

Come usare un piegatubi manuale
Questa guida fornisce istruzioni dettagliate, formule essenziali e suggerimenti pratici per la risoluzione dei problemi, per aiutare gli utenti a eseguire piegature precise e uniformi. Dalle semplici piegature a 90° alle piegature multipiano e inverse, ogni sezione è progettata per migliorare la precisione e la sicurezza di piegatura in una varietà di applicazioni.
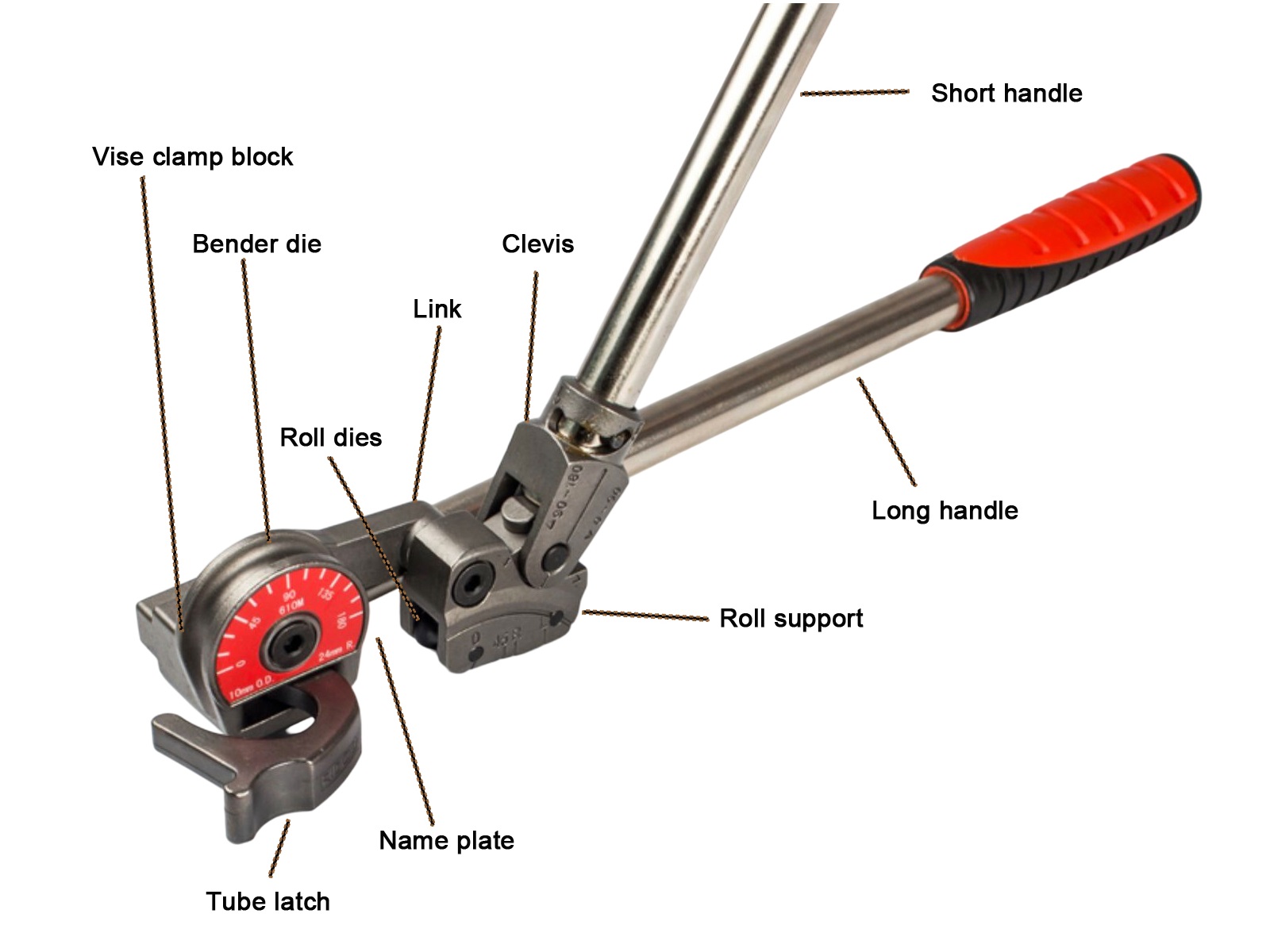
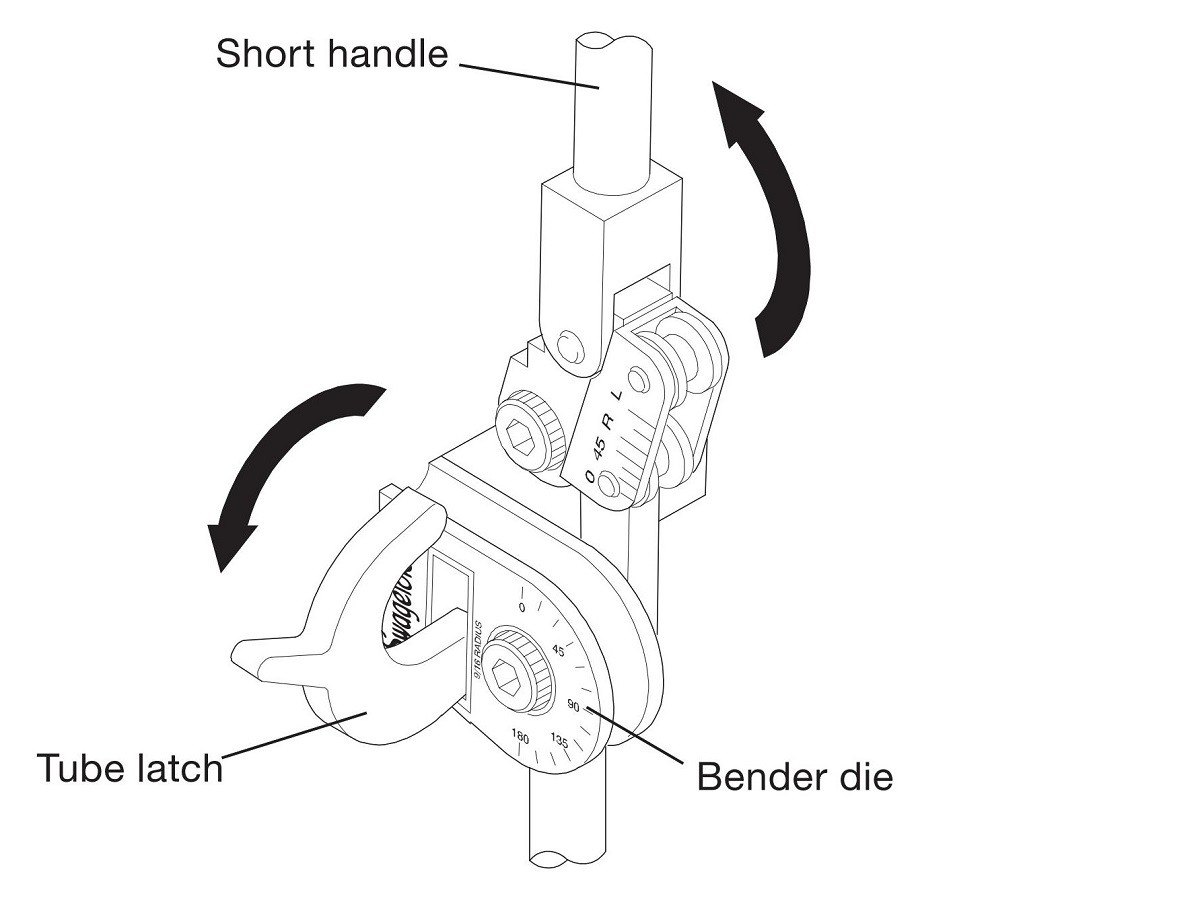
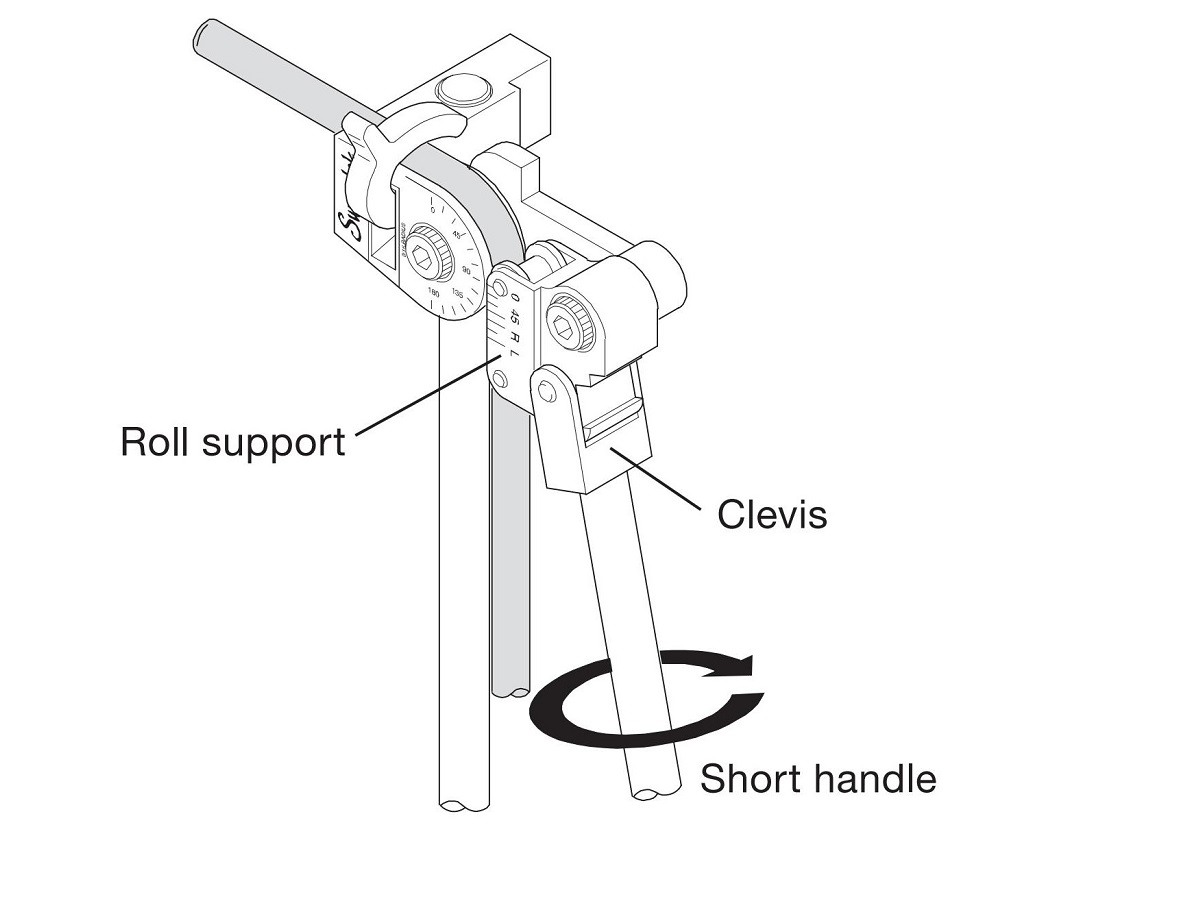
