

- 1.0Tecnologie tipiche di laminazione ad anello per anelli di cuscinetti
- 2.0Sviluppo e applicazione della tecnologia di laminazione di precisione degli anelli nella produzione di anelli per cuscinetti
- 2.1Tecnologia di laminazione a freddo di precisione per anelli di cuscinetti di piccole e medie dimensioni
- 2.2Tecnologia di laminazione radiale a caldo di precisione per anelli di cuscinetti specializzati di grandi dimensioni
- 2.3Tecnologia di laminazione radiale-assiale ad anello a caldo di precisione per anelli di cuscinetti di grandi dimensioni
- 3.0Tendenze di sviluppo della tecnologia di laminazione di precisione degli anelli nella produzione di anelli per cuscinetti
- 4.0Conclusione
- 5.0Domande frequenti (FAQ)
I cuscinetti ad alte prestazioni sono ampiamente utilizzati in settori industriali critici come l'automotive, le macchine utensili di precisione e l'energia eolica. La laminazione di precisione, una tecnologia avanzata di formatura rotativa, viene impiegata nella produzione di anelli per cuscinetti senza saldatura, migliorando così la durata complessiva dei cuscinetti.
In questo articolo vengono descritti tre metodi di laminazione ad anello di precisione progettati per cuscinetti di diverse dimensioni:
- Laminazione ad anello freddo: Applicato alla produzione di cuscinetti di piccole dimensioni.
- Laminazione radiale ad anello a caldo: Adatto per cuscinetti di medie dimensioni.
- Laminazione radiale-assiale ad anello a caldo: Utilizzato per cuscinetti di grandi dimensioni.
0.1Introduzione
I cuscinetti sono componenti meccanici fondamentali responsabili del trasporto di carichi e della trasmissione di potenza, ampiamente utilizzati in settori quali macchine utensili, automotive, ferroviario, navale, energetico e aerospaziale. Nelle applicazioni avanzate, tra cui macchine utensili CNC di precisione, ferrovie ad alta velocità, energia eolica e motori aeronautici, i cuscinetti devono non solo garantire un'elevata precisione dimensionale, ma anche una lunga durata e prestazioni affidabili in condizioni operative difficili come alta velocità, carichi pesanti, temperature elevate e forze d'urto. Questi cuscinetti sono generalmente definiti come cuscinetti ad alte prestazioniIl livello tecnologico dei cuscinetti ad alte prestazioni non riflette solo le prestazioni principali dei prodotti dei cuscinetti, ma indica anche, in una certa misura, la capacità industriale di una specifica regione di produzione.
Strutturalmente, i cuscinetti sono tipicamente costituiti da anelli, corpi volventi e gabbie. Tra questi, l'anello del cuscinetto funge da componente di base essenziale, che rappresenta 60%–70% del peso totale del cuscinetto e del costoDi conseguenza, la precisione e le prestazioni degli anelli dei cuscinetti determinano direttamente la qualità complessiva dei cuscinetti stessi. Il tradizionale processo di produzione degli anelli dei cuscinetti – "forgiatura di pezzi grezzi + lavorazione meccanica" – presenta svantaggi comuni come l'elevato consumo energetico, il basso utilizzo dei materiali, la bassa efficienza produttiva, la microstruttura grossolana e non uniforme, il flusso incompleto dei grani e le proprietà meccaniche inferiori. Queste limitazioni rendono difficile soddisfare i severi requisiti dei cuscinetti ad alte prestazioni.
