
- 1.0Cos'è il taglio nella formatura dei metalli?
- 2.0Operazioni di taglio e meccanica degli utensili
- 3.0Punzonatura vs. Cesoiatura: differenze chiave nel taglio dei metalli
- 4.0Tipi comuni di tecniche di taglio nel taglio della lamiera
- 5.0Macchine da taglio: tipologie e principi di taglio
- 6.0Come ottimizzare le prestazioni della cesoia
- 7.0Casi di studio: applicazioni innovative dei processi di taglio
- 8.0Conclusione e raccomandazioni
- 9.0Domande frequenti (FAQ)
1.0Cos'è il taglio nella formatura dei metalli?
La cesoiatura è un processo di taglio meccanico utilizzato per separare materiali, in particolare lamiere, senza formare schegge, bruciare o fondere. Questa tecnica è ampiamente utilizzata come operazione preparatoria per la produzione a valle grazie alla sua capacità di mantenere accuratezza e coerenza nei prodotti finali.
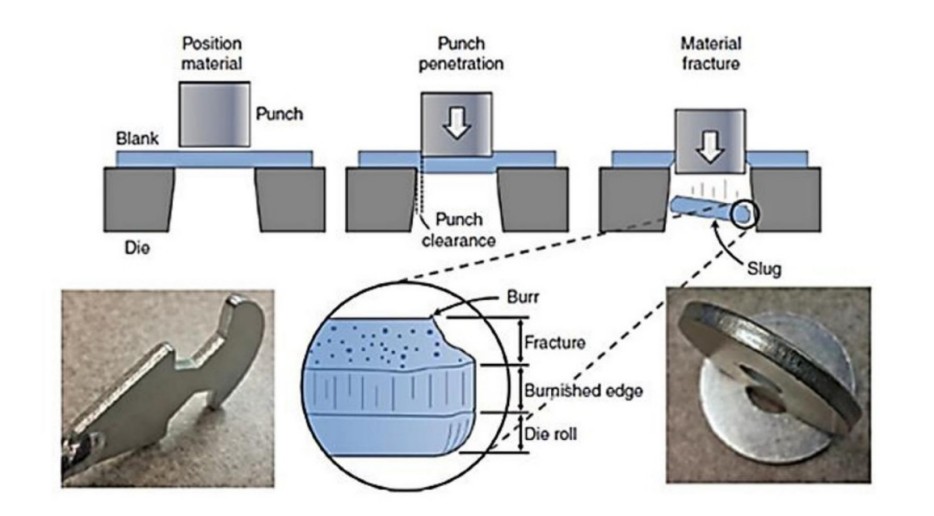
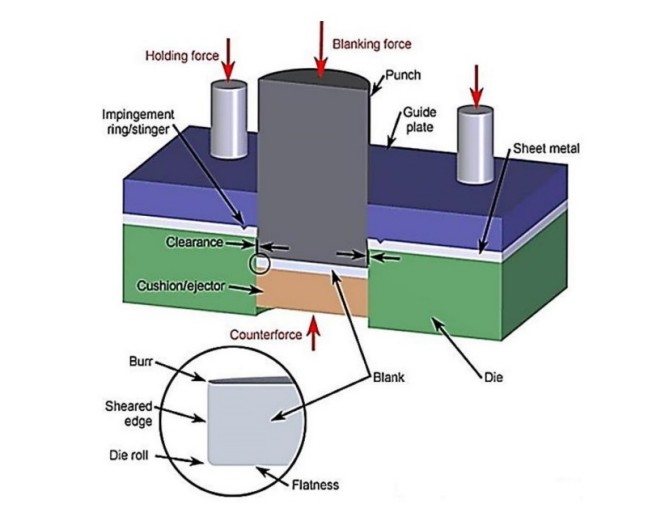
La tosatura è anche conosciuta come taglio della lamieraQuando una forza di taglio supera la resistenza massima del materiale, il materiale si frattura e si separa nel punto di applicazione. Il processo di taglio utilizza due utensili principali: un punzone e una matrice (o lame superiore e inferiore), situati rispettivamente sopra e sotto la lamiera (Figura 1).