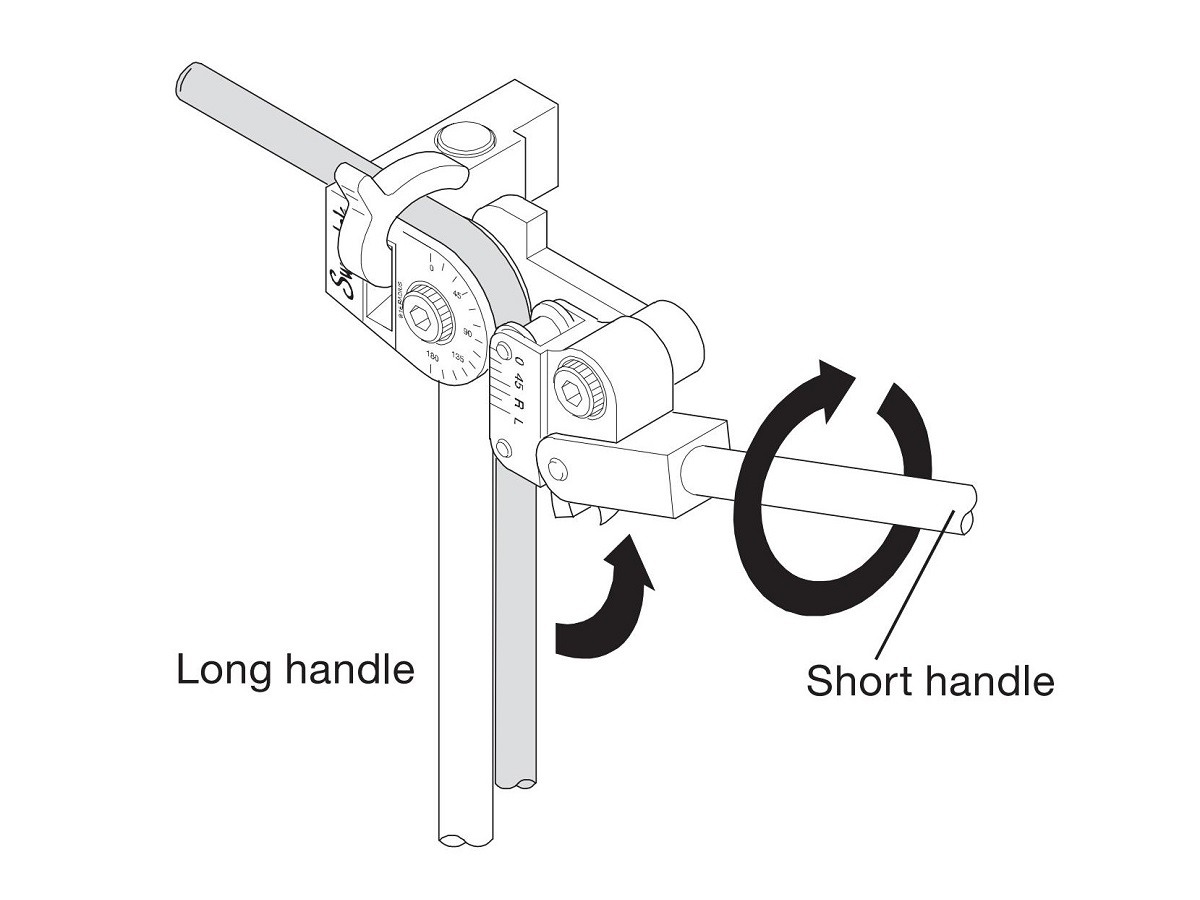
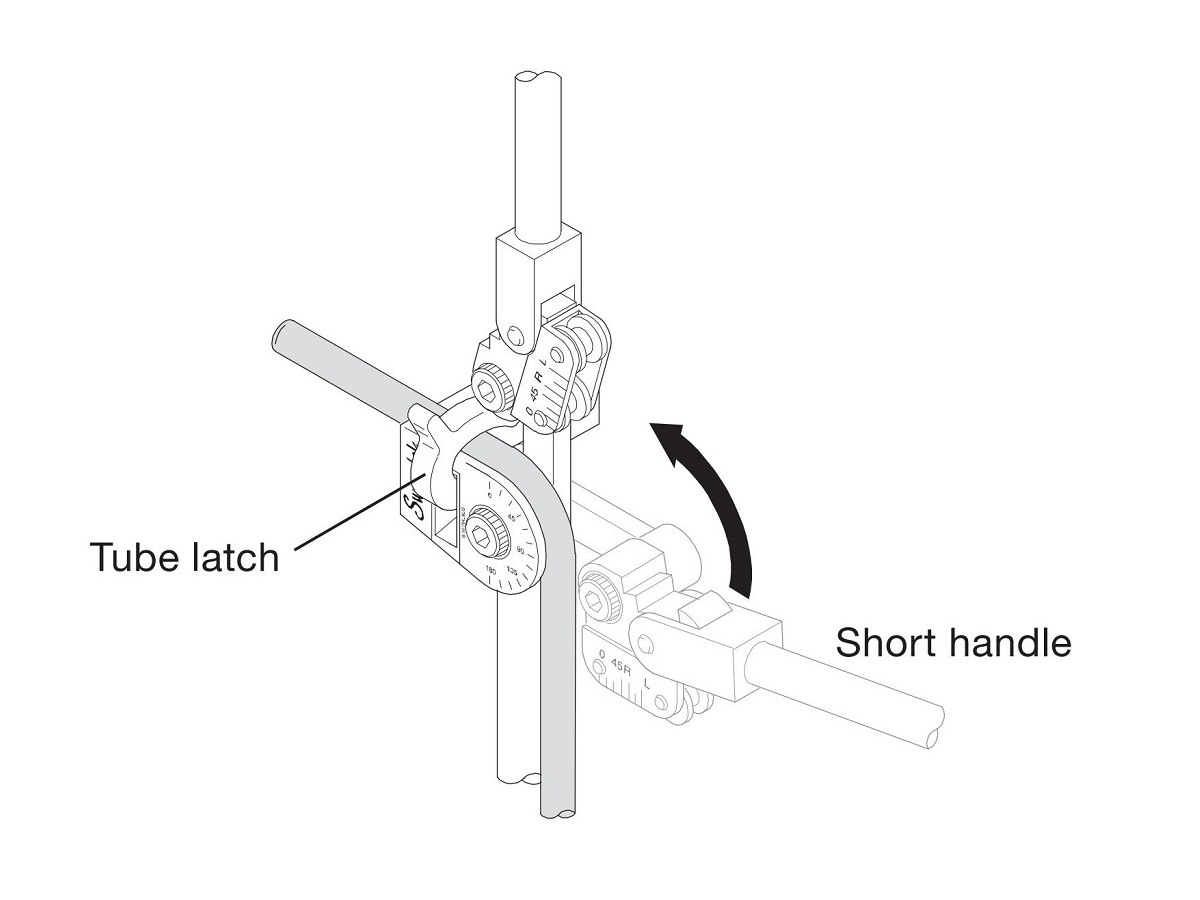
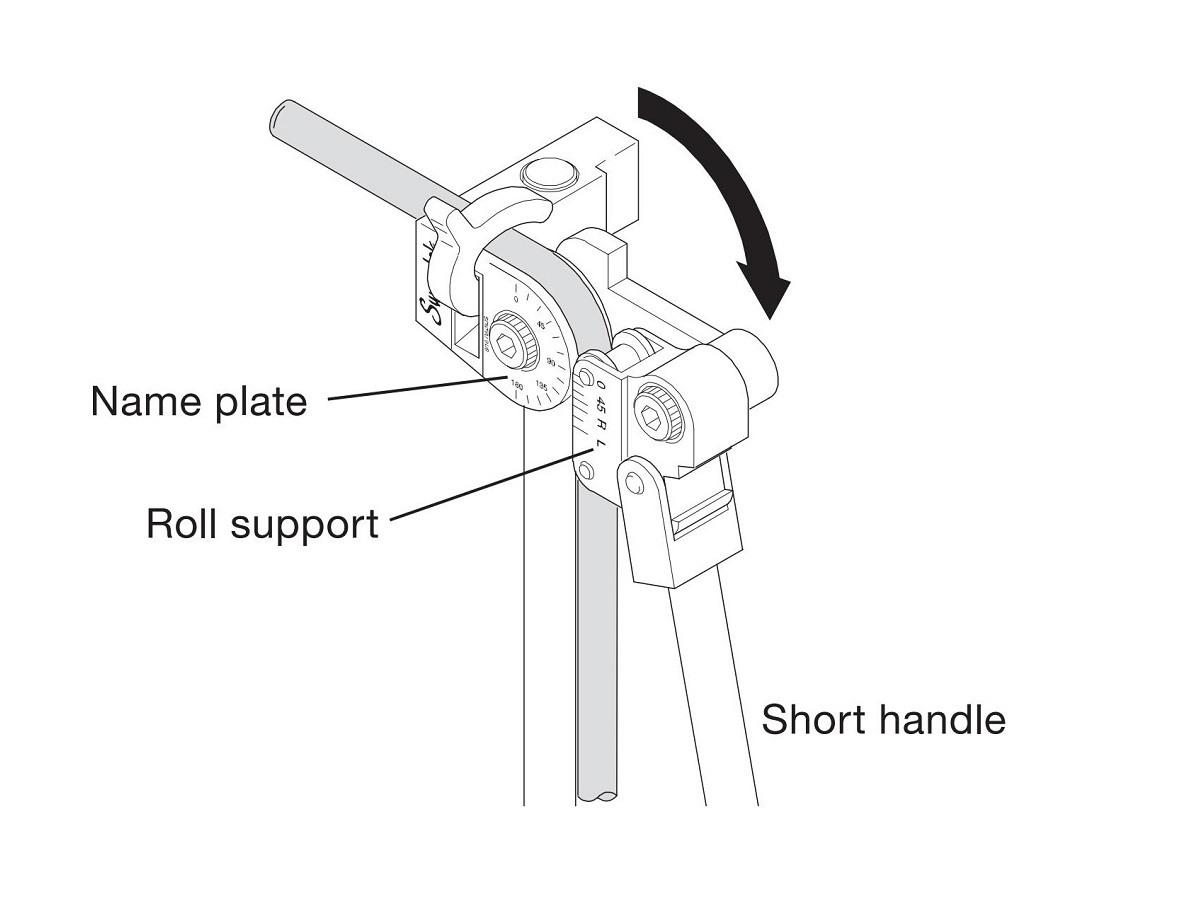
0.1Parti Bender
1.0Metodi di calcolo della curvatura
1.1Formula di piegatura offset
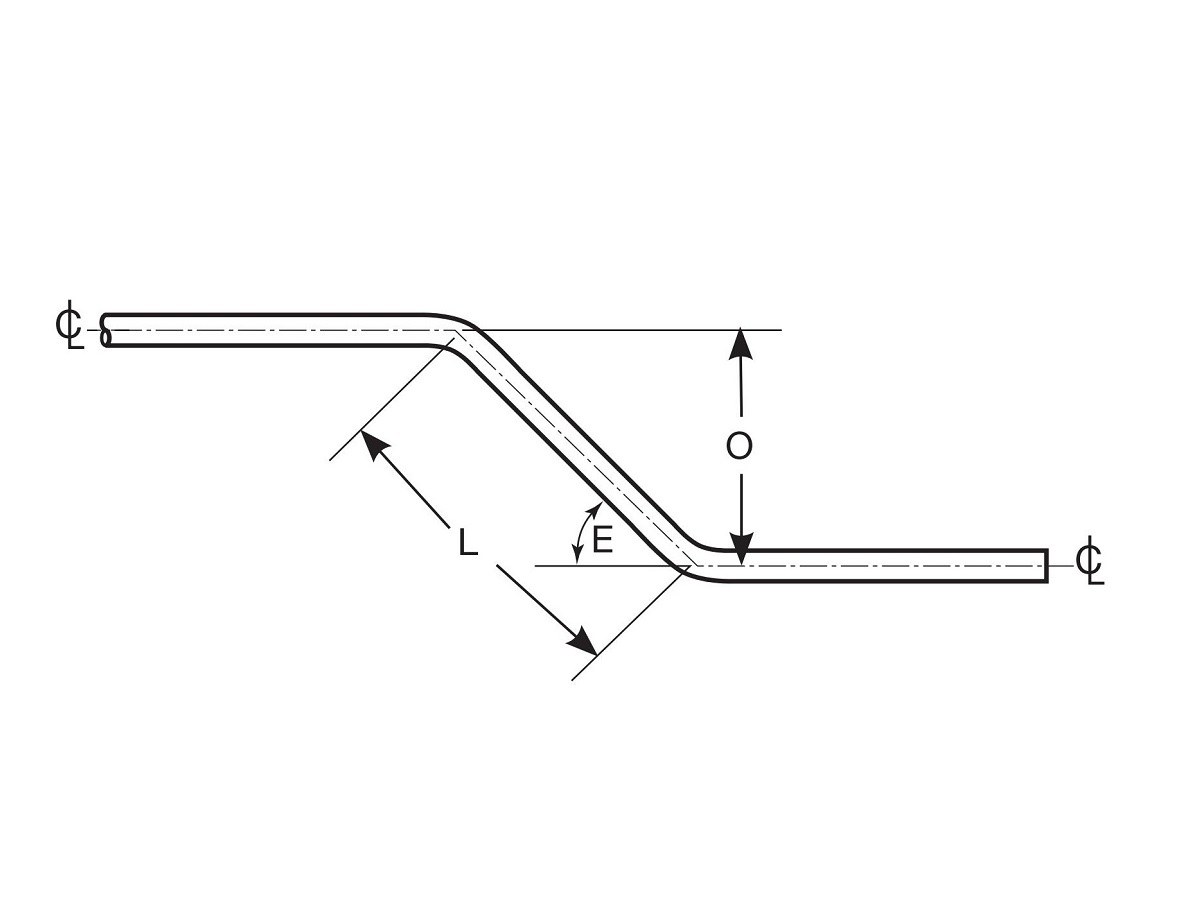
Scopo: Per spostare la linea centrale del percorso del tubo, in genere per aggirare gli ostacoli.
Formula: L = O × A
L: Distanza tra i segni di piegatura (in pollici)
Lo: Dimensione offset (in pollici)
UN: Tolleranza di piegatura offset (in base all'angolo)
| Angolo di offset (E) | Indennità (A) |
| 22,5° | 2.613 |