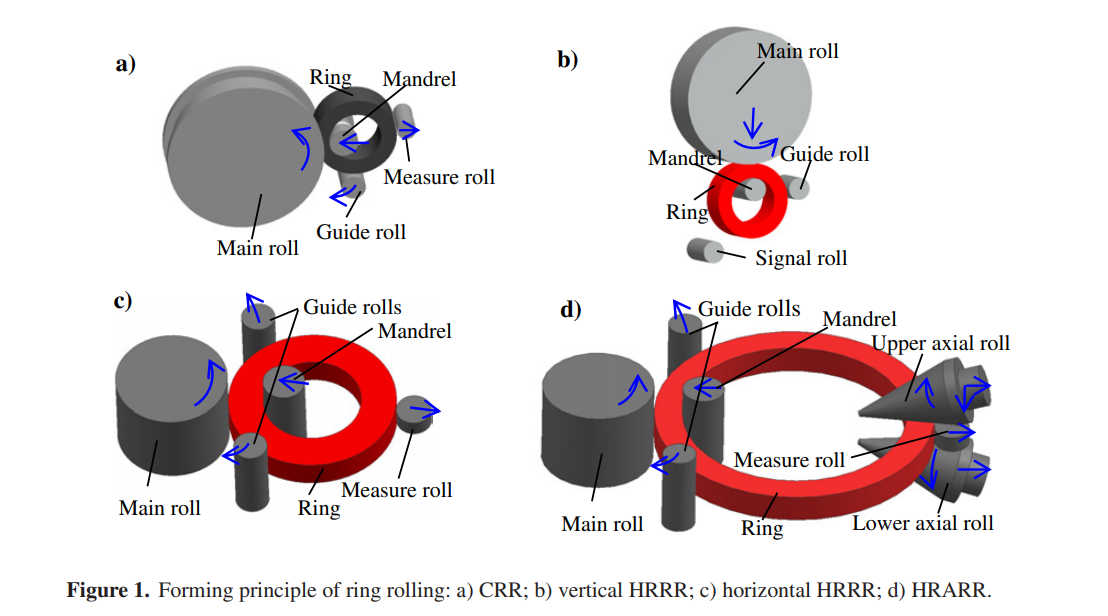
Figura 1 – Diagramma schematico dei principi della laminazione ad anello: a) Laminazione ad anello freddo (CRR); b) Laminazione ad anello radiale a caldo verticale (HRRR); c) Laminazione ad anello radiale a caldo orizzontale (HRRR); d) Laminazione ad anello radiale-assiale a caldo (HRARR).
Tecnologia di laminazione ad anello, un metodo di formatura rotativa di precisione per anelli senza saldatura, si basa sul principio della deformazione plastica localizzata generata dalla rotazione dei rulli combinata con l'avanzamento lineare. Questo processo consente di ridurre lo spessore delle pareti, aumentare il diametro e modellare i profili degli anelli, ottenendo infine la geometria e le proprietà microstrutturali desiderate. Applicando la laminazione ad anello alla produzione di anelli per cuscinetti, è possibile ridurre il consumo energetico e i costi dei materiali, migliorando al contempo l'efficienza produttiva e le prestazioni meccaniche, con conseguente prolungamento della durata utile dei cuscinetti. Gli anelli per cuscinetti laminati ad anello presentano microstrutture più dense e un flusso dei grani allineato con la direzione della pista di rotolamento. Oggi, la laminazione ad anello è ampiamente adottata nella produzione di anelli per cuscinetti, diventando una delle tecnologie di formatura avanzate indispensabili per cuscinetti ad alte prestazioni.
1.0Tecnologie tipiche di laminazione ad anello per anelli di cuscinetti
1.1Laminazione a freddo (CRR) per anelli di cuscinetti di piccole dimensioni
La laminazione a freddo (CRR) è un processo avanzato di formatura rotativa eseguito a temperatura ambiente utilizzando laminatoi CRR specializzati. Sotto il vincolo della laminazione radiale, l'anello subisce una compressione localizzata continua, con conseguente graduale riduzione dello spessore radiale, simultaneo aumento del diametro e progressiva formazione della sezione trasversale desiderata.
I componenti chiave di un laminatoio CRR includono: sistema di rulli principali, sistema di mandrini, sistema di guida, sistema di misura, telaio della macchina e sistema di alimentazione e controllo. Durante la laminazione, il rullo principale fornisce una rotazione attiva, mentre il mandrino avanza linearmente lungo una direzione preimpostata. I rulli di guida regolano la posizione all'aumentare del diametro dell'anello, mentre il rullo di misura monitora costantemente le variazioni di diametro. Una volta raggiunto il diametro preimpostato, il processo di laminazione termina.
Campo di applicazione: Il CRR è adatto principalmente alla produzione di anelli per cuscinetti di piccole dimensioni con diametri inferiori a 250 mm.
1.2Laminazione radiale a caldo (HRRR) per anelli di cuscinetti di medie dimensioni
La laminazione radiale a caldo (HRRR) è un processo di formatura di precisione eseguito a temperature elevate utilizzando laminatoi HRRR. Simile alla CRR, l'HRRR impiega passaggi di laminazione radiale per applicare una compressione localizzata, riducendo lo spessore radiale, aumentando il diametro e sagomando la sezione trasversale.
