

- 1.0Quali sono le normali forme di usura degli utensili da taglio in metallo?
- 2.0Qual è il processo di usura degli utensili da taglio dei metalli?
- 3.0Qual è il criterio di usura (smussamento) degli utensili da taglio per metalli?
- 4.0Qual è la durata degli utensili da taglio per metalli?
- 5.0Quali fattori influenzano la durata degli utensili da taglio per metalli?
- 6.0Come determinare ragionevolmente la durata degli utensili da taglio per metalli?
- 7.0Domande frequenti (FAQ)
Introduzione
Il taglio dei metalli è il fondamento della produzione moderna e gli utensili per il taglio dei metalli ne sono gli elementi fondamentali. Dai componenti automobilistici alle strutture aerospaziali, dagli stampi di precisione ai componenti meccanici generici, la produzione di quasi tutti i prodotti in metallo si basa su utensili da taglio efficienti e affidabili.
Tuttavia, durante le operazioni di taglio continuo, l'usura dell'utensile è inevitabile. Essa ne determina direttamente la durata e, a sua volta, influisce sull'efficienza produttiva, sui costi di lavorazione e sulla stabilità della qualità del prodotto.
1.0Quali sono le normali forme di usura degli utensili da taglio in metallo?
Classificazione dei guasti degli utensili:
I guasti degli utensili possono essere suddivisi in due categorie principali: usura normale e rottura dell'utensile. L'usura normale comprende principalmente le seguenti forme.
1.1Rake Face Wear:
Durante il taglio ad alte velocità e con grandi spessori di taglio, in particolare durante la lavorazione di metalli duttili ad alto punto di fusione come l'acciaio, l'attrito intenso sulla superficie di spoglia porta alla formazione di un cratere a forma di mezzaluna.
