

- 1.0Perché i punzoni si scheggiano o si crepano?
- 2.0Cause comuni di crepe/scheggiature del punzone e soluzioni consigliate
- 3.0Guasti comuni dei punzoni, cause e soluzioni
- 4.0Aspetto corretto della lumaca e indicatori di guasto comuni
- 5.0Tipi comuni di attrezzature per punzoni
- 6.0Promemoria di sicurezza
- 7.0Domande frequenti (FAQ)
1.0Perché i punzoni si scheggiano o si crepano?
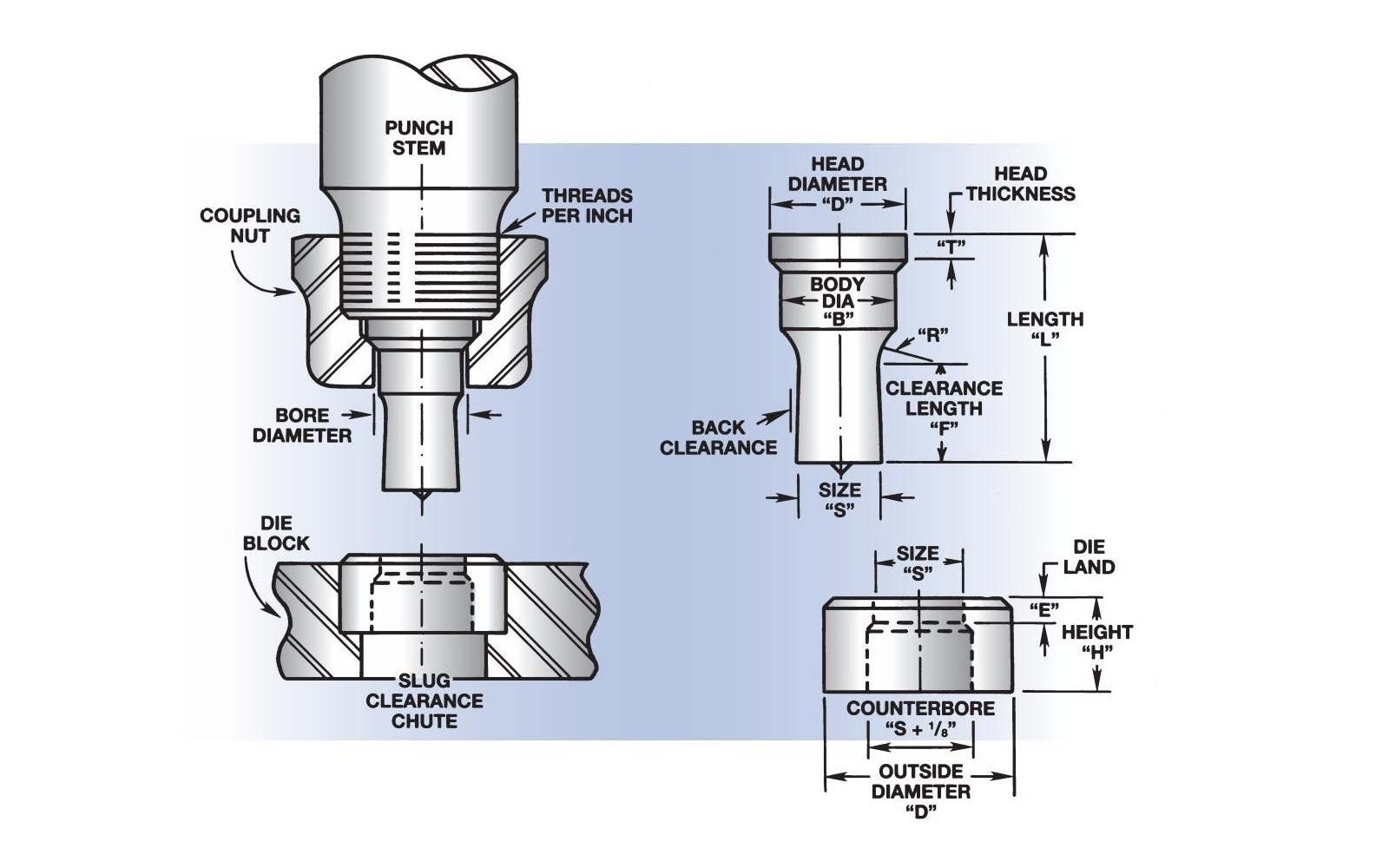
Un punzone è un componente ad alta resistenza installato su un'attrezzatura per lo stampaggio, utilizzato principalmente per tagliare lamiere o altri materiali in forme specifiche. Durante le operazioni di punzonatura, deve resistere a forze di taglio e carichi d'impatto significativi, il che impone requisiti rigorosi in termini di proprietà del materiale, progettazione strutturale e condizioni di utilizzo.