In base all'orientamento relativo degli assi dei rulli e alla direzione orizzontale, i mulini HRRR vengono classificati in:
- Mulino verticale HRRR: Gli assi dei rulli sono paralleli al piano orizzontale. Durante la laminazione, il rullo principale esegue una rotazione attiva combinata con un avanzamento lineare, mentre il mandrino ruota passivamente. Il rullo guida è posizionato sul lato di uscita del rullo principale, mentre il rullo di segnalazione è posizionato di fronte al rullo guida. La laminazione si arresta quando il diametro dell'anello si espande fino a entrare in contatto con il rullo di segnalazione.
- Mulino HRRR orizzontale: Gli assi dei rulli sono perpendicolari al piano orizzontale. Il rullo principale ruota attivamente, mentre il mandrino esegue l'avanzamento lineare. Due rulli guida sono disposti simmetricamente su entrambi i lati del rullo principale, regolando la posizione all'aumentare del diametro. Il rullo di segnalazione è posizionato di fronte al rullo principale per monitorare il diametro in tempo reale. La laminazione termina al raggiungimento del diametro preimpostato.
Campo di applicazione: L'HRRR viene utilizzato principalmente per la produzione di anelli per cuscinetti di medie dimensioni con diametri compresi tra 50 mm e 1000 mm.
1.3Laminazione radiale-assiale a caldo (HRARR) per anelli di cuscinetti di grandi dimensioni
La laminazione radiale-assiale a caldo (HRARR) è un processo avanzato di formatura rotativa eseguito ad alte temperature utilizzando laminatoi HRARR. A differenza della laminazione puramente radiale, l'HRARR combina passate di laminazione radiali e assiali, consentendo la riduzione simultanea dello spessore radiale e dell'altezza assiale, insieme all'aumento del diametro, formando infine il profilo trasversale desiderato.
La principale differenza tra i laminatoi HRARR e quelli orizzontali HRRR risiede nell'aggiunta di una coppia di rulli assiali per la regolazione dell'altezza dell'anello. Durante la laminazione, rullo assiale superiore esegue la rotazione attiva combinata con l'avanzamento lineare verso il basso, mentre il rollio assiale inferiore ruota attivamente senza avanzare. Entrambi i rulli assiali sono montati sul telaio assiale e si muovono verso l'esterno in sincronia con il diametro dell'anello in espansione.
Campo di applicazione: L'HRARR viene utilizzato principalmente per la produzione di anelli per cuscinetti di grandi dimensioni con diametri superiori a 1000 mm.
2.0Sviluppo e applicazione della tecnologia di laminazione di precisione degli anelli nella produzione di anelli per cuscinetti
Da una prospettiva globale, alcune regioni dell'Asia fungono da mercati internazionali chiave e basi di produzione per i cuscinetti. Il mercato dei cuscinetti in quest'area rappresenta circa 10% del totale globale, con una produzione annuale in avvicinamento 20 miliardi di unità e un valore di produzione annuale superiore a $30 miliardiIn risposta alla globalizzazione e alle tendenze di sviluppo sostenibile nel settore manifatturiero, questa regione sta trasformando il suo settore dei cuscinetti da un modello "orientato alla scala" a un modello "orientato alla tecnologia", migliorando gradualmente la capacità nazionale di produzione di cuscinetti di fascia alta.
In questo contesto, i produttori di cuscinetti locali, le università e gli istituti di ricerca hanno condotto ricerche collaborative incentrate su sviluppo indipendente di tecnologie di laminazione di precisione degli anelli per la produzione di cuscinetti ad alte prestazioni. Sono stati raggiunti importanti progressi tecnologici in aree chiave, tra cui laminazione ad anello a freddo, laminazione ad anello radiale a caldo e laminazione ad anello radiale-assiale a caldo, con risultati già implementati nella produzione pratica.