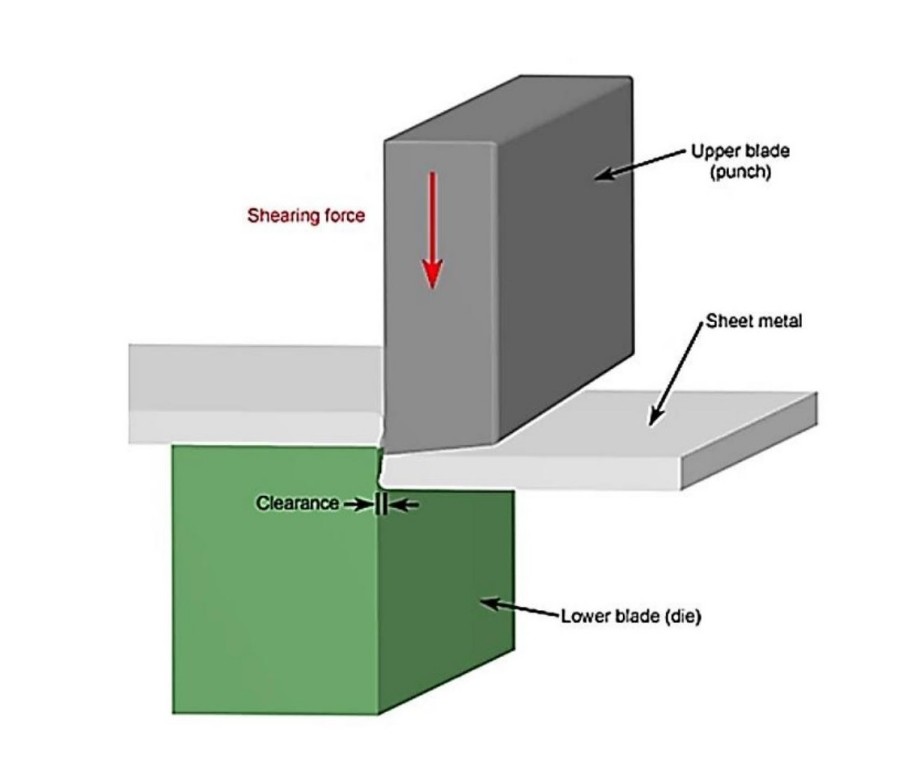
La distanza tra le lame superiore e inferiore varia in genere da 2% a 10% dello spessore della lamiera, a seconda delle proprietà meccaniche del materiale, come la resistenza al taglio. Una distanza adeguata garantisce un taglio efficiente e favorisce al contempo deformazione plastica senza danneggiare il materiale.
2.0Operazioni di taglio e meccanica degli utensili
Quando due lame tagliano un foglio, l'operazione è generalmente chiamata tosaturaTuttavia, quando le lame sono angolate o configurate in modo diverso, operazioni come tranciatura, perforazione, intaglio o rifilatura vengono eseguiti. Dal punto di vista della progettazione dell'utensile e del comportamento del materiale, tutti sono considerati processi correlati al taglio.
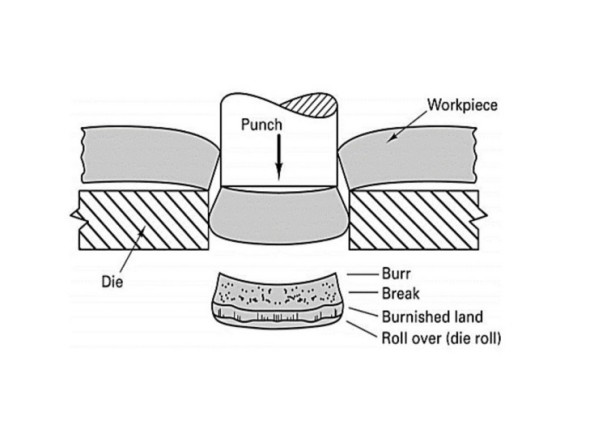
Nella tipica tranciatura, il punzone spinge il metallo attraverso la matrice, producendo una deformazione localizzata lungo una stretta zona di taglio. Viene mantenuto un gioco di 5%–10% di spessore della lamiera. Se eseguito in condizioni di compressione, questo riduce le fratture e aumenta la frazione di bordo liscioCon una pressione sufficiente, il materiale può tagliarsi completamente con una minima rottura superficiale.