Il centro del cratere corrisponde alla temperatura di taglio più elevata sulla superficie di taglio. Tra il cratere e il tagliente principale rimane una piccola parte di terreno. Man mano che il taglio prosegue, il cratere aumenta gradualmente in larghezza e profondità, la parte di terreno si restringe e infine si verifica la scheggiatura del tagliente.
La distanza tra il centro del cratere e il tagliente principale (\(K_M\)) è in genere di circa 1–3 mm e l'entità dell'usura è espressa dalla profondità massima del cratere \(K_T\).
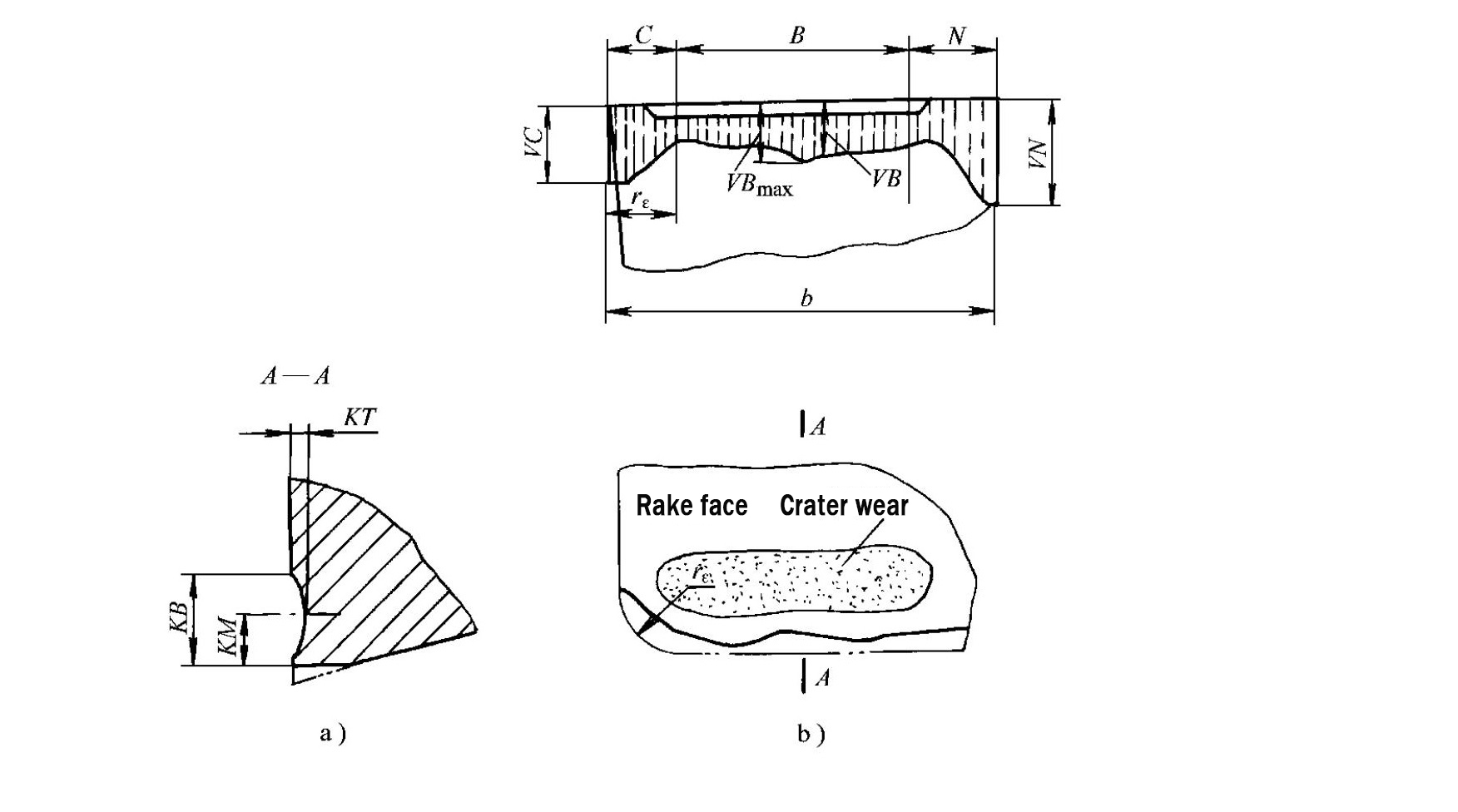
1.2Usura del fianco:
Si verifica un forte attrito tra la superficie laterale dell'utensile da taglio del metallo e la superficie lavorata, formando rapidamente una stretta zona di usura con angolo di spoglia pari a zero in prossimità del tagliente principale.
Questo tipo di usura si verifica a basse velocità di taglio e con spessori di taglio ridotti, indipendentemente dal fatto che vengano lavorati metalli fragili o duttili.
Caratteristiche tipiche della fascia di usura del fianco:
- Zona della punta dell'utensile (Zona C): Presenta l'usura più grave a causa della bassa resistenza e della scarsa dissipazione del calore; valore massimo espresso come \(V_C\).
- Faccia del fianco vicino alla superficie del pezzo (zona N): Tende a solchi profondi (usura limite); profondità rappresentata da \(V_N\).
- Sezione centrale della fascia di usura (zona B): Mostra un'usura relativamente uniforme; la larghezza massima dell'usura è indicata come \(V_{B\text{max}}\).
1.3Usura simultanea di rastrello e fianco:
Durante la lavorazione di metalli duttili ad alto punto di fusione con velocità di taglio e avanzamento moderate, spesso si verificano contemporaneamente usura per craterizzazione sulla superficie di spoglia e usura sulla superficie del fianco.
2.0Qual è il processo di usura degli utensili da taglio dei metalli?
Divisione della fase di usura:
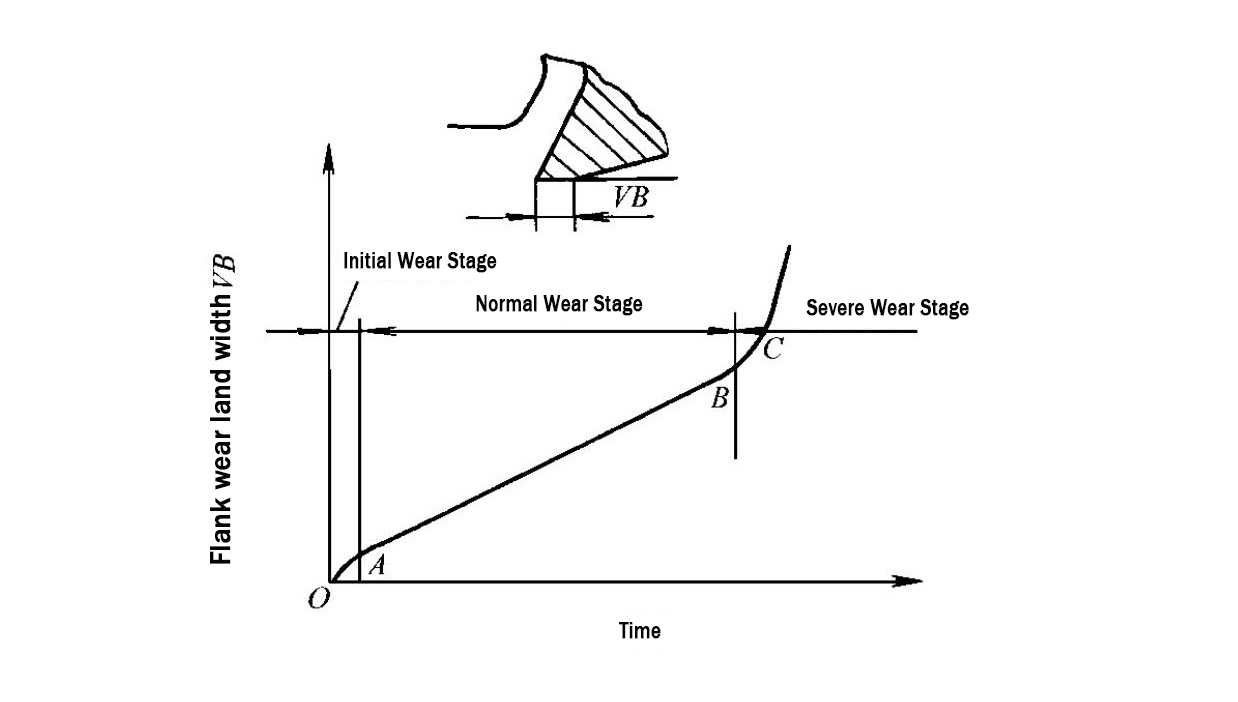
In determinate condizioni di taglio, indipendentemente dalla forma di usura, l'usura dell'utensile aumenta con il tempo di taglio e generalmente procede attraverso tre fasi.
2.1Fase iniziale di usura:
Gli utensili da taglio in metallo appena rettificati presentano superfici ruvide e difetti microscopici, come microcricche sulla superficie del fianco. Il tagliente è affilato e l'area di contatto tra la superficie del fianco e la superficie lavorata è ridotta.
Di conseguenza, la sollecitazione di compressione e la temperatura di taglio sono altamente concentrate sul tagliente, determinando un tasso di usura relativamente elevato.
2.2Fase di normale usura:
Dopo il periodo di usura iniziale, la superficie ruvida della faccia del fianco diventa più liscia, l'area portante aumenta, la sollecitazione di compressione diminuisce e il tasso di usura diminuisce significativamente e si stabilizza. L'utensile da taglio per metalli entra quindi nella fase di normale usura.
2.3Fase di usura grave:
Quando l'ampiezza di usura del fianco \(V_B\) raggiunge un limite critico, l'attrito aumenta bruscamente, le forze di taglio e la temperatura di taglio aumentano rapidamente e il tasso di usura accelera drasticamente. L'utensile da taglio per metalli si rompe rapidamente e perde la sua capacità di taglio.
3.0Qual è il criterio di usura (smussamento) degli utensili da taglio per metalli?
Base di giudizio ottundente:
Quando un utensile da taglio per metalli si usura fino a un certo punto, si verificano i seguenti fenomeni:
- La forza di taglio e la temperatura di taglio aumentano significativamente
- La superficie lavorata diventa ruvida e la precisione dimensionale esce dalla tolleranza
- Il colore e la forma del chip diventano anomali, con possibili vibrazioni o rumori
Questi fenomeni indicano che l'utensile è diventato smussato.
Definizione del criterio di ottundimento:
In base ai requisiti di lavorazione, è necessario specificare un valore massimo di usura ammissibile: questo valore è noto come criterio di usura dell'utensile (opacizzazione).
Motivo della selezione del criterio:
Poiché l'usura della superficie del fianco è la più comune e semplice da misurare, il valore medio di usura sulla sezione centrale della superficie del fianco, \(V_B\), viene in genere utilizzato come criterio di usura per gli utensili da taglio dei metalli.
