
- 1.0Cos'è la rullatura dei filetti?
- 2.0Laminazione vs. Taglio: un confronto chiaro
- 3.0Vantaggi della rullatura del filetto rispetto al taglio
- 4.0Considerazioni sui materiali: l'indice di formabilità
- 5.0Linee guida di progettazione per filettature rullate
- 6.0Utensili per rullatura dei filetti
- 7.0Parametri operativi: velocità e avanzamento
- 8.0Ispezione e misurazione del filo
- 9.0Conclusione
- 10.0FAQ: Problemi comuni nella filettatura
Nel mondo della lavorazione di precisione, le filettature sono ovunque: dagli elementi di fissaggio aerospaziali ai componenti automobilistici, dagli impianti medici all'hardware industriale.
Tradizionalmente, le filettature vengono prodotte tramite taglio: rimozione del materiale con maschi, filiere o utensili a punta singola. Sebbene il taglio sia efficace, presenta alcune limitazioni: velocità di produzione più lente, filettature più deboli e costi più elevati nella produzione su larga scala.
Esiste però un'alternativa più veloce, più potente e più economica: Rullatura del filetto.
La rullatura dei filetti è un processo di formatura a freddo, non un'operazione di taglio. Invece di rimuovere il metallo, la filettatura viene rullata sposta e riforma il materiale sotto pressione, creando filettature con resistenza, precisione e qualità superficiale notevoli.
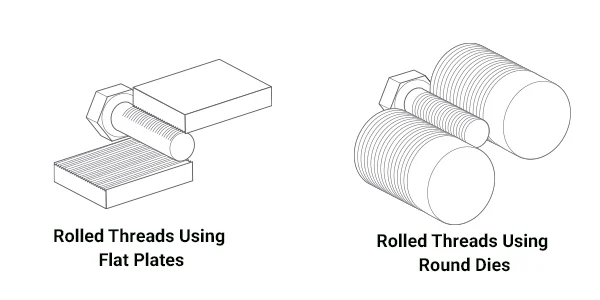
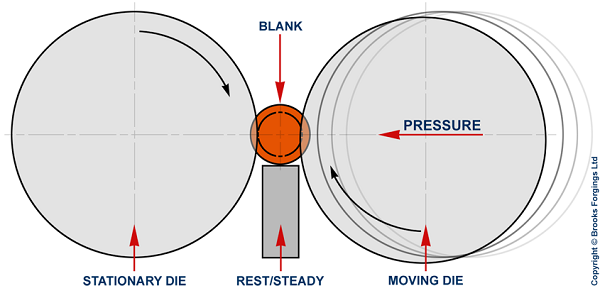
1.0Cos'è la rullatura dei filetti?
La rullatura dei filetti è una processo di formatura a freddo in cui un pezzo cilindrico viene pressato tra stampi temprati per deformare plasticamente il materiale nella forma della filettatura. A differenza del taglio, che interrompe la struttura granulare del materiale, la laminazione preserva e riallinea il flusso del grano nella direzione della filettatura, creando parti più resistenti e più resistenti alla fatica.