3.0Punzonatura vs. Cesoiatura: differenze chiave nel taglio dei metalli
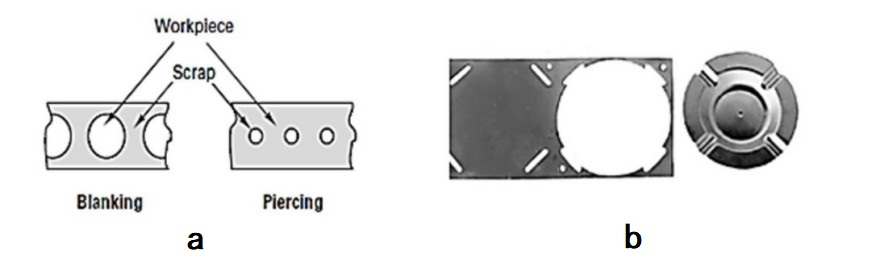
Sebbene spesso usati in modo intercambiabile, punzonatura e tranciatura sono processi distinti. Il taglio si riferisce all'applicazione di forze di offset per dividere il materiale lungo un percorso rettilineo o curvo. La punzonatura, d'altra parte, comporta la creazione forme chiuse rimuovendo il materiale, in modo simile all'utilizzo di un perforatore per carta
Le principali differenze includono:
- Tosatura utilizza lame lineari contrapposte per separare il materiale.
- Punzonatura forma elementi chiusi, ad esempio fori circolari.
- I bordi di taglio influiscono direttamente sulla forma del pezzo finale.
4.0Tipi comuni di tecniche di taglio nel taglio della lamiera
Esistono diverse varianti di operazioni di taglio, ciascuna adatta a compiti specifici:
- Tosatura semplice
- Punzonatura
- Taglio
- Blanking
- Intaglio
- Tagliare
- Rosicchiare
- Rasatura
- Rifinitura
- Dinking
- Lancing
- Tranciatura fine
4.1Taglio: taglio del metallo da bobina a striscia
Il taglio longitudinale taglia le bobine di lamiera in strisce più strette utilizzando lame circolari per cesoieIl processo è continuo, veloce ed economico e produce risultati precisi rispetto ad altri metodi di taglio.
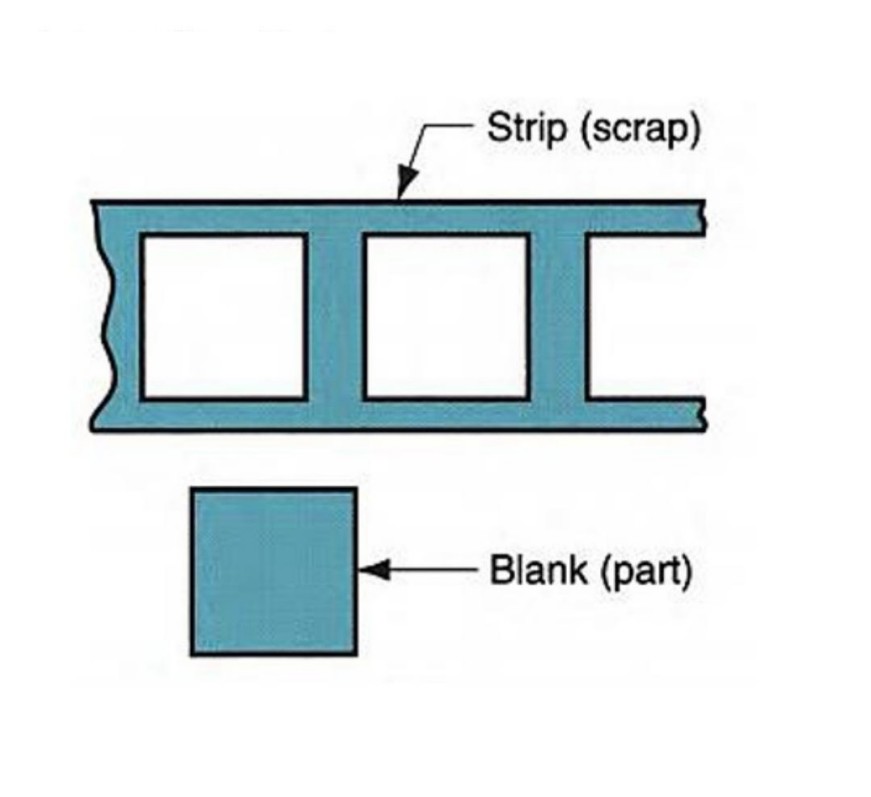
4.2Blanking: estrazione della forma in un unico passaggio
La tranciatura consiste nel tagliare la lamiera con un punzone per rimuovere la forma desiderata (il pezzo grezzo), separandola dal materiale circostante.