| 30° | 2.000 |
| 45° | 1.414 |
| 60° | 1.154 |
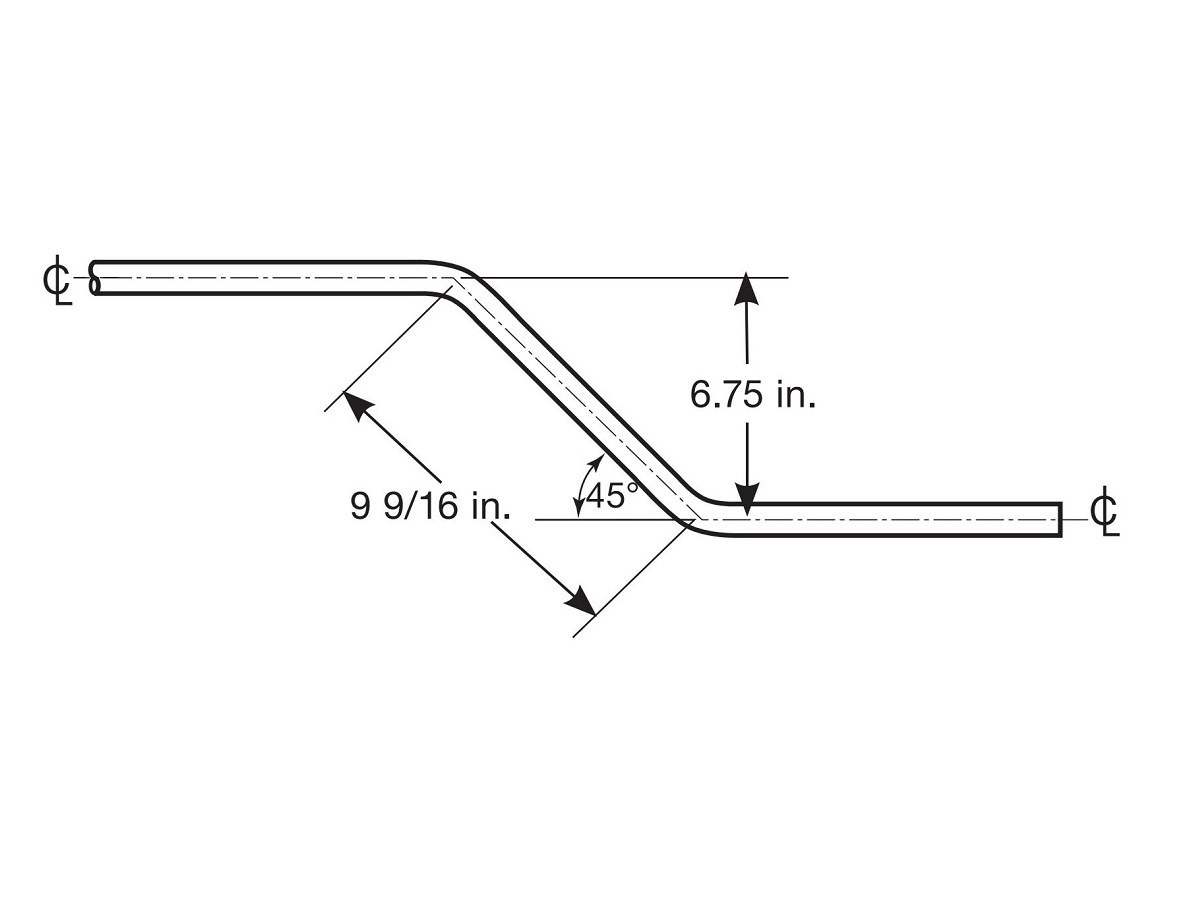
Esempio:
Offset = 6,75 pollici, Angolo = 45°
Calcolo: 6,75 × 1,414 = 9,55 pollici (≈ 9⁹⁄₁₆ pollici)
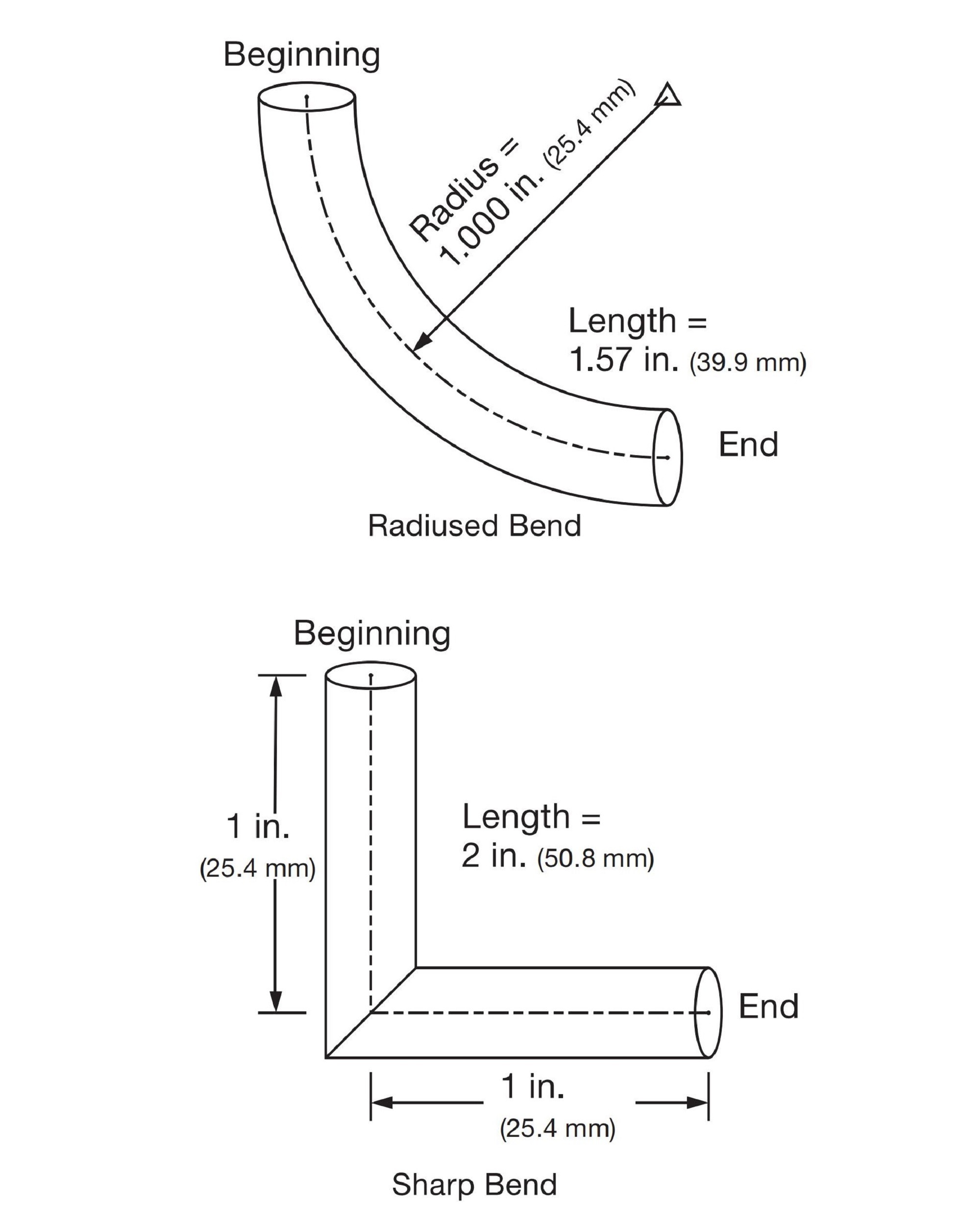
1.2Calcoli di aggiustamento (guadagno)
Definizione: Differenza nella lunghezza del tubo utilizzato per una curva rispetto a un angolo acuto.
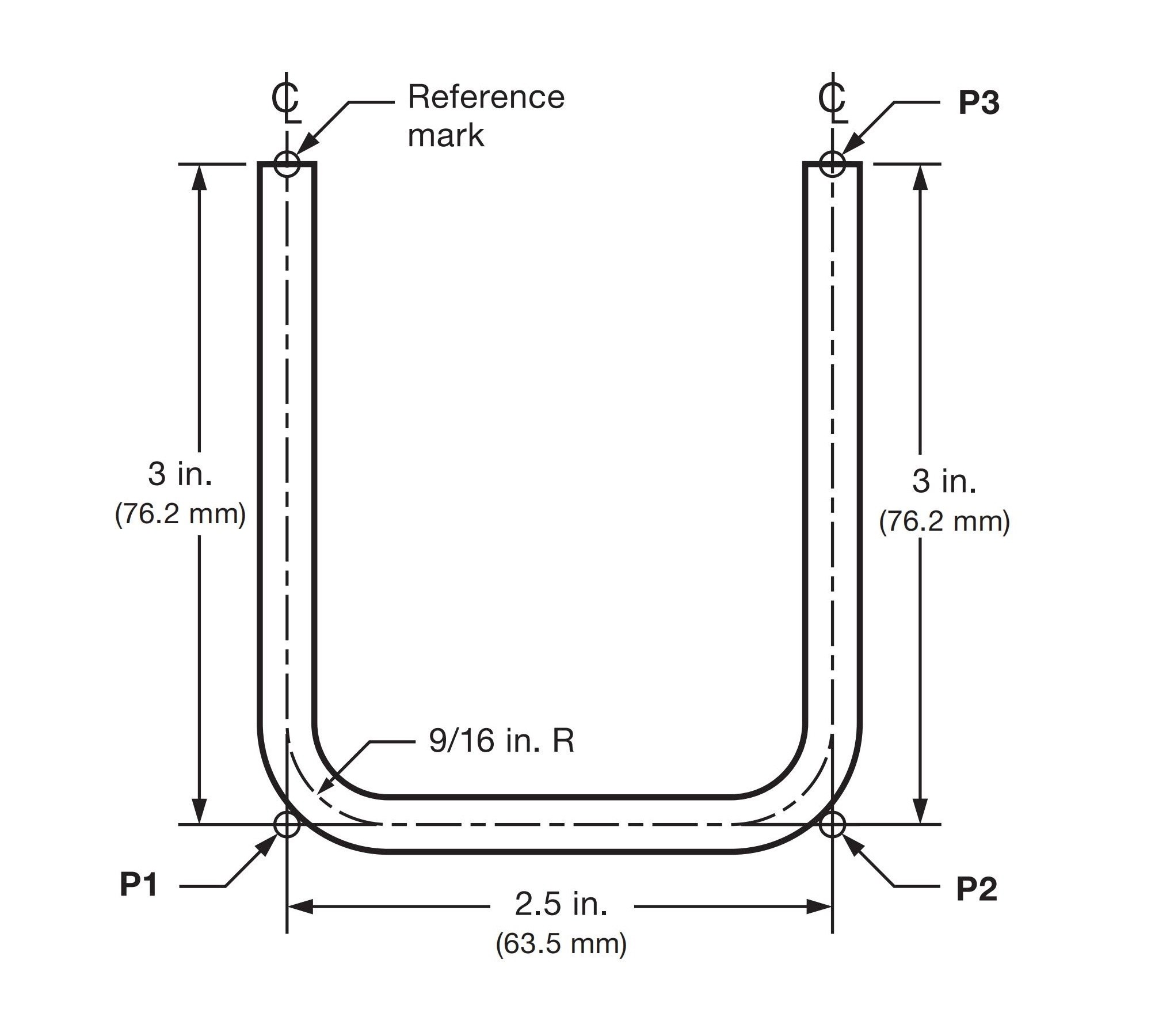
Regola: Per ogni nuova curva,
Nuovo segno = Segno precedente + nuova lunghezza della gamba − guadagno della curva precedente
