

- 1.0Selezione del materiale per parti stampate
- 2.0Considerazioni sulle tolleranze nello stampaggio dei metalli
- 3.0Chimica dei materiali: evitare specifiche eccessive
- 4.0Tecniche di tranciatura, rifilatura e perforazione
- 5.0Tolleranza dimensionale per fori e caratteristiche
- 6.0Tolleranze di precisione nella posizione dei fori
- 7.0Linee guida per la progettazione degli utensili per lo stampaggio dei metalli
- 8.0Piegatura e formatura nelle operazioni di stampaggio
- 9.0Gestione di distorsioni e difetti di piegatura
- 10.0Dimensionamento e tolleranza delle caratteristiche formate
- 11.0Stampaggio a imbutitura profonda: linee guida di progettazione e processo
- 12.0Planarità negli stampaggi metallici
- 13.0Gestione dei cosmetici superficiali nelle parti stampate
- 14.0Manipolazione e protezione delle superfici
- 15.0Considerazioni finali
- 16.0Domande frequenti (FAQ) sulla progettazione dello stampaggio dei metalli
Lo stampaggio dei metalli è un metodo conveniente per produrre componenti durevoli, ad alta resistenza e resistenti all'usura, con prestazioni stabili e costanti.
In questa guida condividiamo approfondimenti completi e best practice per aiutarti a progettare parti stampate che massimizzano la producibilità, la ripetibilità e l'efficienza dei materiali.
1.0Selezione del materiale per parti stampate
La scelta della lamiera o della striscia metallica giusta è fondamentale. I materiali variano notevolmente in termini di prezzo, disponibilità e caratteristiche prestazionali. È importante considerare sempre sia le proprietà meccaniche che i fattori di approvvigionamento:
- Disponibilità di magazzino vs. disponibilità personalizzata: Le dimensioni di calibro standard sono comunemente tenute a magazzino e dovrebbero essere considerate prioritarie per applicazioni con costi contenuti o consegne rapide.
- Quantità minime: Le acciaierie in genere richiedono carichi completi per spessori o leghe personalizzate. Se le vostre esigenze sono inferiori, l'approvvigionamento tramite magazzini potrebbe essere d'aiuto, ma la disponibilità può variare.
- Opzioni di rilancio:I re-roller specializzati possono soddisfare richieste di piccole quantità, ma i costi aumentano notevolmente.
Confronto dei materiali di stampaggio comuni
| Tipo di materiale | Forza | Formabilità | Costo relativo | Applicazioni comuni |
|---|---|---|---|---|
| Acciaio dolce | Medio | Alto | Basso | Staffe, alloggiamenti, parti generali |
| Acciaio inossidabile | Alto | Medio | Alto | Strumenti medici, elettrodomestici |
| Alluminio | Basso | Molto alto | Medio | Involucri, dissipatori di calore |
| Ottone | Medio | Alto | Medio-Alto | Contatti elettrici, decorativi |
2.0Considerazioni sulle tolleranze nello stampaggio dei metalli
Gli acciai standard sono disponibili in spessori fissi con tolleranze definite. Sebbene le tolleranze possano essere ridotte, ciò comporta in genere un aumento dei costi. Quando si specificano le tolleranze dei materiali:
- Attenersi a spessori di misura standard del settoreove possibile.
- Capisci che le tolleranze strette possono limitare le opzioni di approvvigionamento, in particolare per le specifiche dei materiali non standard.
- Sciolto tolleranze può consentire l'utilizzo delle scorte di magazzino, riducendo i costi e i tempi di consegna.
3.0Chimica dei materiali: evitare specifiche eccessive
Una delle cause principali dei costi di stampa gonfiati è sovraspecificare la legaSebbene esistano numerose leghe ferrose e non ferrose, solo poche sono comunemente disponibili a magazzino. Le leghe speciali devono spesso essere fuse su misura in grandi volumi.
- Approfitta della modernità colata continua, che ha migliorato notevolmente la consistenza e la duttilità della lega.
- Considerare l'utilizzo magazzino materiali ogniqualvolta le tolleranze e l'applicazione lo consentano.