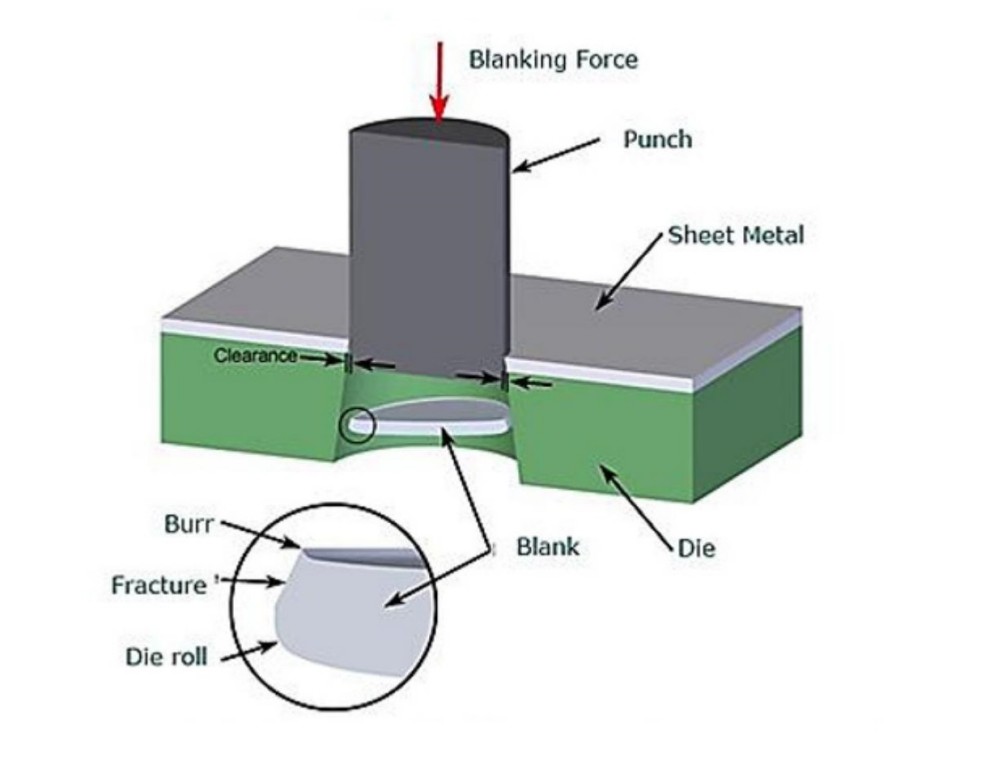
Una pressa idraulica aziona lo stampo di tranciatura ad alta velocità, fino a 1000 colpi/minuto—con un gioco di 10–20% per consentire un taglio pulito.
4.3Fine Blanking: taglio ad alta precisione
Utilizzi di tranciatura fine tre forze controllate per ottenere una planarità superiore, bave minime e tolleranze dimensionali prossime a ±0,0003. La configurazione è simile a quella della tranciatura convenzionale, ma include controlli aggiuntivi per risultati di qualità superiore.
