

- 1.0Comprensione della capacità di taglio in base agli standard dell'acciaio dolce
- 2.0Fattori chiave che influenzano la forza di taglio
- 3.0Il ruolo dell'angolo di spoglia nel taglio dei metalli
- 4.0Come le proprietà dei materiali influenzano le prestazioni di taglio
- 5.0Forza di taglio e spessore del metallo: qual è la relazione?
- 6.0Spessore minimo tagliabile per tipo di macchina
- 7.0Perché la distanza tra i coltelli è importante nel taglio della lamiera
- 8.0Tipi di coltelli da taglio e loro applicazioni
- 9.0Nozioni essenziali su usura, ispezione e manutenzione dei coltelli
- 10.0Comprensione dell'incrudimento nel taglio dei metalli
- 11.0Effetti dell'incrudimento del lavoro
- 12.0Pratiche da evitare
- 13.0Capacità di taglio vs. capacità di taglio del coltello: qual è la differenza?
- 14.0Tabella di riferimento generale della capacità di taglio (estratto)
- 15.0Tabella di riferimento della capacità di taglio dell'acciaio
- 16.0Caratteristiche di taglio opzionali che migliorano la precisione di taglio
- 17.0Riepilogo finale: le migliori pratiche per una tosatura sicura ed efficiente
Industriale Macchine per il taglio di lamiere Sono essenziali per il taglio di precisione di lamiere e piastre. Per garantire prestazioni ottimali e un funzionamento sicuro, è fondamentale comprendere come viene valutata la capacità di taglio e quali fattori influenzano l'efficienza di taglio. Questa guida fornisce una panoramica completa dei principi fondamentali della forza di taglio, dell'angolo di spoglia, della selezione delle lame, delle proprietà dei materiali e delle migliori pratiche di manutenzione.


1.0Comprensione della capacità di taglio in base agli standard dell'acciaio dolce
I valori di taglio si basano in genere sullo spessore massimo di taglio dell'acciaio dolce con un angolo di spoglia specifico. Le proprietà meccaniche standard dell'acciaio dolce includono:
| Proprietà | Valore |
| Massima resistenza al taglio | 50.000 psi |
| Resistenza alla trazione finale (UTS) | 55.000–70.000 psi |
| Limite di snervamento (YS) | 35.000–50.000 psi |