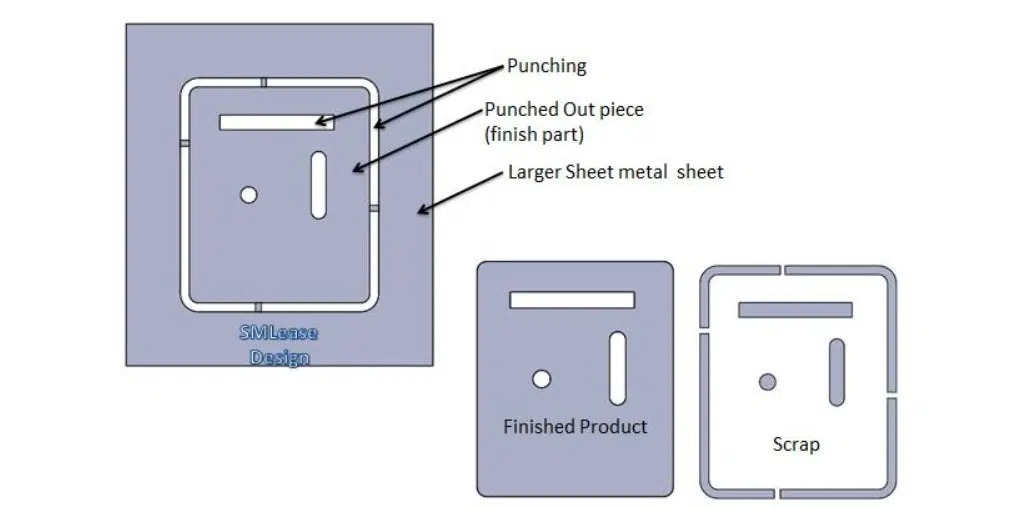
4.0Tecniche di tranciatura, rifilatura e perforazione
Comprensione della formazione dei fori nello stampaggio
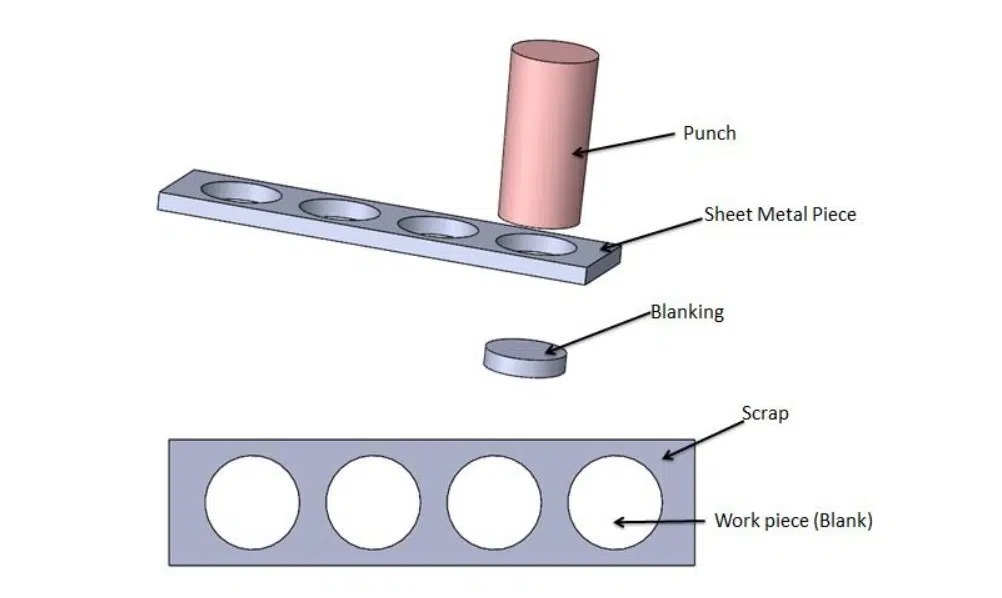
Operazioni di stampaggio come la tranciatura e la perforazione comportano la spinta di un punzone in acciaio per utensili attraverso il metallo fino a una matrice. Questo produce un bordo prevedibile:
- UN bordo superiore arrotolato o arrotondato si forma quando inizia la compressione.
- UN brunito, parete dritta si crea nel punto in cui il materiale viene tagliato.
- Poiché lo stress supera la resistenza del materiale, si stacca, formando un bavaora in basso.
Gestione delle sbavature nelle parti stampate
Le bave sono un risultato naturale dello stampaggio, simili alle linee di separazione nello stampaggio a iniezione. Aspettatevi altezze delle bave fino a 10% di spessore del materialeQuesti possono essere:
- Lasciato così com'è per applicazioni non cosmetiche.