Esempio:
Dimensioni del tubo: 1/4 di pollice, raggio di curvatura: 9/16 di pollice
Guadagno per 90° = 5/16 in
Passo dopo passo:
P1 = 3 pollici
P2 = P1 + 2,5 pollici − 5/16 pollici = 5³⁄₁₆ pollici
P3 = P2 + 3 pollici − 5/16 pollici = 7¹³⁄₁₆ pollici
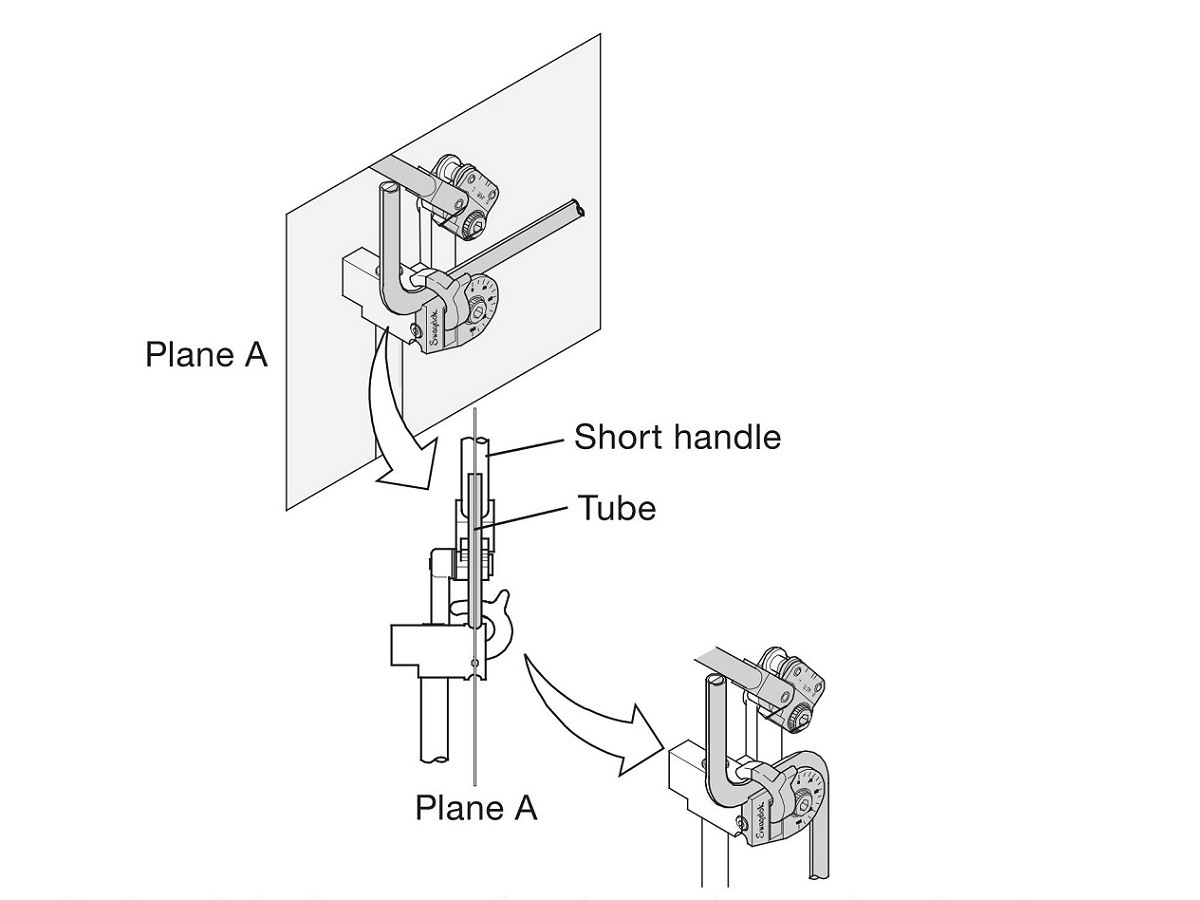
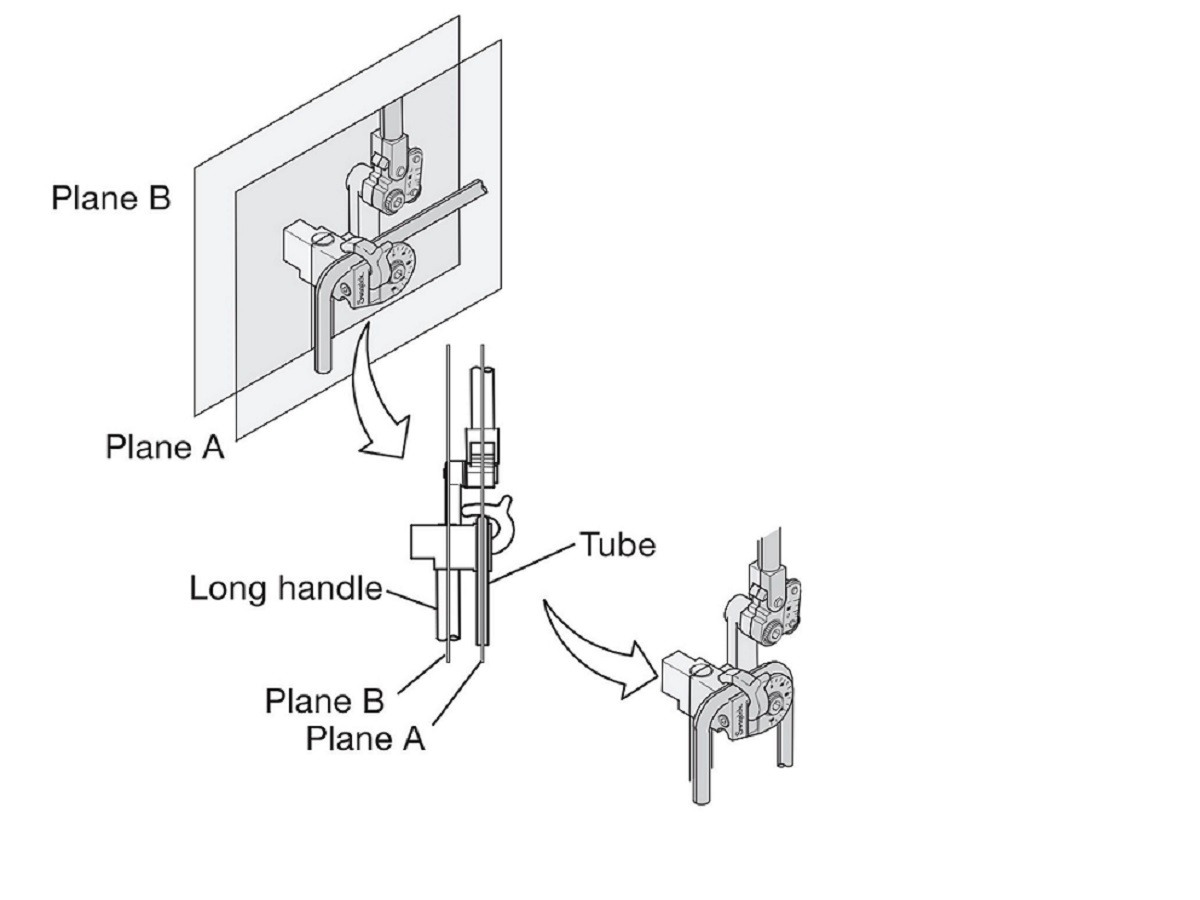
1.3Determinazione dei cambiamenti nel piano e nella direzione
Quando si effettuano più curve su un singolo pezzo di tubo, assicurarsi che ogni curva sia realizzata nella direzione corretta.