Sebbene i punzoni moderni siano in genere realizzati con acciai per utensili resistenti agli urti e siano lavorati con precisione e trattati termicamente, diversi fattori durante l'uso effettivo possono comunque causare scheggiature, rotture degli angoli o cricche. Questi guasti non solo influiscono sulla qualità del prodotto e sulla durata delle attrezzature, ma possono anche rappresentare gravi rischi per la sicurezza.
Questo articolo fornisce un'analisi sistematica delle cause più comuni di cricche o rotture dei punzoni. In combinazione con le tipiche attrezzature di punzonatura e le pratiche operative in loco, offre anche consigli pratici per prolungare la durata dei punzoni e garantire una produzione sicura e stabile.


2.0Cause comuni di crepe/scheggiature del punzone e soluzioni consigliate
2.1Dado di accoppiamento allentato
Problema: Un piccolo spostamento durante la punzonatura causa una distribuzione non uniforme della forza
Soluzione: Ispezionare e serrare regolarmente il dado di accoppiamento per garantire che il punzone sia installato saldamente
2.2Disallineamento tra punzone e matrice
Problema: Il punzone non è allineato correttamente con il foro della matrice, causando un carico asimmetrico
Soluzione: Regolare la posizione della matrice per garantire l'allineamento concentrico tra il punzone e la matrice