| Allungamento (in 2″) | 20–35% |
Nota: le classificazioni includono tolleranze per le comuni sovra-tolleranze di spessore. Ad esempio, una piastra da 0,250" (6,35 mm) potrebbe in realtà essere fino a 0,030" (7,6 mm) più spessa e rientrare comunque nella capacità nominale.
2.0Fattori chiave che influenzano la forza di taglio
La forza di taglio deve essere superiore alla forza necessaria per tagliare il materiale previsto. I principali fattori che influenzano la forza di taglio includono:
- Resistenza al taglio del materiale
- Angolo di spoglia e spessore del materiale
- Duttilità e incrudimento
- Condizioni e spazio del coltello
- Profondità dello schienale e sistemi di supporto
3.0Il ruolo dell'angolo di spoglia nel taglio dei metalli
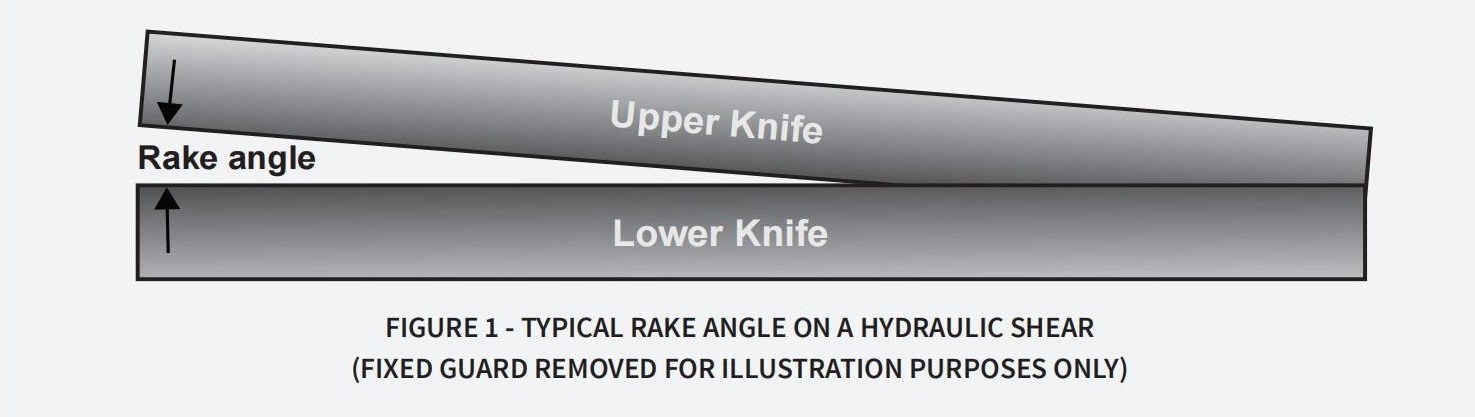
Angolo di spoglia è l'inclinazione tra le lame superiore e inferiore del coltello. Influisce notevolmente sulla forza di taglio e sul comportamento del materiale durante la cesoiatura:
- UN rastrello più grande angolo riduce la forza richiesta
- Un'inclinazione eccessiva può causare la distorsione della parte o una corsa più lunga del coltello
3.1Angolo di spoglia in pratica: riduzione della forza e impatto sulla qualità:
Se R₂ = 2R₁ → allora Forza₂ = ½ Forza₁
Buona pratica: utilizzare l'angolo di spoglia minimo che garantisca una qualità di taglio accettabile senza superare i limiti della macchina. Angoli di spoglia più elevati sono particolarmente vantaggiosi per l'acciaio inossidabile e i materiali ad alta duttilità.
4.0Come le proprietà dei materiali influenzano le prestazioni di taglio
4.1Resistenza del materiale e suo effetto sulla capacità di taglio
I materiali più resistenti dell'acciaio dolce (UTS/YS più elevato) richiedono capacità ridotta.
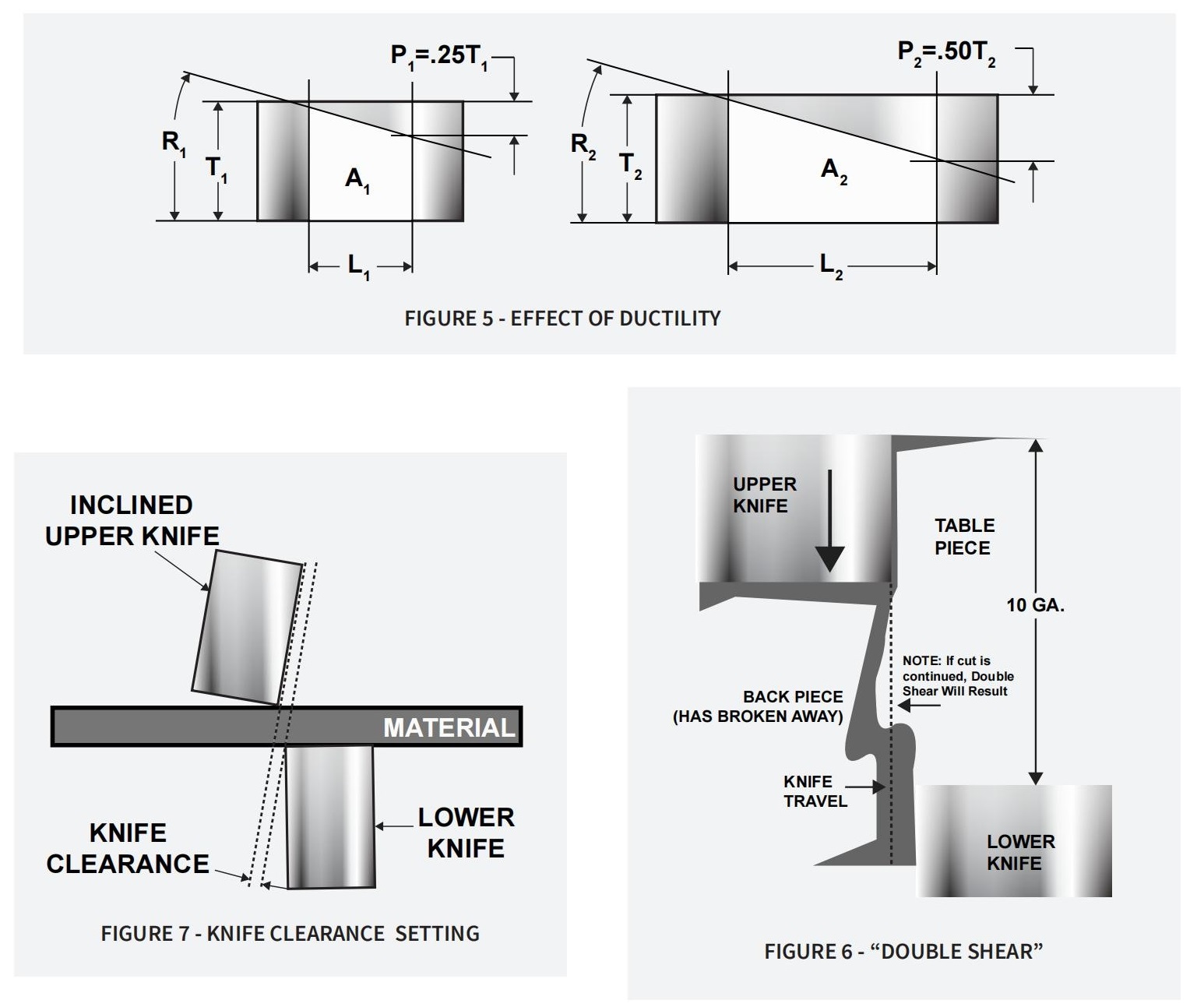
4.2Duttilità e penetrazione del coltello nel taglio della lamiera
I materiali con allungamento superiore a 35% riducono le prestazioni di taglio a causa della penetrazione più profonda del coltello.
Alcuni esempi:
- Acciai al carbonio 1006, 1008 e talvolta 1010/1012