Caratteristiche principali della rullatura dei filetti:
- Non è un processo sottrattivo— non vengono prodotti chip
- Effetto di indurimento da deformazione— il materiale diventa più duro e più forte
- Finitura superficiale superiore— dovuto alla lucidatura dello stampo durante la laminazione
- Alta precisione— forma e dimensione coerenti

2.0Laminazione vs. Taglio: un confronto chiaro
Le differenze tra filettature tagliate e rullate sono significative e incidono su resistenza, finitura, efficienza e costo complessivo. La tabella seguente evidenzia le principali differenze:
| Caratteristica / Aspetto | Taglio del filo | Rullatura del filetto |
| Tipo di processo | Asportazione del materiale (taglio) | Formatura a freddo (spostamento) |
| Forza | Linea di base | Fino a 30% più resistente grazie all'incrudimento |
| Finitura superficiale | Una versione più ruvida potrebbe richiedere una finitura secondaria | Finitura liscia, continua e di alta qualità |
| Precisione / Profilo | Dipende dall'affilatura dell'utensile e dall'abilità dell'operatore | Elevata ripetibilità, profilo preciso |
| Rifiuti materiali | Genera chip | Scarto di materiale minimo o nullo |
| Velocità di produzione | Moderare | Processo più veloce e continuo |
| Durata dell'utensile | Da breve a medio, usura dell'utensile dovuta al taglio | Più lungo, a seconda della durezza del materiale |
| Tempi di consegna | Più lungo grazie al taglio graduale | Operazioni secondarie più brevi e meno frequenti |
| Materiali ideali | La maggior parte dei metalli, più facile sui metalli morbidi | Si preferiscono metalli più morbidi; è possibile usare metalli più duri, ma riducono la durata dello stampo |
| Problemi comuni | Sbavature, segni di utensili, microfessure | Schegge, creste consumate, problemi di passo/elica |
Da questo confronto risulta chiaro che la rullatura dei filetti offre notevoli vantaggi in termini di resistenza, qualità della superficie ed efficienza, rendendolo la scelta preferita per produzioni ad alto volume o applicazioni che richiedono filettature durevoli.
3.0Vantaggi della rullatura del filetto rispetto al taglio
Perché scegliere la rotazione anziché il taglio? I vantaggi sono significativi:
- Costo inferiore
La riduzione degli sprechi di materiale e la maggiore durata degli utensili si traducono direttamente in minori costi di produzione. - Maggiore efficienza
La laminazione è notevolmente più rapida del taglio, in particolare per la produzione di grandi volumi. - Fili più forti
I fili laminati possono presentare fino a 30–40% maggiore resistenza alla trazione e alla fatica vita rispetto ai fili tagliati. - Migliore finitura superficiale
L'azione di laminazione lucida il materiale, producendo una superficie liscia e indurita. - Precisione migliorata
Le filettature rullate mantengono tolleranze più strette e profili uniformi anche in lotti di grandi dimensioni.
4.0Considerazioni sui materiali: l'indice di formabilità
Non tutti i materiali rispondono al rotolamento nello stesso modo. Indice di formabilità viene utilizzato per valutare l'idoneità di un materiale alla rullatura dei filetti. Generalmente:
- I materiali più morbidi rotolano più facilmente, ma possono produrre finiture superficiali medie
- I materiali più duri riducono la durata dello stampo, ma spesso producono finiture superficiali superiori
Comportamento comune dei materiali nella rullatura dei filetti
| Materiale | Durezza | Superficie del filo | Muori la vita |
| Ottone (345, 360) | < Rb 75 | Buono / Scarso | Medio-Alto |
| Alluminio (2024-T4, 6061-T6) | < Rb 120 | Eccellente / Buono | Alto |
| Acciaio inossidabile (302, 440) | < Rc 32 | Eccellente | Medio-Basso |
| Acciaio (1018, 12L14) | < Rc 24 | Eccellente / Discreto | Medio |
Effetti elementari:
- Zolfo in acciaio E bismuto nell'alluminio può creare difetti simili a scaglie che riducono la qualità della superficie.
- Elementi come zolfo, piombo e bismuto facilitano la lavorabilità (taglio), ma ostacolano la formatura a freddo (laminazione).
La morale della favola: è fondamentale scegliere il materiale giusto, ovvero bilanciare lavorabilità e formabilità.