- Curve in direzione opposta: Per curve nella direzione opposta a quella precedente, allineare il tubo con la maniglia corta sollevata (Piano A).
- Curve nella stessa direzione:Per curve nella stessa direzione della curva precedente, allineare il tubo parallelamente al manico lungo (Piano B).
2.0Metodo di misura-piegatura
Scenario: effettuare una curva a 90° a 4 pollici dal segno di riferimento, seguita da una curva a 45° a 4 pollici di distanza.
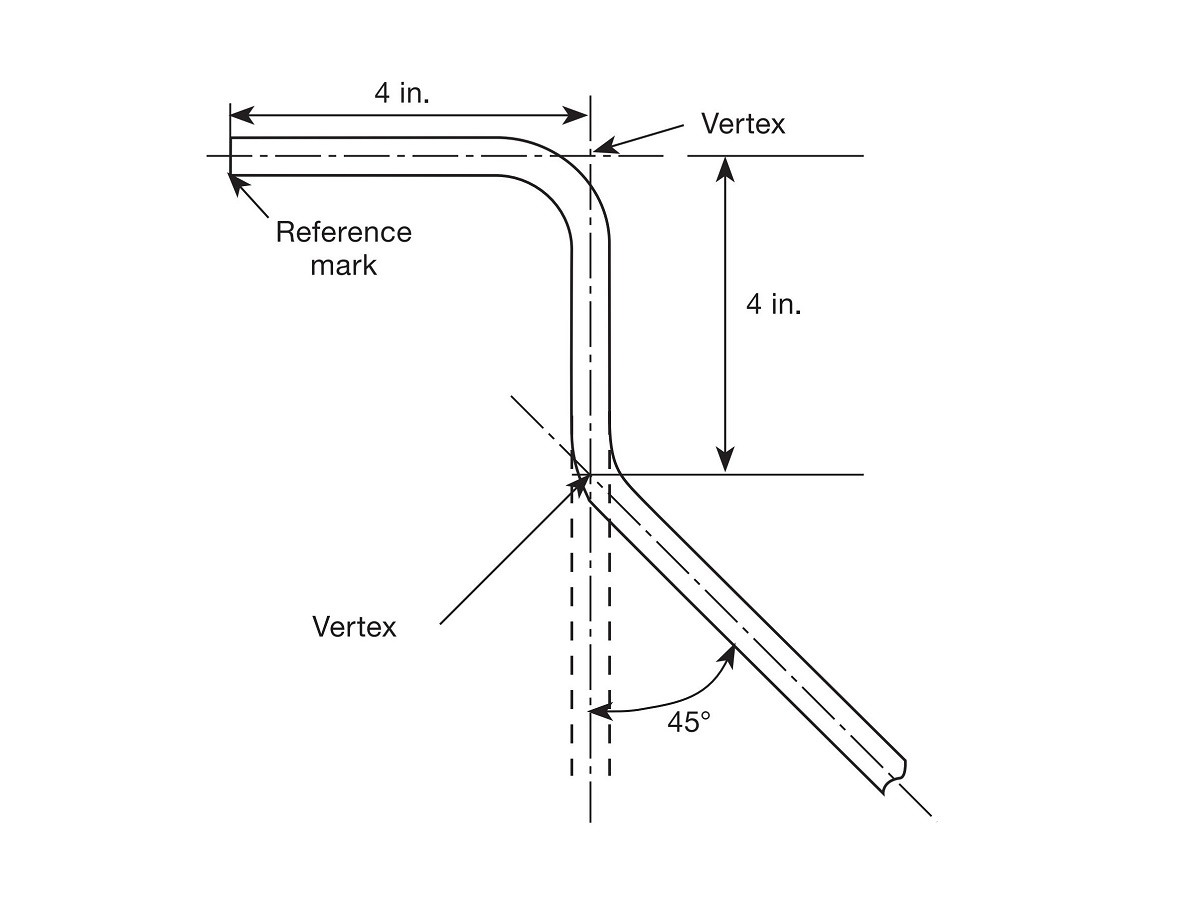
Passaggi:
- Posizionare un segno di riferimento all'estremità del tubo.