2.3Impostazione della distanza non corretta
Riferimento autorizzazione standard:
- Spessore del materiale 1/8″–1/2″: spazio libero totale di 1/32″
- Spessore del materiale 1/2″–3/4″: spazio libero totale di 1/16″
- Materiale spesso oltre 3/4″: spazio libero totale di 3/32″
Soluzione: Selezionare la distanza corretta in base allo spessore del materiale per evitare di danneggiare il punzone o la matrice
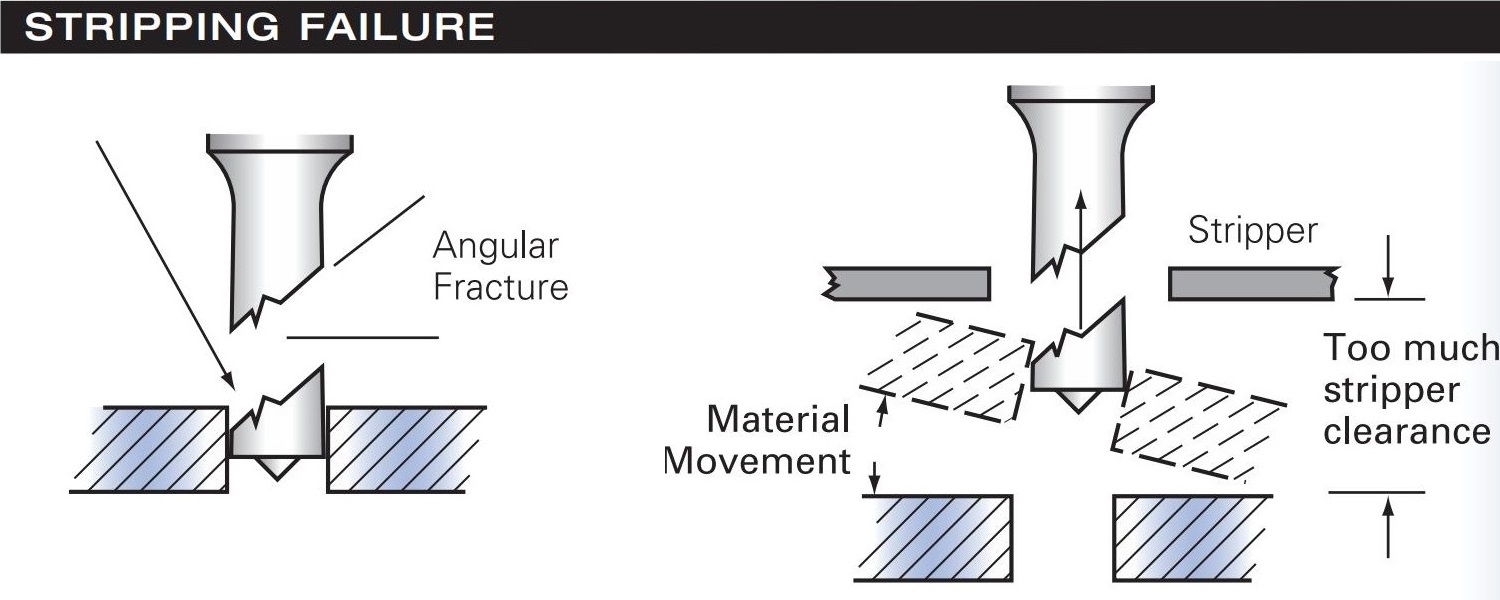
2.4Stripping irregolare
Problema: Durante la corsa verso l'alto, il foglio non viene tenuto correttamente premuto, concentrando lo stress su un lato
Soluzione: Ispezionare e regolare il meccanismo di spogliatura per garantire una pressione uniforme su tutta la superficie di lavoro
3.0Guasti comuni dei punzoni, cause e soluzioni
3.1Punta del punzone fratturata
- Fallimento:Una parte del punzone si è rotta e rimane nel materiale.
- Probabile causa: Spazio eccessivo per l'estrattore.
- Soluzione: Regolare l'estrattore più vicino alla superficie del materiale per applicare una pressione di tenuta uniforme.
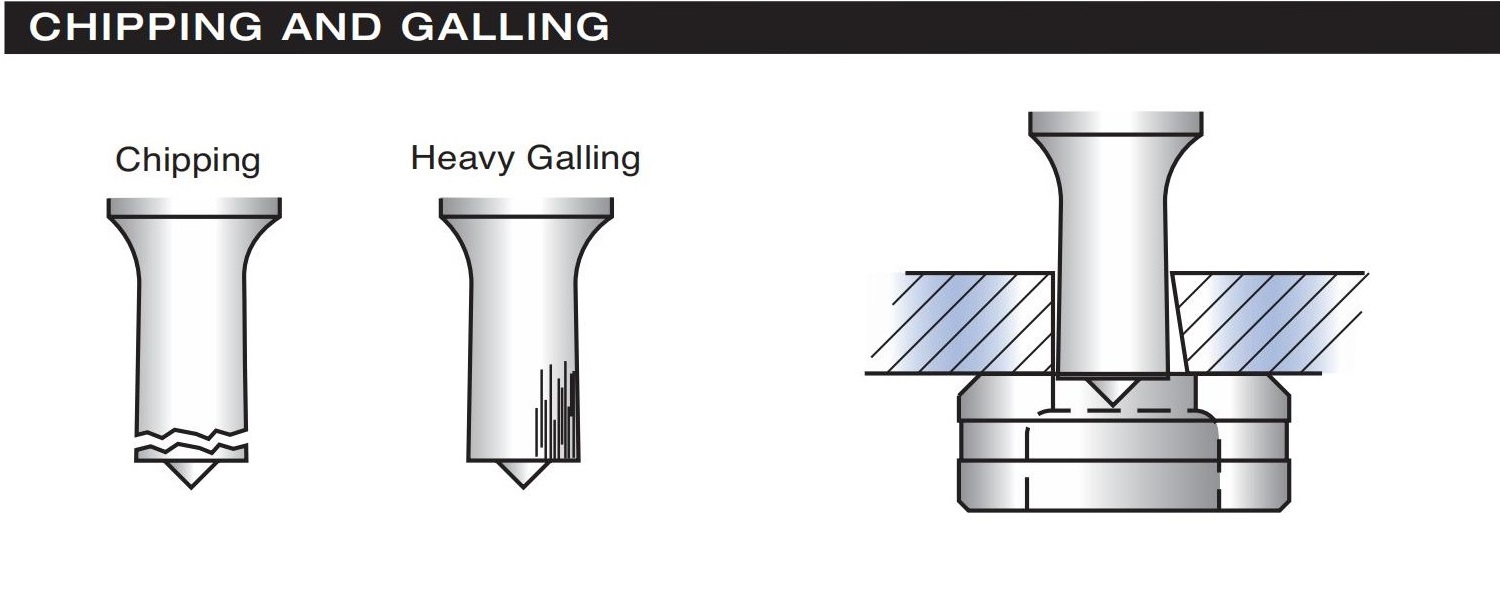
3.2Scheggiatura o abrasione sulla superficie del punzone
- Fallimento: La superficie del punzone presenta scheggiature localizzate o forti abrasioni.