5.0Linee guida di progettazione per filettature rullate
Una corretta progettazione del grezzo e delle sue caratteristiche garantisce un rotolamento di successo:
Diametro vuoto
Diametro grezzo consigliato ≈ : Diametro passo massimo – 0,002″
Rapporto di regolazione: ogni variazione di 0,001″ del grezzo modifica il diametro principale di ~0,003″
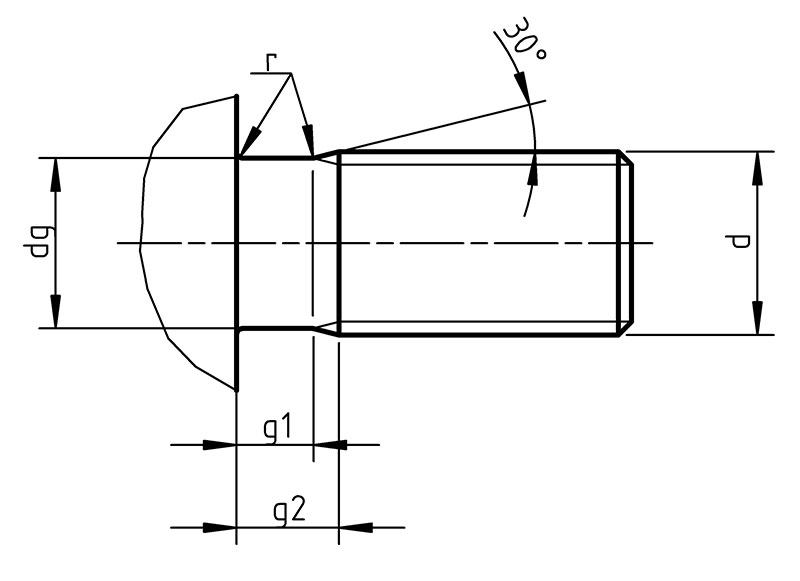
Angolo di smusso
Tipico: 30° (si formeranno ~45° dopo la laminazione)
Per materiali più duri: utilizzare 25°–28° per prolungare la durata della matrice
Spazio libero per le spalle
Mantenere ≥ 1,25–1,5 × passo tra l'inizio della filettatura e la spalla
Lunghezza del filo vs. lunghezza del rotolo
Formula: superficie di lavoro del rullo = (2,5 × passo) + lunghezza della filettatura
6.0Utensili per rullatura dei filetti
Rotoli
- Disponibili in più stili per diversi orientamenti delle parti
- Materiali, trattamenti termici e rivestimenti influiscono sulle prestazioni e sulla durata dell'utensile
- Più "avviamenti" su un rullo consentono un numero di giri più elevato e una maggiore durata dell'utensile
Strumenti per la rasatura
- Fornire facile regolazione, ripetibilità e rigidità
- Può essere progettato per varie dimensioni di parti e tipi di supporto
Allegati
- Pizzico radiale— si blocca rapidamente e rotola radialmente
- Rullatura assiale delle estremità— ideale per fili più lunghi della larghezza del rotolo
- Tangenziale— veloce per volumi elevati, ma induce forze laterali
- Trasferimento rotativo assiale— consente la rullatura del filetto adiacente alle spalle
7.0Parametri operativi: velocità e avanzamento
La rullatura dei filetti è spesso la operazione più veloce nella catena di processo.
- Linea guida generale: RPM del pezzo ≈ 300 × avviamenti del rullo
- Velocità di laminazione più elevate solitamente migliorano la finitura superficiale
- Una corretta lubrificazione è fondamentale per ridurre l'attrito e prolungare la durata dello stampo
8.0Ispezione e misurazione del filo
L'ispezione garantisce che le filettature rullate soddisfino i requisiti funzionali. I metodi più comuni includono:
- Calibri ad anello passa/non passa— semplice e ampiamente utilizzato
- Micrometri per filettatura / Metodo a tre fili— misurazione accurata del diametro primitivo
- Calibri a tre rulli (Johnson Gage)— per valutare l'adattamento funzionale
- Misuratori funzionali e segmentati— per valutare la forma della filettatura e gli angoli dei fianchi
- Manometri NPT / NPTF— per filettature coniche
Dimensioni chiave da controllare:
- Diametro del pezzo grezzo
- Diametro del passo
- Diametro maggiore
Per filettature di tubi, Indicatori L1/L2 E misuratori di sestanti vengono utilizzati per garantire la sigillabilità e la corretta forma della filettatura.