- Misurare 4 pollici dal segno per la curva a 90°.
- Piegare a 90° utilizzando la piegatrice.
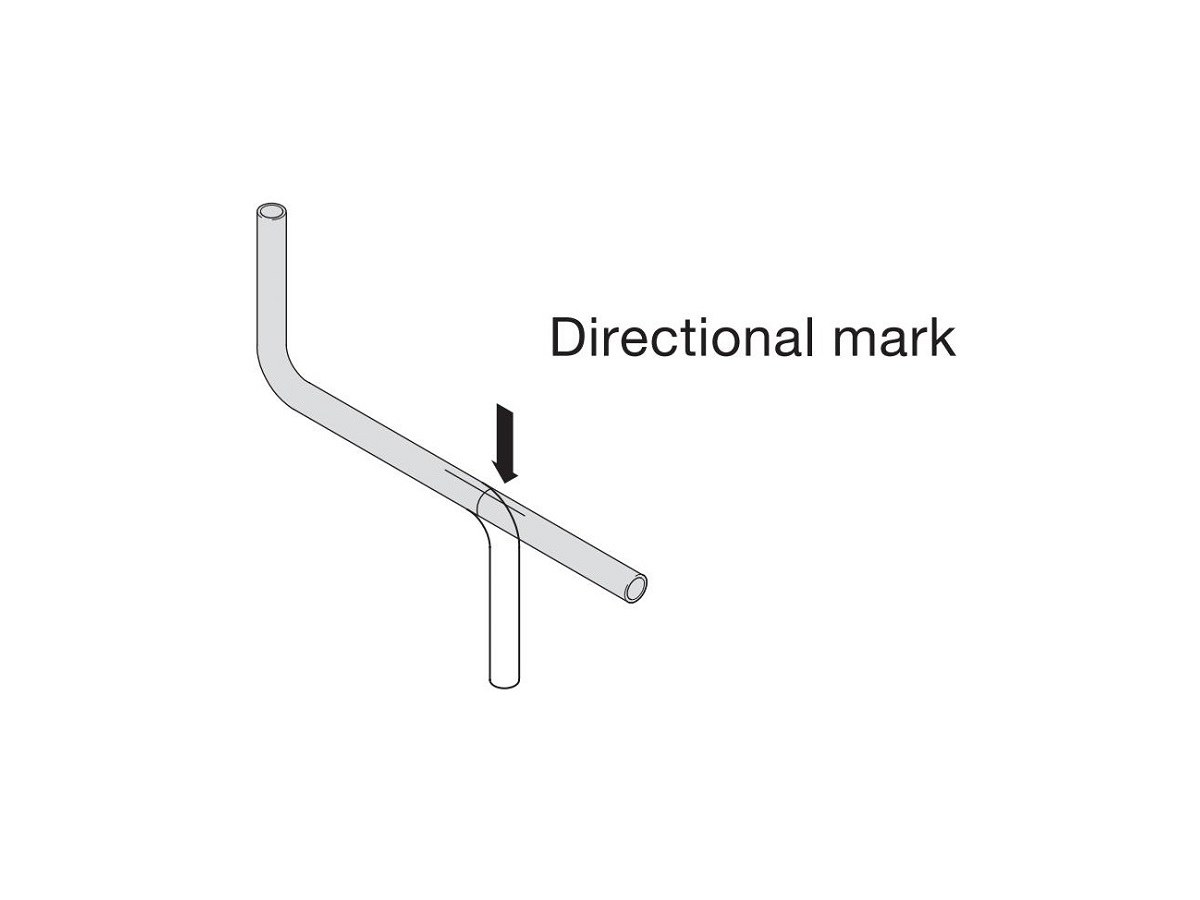
- Misurare 4 pollici dal vertice della curva a 90° e segnare la curva a 45°.
- Aggiungere un segno direzionale per indicare l'esterno della curva a 45°.
- Piegare a 45°.
3.0Utilizzo del Bender e creazione di curve
3.1Per curve ≤ 90°
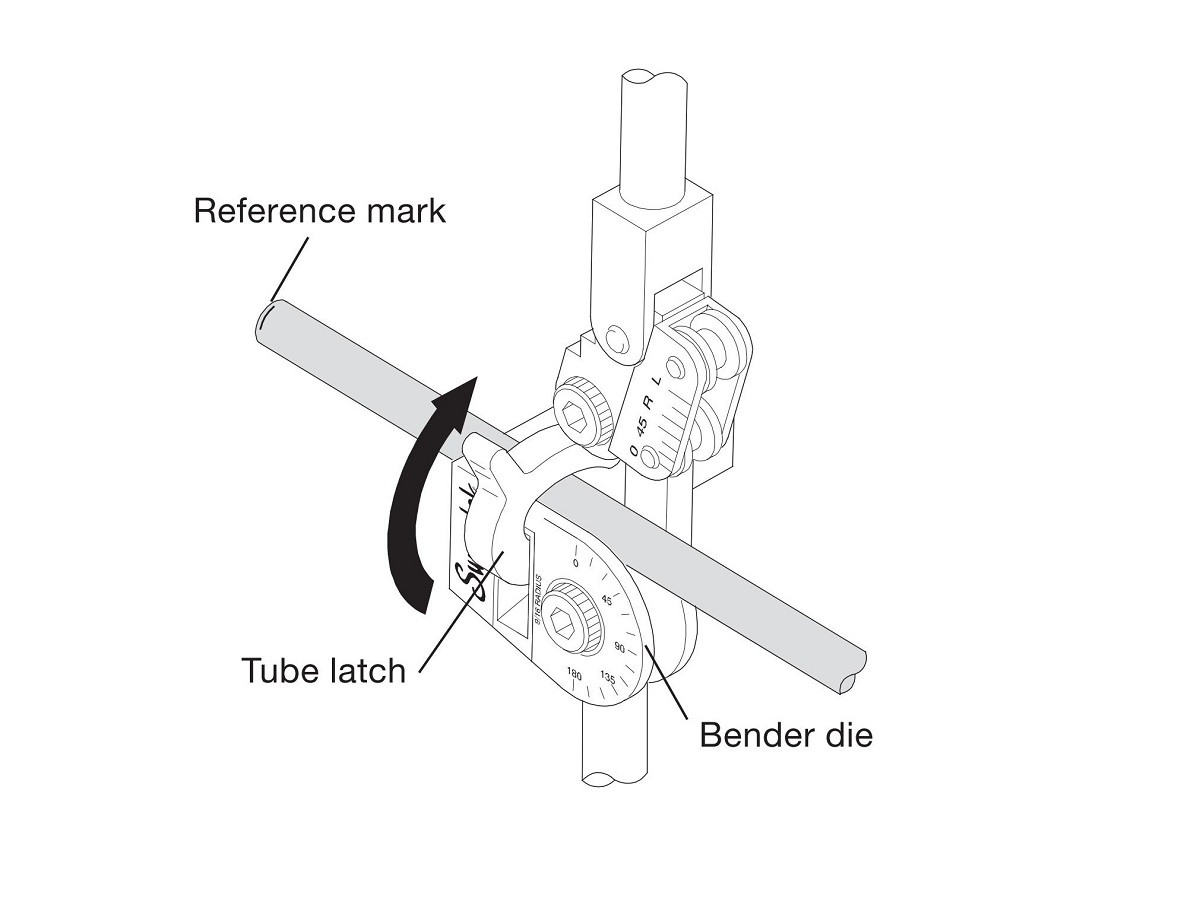
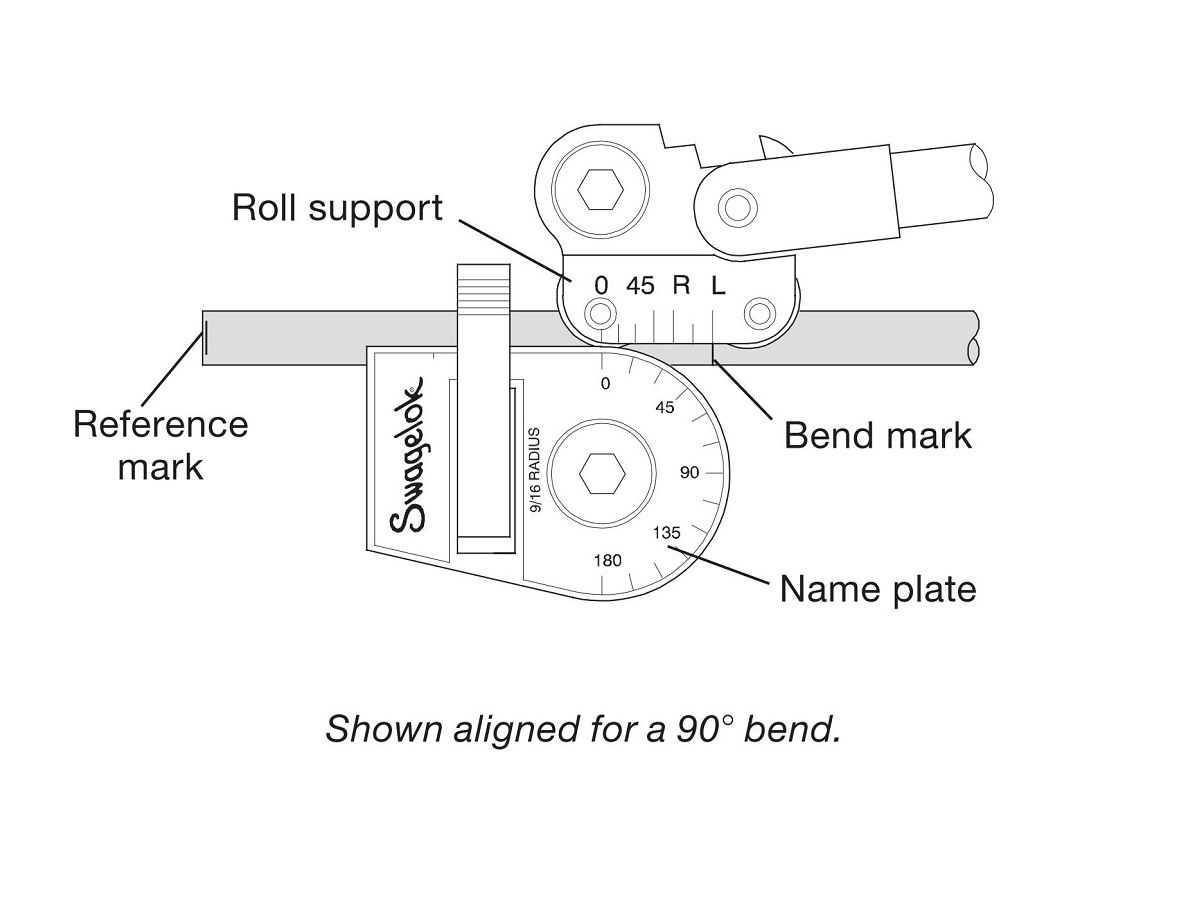