2.1Tecnologia di laminazione a freddo di precisione per anelli di cuscinetti di piccole e medie dimensioni
Processo di laminazione a freddo di precisione degli anelli
Basandosi sulla tecnologia internazionale di laminazione a freddo di semi-precisione, i team di ricerca hanno sviluppato in modo innovativo un processo di laminazione a freddo di precisione dell'anello Progettato appositamente per la produzione di anelli per cuscinetti. Il flusso di processo principale è il seguente:
Taglio delle barre → Forgiatura a caldo di pezzi grezzi → Pretrattamento → Tornitura grezza → Laminazione di precisione a freddo → Tempra → Rettifica
Questo processo enfatizza il controllo rigoroso della precisione del grezzo per migliorare la qualità della formatura, ottenendo infine anelli per cuscinetti a forma quasi nettaI vantaggi tecnici di questo processo includono:
- Precisione di formatura migliorata: La geometria dell'anello può raggiungere il grado 7-8, con rugosità superficiale controllata a Ra 0,8–1,6 μm, che rappresenta un miglioramento di 1-2 gradi rispetto alla laminazione a freddo di semi-precisione convenzionale.
- Efficienza ottimizzata delle risorse: Le piste di rotolamento possono essere formate direttamente mediante laminazione ad anello senza successiva tornitura, riducendo efficacemente lo spreco di materiale e i tempi di lavorazione.
- Prestazioni meccaniche migliorate: Le piste di rotolamento realizzate mediante laminazione di precisione a freddo mantengono microstrutture dense e linee di flusso metalliche continue, evitando il degrado delle proprietà meccaniche causato dalla tornitura.


Figura 2a) Un nuovo mulino di precisione CRR elettromeccanico servo NC; b) anelli per cuscinetti per macchine utensili e automobili
Attrezzatura di laminazione di precisione ad anello freddo
I team di ricerca hanno sviluppato indipendentemente nuovi laminatoi ad anello freddo di precisione CNC, caratterizzato da un innovativo sistema di azionamento-alimentazione “servomotore – riduttore – vite a sfere ad alta resistenza” che sostituisce i tradizionali sistemi servo idraulici come meccanismo di azionamento-alimentazione principale. Questo design consente alimentazione di precisione in condizioni di carico di 50 tonnellate, ottenendo una precisione di alimentazione di 0,005 millimetri e precisione di lavorazione di φ100 ± 0,02 mm, superando molte macchine per laminazione a freddo di precisione comparabili a livello internazionale (tipicamente φ100 ± 0,1 mm).
Il nuovo laminatoio ad anello freddo supera i limiti dei laminatoi tradizionali che si basano principalmente su cilindri idraulici per l'azionamento e l'alimentazione, garantendo formatura stabile durante la laminazione di precisione dell'anello a freddo e promuovendo l'aggiornamento della progettazione strutturale degli stabilimenti e dei metodi di produzione. Grazie a questa tecnologia e a queste attrezzature, le aziende hanno raggiunto produzione in serie di anelli per cuscinetti a sfere, anelli per cuscinetti a rulli e anelli per cuscinetti snodati, con prodotti ampiamente applicati in cuscinetti per macchine utensili ad alte prestazioni e cuscinetti per autoveicolied esportati ai principali produttori internazionali di cuscinetti come SKF, FAG, NSK e TIMKEN.
Tecnologie chiave nella laminazione di precisione a freddo degli anelli
Le tecnologie principali per la laminazione a freddo di precisione di anelli per cuscinetti ad alte prestazioni includono:
- Pretrattamento ad elevata plasticità per la deformazione a freddo a temperatura ambiente dell'acciaio per cuscinetti.
- Progettazione e produzione di profili di passaggio a rulli di lunga durata.
- Progettazione ottimizzata dei parametri di processo per la laminazione di precisione degli anelli a freddo.
- Misurazione di precisione online e controllo a circuito chiuso durante la laminazione a freddo dell'anello.