- Smussato o RIMOSSO tramite finitura di massa o processi secondari, se necessario.
5.0Tolleranza dimensionale per fori e caratteristiche
Le distanze tra punzoni e matrici (in genere 8–10% di spessore del materiale per lato) causano:
- Caratteristiche interne(ad esempio, fori) conicità più largo in alto.
- Caratteristiche esterne(ad esempio, schede) cono più stretto in basso.
I progettisti dovrebbero:
- Fori dimensionali al diametro più piccolo/tagliato.
- Dimensioni caratteristiche esterne al porzione più grande/tagliata.
- Utilizzo rasatura operazioni sui bordi dritti, se necessario, con costo aggiuntivo.
Tolleranze tipiche per materiale
| Tipo di materiale | Tolleranza del calibro comune | Capacità di tolleranza alla perforazione |
|---|---|---|
| Acciaio dolce | ±0,005″ | ±0,002″ |
| Acciaio inossidabile | ±0,003″ | ±0,0025″ |
| Alluminio | ±0,004″ | ±0,002″ |
| Leghe ad alta resistenza | ±0,006″ | ±0,003″ |
6.0Tolleranze di precisione nella posizione dei fori
- Piercing sullo stesso piano è estremamente preciso: ±.002″ tra i fori è una tolleranza comune.
- Se i buchi sono più vicino di 1,5 volte lo spessore del materiale, o su piani diversi, le tolleranze devono essere allentate per tenere conto del ritorno elastico e delle variazioni di curvatura.
- Fori molto ravvicinati potrebbero richiedere operazioni separate per mantenere la precisione.
| Tipo di materiale | Tolleranza del calibro comune | Capacità di tolleranza alla perforazione |
| Acciaio dolce | ±0,005″ | ±0,002″ |
| Acciaio inossidabile | ±0,003″ | ±0,0025″ |
| Alluminio | ±0,004″ | ±0,002″ |
| Leghe ad alta resistenza | ±0,006″ | ±0,003″ |
7.0Linee guida per la progettazione degli utensili per lo stampaggio dei metalli
Gli utensili devono resistere a forze enormi:
- Un punzone da 0,5″ in acciaio dolce da 0,062″ richiede 2,5 tonnellate di pressione, in genere fornite da un macchina per stampaggio ad alta velocità.
- La produzione a 80 pezzi al minuto è consentita da un servo alimentatore sistema che alimenta la striscia di metallo in una matrice progressiva ad alta velocità.
Per evitare la rottura del punzone:
- Progettare fori o fessure con un sezione minima = spessore del materiale.
- Evitare angoli interni acuti o sezioni eccessivamente sottili.
8.0Piegatura e formatura nelle operazioni di stampaggio
Formatura dei metalli in presse per stampaggio è un'operazione lineare e verticale. La formabilità del materiale dipende dalla sua lega e tempra:
- Temperatura più bassa = maggiore duttilità, più facile da formare.
- Temperamento più duro = maggiore elasticità, richiedendo piegarsi eccessivamente
Regole pratiche per la formazione:
- curve a 90° sono standard; forme più complesse potrebbero richiedere stazioni di stampaggio aggiuntive o essere trasferite a un macchina piegatrice CNC per operazioni di post-formatura.
- IL gamba formata dovrebbe essere ≥2,5× spessore del materiale oltre il raggio di curvatura per garantire l'integrità strutturale e la ripetibilità.
9.0Gestione di distorsioni e difetti di piegatura
Quando il materiale si piega:
- IL la superficie interna si comprime; IL la superficie esterna si estende.
- Ciò può causare assottigliamento delle pareti, sporgente, O angoli pizzicati.
Per gestire questa situazione:
- Aggiungere fori di sollievo alla base delle curve che si intersecano (ad esempio negli angoli dei riquadri).
- Contorni grezzi per evitare piegature nelle zone critiche.
- Aggiungi note, come ad esempio "Non sono ammessi rigonfiamenti in questa zona", se necessario, su disegni.
10.0Dimensionamento e tolleranza delle caratteristiche formate
Le curve introducono molteplici variabili:
- Tolleranza dello spessore del materiale
- Tolleranza di piegatura angolare (±1° tipica)
- Precisione degli utensili da stazione a stazione
Linee guida di progettazione:
- Dimensione dall'interno delle curve, non dal bordo esterno.