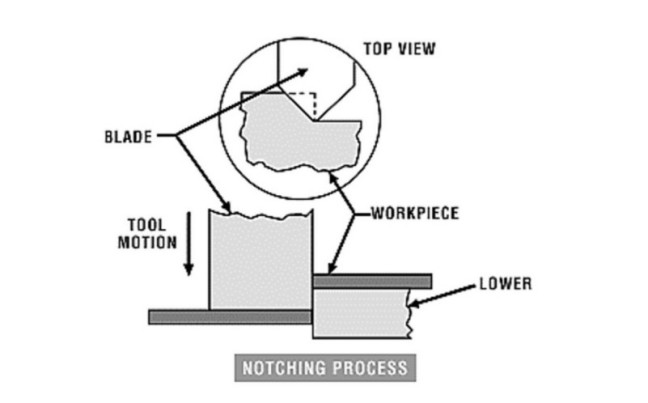
4.4Intaglio: rimozione degli scarti di bordo
L'intaglio rimuove il materiale di scarto dal bordo di un pezzo in lavorazione. In genere è un processo manuale a basso volume ideale per forme o angoli personalizzati.
Vantaggi:
- Tagli angolari regolabili
- Capace di geometrie uniche non realizzabili con la cesoiatura standard
5.0Macchine da taglio: tipologie e principi di taglio
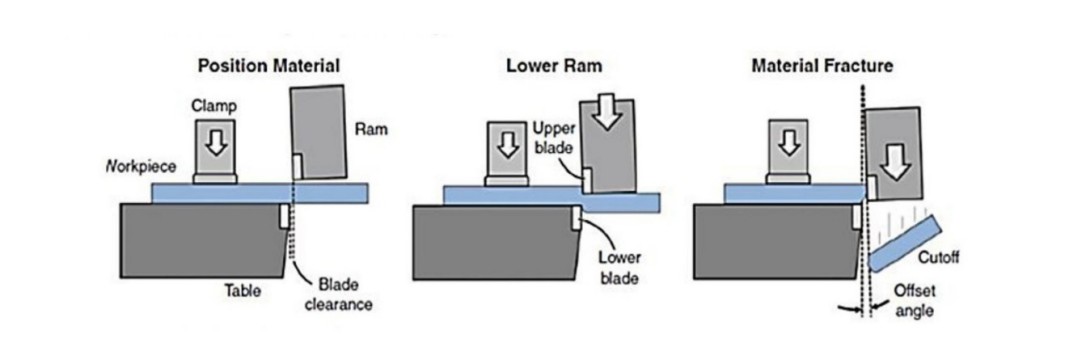
Le cesoie tagliano i metalli utilizzando a forma di forbice movimento o azione della lama dritta. Le macchine più piccole possono utilizzare il movimento angolare, mentre le macchine più grandi si basano su angolo di spoglia e gioco per ottimizzare le prestazioni.

5.1Tipi comuni di macchine per cesoie:
- Cesoie pneumatiche– Alimentato da cilindri pneumatici
- Cesoie idromeccaniche– Azionato da motori idraulici
- Cesoie servocomandate– Collegato direttamente ai servomotori
- Cesoie idrauliche– Fornisce una forza di taglio molto elevata
- Forbici elettriche – Alimentato direttamente da motori elettrici (solitamente abbinati a trasmissione meccanica o idraulica)
- Forbici manuali– Alimentato manualmente tramite ingrandimento a leva
6.0Come ottimizzare le prestazioni della cesoia
Il processo di tosatura richiede un elevato impiego di manodopera e un controllo preciso per massimizzare la produttività. I fattori chiave includono:
- Assicurarsi che le lame siano perfettamente dritte
- Impostare il gioco in base allo spessore del materiale
- Confermare le impostazioni corrette del registro posteriore
- Stabilizzare il foglio durante il taglio
- Eseguire la manutenzione regolare (pulizia, sostituzione dei componenti)
La tosatura è ideale per bronzo, ottone, alluminio e acciai a basso tenore di carbonio, producendo tagli e tolleranze minimi. Tuttavia, non è adatto per materiali duri e fragili come il tungsteno e per parti di lunghezza <3,2 mm.
