatura attiva).
Vantaggi: Più stabile del modello a 3 rulli; adatto per piegature ad arco complesse e ad alta precisione.
Scenari applicabili:
- Esigenze di alta precisione: Come i tubi di scarico delle automobili, le condutture degli aerei, i pezzi meccanici di precisione.
- Prevenzione delle pieghe nei tubi a parete sottile: I rulli laterali riducono la deformazione e prevengono le ammaccature.
Fasi operative:
- Regola la spaziatura dei rulli:
- Impostare le posizioni dei rulli inferiori e laterali in base al diametro del tubo per garantire l'allineamento centrale.
- Estremità pre-piegate (facoltativo):
- Se è necessario piegare le estremità dei tubi, utilizzare stampi o una pressa idraulica per la pre-piegatura.
- Alimentazione e allineamento del tubo:
- Inserire il tubo nel sistema a 5 rulli, assicurandosi che tutti i rulli siano a contatto in modo uniforme.
- Rotolamento progressivo:
- Il rullo superiore preme verso il basso, i rulli laterali guidano e il tubo viene formato tramite ripetute laminazione.
- Regolazione dinamica:
- Monitorare il raggio di curvatura in tempo reale; regolare con precisione la pressione dei rulli laterali per controllare il ritorno elastico.
- Ispezione finale: Controllare la rotondità, la scorrevolezza dell'arco e la tolleranza dimensionale.
Piegatrice a 7 rulli
Layout a sette rulli:
Tre rulli inferiori (supporto principale) + due rulli laterali (guida) + due rulli superiori (pressanti).
Vantaggi: Ideale per tubi di diametro extra-large (>300 mm) o con pareti spesse (>10 mm) con elevata efficienza.
Scenari applicabili:
- Parti strutturali di grandi dimensioni: Come oleodotti, strutture navali, ponti con struttura in acciaio.
- Controllo della deformazione dei tubi a parete spessa: Più rulli distribuiscono la pressione per evitare sollecitazioni localizzate.
Fasi operative:
- Posizione Tubo Pesante:
- Utilizzare un'attrezzatura di sollevamento per inserire il tubo nel sistema a 7 rulli, assicurandone l'allineamento orizzontale.
- Distribuire la pressione del rullo:
- Regolare la pressione idraulica per ciascun rullo per evitare sovraccarichi o appiattimenti del tubo.
- Laminazione segmentale:
- Eseguire la piegatura iniziale, quindi aumentare gradualmente la pressione e completare la sagomatura ad ampio raggio in più passaggi.
- Controllo sincronizzato:
- Tutti e sette i rulli funzionano in sincronia tramite un sistema PLC per garantire un movimento uniforme e impedire torsioni.
- Sollievo dallo stress:
- Dopo la piegatura, potrebbe essere necessario effettuare la ricottura (riscaldamento a ~600°C e raffreddamento lento) per ridurre lo stress residuo.

Riepilogo del confronto
| Tipo di macchina | Numero di rulli | Tipi di tubi adatti | Vantaggi | Applicazioni tipiche |
| Piegatura a 3 rulli | 3 | Tubi di piccole e medie dimensioni (≤150 mm) | Struttura semplice, basso costo | Parapetti, corrimano, elementi decorativi |
| Piegatura a 5 rulli | 5 | Tubi di precisione a parete sottile (≤200 mm) | Antirughe, alta precisione | Tubi di scarico per automobili, condotti per aeromobili |
| Piegatura a 7 rulli | 7 | Tubi di grandi dimensioni a parete spessa (≥300 mm) | Elevata capacità di carico, adatto per tubi per carichi pesanti | Oleodotti, strutture navali |
Raccomandazioni per la selezione
- Piccolo lotto / arco semplice→ Usa macchina a 3 rulli (conveniente e pratico)
- Tubo ad alta precisione / a parete sottile→ Usa macchina a 5 rulli (migliore capacità antideformazione)
- Diametro extra-large / industria pesante→ Usa macchina a 7 rulli (il design multi-rullo distribuisce la pressione in modo uniforme)
3.5Piegatura a caldo (macchina piegatubi a induzione)
Scenari applicabili:Tubi con pareti spesse (≥6 mm), diametri grandi (≥200 mm) o leghe speciali.