- Quando le caratteristiche vengono posizionate lontano dalla curva, variazione angolare può causare notevoli variazioni dimensionali. Questo dovrebbe essere considerato nelle tolleranze.
- Le forme complesse possono richiedere operazioni di qualificazione o dimensionamento per mantenere la precisione.
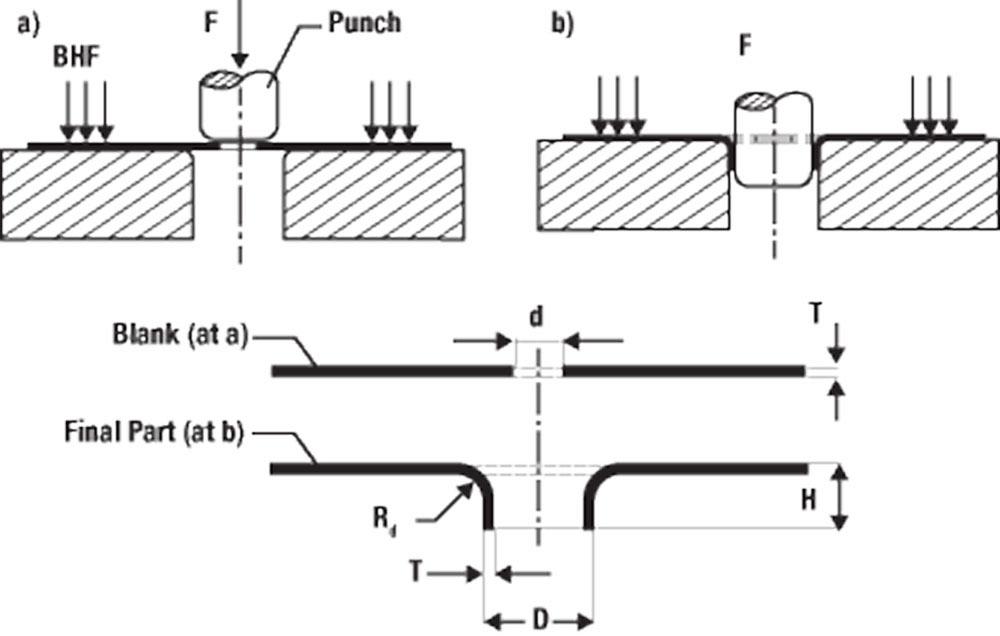
11.0Stampaggio a imbutitura profonda: linee guida di progettazione e processo
Che cosa è il Deep Draw?
L'imbutitura profonda tira un pezzo piatto su una matrice arrotondata e in una cavità, formando un guscio a fondo chiuso O tazza cilindricaA differenza dello stiramento, il materiale è tirato, non allungato.
Meccanica di stampaggio profondo
Il processo si articola in due fasi:
- Coppettazione: Il punzone entra in contatto con il pezzo grezzo e allunga il materiale, creando un linea d'urto(un assottigliamento visibile attorno al raggio inferiore).
- Disegno: Le pareti materiali addensare(fino a +10% dello spessore originale) mentre scorre verso l'interno e verso il basso.
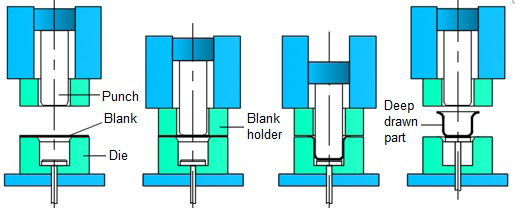
Implicazioni di progettazione per imbutitura profonda
- IL il punzone deve essere rastremato, consentendo la rimozione delle parti.
- I gusci avranno una conicità naturale dal basso (stretto) verso l'alto (ampio).
- La direzione della grana del materiale può causare gusci fuori rotondi. UN flangia può aiutare a mantenere la rotondità.
- Pizzico guarnizioni Lasciare un raggio interno parziale e un bordo esterno affilato. La lavorazione è necessaria se il taglio a filo è fondamentale.
Specificazione dei gusci disegnati
Poiché lo spessore varia durante il disegno:
Utilizzare uno dei seguenti:
- Spessore iniziale del materiale
- Spessore minimo della parete
- Spessore massimo della parete
Dimensione ID (diametro interno) quando si fa riferimento alle dimensioni del punzone.