- ASTM A283 Grado A, A285 Grado A, A570 Grado 30 (quando l'allungamento supera 35%)
5.0Forza di taglio e spessore del metallo: qual è la relazione?
La forza di taglio aumenta quadraticamente con lo spessore:
Forza ∝ Spessore²
→ Se T₂ = 2T₁ → Forza₂ = 4 × Forza₁
6.0Spessore minimo tagliabile per tipo di macchina
I limiti minimi dipendono dalla distanza e dall'affilatura della lama. Esempi:
| Modello | Misura | Pollice | mm |
| 375 HS | 26 GA | 0.018″ | 0.45 |
| 500 HS | 22 GA | 0.030″ | 0.76 |
| 750 HS | 20 GA | 0.036″ | 0.91 |
| Serie SE | 16 GA | 0.060″ | 1.52 |
7.0Perché la distanza tra i coltelli è importante nel taglio della lamiera
Una corretta distanza tra i coltelli garantisce tagli puliti e uniformi.
- Troppo poco: Doppio taglio, sbavature, usura rapida
- Troppo: Tagli imprecisi, piegature
7.1Impostazioni di gioco consigliate per i coltelli in base al tipo di cesoia:
- Cesoie meccaniche: 7%di spessore del materiale
- Cesoie idrauliche: 7–15%, regolabile con spessori da tavolo
Per l'acciaio inossidabile, mantenere una distanza minima per evitare sbavature e incrudimento.
8.0Tipi di coltelli da taglio e loro applicazioni
La scelta del materiale giusto per il coltello è fondamentale resistenza all'usura E resistenza agli urti.
| Tipo | Resistenza all'usura | Resistenza agli urti | Uso ideale |
| UN | Più alto | Il più basso | Acciaio dolce/inossidabile sottile |
| B | Alto | Basso | Acciaio inossidabile leggero o alluminio |
| C | Medio | Medio | Taglio multiuso |
| D | Basso | Alto | Applicazioni ad alto shock |
| E | Il più basso | Più alto | Materiali abrasivi, fragili o ad alto impatto |
| S | Moderare | Molto alto | Acciaio inossidabile, Inconel, Hastelloy, leghe duttili |
Per tagli frequenti di acciaio inossidabile (in particolare per l'utilizzo con >50%), si consiglia il tipo S.
Per l'acciaio inossidabile di piccolo calibro (≤10 GA), può essere sufficiente il tipo A.
9.0Nozioni essenziali su usura, ispezione e manutenzione dei coltelli
Lame smussate o danneggiate aumentano la forza di taglio e possono danneggiare le macchine.