Attrezzatura:Piegatubi a induzione a media frequenza (comprende bobina di induzione e sistema di raffreddamento).
Fasi operative:
- Segna la zona di riscaldamento: Segnare la sezione di curvatura (larghezza ≈ 3× diametro del tubo).
- Riscaldamento localizzato: Alimentare la bobina di induzione per riscaldare la zona a 900–1100 °C (arancione-rosso).
- Piegatura: Il braccio idraulico spinge la sezione riscaldata attorno a uno stampo fisso, mentre il raffreddamento ad acqua ne solidifica la forma.
- Ricottura (se necessaria): Riscaldare l'intero tubo a circa 500 °C e raffreddarlo lentamente per alleviare le sollecitazioni interne.
4.0Considerazioni sulla piegatura dei tubi in acciaio inossidabile
Nella pianificazione di un processo di curvatura di tubi in acciaio inossidabile, è necessario tenere conto di diversi fattori chiave per garantire la precisione dimensionale e l'integrità strutturale. Tra le considerazioni più importanti figurano:
4.1Processo di controllo delle chiavi
Valutazione dei materiali→Calcola il raggio di curvatura minimo→Seleziona attrezzature e stampi →Imposta i parametri di processo (velocità/temperatura) →Applicare misure antideformazione →Piegatura di prova e regolazione →Post-trattamento e ispezione
4.2Caratteristiche del materiale
1. Gradi di acciaio inossidabile:
Austenitico (ad esempio, 304, 316): Tende a incrudirsi; controllare la velocità di piegatura per evitare crepe.
Martensitico (ad esempio, 410): Elevata durezza; potrebbe richiedere il preriscaldamento (si consiglia la piegatura a caldo).
2. Rapporto diametro-spessore (D/t):
Tubo a parete sottile (D/t ≥ 20): Facile da collassare; sostenere con mandrino o riempimento di sabbia.
Tubo a parete spessa (D/t ≤ 10): Richiede una maggiore forza di flessione.
| Curva angolo |
Tubo OD,in | ||||
| 1/4 | 1/4 | 5/16 | 3/8 | 1/2 | |
| Curva Raggio,in | |||||
| 9/16 | 3/4 | 15/16 | 15/16 | 11/2 | |
| 30° | 0 | 0 | 0 | 0 | 1/16 |
| 45° | 1/16 | 1/16 | 1/16 | 1/16 | 1/16 |
| 50° | 1/16 | 1/16 | 1/16 | 1/16 | 1/8 |
| 55° | 1/16 | 1/16 | 1/8 | 1/8 | 1/8 |
| 60° | 1/8 | 1/16 | 1/8 | 1/8 | 3/16 |
| 65° | 1/8 | 1/8 | 3/16 | 3/16 | 1/4 |
| 70° | 1/8 | 1/8 | 3/16 | 3/16 | 5/16 |
| 75° | 3/16 | 3/16 | 1/4 | 1/4 | 3/8 |
| 80° | 3/16 | 3/16 | 5/16 | 5/16 | 7/16 |
| 85° | 1/4 | 1/4 | 3/8 | 3/8 | 9/16 |
| 90° | 5/16 | 5/16 | 7/16 | 7/16 | 11/16 |
Tabella del raggio di curvatura dei tubi in acciaio inossidabile
4.3Raggio di curvatura
Raggio di curvatura minimo (R):
Piegatura a freddo: R ≥ 1,5 × diametro del tubo
Piegatura a caldo: R ≥ 1,0 × diametro del tubo
Raggi più piccoli possono causare assottigliamento o rughe
Formula empirica:R = K × D (K è una costante del materiale; per l'acciaio inossidabile 304, K ≈ 2–3)
4.4Velocità e temperatura di piegatura
Piegatura a freddo:Si consiglia una bassa velocità (idraulica: 5–10°/s) per evitare crepe dovute all'incrudimento.