- Probabile causa: Disallineamento tra punzone e matrice, che causa resistenza.
- Soluzione: Riallineare il punzone e la matrice per garantire la stessa distanza lungo il perimetro.
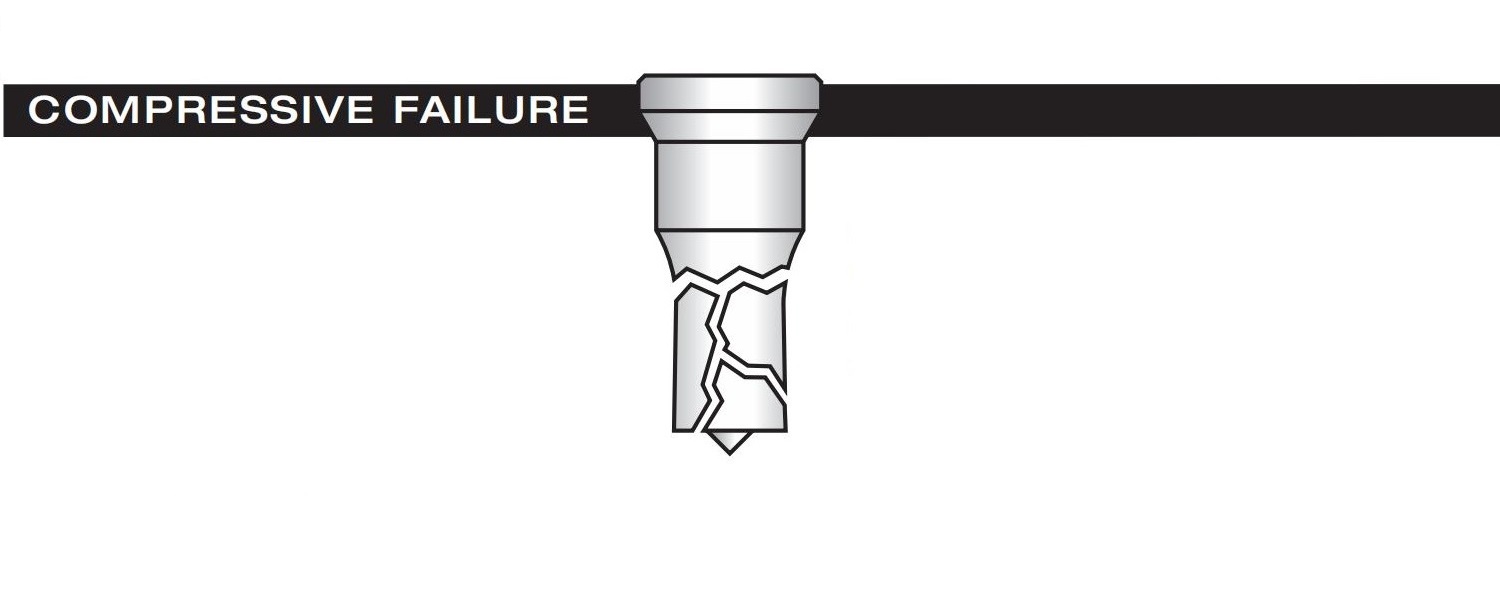
3.3Rottura da compressione
- Fallimento: L'intera estremità lavorante del punzone si frantuma.
- Probabile causa: Perforazione di materiali estremamente duri o spessi, oppure disallineamento completo tra punzone e matrice.
- Soluzione: Utilizzare punzoni ad alta tenacità per applicazioni impegnative.