7.0Casi di studio: applicazioni innovative dei processi di taglio
7.1Caso 1: C2S2 – Taglio a strisce confinate in modo continuo
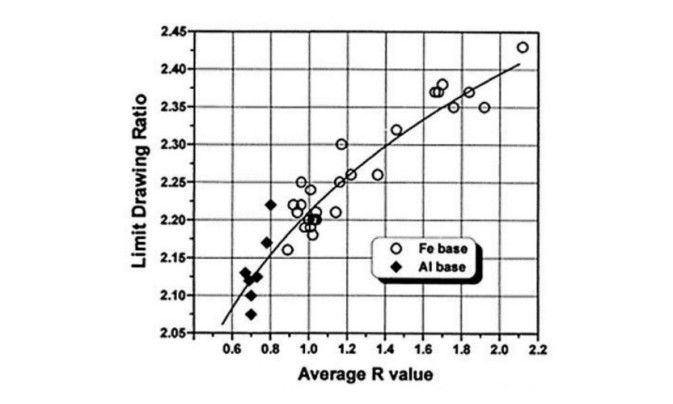
Per produrre veicoli più leggeri, alluminio (Al) i fogli stanno sostituendo i fogli più pesanti a base di Fe. Utilizzando Pressatura angolare a canale uguale (ECAP), gli ingegneri inducono una deformazione di taglio per aumentare il valore R del metallo, migliorandone la formabilità.
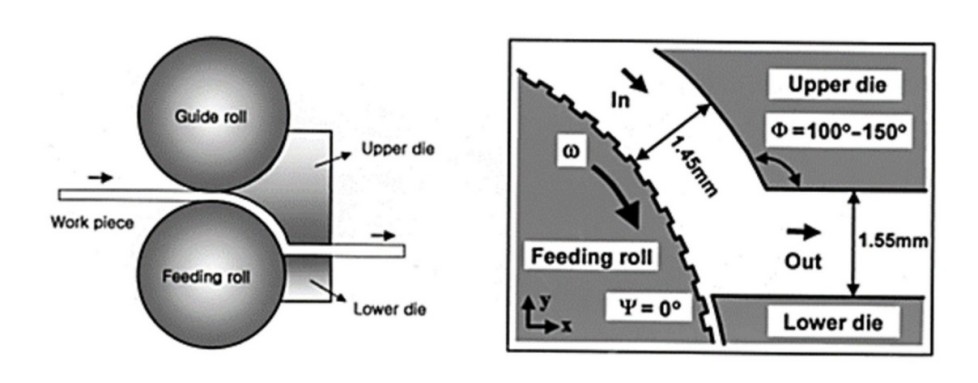
Il sistema C2S2 utilizza rulli gemelli per generare una deformazione di taglio uniforme, più efficiente delle presse idrauliche, ed è in grado di rilevare difetti superficiali durante il funzionamento.
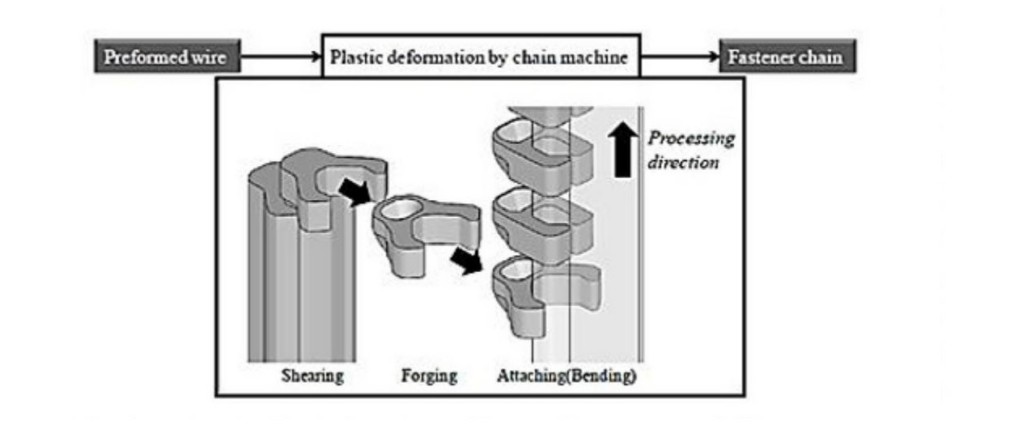
7.2Caso 2: Taglio per componenti di cerniere in rame-zinco
Utilizzato in indumenti e accessori, Filo di lega di rame a forma di Y Viene tranciato in schegge, forgiato e piegato per formare i denti della cerniera. Man mano che i progetti diventano più complessi, raggiungere la precisione nella forma richiede più iterazioni.