9.0Conclusione
La rullatura dei filetti è molto più di un'alternativa al taglio: è un processo di produzione superiore per la produzione di filettature di alta qualità. Sfruttando la deformazione a freddo, la rullatura dei filetti offre:
- Maggiore resistenza
- Costo inferiore
- Maggiore efficienza
- Precisione e finitura superficiale superiori
- Se abbinata al materiale, alla progettazione, agli utensili, ai parametri operativi e alle pratiche di ispezione adeguati, la rullatura dei filetti può migliorare notevolmente le prestazioni del prodotto e la produttività della produzione.
Per i settori in cui la forza, la precisione e l'efficienza dei costi sono le cose più importanti, la rullatura dei filetti sta rapidamente diventando la nuovo standard nella produzione di fili.
10.0FAQ: Problemi comuni nella filettatura
Perché vedo schegge o fiocchi nei fili arrotolati?
Ciò accade solitamente quando il materiale grezzo contiene additivi sfavorevoli (come zolfo, bismuto o piombo) o quando la preparazione della superficie è inadeguata. Queste inclusioni possono facilitare la lavorazione meccanica, ma ostacolano la formatura a freddo, causando la formazione di scaglie durante la laminazione.
Quali sono le cause di un passo o di un passo errati nelle filettature?
Un passo/passo errato è spesso dovuto a rulli disallineati, parametri di configurazione errati o utensili usurati. Può anche essere dovuto a velocità di avanzamento errate rispetto alla progettazione dei rulli.
Perché i miei filetti rullati hanno un angolo dell'elica non corrispondente?
Un angolo dell'elica non corrispondente indica solitamente una geometria del rullo errata, una selezione del rullo non corretta o errori di configurazione nell'accessorio di laminazione.
Perché i risultati del rolling sono incoerenti tra le parti o i lotti?
Variazioni nella durezza del materiale, nella qualità della lubrificazione o nella stabilità della macchina possono portare a condizioni di laminazione incoerenti. Mantenere parametri di processo controllati è fondamentale.
Posso eseguire filettature su pezzi cavi, fori chiusi o pezzi grezzi non rotondi?
Questi grezzi presentano notevoli difficoltà. Materiali non circolari o non uniformi impediscono la corretta formazione della filettatura, dando luogo a filettature deboli, distorte o incomplete.
Perché i miei fili sono pieni al centro ma non alle estremità?
Ciò accade quando gli angoli di smusso sono insufficienti, i diametri dei pezzi grezzi non sono corretti o la penetrazione del rullo non è regolata correttamente all'ingresso e all'uscita della filettatura.
Quali sono le cause di una scarsa finitura superficiale delle filettature rullate?
Finiture ruvide o opache solitamente indicano una lubrificazione inadeguata, rulli filettati usurati o velocità di laminazione impostate troppo basse.
Perché la forma del mio filo è distorta?
Una filettatura di forma non corretta (fianchi arrotondati, forma della cresta non corretta) è spesso causata da dimensioni errate del pezzo grezzo, durezza eccessiva del materiale o usura dei rulli. Assicurare una corretta preparazione del pezzo grezzo e utilizzare rulli affilati aiuta a evitare questo problema.
Perché le creste dei miei fili non sono completamente formate?
Le creste incomplete sono in genere causate da grezzi sottodimensionati, penetrazione insufficiente del rullo o pressione di laminazione inadeguata. Regolare il diametro del grezzi e garantire la corretta configurazione degli utensili può risolvere questo problema.
Quali sono le cause delle creste rigate sulle filettature rullate?
Creste graffiate o rigate sono segno di disallineamento, mancanza di lubrificazione o eccessiva pressione di rotolamento. Un corretto allineamento e una corretta lubrificazione sono essenziali per evitare questo difetto.
Riferimenti
brooksforgings.co.uk/processes/thread-rolling
www.fasteners.eu/tech-info/ISO/4755/
www.earnestmachine.co.uk/what-are-the-differences-between-cut-and-rolled-threads/
www.uccomponents.com/rolled-vs-cut-fastener-threads-which-is-better-for-your-application/