Piegatura a caldo:
- Temperatura di riscaldamento: 900–1100°C per acciaio inossidabile austenitico
- Assicurare un riscaldamento uniforme per evitare il surriscaldamento localizzato
- Tempo di ammollo sufficiente per tubi a parete spessa
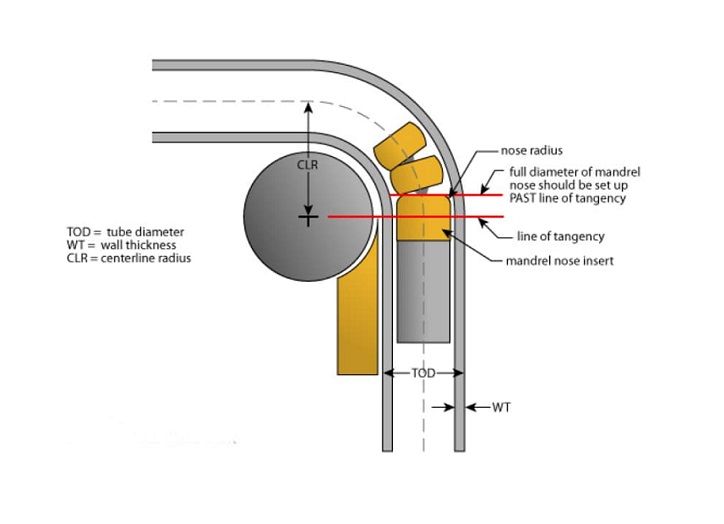
4.5Misure antideformazione
Selezione del mandrino:
Mandrino rigido (acciaio): Per piegature ad alta precisione
Mandrino flessibile (tipo catena a sfere): Per gomiti complessi
La punta del mandrino dovrebbe essere 1–2 mm davanti al punto di piegatura per compensare il ritorno elastico
Metodi di supporto:
Riempire i tubi a parete sottile con colofonia, lega a basso punto di fusione o sabbia (soprattutto durante la piegatura a caldo)
Utilizzare stampi anti-piega (tamponi di pressione) per controllare le pieghe della parete interna
4.6Parametri di matrici e attrezzature
Corrispondenza dei dadi:
- Il raggio della scanalatura della matrice di piegatura deve corrispondere al diametro esterno del tubo (tolleranza ±0,1 mm)
- Un gioco eccessivo può portare a una deformazione ovale
Forza di serraggio:Pressione del morsetto idraulico ≥ 1,5× limite di snervamento del tubo
Compensazione del ritorno elastico:
- Ritorno elastico in acciaio inossidabile: in genere 2–5°
- Sovrapiegatura tramite stampo o correzione del programma CNC
4.7Lubrificazione e protezione delle superfici
Lubrificante:
- Grasso ad alta viscosità o pasta a base di MoS₂ per ridurre l'attrito
- Evitare lubrificanti contenenti cloro (causano corrosione sotto sforzo)
Protezione della superficie:Applicare pellicola PE o rivestimento antiossidante ad alta temperatura durante la piegatura a caldo per evitare graffi e scaglie
4.8Requisiti di post-elaborazione
Sollievo dallo stress:L'acciaio inossidabile piegato a freddo deve essere ricotto a 300–400 °C (soprattutto per tubi a parete spessa)
Correzione della rotondità:Se l'ovalizzazione è >5%, utilizzare un espansore meccanico o una formatura idraulica per ripristinare la forma circolare
5.0Problemi comuni e soluzioni
| Problema | Causa | Soluzione |
| Crepe nel muro esterno | Assottigliamento della parete >20% o velocità eccessiva | Aumentare il raggio di curvatura, ridurre la velocità o piegare a caldo |
| Rughe della parete interna | Nessun mandrino o supporto inadeguato | Utilizzare un mandrino o un tampone di pressione antirughe |
| Deformazione ovale | La fessura tra gli stampi è troppo grande | Utilizzare matrici abbinate o aumentare la forza di serraggio |
| Ritorno elastico eccessivo | Elevato modulo elastico del materiale | Progettare la piegatura eccessiva o applicare una correzione multistadio |
Riferimenti:




