

La forgiatura a mano di un coltello è un'arte tradizionale che combina controllo del calore, modellatura del metallo e trattamento termico. Che si utilizzi acciaio per molle per autoveicoli di recupero (acciaio ad alto tenore di carbonio) o acciaio per utensili O1 standard del settore, il processo di base si articola in tre fasi principali: riscaldamento – modellatura – indurimentoSeguendo questi passaggi, puoi trasformare un pezzo grezzo di acciaio in un coltello funzionale.
1.0Scelta dell'acciaio: proprietà e preparazione
La scelta dell'acciaio determina sia il flusso di lavoro che le prestazioni finali del coltello. L'acciaio ad alto tenore di carbonio (come l'acciaio per molle per uso automobilistico) e l'acciaio per utensili O1 sono opzioni adatte ai principianti, ma differiscono per proprietà e fasi di preparazione:
| Tipo di acciaio | Fonte / Caratteristiche | Note di preparazione | Miglior caso d'uso |
| Acciaio ad alto tenore di carbonio (acciaio per molle) | Recuperato da molle elicoidali o balestre di automobili; contenuto di carbonio 0,6%–1,0% | Le molle elicoidali richiedono la ricottura (riscaldamento nel fuoco fino a raggiungere il rossore, quindi raffreddamento all'aria). Le molle a balestra possono essere utilizzate direttamente. | Economico; ottimo per esplorare la forgiatura |
| Acciaio per utensili O1 (temprato in olio) | Billette disponibili in commercio; contenuto di carbonio 0,9%–1,0%; tenacità bilanciata | Pronto per la forgiatura, non è necessaria la ricottura | Risultati costanti; ideale per la pratica |
Principi di preparazione:
- L'acciaio per molle è trattato (temprato) in fabbrica. Le molle elicoidali devono essere ricotte prima del taglio (utilizzare una smerigliatrice o un seghetto dopo l'ammorbidimento). Le molle a balestra sono piatte e di solito possono essere forgiate senza ricottura.
- L'acciaio O1 è relativamente morbido allo stato di fornitura e può essere sottoposto direttamente a riscaldamento e forgiatura.


2.0Strumenti essenziali: attrezzature generali e strumenti specializzati
Forgiare un coltello non richiede attrezzature eccessivamente complesse, ma avere gli strumenti giusti garantisce sicurezza ed efficienza. Gli strumenti possono essere raggruppati per sicurezza – riscaldamento – forgiatura – lavorazione, con alcune differenze a seconda dell'acciaio.
2.1Attrezzatura di sicurezza (obbligatoria per tutte le fasi):
- Occhiali di sicurezza resistenti agli urti: È necessario coprire completamente gli occhi per bloccare scintille e frammenti metallici (gli occhiali normali non sono sufficienti).
- Guanti resistenti al calore: Si consigliano guanti in pelle: garantiscono isolamento e destrezza (non toccare mai l'acciaio caldo a mani nude).
- Scudi termici o coperte antincendio: Posizionare attorno all'area della fucina per evitare che le scintille possano incendiare i materiali circostanti.
2.2Strumenti di forgiatura di base (generali):
- Fonte di riscaldamento: Una fucina, una fornace fatta in casa o un fuoco di carbone (è necessario utilizzare un soffiatore per raggiungere la temperatura di forgiatura).
- Incudine: Qualsiasi blocco di ferro piatto; per l'uso domestico è adatta anche una piccola incudine (10–20 kg).
- Martello: Un martello arrotondatore da 1-2 libbre per la sagomatura; un martello a penna incrociata per regolazioni più precise (punta della lama, smussi).
- Pinze: Pinze per forgiatura appositamente realizzate, dimensionate per afferrare saldamente il materiale (riducono il rischio di scivolamenti e ustioni).