2.2Tecnologia di laminazione radiale a caldo di precisione per anelli di cuscinetti specializzati di grandi dimensioni
Processo di laminazione di anelli radiali a caldo di precisione
Per gli anelli dei cuscinetti a rulli conici di grandi dimensioni utilizzati nelle locomotive ad alta velocità e nei vagoni merci per carichi pesanti, i tradizionali processi di laminazione a caldo richiedono inizialmente la laminazione dell'anello in una sezione trasversale semplificata, seguita dalla lavorazione meccanica per ottenere il profilo completo, con conseguente scarsa efficienza tecnica ed economica. Per risolvere questo problema, i team di ricerca hanno sviluppato un processo di laminazione radiale ad anello a caldo di precisione (HRRR) specificamente per tali anelli. Il flusso di processo principale è il seguente:
Taglio barre → Estrusione a caldo di pezzi grezzi → Laminazione di precisione di anelli radiali a caldo → Lavorazione meccanica → Trattamento termico → Rettifica
Migliorando la precisione dimensionale del pezzo grezzo e ottimizzando il controllo del processo di laminazione radiale a caldo dell'anello, questo metodo consente formatura diretta di sezioni trasversali complesse, riducendo significativamente le lavorazioni successive e migliorando le prestazioni del prodotto. Rispetto alla tradizionale laminazione radiale a caldo degli anelli, questo processo consente di ottenere:
- Miglioramento dell'utilizzo dei materiali:Aumento di 15%–20%.
- Efficienza produttiva:3 volte più alto.
- Riduzione dei costi di produzione: Circa 20%.


Figura 3. a) Un nuovo mulino HRRR di precisione elettromeccanico servo NC; b) anelli di cuscinetti per rotaie ad alta velocità formati da HRRR di precisione
Attrezzatura di laminazione di precisione ad anello radiale a caldo
Sulla base della ricerca sui laminatoi ad anello freddo di precisione CNC, il team ha ulteriormente sviluppato Laminatoi radiali ad anello caldo di precisione CNCLe innovazioni principali includono:
- Sostituzione dei tradizionali sistemi servo idraulici con sistemi servo elettromeccanici come meccanismo di azionamento-alimentazione principale, ottenendo precisione di avanzamento di 0,01 mm e precisione di formatura controllata entro φ100 ± 0,25 mm.
- Migliorato funzioni automatiche di misurazione e controllo, sostituendo l'operazione manuale utilizzata nei laminatoi semi-CNC, garantendo una precisione dimensionale stabile dell'anello e migliorando l'automazione del processo di laminazione dell'anello a caldo.
Grazie a questa tecnologia e a queste attrezzature, le aziende hanno realizzato produzione in serie di cuscinetti a rulli conici, cuscinetti a rulli cilindrici e cuscinetti a sfere, con applicazioni nella produzione di cuscinetti ad alte prestazioni per ferrovie ad alta velocità, macchine utensili di precisione e laminatoi metallurgici per impieghi gravosi.
Tecnologie chiave nella laminazione radiale a caldo di precisione degli anelli
Le tecnologie principali per la laminazione radiale a caldo di precisione di anelli per cuscinetti ad alte prestazioni includono:
- Progettazione abbinata del processo di tranciatura di precisione e del processo di laminazione radiale a caldo degli anelli.
- Controllo di precisione del raffreddamento durante il processo di laminazione ad anello caldo.
- Misurazione di precisione online e controllo dinamico del processo di laminazione a caldo degli anelli radiali.
2.3Tecnologia di laminazione radiale-assiale ad anello a caldo di precisione per anelli di cuscinetti di grandi dimensioni
Processo di laminazione radiale-assiale ad anello a caldo di precisione
Per i cuscinetti delle turbine eoliche di grandi dimensioni, con diametri superiori a 1 metro, il processo di produzione tradizionale prevede in genere:
Taglio delle barre → Riscaldamento delle barre → Forgiatura libera di pezzi grezzi → Espansione del mandrino → Lavorazione meccanica
La fase di espansione del mandrino richiede più cicli di riscaldamento, con conseguente elevato consumo energetico, significativa perdita di materiale e lunghi cicli di produzioneInoltre, non può formare completamente la pista del cuscinetto, portando a lavorazioni successive estese e difficoltà nel garantire le prestazioni del prodotto.
Per affrontare queste problematiche, i team di ricerca hanno sviluppato un processo di laminazione radiale-assiale ad anello a caldo di precisione (HRARR) per anelli di cuscinetti di grandi dimensioni. Mantenendo i passaggi iniziali di taglio delle barre → riscaldamento delle barre → forgiatura libera dei pezzi grezzi, questo processo sostituisce l'espansione tradizionale del mandrino con laminazione radiale-assiale di precisione a caldo di anelli, abilitando laminazione a riscaldamento singolo e formazione diretta della pista di rotolamentoL'applicazione di questo processo consente di ottenere:
- Risparmio energetico: Riduzione 30%–40%.