3.1Valori \(V_B\) consigliati in diverse condizioni di lavorazione
| Condizioni di lavorazione | Valore VB consigliato (mm) |
|---|---|
| Finire la tornitura | 0,1–0,3 |
| Tornitura grezza di acciaio legato o tornitura grezza di pezzi lavorati a bassa rigidità | 0,4–0,5 |
| Tornitura sgrossatura di acciaio al carbonio | 0,6–0,8 |
| Tornitura sgrossatura di parti in ghisa | 0,8–1,2 |
| Tornitura di sgrossatura a bassa velocità di pezzi di grandi dimensioni in acciaio e ghisa | 1,0–1,5 |

4.0Qual è la durata degli utensili da taglio per metalli?
Definizione della durata dell'utensile:
La durata dell'utensile si riferisce al tempo di taglio effettivo totale dall'inizio del taglio dopo l'affilatura dell'utensile fino al raggiungimento del criterio di usura specificato. I tempi non di taglio, come l'impostazione dell'utensile, la misurazione, la corsa rapida e le corse di ritorno, non sono inclusi.
La durata dell'utensile è indicata con \(T\) e misurata in minuti.
Classificazione della durata dell'utensile:
- Utensili da taglio per metalli riaffilabili: La durata dell'utensile si riferisce al tempo di taglio effettivo tra due operazioni di riaffilatura consecutive; la durata totale dell'utensile è il tempo di taglio dal primo utilizzo fino alla completa rottamazione.
- Utensili da taglio per metalli non riaffilabili: La durata totale dell'utensile è pari alla durata dell'utensile.
5.0Quali fattori influenzano la durata degli utensili da taglio per metalli?
5.1Parametri di taglio:
I parametri di taglio sono tra i fattori più importanti. La relazione generale tra la durata dell'utensile \(T\) e i parametri di taglio è:
$$
T = \frac{C_T}{v_c^x \cdot f^y \cdot a_p^z}
$$
Dove:
- \(C_T\): Costante di durata dell'utensile correlata al materiale dell'utensile, al materiale del pezzo in lavorazione e alle condizioni di taglio
- \(x, y, z\): Esponenti empirici, in genere con \(x > y > z\)
Esempio:
Quando si tornisce l'acciaio al carbonio con \(\sigma_b = 0,637\ \text{GPa}\) utilizzando un utensile di tornitura in metallo duro:
$$
T = \frac{C_T}{v_c^5 \cdot f^{2,25} \cdot a_p^{0,75}}
$$
Regola:
All'aumentare di v_c, f_f e a_p, la durata dell'utensile diminuisce. La velocità di taglio v_c ha la maggiore influenza, seguita dalla velocità di avanzamento f_f e dalla profondità di taglio a_p, la minore.
Per migliorare la produttività garantendo al contempo la durata dell'utensile, selezionare prima un \(a_p\) più grande, poi un \(f\) più grande e infine un \(v_c\) ragionevole.
5.2Parametri della geometria dell'utensile:
- Angolo di spoglia (\(\gamma_o\)): Aumentandolo si riduce la forza di taglio e la temperatura, migliorando la durata dell'utensile. Un angolo di spoglia eccessivo indebolisce la resistenza dell'utensile e la dissipazione del calore, aumentando il rischio di rottura.
- Angolo del tagliente principale (\(\kappa_r\)): Riducendolo si migliora la resistenza della punta dell'utensile e la dissipazione del calore. Un valore \(\kappa_r\) eccessivamente piccolo aumenta la forza radiale e può causare vibrazioni nei sistemi a bassa rigidità.
- Fattori aggiuntivi: La riduzione dell'angolo del tagliente minore \(\kappa_r\) e l'aumento del raggio della punta dell'utensile \(r_\varepsilon\) hanno effetti positivi simili sulla durata dell'utensile.
5.3Materiale dell'utensile:
Una maggiore resistenza alle alte temperature e all'usura prolunga la durata dell'utensile. In condizioni di impatto, gravose o difficili da lavorare, la tenacità all'impatto e la resistenza alla flessione diventano fattori determinanti.