2.3Strumenti di lavorazione (specifici per acciaio):
| Fare un passo | Acciaio ad alto tenore di carbonio (acciaio per molle) | Acciaio per utensili O1 |
| Taglio | Smerigliatrice angolare (disco grosso) o seghetto | Uguale all'acciaio per molle (O1 è più morbido, più facile da tagliare) |
| Tempra | Tempra: Olio (consigliato per acciaio per molle per evitare crepe) | Olio (raffreddamento più lento, previene le screpolature) |
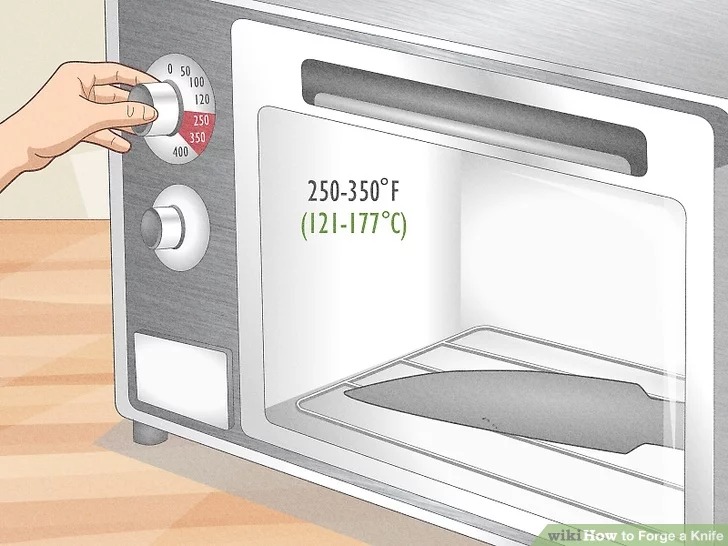
| Tempra | Forno (400–500°F / 204–260°C) o calore costante della carbonella | Stesso metodo; il controllo della temperatura è più critico (250–350°F / 120–175°C) |
3.0Forgiare la forma: dal grezzo alla lama
Il nucleo della forgiatura è guidare il flusso di metallo caldoIndipendentemente dal tipo di acciaio, seguire sempre i principi di lavorando progressivamente e modellando simmetricamenteIn questo modo si evitano sollecitazioni localizzate o sovraccarichi che potrebbero indebolire la lama.
3.1Controllo del calore: valutazione della temperatura in base al colore
| Colore | Intervallo di temperatura (°C) | Significato in Processo |
| Rosso scuro | 650–730°C | Vicino al punto critico; utilizzato per normalizzare e alleviare lo stress |
| Rosso ciliegia | 760–850 °C | Calore di tempra tipico per acciaio ad alto tenore di carbonio |
| Rosso-arancio | 850–950 °C | Gamma di forgiatura standard |
| Giallo brillante | 1000–1100°C | Elevato calore di forgiatura; rischio di ustioni in caso di surriscaldamento |
| Giallo paglierino | 150–230°C | Colore di rinvenimento (intervallo di rinvenimento basso) |
3.2Tipi di acciaio e parametri di trattamento termico
| Tipo di acciaio | Temperatura di forgiatura (colore) | Temperatura minima di forgiatura | Temperatura di ricottura (metodo) | Calore di tempra (colore) | Mezzo di tempra consigliato |
| Acciaio ad alto tenore di carbonio (ad esempio, acciaio per molle 5160) | 900–1050°C (da arancione ad arancione brillante) | ≥800°C | 800–820°C, mantenere e poi raffreddare lentamente sotto i 650°C | 820–840°C (ciliegia-rosso-arancio) | Tempra in olio (l'acqua può causare crepe) |
| Acciaio per utensili O1 | Temperatura di riscaldamento: Rosso ciliegia (790–820°C) | ≥815°C | 800–850°C, mantenere quindi raffreddare in forno a meno di 650°C | 790–820°C (rosso ciliegia) | Tempra in olio |
Pratiche chiave:
- Riscaldare l'acciaio uniformemente in tutto—evitare i punti caldi che causano ossidazione e bruciature.
- Utilizzare delle pinze per afferrare saldamente l'acciaio nel suo punto di equilibrio quando lo si rimuove dalla fucina. Questo previene incidenti e garantisce un migliore controllo del martello.


3.3Forgiatura della punta e del corpo della lama: passo dopo passo
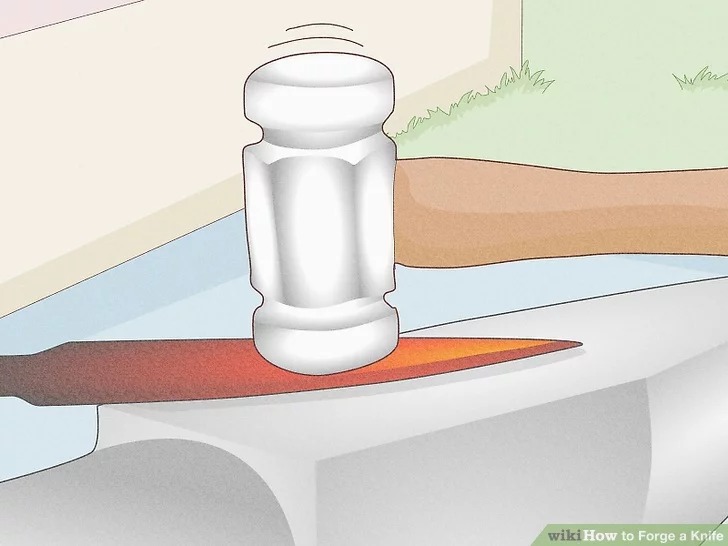
(1) Forgiatura della punta
Posizionare un'estremità del pezzo riscaldato sull'incudine. Utilizzare un martello arrotondatore per assottigliare gradualmente la punta:
- Acciaio ad alto tenore di carbonio: Lavora con colpi più leggeri e veloci per evitare crepe dovute alla sua maggiore durezza.