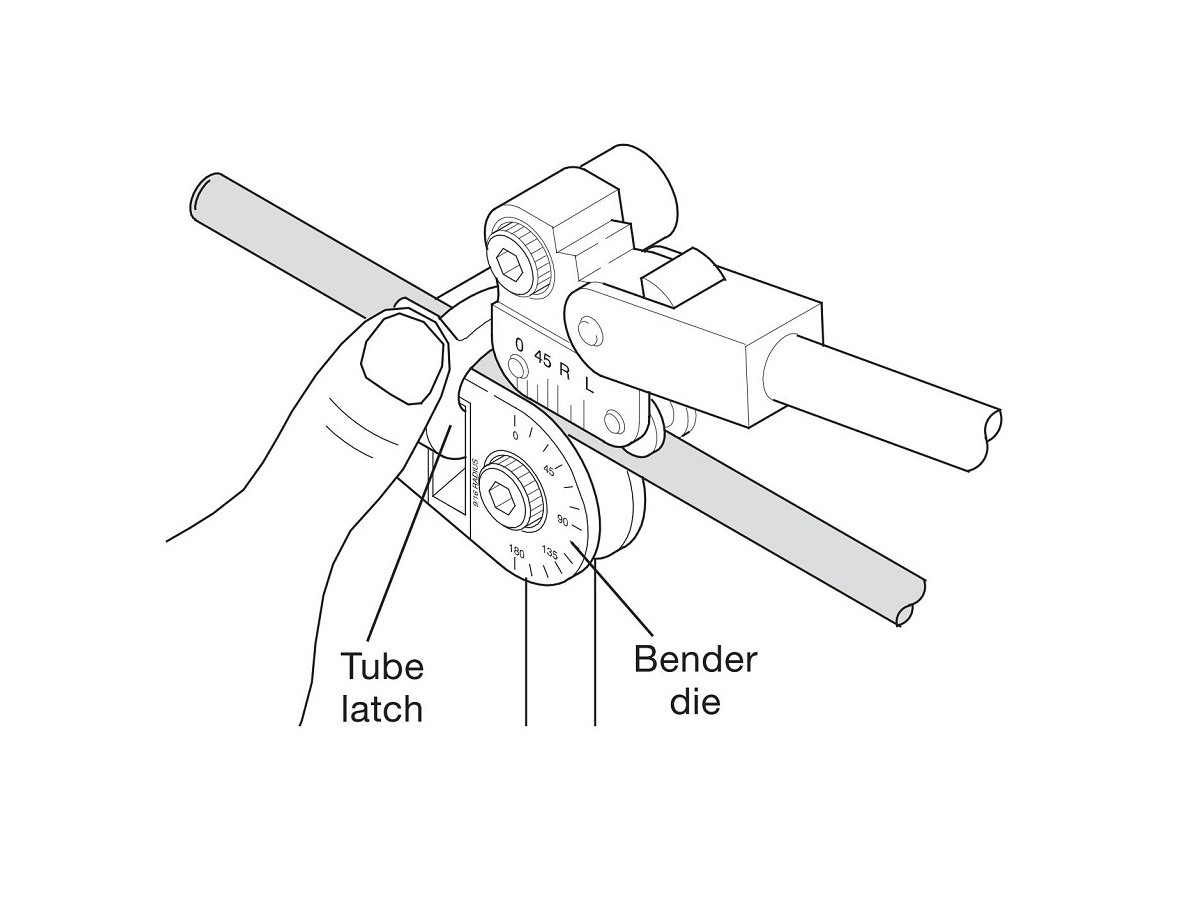
- Allineare il tubo con il segno di riferimento a sinistra del fermo del tubo.
- Fissare delicatamente il tubo con il fermo.
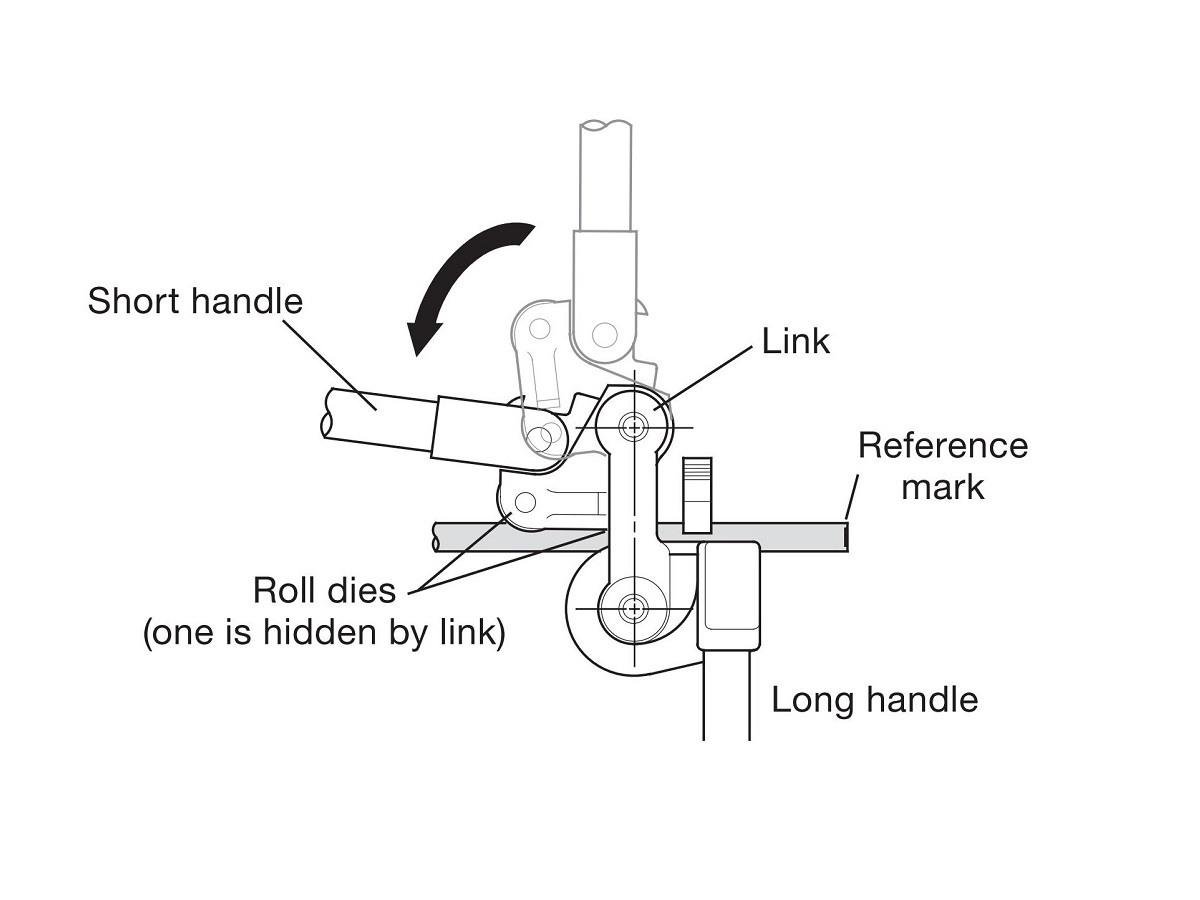
- Abbassare la maniglia corta finché le matrici del rullo non entrano in contatto con il tubo.
- Mantenere il collegamento dritto e parallelo al manico lungo.
- Allineare lo 0° sul supporto del rullo con l'angolo target sulla targhetta.