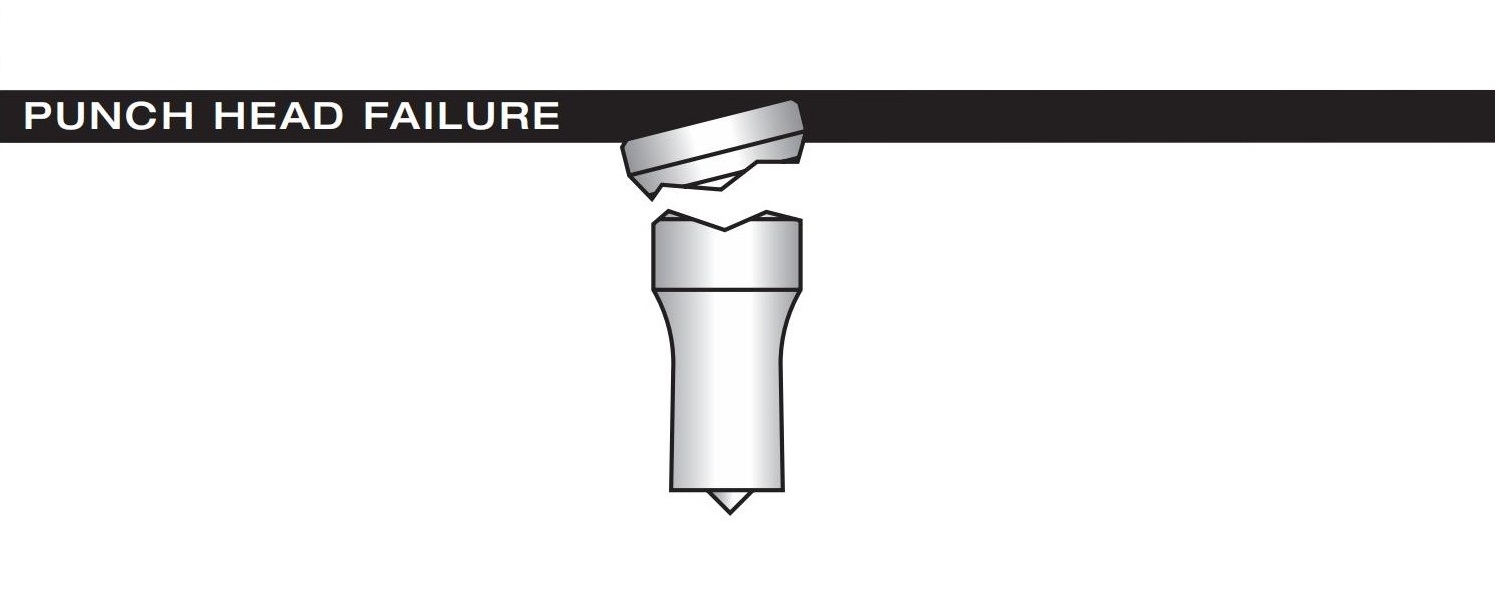
3.4Rottura della testa del punzone
- Fallimento:La testa del punzone si frattura o si rompe.
- Probabile causa: Dado di accoppiamento allentato o usurato oppure contatto irregolare dello stelo del punzone.
- Soluzione: Controllare e serrare regolarmente il dado di accoppiamento; accertarsi che la superficie dello stelo del punzone sia liscia e piatta.