Dimensione OD (diametro esterno) quando si fa riferimento al prodotto finale, tenendo conto della tolleranza di conicità.
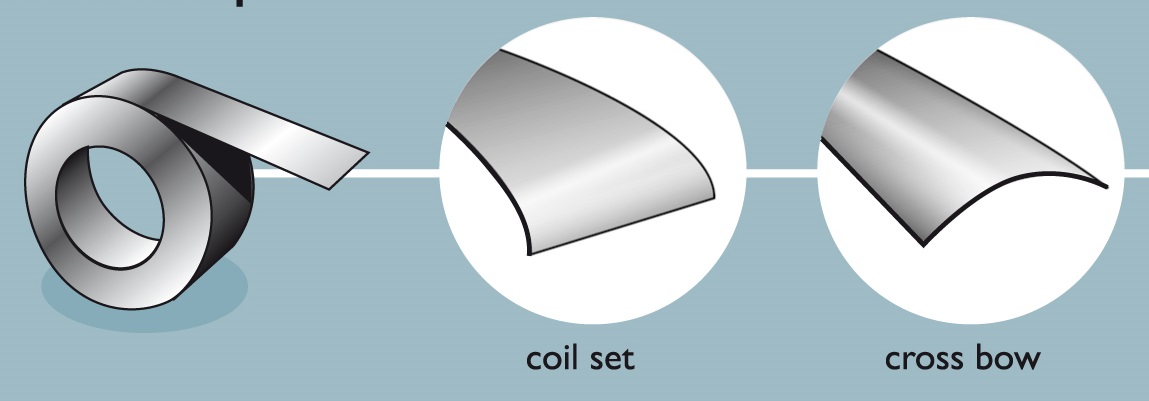
12.0Planarità negli stampaggi metallici
Distorsione correlata al materiale
La produzione di nastri metallici alimentati a bobina presenta due problemi principali:
- Set di bobine(curvato longitudinalmente): spesso può essere raddrizzato utilizzando una macchina livellatrice di precisione o un sistema di appiattimento a rulli per correggere la curvatura longitudinale della bobina.
- Balestra(curvato in larghezza): molto più difficile da rimuovere e spesso compromette la planarità finale.
Distorsione indotta dal processo
Le sollecitazioni di tranciatura e formatura piegano o arrotolano i bordi del materiale, in particolare in:
- Materiali più spessi
- Leghe più dure (ad esempio, acciaio inossidabile, acciaio ad alta resistenza)
Per ridurre al minimo la distorsione:
- Evitare di effettuare perforazioni troppo vicini l'uno all'altro O vicino ai bordi—lasciare uno spessore ≥1,5×.
- Mantenere i buchi ≥2× spessore lontano da curve o forme.
- Se non è possibile, aumentare la tolleranza del foro per tenere conto della distorsione.
13.0Gestione dei cosmetici superficiali nelle parti stampate
Segni degli utensili
A causa delle forze elevate, i segni degli utensili sono inevitabili in molti casi:
- Formazione di salviettelascia graffi sulle curve esterne.
- Disegno cause linee d'urto.
- Coniatura e goffratura lasciare segni di pressione visibili.
Progettazione creativa di stampi e superfici di utensili fini può minimizzarli, soprattutto dove l'aspetto estetico è importante.
14.0Manipolazione e protezione delle superfici
La maggior parte delle timbrature sono:
- Gestito alla rinfusa attraverso linee di produzione.
- Finito in massa(burattatura, sbavatura, ecc.).
- Confezionato alla rinfusa, spesso senza protezione individuale.
Per le parti sensibili:
- Definire cosmetici requisiti sul disegno.
- Considerare confezione individuale O operazioni di finitura finale se l'integrità della superficie è critica.
15.0Considerazioni finali
Comprendendo e applicando questi principi di progettazione dello stampaggio dei metalli, è possibile migliorare significativamente la qualità dei componenti, ridurre i costi di produzione e garantire una producibilità costante. Che si tratti di scegliere il materiale giusto, di tollerare un'imbutitura profonda o di progettare caratteristiche che favoriscano la forma, la collaborazione con ingegneri e produttori di utensili esperti produrrà i migliori risultati.