- Per piegare, spingere verso il basso la maniglia corta.
- Sbloccare e rimuovere il tubo.
3.2Per curve > 90°
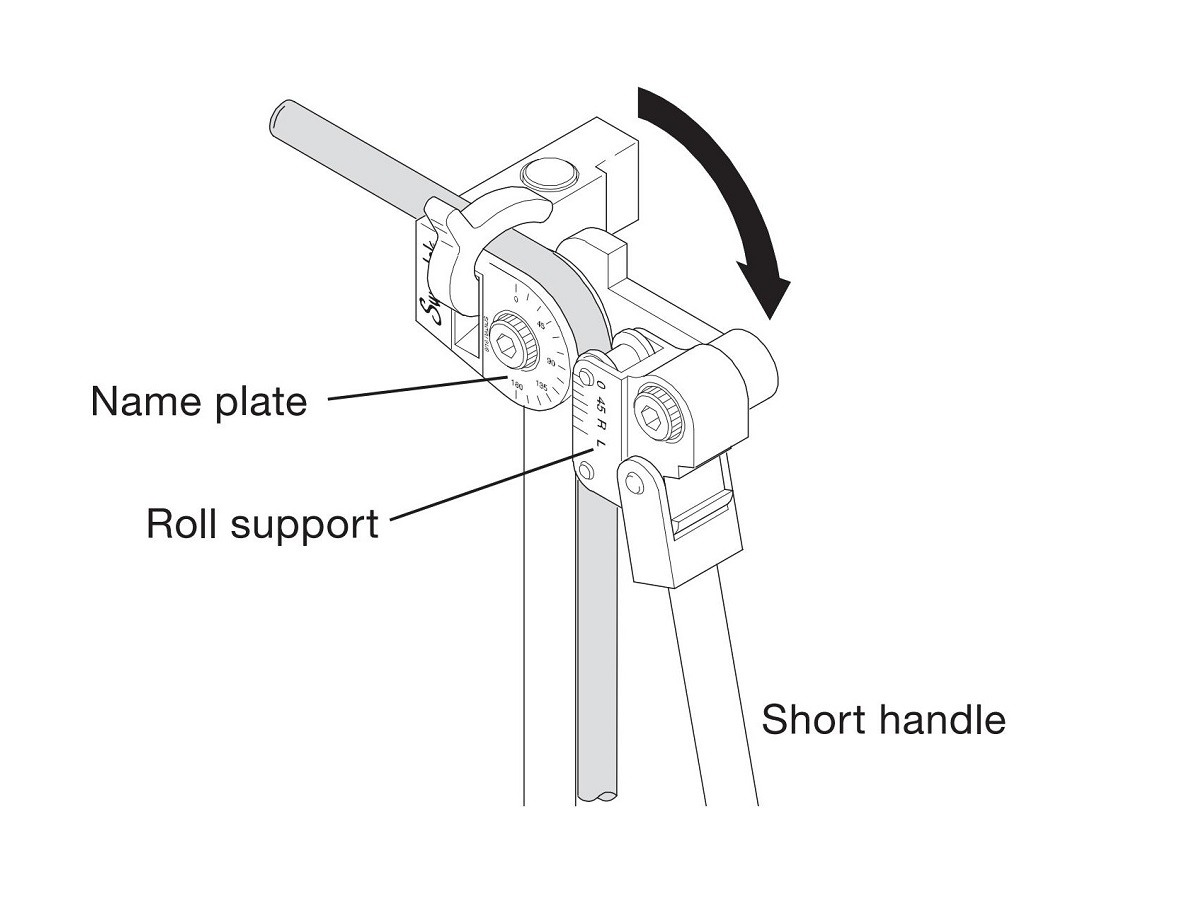
- Spingere la maniglia corta a 90°: Spingere lentamente la maniglia corta verso il basso finché lo 0 sul supporto del rullo non raggiunge circa 90° sulla targhetta.
- Allentare la maniglia corta: Allentare la maniglia corta dalla forcella finché non può oscillare liberamente senza spostare il supporto del rullo.
- Ruotare la maniglia corta verso l'alto: Sollevare il manico corto finché non si trova leggermente più in alto della perpendicolare al manico lungo.
- Stringere nuovamente la maniglia corta: Stringere nuovamente la maniglia corta per consentire una leva continua ad angolo retto per il resto della curva.
- Continua la curva: Spingere la maniglia corta finché lo 0 sul supporto del rullo non si allinea con il segno del grado desiderato sulla targhetta.
- Reimposta la maniglia corta: Ruotare la maniglia corta finché lo 0 sul supporto del rotolo non torna a circa 90°, quindi allentarla, riposizionarla parallelamente alla maniglia lunga e stringerla nuovamente.
- Sollevare la maniglia corta: Spostare la maniglia corta verso l'alto e lontano dal tubo.
- Rimuovere il tubo: Estrarre il fermo del tubo e sollevare il tubo fuori dalla scanalatura della piegatrice.
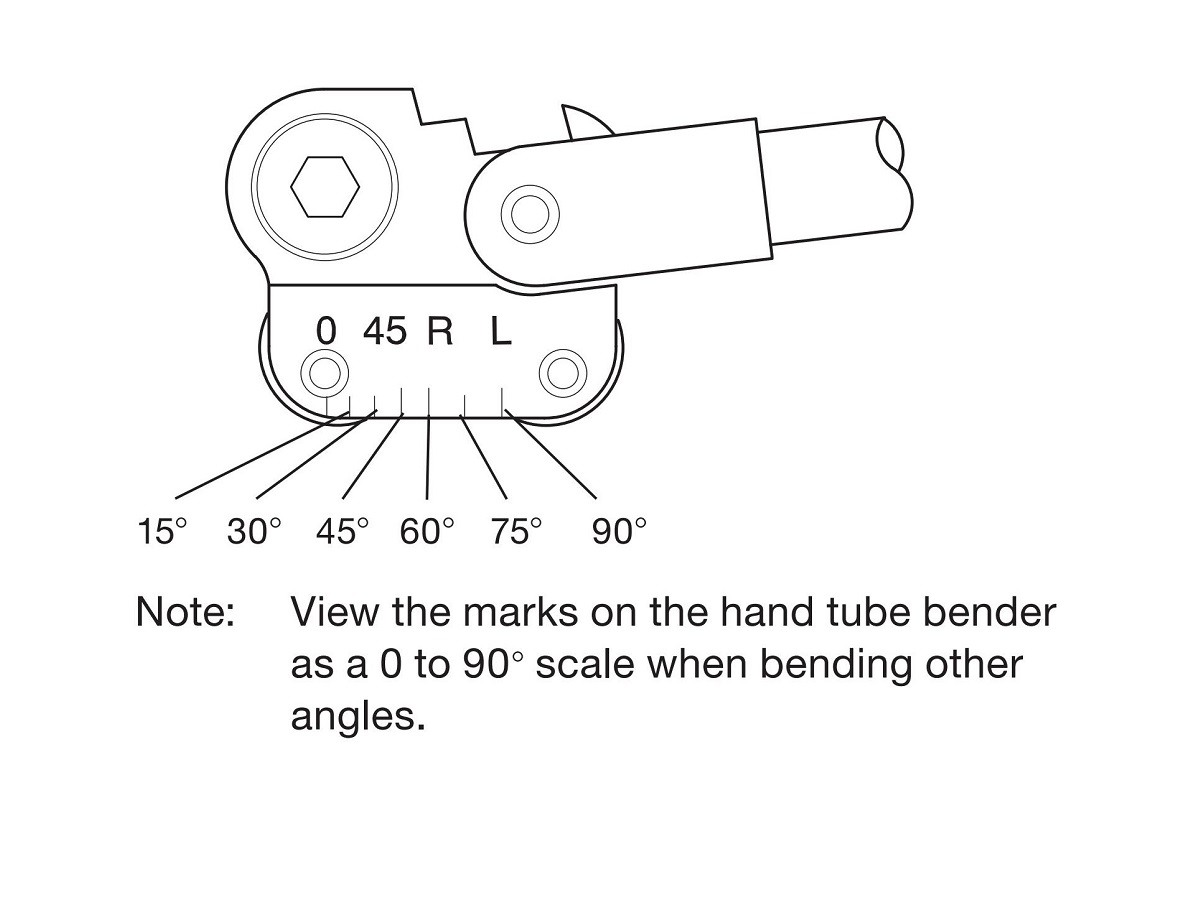
3.3Piegature inverse
- Allineare le curve a 90° con il segno “R” sul supporto del rullo.
- Per altri angoli, utilizzare la scala tra 0 e R come guida.
4.0Compensazione del ritorno elastico
- Che cosa è Springback?I tubi tendono a "raddrizzarsi" leggermente una volta rilasciata la forza.
- Compensazione tipica:Piegare di 1–3°, a seconda del materiale e dello spessore della parete.
- Mancia:Utilizzare un goniometro o un modello per verificare gli angoli finali.
5.0Risoluzione dei problemi comuni
| Problema | Causa | Soluzione |
| Piega rugosa | Raggio di curvatura troppo piccolo | Utilizzare un raggio più grande o un tubo più spesso |
| curva appiattita | Dimensione della piegatrice sbagliata | Abbinare il diametro esterno del tubo alla piegatrice corretta |
| Curva piegata | Pressione di chiusura eccessiva | Ridurre la forza sui tubi più morbidi |
| Punteggio o segni | Parti del piegatore danneggiate o sporche | Pulisci o sostituisci i componenti |
Riferimenti:
https://www.superlokworld.com/blog/how-to-bend-stainless-tubing
https://tameson.com/pages/pipe-bender-manual