9.1Indicatori comuni di usura dei coltelli
- Coppettazione
- Zone luminose (indicano doppio taglio)
- Finitura del bordo scadente
9.2Fattori che accelerano l'usura dei coltelli:
- Materiali tagliati a fiamma o temprati
- Lastre modellate (ad esempio, lamiere battistrada)
- Autorizzazione non corretta
- Materiali da taglio >300 BHN
9.3L'impatto della profondità del pezzo posteriore sulla forza di taglio:
- Ruotare e affilare regolarmente i coltelli
- Usura del monitor vicino alle braccia quadrate
- Evitare di tagliare piastre AR >360 BHN

10.0Comprensione dell'incrudimento nel taglio dei metalli
La profondità del pezzo posteriore è la distanza tra la lama e il bordo di uscita del materiale:
- Maggiore profondità → maggiore forza richiesta
- Utilizzare tavoli pneumatici o bracci angolari per il supporto di materiali pesanti o duttili
11.0Effetti dell'incrudimento del lavoro
Materiali che incrudiscono come l'acciaio inossidabile e le leghe di nichel richiedono una maggiore forza di taglio a causa della maggiore durezza superficiale. Utilizzare coltelli con elevata resistenza agli urti e impostazioni di spoglia appropriate per ridurre questo inconveniente.
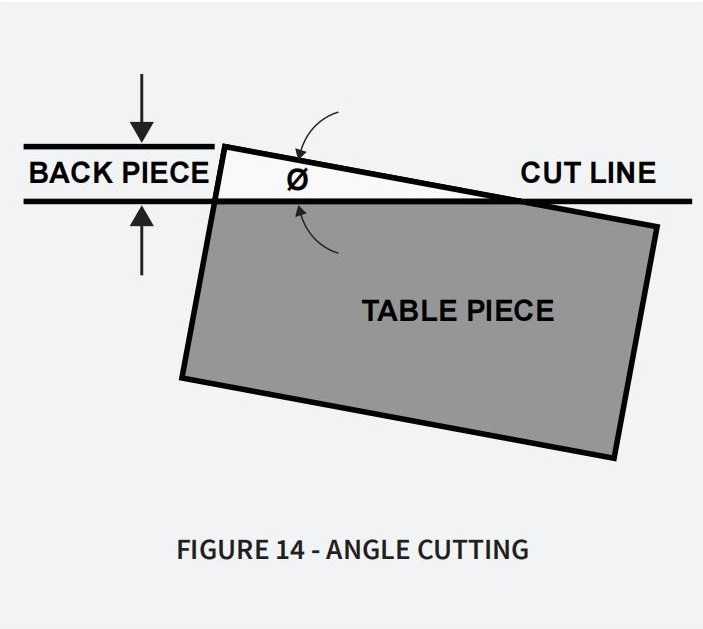
12.0Pratiche da evitare
| Pratica | Rischio |
| Tagli di rifinitura < 0,125″ | Aumento del carico, intrappolamento del materiale |
| Ampio spazio per la lama su lamiere sottili | Pulire invece di fare tagli netti |
| Taglio multistrato | Scarsa qualità di taglio, sovraccarico della macchina |
| Tagli angolari < 20° | Schegge, rottura per taglio |
13.0Capacità di taglio vs. capacità di taglio del coltello: qual è la differenza?
Comprendere questa distinzione previene fallimenti prematuri:
| Parametro | Governa | Dipende da |
| Capacità di taglio | Macchina | Spessore² × Resistenza al taglio × Angolo di spoglia |
| Capacità del coltello | Materiale del coltello | Spessore × Resistenza al taglio (indipendente dalla pendenza) |
I modelli idraulici sono spesso dotati di protezione da sovraccarico. Tuttavia, lo stallo aumenta l'usura dei coltelli.