16.0Domande frequenti (FAQ) sulla progettazione dello stampaggio dei metalli
1. Quali sono i materiali più adatti allo stampaggio dei metalli?
I materiali comunemente utilizzati nello stampaggio dei metalli includono acciai al carbonio, acciai inossidabili, alluminio, rame e ottone. La scelta migliore dipende dalle esigenze applicative in termini di resistenza, formabilità, conduttività, resistenza alla corrosione ed economicità.
2Come posso ridurre al minimo le sbavature nei pezzi stampati in metallo?
Le bave sono un normale sottoprodotto della tranciatura e della foratura. Per ridurre al minimo l'altezza delle bave:
- Utilizzare la distanza ottimale tra punzone e matrice (~8–10% di spessore del materiale per lato)
- Garantire l'affilatura e la manutenzione degli utensili
- Considerare operazioni secondarie di sbavatura o burattatura per applicazioni cosmetiche
3. Qual è la tolleranza tipica che posso aspettarmi nei componenti metallici stampati?
Le tolleranze dimensionali standard per fori o bordi possono spesso essere mantenute a ±0,005 mm (±0,005 mm) nelle applicazioni ad alta precisione. Tuttavia, le tolleranze possono allentarsi a seconda di:
- Spessore e tempra del materiale
- Usura dell'utensile e velocità della corsa
- Posizione delle caratteristiche (piani piatti vs. formati)
4. Lo stampaggio dei metalli può realizzare forme 3D complesse?
Sì. Utilizzando stampi progressivi e utensili composti, è possibile ottenere forme complesse, tra cui piegature, offset, feritoie e imbutiture poco profonde. Per forme più profonde, stampaggio a imbutitura profonda viene impiegato, sebbene introduca un ispessimento e una rastremazione delle pareti.
5. In che modo il ritorno elastico del materiale influisce sulla precisione della piegatura?
Il ritorno elastico è più evidente nei materiali più duri e nelle curve più strette. Per compensare:
- Piegare leggermente gli angoli
- Tenere conto della direzione della grana del materiale e della tempra
- Utilizzare utensili di formatura progettati per contrastare l'effetto di ritorno elastico
6. Qual è la spaziatura minima richiesta tra i fori nelle parti stampate?
Per evitare distorsioni, i fori devono essere distanziati almeno 1,5× spessore del materiale a parte. Per i fori vicino a una curva, mantenerli 2 volte lo spessore del materiale lontano dal raggio di curvatura.
7. Perché la parte stampata non è perfettamente piana?
I problemi di planarità possono derivare da:
- Bobina e balestra in striscia grezza
- Assottigliamento eccessivo del materiale in prossimità delle caratteristiche forate
- Operazioni di formatura in prossimità di bordi non supportati
Regolazioni degli utensili o operazioni di appiattimento secondarie possono contribuire ad attenuare questo problema.
8I pezzi stampati in metallo possono essere di qualità cosmetica?
Sì, ma i requisiti estetici devono essere chiaramente definiti nel disegno. La progettazione degli utensili, i metodi di movimentazione e la post-lavorazione (come la burattatura o l'imballaggio protettivo) possono essere personalizzati per soddisfare gli standard di qualità visiva.
9. Qual è la differenza tra imbutitura profonda e formatura per stiramento?
- Stampaggio profondo trascina il materiale in una cavità, provocando un ispessimento delle pareti e la chiusura del fondo.
- Formatura per stiramento tende il foglio su una matrice, assottigliandone la parete e solitamente lasciando il fondo aperto.
Lo stampaggio profondo è ideale per forme ad alta resistenza, simili a contenitori chiusi.
10. Come posso ridurre i costi nella progettazione dello stampaggio dei metalli?
- Utilizzare calibri standard e leghe comuni.
- Evitare tolleranze eccessivamente strette, a meno che non siano strettamente necessarie.
- Caratteristiche di progettazione tenendo conto della producibilità (ad esempio, spaziatura, raggi, lunghezze delle gambe)
- Consultare un'azienda di stampaggio all'inizio della fase di progettazione.
Riferimenti
https://www.researchgate.net/figure/Schematic-presentation-of-the-conventional-deep-drawing-process_fig1_283671332
https://www.thefabricator.com/thefabricator/article/bending/r-d-update-edge-fracture-in-hole-extrusion-and-flanging-part-i
https://aminds.com/understanding-sheet-metal-stamping-guideline-for-buyers/