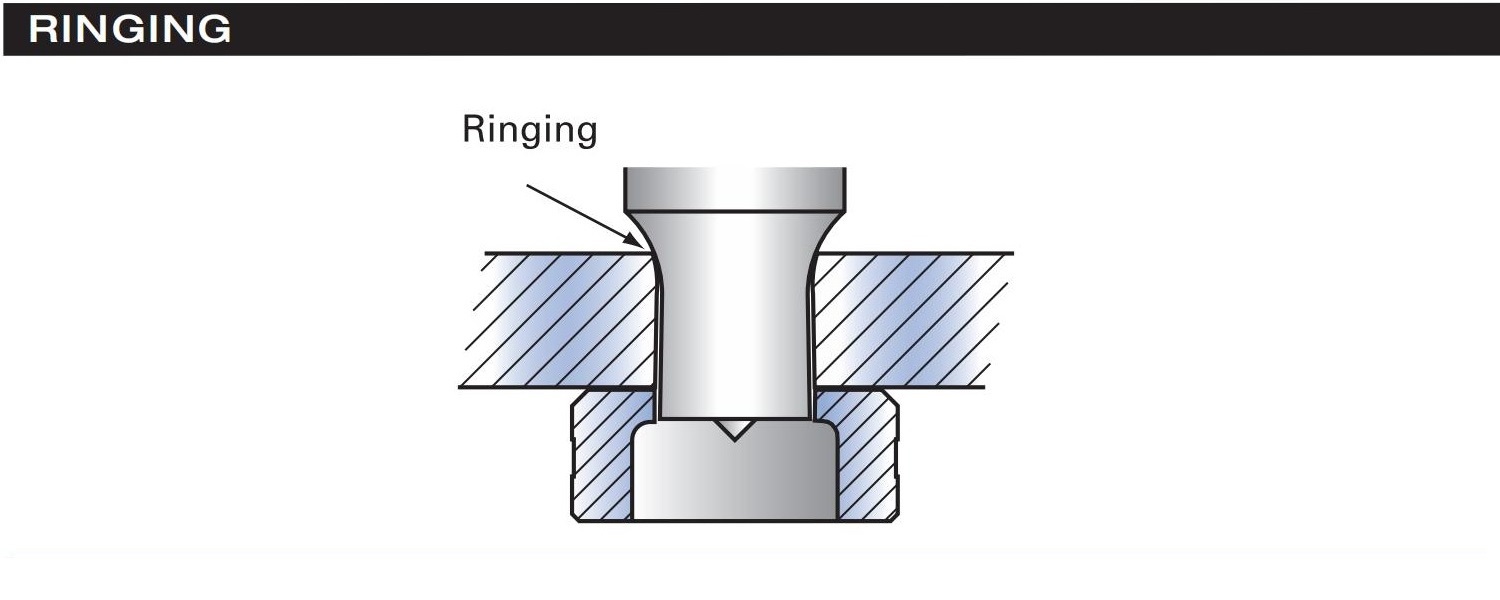
3.5Deformazione del materiale (Ringing)
- Fallimento:Il materiale mostra segni di deformazione o rigonfiamento a ogni pennellata.
- Probabile causa: Il punzone entra troppo in profondità nella matrice oppure il materiale è troppo spesso per la lunghezza del punzone.
- Soluzione: Regolare la profondità della corsa per limitare l'ingresso del punzone nella matrice a non più di 1/16″.
4.0Aspetto corretto della lumaca e indicatori di guasto comuni
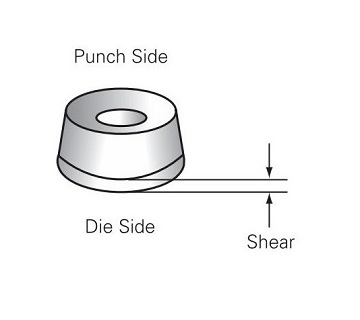
4.1Aspetto corretto della lumaca (configurazione standard)
- Lato del punzone: Dovrebbe presentare una rientranza al centro e una leggera sbavatura.
- Lato matrice (quando si punzona acciaio dolce da 1/8" o più spesso): Tipicamente di forma concava.
- Parete laterale della lumaca: Dovrebbe essere visibile una superficie di taglio pulita e lucida sullo spessore del materiale 10%–20%.
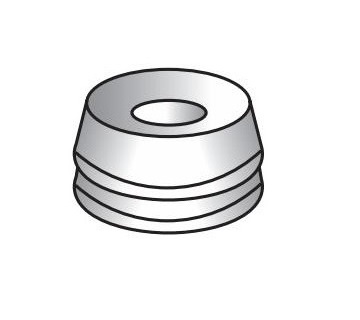
4.2Doppio taglio
- Indicazione di guasto: Due piani di taglio sulla lumaca.
- Causa: Gioco insufficiente tra punzone e matrice.
- Soluzione: Aumentare la distanza tra punzone e matrice.
4.3bava irregolare
- Indicazione di guasto: La bava appare irregolare o incoerente attorno alla lumaca.
- Causa:Usura degli utensili o disallineamento del punzone e della matrice.
- Soluzione: Controllare le condizioni degli utensili; riallineare o sostituire i componenti usurati.
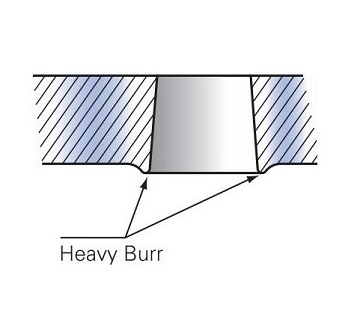
4.4bava pesante
- Indicazione di guasto: Grande sbavatura sul lato matrice della pallina.