- Risparmio di materiale: Riduzione 25%–30%.
- Efficienza produttiva: Aumento di oltre 5 volte.
- Riduzione dei costi di produzione: Circa 30%.
Inoltre, questo processo supera i limiti dimensionali dell'espansione del mandrino, consentendo la formazione di anelli di cuscinetti ultra-grandi con diametri superiori a 5 metri.


Figura 4. a) Un mulino HRARR RAM 9000 di grandi dimensioni; b) un anello portante per l'energia eolica di grandi dimensioni formato da HRARR di precisione.
Macchina di laminazione radiale-assiale ad anello a caldo di precisione
Il team ha sviluppato in modo indipendente Macchina per laminazione radiale-assiale ad anello caldo di precisione CNC di grandi dimensioni(ad esempio, RAM 9000). Le specifiche tecniche principali soddisfano i requisiti per anelli di cuscinetti di dimensioni ultra-grandi:
- Diametro massimo dell'anello: 10 metri
- Altezza massima dell'anello: 1,7 metri
- Forza di rotolamento radiale: 800 tonnellate
- Forza di rotolamento assiale: 600 tonnellate
Grazie a questa tecnologia e a queste attrezzature, le aziende hanno raggiunto produzione in serie di anelli per cuscinetti a sfere, anelli per cuscinetti ruota e altri anelli per cuscinetti di grandi dimensioni con diametri di 1 metro o più, ampiamente applicato in cuscinetti per turbine eoliche ad alte prestazioni, ed esportato alle principali aziende mondiali di energia eolica come General Electric (GE, USA) e Vestas (Danimarca).
Tecnologie chiave nella laminazione radiale-assiale di precisione a caldo degli anelli
Le tecnologie principali per anelli di cuscinetti ad alte prestazioni prodotti mediante laminazione radiale-assiale a caldo di precisione includono:
- Progettazione coordinata della deformazione radiale e assiale degli anelli.
- Ottimizzazione dello schema del processo HRARR e delle fasi di transizione.
- Controllo della stabilità del processo HRARR.
3.0Tendenze di sviluppo della tecnologia di laminazione di precisione degli anelli nella produzione di anelli per cuscinetti
I cuscinetti ad alte prestazioni, componenti fondamentali di attrezzature avanzate di grandi dimensioni, rappresentano una direzione di sviluppo chiave nel settore globale dei cuscinetti. Per soddisfare l'evoluzione della domanda di prodotti, tecnologie e mercati di cuscinetti ad alte prestazioni, le tendenze di sviluppo della tecnologia di laminazione di precisione per la produzione di anelli per cuscinetti includono principalmente i seguenti tre aspetti:
3.1Espansione della tecnologia di laminazione a freddo degli anelli dei cuscinetti di grandi dimensioni:
A causa delle proprietà a temperatura ambiente dell'acciaio al cromo ad alto tenore di carbonio (GCr15), il diametro degli anelli dei cuscinetti attualmente prodotti mediante laminazione a freddo è generalmente inferiore a φ250 mmIn futuro, la ricerca dovrebbe concentrarsi sullo sviluppo tecnologia di laminazione a freddo degli anelli e attrezzature specializzate per anelli di cuscinetti di grandi dimensioni con diametri che vanno da 250 mm a 500 mm, ampliando ulteriormente gli scenari applicativi della laminazione a freddo degli anelli per diversi tipi di anelli per cuscinetti.
3.2Tecnologia di controllo di precisione nei processi di laminazione ad anello caldo:
Attualmente, le condizioni di processo chiave durante la laminazione ad anello caldo, come la preparazione del pezzo grezzo, la laminazione e il raffreddamento, sono soggette a fluttuazioni, con conseguente scarsa stabilità del dimensioni geometriche e proprietà microstrutturali di anelli di cuscinetti laminati a caldo. La ricerca futura dovrebbe rafforzare tecnologie di controllo per la laminazione ad anello caldo, ottenendo controllo coordinato della geometria e della microstruttura dell'anello regolando con precisione le condizioni di preriscaldamento, i parametri di deformazione durante la laminazione e le velocità di raffreddamento post-laminazione, garantendo prestazioni costanti del prodotto.