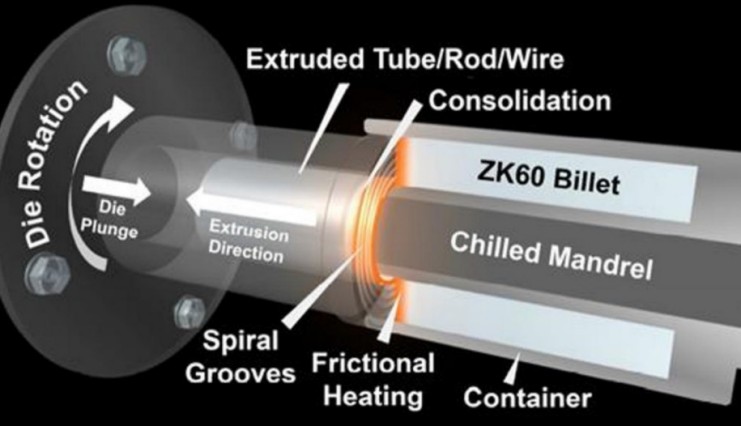
7.3Caso 3: FORMA per tubi in lega di magnesio ZK60
Le leghe di magnesio, in particolare il Mg non delle terre rare, offrono vantaggi in termini di risparmio di peso. L'utilizzo Lavorazione ed estrusione assistite da taglio (SHAPE) migliora le proprietà meccaniche perfezionando le microstrutture ed eliminando i punti deboli della seconda fase.
8.0Conclusione e raccomandazioni
Questo studio evidenzia i punti chiave operazioni di taglio, macchine e applicazioni avanzateIl processo di taglio è altamente efficace per metalli da morbidi a medi ed è conveniente per la produzione di massa, ma non è ideale per applicazioni che richiedono elevata durezza o finitura superficiale di precisione.
Raccomandazione: Evitare il taglio per lunghezze inferiori a 3,2 mm o per metalli fragili e ad alta resistenza.
Direzione futura: Tecniche come SHAPE e C2S2 sembrano promettenti nel migliorare le proprietà dei materiali tramite deformazione di taglio.
9.0Domande frequenti (FAQ)
D1: Qual è la differenza tra tranciatura e punzonatura?
UN: La cesoiatura consiste nel tagliare il materiale lungo un percorso rettilineo o curvo utilizzando lame opposte, simili a quelle delle forbici. La punzonatura, invece, rimuove il materiale completamente in una forma chiusa, come se si praticassero dei fori con un punzone. Entrambe le tecniche utilizzano utensili simili, ma differiscono per forma e scopo della rimozione del materiale.
D2: Quali materiali sono più adatti al processo di taglio?
UN: La tranciatura funziona meglio su metalli duttili, da morbidi a media resistenza come alluminio, acciaio a basso tenore di carbonio, ottone e bronzo. È non consigliato per materiali duri o fragili come il tungsteno, a causa dell'usura degli utensili e del rischio di deformazione anomala.
D3:Cos'è la tranciatura fine e in che cosa differisce dalla tranciatura normale?
UN: La tranciatura fine è una versione ad alta precisione della tranciatura che utilizza tre forze applicate Per produrre bordi lisci, tolleranze più strette (fino a ± 0,0003") e bave minime. È comunemente utilizzato per componenti di precisione per l'industria automobilistica ed elettronica.
D4: In che modo la distanza influisce sull'operazione di taglio?
UN: Il gioco si riferisce allo spazio tra le lame superiori e inferiori (punzone e matrice). In genere varia da Da 2% a 10% dello spessore del materiale. Una distanza adeguata garantisce tagli puliti, previene strappi o bave eccessive e riduce l'usura dell'utensile.
D5: La cesoiatura può essere utilizzata per produzioni di grandi volumi?
UN: Sì. La tosatura è adatta per produzione di massa, soprattutto nella lavorazione della lamiera. Le cesoie idrauliche e servoassistite possono raggiungere velocità fino a 1000 colpi al minuto, rendendolo altamente efficiente per operazioni continue.