- Causa: Gioco eccessivo tra punzone e matrice.
- Soluzione: Ridurre la distanza tra gli stampi per adattarla allo spessore del materiale.
5.0Tipi comuni di attrezzature per punzoni
I punzoni sono ampiamente utilizzati nei seguenti tipi di apparecchiature:
- Pressa per punzonatura
Per le operazioni di stampaggio generali si utilizzano le tradizionali presse punzonatrici meccaniche o idrauliche. - Punzonatrice a torretta CNC
Adatto per forme complesse e punzonatura multiforo, dotato di cambio utensile automatico per un'elevata efficienza. - Pressa a matrice progressiva
Ideale per lo stampaggio progressivo con più stazioni, in cui ogni passaggio è collegato automaticamente per una formatura continua. - Punzonatrice idraulica
Comunemente utilizzato per applicazioni di punzonatura in settori quali strutture in acciaio, angolari in acciaio e quadri elettrici. - Macchina per la lavorazione del ferro
Una macchina versatile utilizzata nelle officine di lavorazione dei metalli per punzonare, cesoiare, intagliare e piegare lamiere e profilati in acciaio. Particolarmente utile per la carpenteria metallica strutturale e le produzioni in piccoli lotti.
6.0Promemoria di sicurezza
Gli operatori sono responsabili del rispetto delle normative OSHA e ANSI B11.5 rispettare gli standard di sicurezza mediante l'uso di utensili adeguati e il rispetto delle procedure operative standard per garantire la sicurezza del personale e delle attrezzature.
- Prima dell'operazione, controllare sempre che punzoni e matrici siano installati saldamente.
- Non mettere mai le mani nell'area dello stampo mentre la macchina è in funzione.
- Durante il funzionamento, indossare occhiali di sicurezza, scarpe antinfortunistiche e guanti protettivi.
- Prima dell'uso, verificare che i dispositivi di sicurezza (ad esempio le barriere fotoelettriche) funzionino correttamente.
- Scollegare l'alimentazione prima di sostituire o effettuare la manutenzione dei punzoni.
- Ispezionare regolarmente i dadi di accoppiamento, i dispositivi di spelatura e il gioco tra punzone e matrice.
- L'uso delle attrezzature di punzonatura è consentito solo a personale qualificato.
- Arrestare immediatamente la macchina per verificare eventuali rumori insoliti o scarsa qualità della perforazione.
7.0Domande frequenti (FAQ)
D1: Perché i punzoni si scheggiano o si crepano?
A1: Le scheggiature o le crepe del punzone sono solitamente causate da dadi di accoppiamento allentati, disallineamento con la matrice, gioco improprio o spogliatura non uniforme, che causano forze non uniformi sul punzone.
D2: Come posso evitare che il punzone si scheggi o si crepi?
A2: Serrare regolarmente i dadi di accoppiamento, accertarsi del corretto allineamento tra punzone e matrice, impostare il gioco corretto in base allo spessore del materiale e regolare l'estrattore per applicare una pressione uniforme.
D3: Cos'è la distanza tra punzone e matrice e come deve essere impostata?
A3: Il gioco è la distanza tra il punzone e la matrice. Gli standard consigliati sono: 1/32″ di gioco totale per materiali di spessore compreso tra 1/8″ e 1/2″, 1/16″ per materiali da 1/2″ a 3/4″ e 3/32″ per materiali di spessore superiore a 3/4″.
D4: Cosa devo fare se i punzoni si rompono frequentemente?
A4: Raccogliere i punzoni rotti e i campioni di materiale, inviarli al fornitore o al produttore per l'analisi e valutare l'utilizzo di punzoni più resistenti o la regolazione dei parametri di processo.
D5: Quali precauzioni di sicurezza è necessario adottare quando si utilizzano attrezzature di punzonatura?
A5: Assicurarsi che gli utensili siano installati saldamente, indossare i DPI adeguati, tenere le mani lontane dall'area dello stampo durante il funzionamento, controllare regolarmente i dispositivi di sicurezza e scollegare l'alimentazione prima della manutenzione.