3.3Innovazione nella produzione di anelli per cuscinetti in tempi brevi:
Attualmente, la preparazione dei pezzi grezzi per anelli di cuscinetti di grandi dimensioni prevede in genere più fasi: fusione → colata di lingotti → taglio di lingotti → ricalcatura → punzonatura, con conseguente lungo ciclo di produzione. La ricalcatura e la punzonatura comportano una significativa perdita di materiale e il riscaldamento ripetuto durante il processo aumenta consumo di energia e combustione dei materiali, influenzando potenzialmente la qualità interna del grezzo. Per risolvere questo problema, un processo di “fusione-laminazione composita” è stato proposto, consentendo laminazione diretta di pezzi grezzi fusi, riducendo significativamente il processo produttivo, riducendo le perdite di materiale grezzo e migliorando l'efficienza produttiva. Grazie ai suoi notevoli vantaggi tecnici, si prevede che la tecnologia dei compositi di colata-laminazione diventerà un'importante direzione futura nella produzione di anelli per cuscinetti.
4.0Conclusione
La tecnologia di laminazione di precisione è diventata un punto di riferimento nella produzione di anelli per cuscinetti ad alte prestazioni, offrendo vantaggi significativi in termini di precisione di formatura, utilizzo dei materiali, proprietà meccaniche ed efficienza produttiva. Dagli anelli per cuscinetti di piccole dimensioni a quelli di grandi dimensioni, processi avanzati come laminazione ad anello a freddo, laminazione ad anello radiale a caldo e laminazione ad anello radiale-assiale a caldo consentono la sagomatura diretta di sezioni trasversali complesse riducendo al contempo le lavorazioni successive. Insieme alle innovazioni nelle apparecchiature CNC, al controllo automatizzato e all'ottimizzazione dei processi, la laminazione di precisione degli anelli non solo sta migliorando la competitività globale dei produttori di cuscinetti, ma sta anche guidando l'evoluzione dei cuscinetti ad alte prestazioni nei settori automobilistico, aerospaziale, eolico, ferroviario e altri settori industriali critici. Guardando al futuro, l'integrazione di controllo di precisione, produzione a processo breve e tecnologie composite di fusione e laminazione continuerà ad ampliare l'applicabilità e l'efficienza della laminazione ad anello, consolidandone il ruolo di tecnologia essenziale nella produzione di cuscinetti di nuova generazione.
5.0Domande frequenti (FAQ)
D1: Che cosa si intende per la laminazione di precisione degli anelli?
A1: La laminazione di precisione degli anelli è un processo di formatura rotativa che utilizza rulli rotanti e un avanzamento lineare per ridurre lo spessore della parete, aumentare il diametro e modellare la sezione trasversale degli anelli senza giunzioni, producendo anelli per cuscinetti di alta qualità con microstrutture dense e proprietà meccaniche ottimizzate.
D2: Quali tipi di anelli per cuscinetti possono essere realizzati mediante laminazione di precisione?
A2: La laminazione di precisione degli anelli può produrre anelli per cuscinetti di piccole, medie, grandi e grandissime dimensioni, tra cui anelli per cuscinetti a sfere, anelli per cuscinetti a rulli cilindrici e conici e anelli specializzati per applicazioni ferroviarie ad alta velocità, turbine eoliche e macchinari pesanti.
D3: Quali sono i principali vantaggi della laminazione di precisione degli anelli?
A3: I principali vantaggi includono:
- Elevata precisione di formatura e produzione di forme quasi nette
- Migliore utilizzo del materiale e riduzione della lavorazione
- Prestazioni meccaniche migliorate grazie alla microstruttura preservata e al flusso continuo del metallo
- Maggiore efficienza produttiva e riduzione del consumo energetico
D4: Quali sono le tendenze future nella produzione di anelli per cuscinetti con laminazione di precisione?
A4: Le principali tendenze includono:
- Espansione della laminazione a freddo degli anelli a diametri maggiori
- Tecnologie di controllo di precisione nella laminazione ad anello caldo
- Tecniche di produzione di compositi a processo breve e di fusione-laminazione per migliorare l'efficienza, ridurre la perdita di materiale e mantenere una qualità costante del prodotto
Riferimenti
https://www.iqsdirectory.com/articles/forging/rolled-ring-forging.html
https://en.wikipedia.org/wiki/Rolling_(metalworking)