5.4Materiale del pezzo:
- Una maggiore resistenza e durezza aumentano la temperatura di taglio e riducono la durata dell'utensile
- Una maggiore plasticità e tenacità combinate con una bassa conduttività termica aumentano anche la temperatura di taglio e riducono la durata dell'utensile
6.0Come determinare ragionevolmente la durata degli utensili da taglio per metalli?
Principio fondamentale:
Una scelta razionale della durata dell'utensile migliora la produttività e riduce i costi. Una durata eccessivamente lunga richiede parametri di taglio ridotti e riduce il tasso di asportazione del metallo. Una durata eccessivamente breve aumenta i tempi di cambio utensile e di riaffilatura, aumentando i costi complessivi.
6.1Valori di durata consigliati per utensili comuni
| Tipo di strumento | Durata consigliata dell'utensile (min) |
|---|---|
| Utensili di tornitura in acciaio rapido | 60–90 |
| punte in acciaio rapido | 80–120 |
| Utensili di tornitura in metallo duro brasato | 60 |
| Utensili di tornitura in metallo duro indicizzabili | 15–30 |
| Frese frontali in metallo duro | 120–180 |
| Utensili per il taglio degli ingranaggi | 200–300 |
| Utensili di tornitura in acciaio rapido per macchine automatiche | 180–200 |
6.2Considerazioni aggiuntive:
- Complessità e precisione degli utensili: Gli utensili complessi, ad alta precisione e multitagliente richiedono una durata maggiore rispetto agli utensili semplici, a bassa precisione e monotagliente.
- Strumenti indicizzabili: La rapida sostituzione dell'inserto consente una durata più breve dell'utensile, mantenendo i taglienti affilati.
- Finitura vs. sgrossatura: Gli utensili di finitura richiedono una durata maggiore a causa dei carichi di taglio più leggeri e dei requisiti di precisione più elevati.
- Finitura di pezzi di grandi dimensioni: Una maggiore durata dell'utensile evita la necessità di cambiare l'utensile a metà processo.
- Lavorazione CNC: La durata dell'utensile dovrebbe essere superiore a un turno di lavoro e superiore al tempo di taglio di un singolo pezzo.
7.0Domande frequenti (FAQ)
D: Perché l'usura del fianco è il criterio di smussatura degli utensili più comunemente utilizzato?
UN: L'usura sul fianco è la forma di usura più diffusa nel taglio dei metalli, applicabile sia a metalli fragili che duttili a velocità di taglio basse e medie. La sua fascia di usura ha una forma regolare, con usura uniforme nella sezione centrale (zona B), e il valore medio di usura \(V_B\) è facile da misurare e controllare. Pertanto, \(V_B\) è ampiamente adottato come criterio standard di ottusità.
D: Quale parametro di taglio ha la maggiore influenza sulla durata dell'utensile?
UN: La velocità di taglio (\(v_c\)) ha l'influenza maggiore, seguita dalla velocità di avanzamento (\(f\)), mentre la profondità di taglio (\(a_p\) ha l'effetto minore). Ciò è confermato dall'equazione della durata dell'utensile, in cui esponenti più grandi indicano un impatto maggiore.
D: In che modo la selezione della durata dell'utensile differisce tra le operazioni di finitura e di sgrossatura?
UN: Le operazioni di finitura comportano carichi di taglio più leggeri e richiedono una maggiore durata dell'utensile per garantire la qualità superficiale e la precisione dimensionale. Le operazioni di sgrossatura si concentrano sulla rapida asportazione del materiale e possono richiedere una durata dell'utensile più breve con parametri di taglio più elevati.
D: Perché gli utensili indicizzabili possono avere una durata inferiore rispetto agli utensili brasati?
UN: Gli utensili intercambiabili consentono una rapida sostituzione degli inserti senza necessità di riaffilatura, mantenendo affilati i taglienti. La durata ridotta dell'utensile consente una maggiore efficienza di taglio, bilanciando al contempo i costi degli utensili.
D: Esistono requisiti particolari per la durata degli utensili nella lavorazione CNC?
UN: Sì. La lavorazione CNC è in genere automatizzata e continua. La durata dell'utensile dovrebbe essere superiore a un turno di lavoro e al tempo di taglio richiesto per un singolo pezzo, per garantire una produzione stabile e ininterrotta.