14.0Tabella di riferimento generale della capacità di taglio (estratto)
| Grado ASTM | Resistenza alla trazione (ksi) | Limite di snervamento (ksi) | Allungamento minimo (% in 2") | Spessore nominale dell'acciaio dolce | Capacità massima equivalente (pollici) |
|---|---|---|---|---|---|
| A36 | 58–80 | 36–51 | 23 | 0,188″ (circa 7 GA) | 0.250 / 0.375 / 0.500 / 0.625 / 0.750 |
| A514 | 110–130 | ≥110 | 18 | 0,188″ (circa 7 GA) | 0.281 / 0.375 / 0.500 / 0.625 / 0.750 |
| A572 Grado 50 | ≥65 | ≥50 | 21 | 0,188″ (circa 5 GA) | 0.344 / 0.438 / 0.562 / 0.688 / 0.875 |
Note sull'utilizzo:
Questa tabella è destinata alla stima dello spessore massimo tagliabile per vari gradi di acciaio ASTM su macchine per il taglio dei metalli, tra cui cesoie idrauliche, cesoie meccaniche e sistemi di taglio controllati da CNC.
La “capacità massima equivalente” riflette la tipica valutazione del taglio basata sull’acciaio dolce come materiale di base.
14.1Esempio:
- 250″ A572 Grado 65→ Richiede taglio nominale per Acciaio dolce da 0,375″
- T-1 (ASTM A514)su un Taglio da 750″ → Capacità massima: 0.625″
15.0Tabella di riferimento della capacità di taglio dell'acciaio
| Grado di acciaio | Resistenza alla trazione (ksi) | Limite di snervamento (ksi) | Allungamento minimo (%) | 12 GA (0,1046″) | 10 GA (0,1345″) | 0.188″ | 0.250″ | 0.281″ | 0.375″ | 0.500″ | 0.625″ | 0.750″ | 1.000″ | 1.250″ |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A1008 CS Tipo A/B/C | NS | 20–40 | 30 | 12 GA | 10 GA | 7 GA | 0.250 | – | – | – | – | – | – | – |
| A1008 DDS | NS | 17–29 | 38 | 14 GA | 12 GA | 10 GA | 0.250 | – | – | – | – | – | – | – |
| A1008 SS Grado 40 | 52 MIN | 40 MIN | 20 | 12 GA | 10 GA | 7 GA | 0.250 | – | – | – | – | – | – | – |
| A1008 HSLAS Grado 50 Cl. 1 | 65 MIN | 50 MIN | 20 | 13 GA | 11 GA | 8 GA | 5 GA | – | – | – | – | – | – | – |
| A1011 SS Grado 36 Tipo 2 | 58–80 | 36–51 | 21 | 12 GA | 10 GA | 7 GA | 0.250 | – | – | – | – | – | – | – |
| A1011 HSLAS Grado 70 Cl. 1 | 85 MIN | 70 MIN | 14 | 14 GA | 12 GA | 9 GA | 7 GA | – | – | – | – | – | – | – |
| A1011 HSLAS-F Grado 80 | 90 MIN | 80 MIN | 18 | 14 GA | 12 GA | 10 GA | 7 GA | 0.281 | 0.375 | 0.500 | – | – | – | – |
Appunti:
Questa tabella fornisce linee guida generali per lo spessore tagliabile stimato in base alle proprietà meccaniche del materiale.
I valori sono nominali e devono essere verificati in base alla capacità specifica della macchina da taglio e alla configurazione della lama.
I riferimenti GA (calibro) sono approssimativi e possono variare in base allo standard (ad esempio, calibro dell'acciaio statunitense rispetto alle specifiche del produttore).
Le prestazioni di taglio sono influenzate dall'angolo di spoglia, dal gioco della lama, dalle condizioni della lama e dalla durezza del materiale.
16.0Caratteristiche di taglio opzionali che migliorano la precisione di taglio
- Spessori per tavolo prigionieri per una rapida regolazione della distanza della lama
- Spazio libero per la lama elettrica(modelli automatizzati)
- Foglio pneumatico supporta per la movimentazione di materiali grandi o flessibili
- Angolo posteriore supporta per prevenire distorsioni su materiali spessi o duttili
17.0Riepilogo finale: le migliori pratiche per una tosatura sicura ed efficiente
- Iniziare con l'angolo di spoglia massimo, quindi ridurre in base alla qualità del taglio
- Abbinare sempre il tipo di coltello al materiale e allo spessore
- Monitorare l'usura, mantenere la distanza e ruotare regolarmente i coltelli
- Non superare mai la capacità nominale di taglio o coltello
Applicando questi principi e comprendendo la fisica alla base della cesoiatura, gli operatori possono garantire prestazioni sicure, precise e durature delle loro attrezzature da taglio.