- Acciaio O1: Più facile da modellare; sono possibili colpi leggermente più forti, ma è opportuno girare l'acciaio ogni 3-4 colpi per mantenere la simmetria.
- Marcatura: Prima di modellare, designa un lato per il bordo e l'altro per il dorso. Questo riduce al minimo le correzioni successive.
(2) Lasciando il Tang
Il codolo è la parte della lama che fissa il manico. Definiscilo all'inizio del processo:
- Lunghezza: Lasciare almeno 5 cm. Per manici più lunghi, si consigliano 8-10 cm.
- Marcatura: Utilizzare colpi di martello per incidere l'inizio del codolo, evitando così l'assottigliamento accidentale di quest'area. Un codolo debole compromette la resistenza del manico.
(3) Appiattimento e forgiatura degli smussi
La lama dovrebbe assottigliarsi gradualmente dal codolo alla punta, formando anche gli smussi (il primo tagliente):
- Diradamento generale: Riscaldare, quindi martellare leggermente entrambi i lati della lama, alternando uniformemente dal codolo alla punta. Mantenere la deviazione inferiore a 1 mm. Se disponibile, un Martello pneumatico per forgiatura può essere utilizzato per eseguire questi colpi in modo più rapido e uniforme, riducendo l'affaticamento e aiutando a mantenere la simmetria.
- Forgiatura smussata: Colpire principalmente lungo il lato del bordo desiderato per formare un angolo inclinato (circa 20-25°). Girare e ripetere immediatamente sul lato opposto per evitare deformazioni.
- Problemi comuni:
- Rigonfiamenti o pieghe: Riscaldare e appiattire con il lato del martello; potrebbe essere necessario tagliare le pieghe più evidenti.
- Colonna vertebrale curva: Una leggera curvatura è normale. Correggere in seguito con regolazioni a bassa temperatura (calore rosso scuro) e martellando delicatamente.



4.0Trattamento termico: controllo della durezza e della tenacità
Il trattamento termico è il passaggio fondamentale che porta la lama da da morbido a duroSi compone di tre fasi distinte: ricottura, tempra e rinvenimento. Ogni tipo di acciaio richiede parametri specifici, e la loro corretta esecuzione determina direttamente le prestazioni finali del coltello.
4.1Ricottura: alleviare lo stress e ammorbidire
Scopo:
Per ammorbidire l'acciaio, eliminare le tensioni interne dovute alla forgiatura e rendere la lama più facile da affilare e modellare.
Processo:
- Riscaldare la lama fino a ottenere una colorazione rosso opaco (800–820 °C per acciaio ad alto tenore di carbonio; 870–980 °C per acciaio O1). Rimuovere e lasciare raffreddare all'aria finché il colore rosso non svanisce.
- Ripetere questo ciclo tre volte.
- Al terzo riscaldamento, posizionare l'acciaio in un ambiente isolato (ad esempio sepolto sotto carboni ardenti o cenere) e lasciarlo raffreddare per una notte. Questo raffreddamento lento garantisce il massimo ammorbidimento.
4.2Tempra: indurimento dell'acciaio
La tempra modifica la struttura cristallina dell'acciaio, conferendogli un'elevata durezza, la proprietà che definisce una lama funzionale.
| Fare un passo | Acciaio ad alto tenore di carbonio (acciaio per molle) | Acciaio per utensili O1 |
| Temperatura di riscaldamento | Rosso-arancio (850–950°C) | Da giallo paglierino a paglierino (1150–1200°C) |
| Mezzo di tempra | Acqua (immergere verticalmente, 30–60 secondi) | Olio (immergere verticalmente, 30–60 secondi, evitare bolle) |
| Note chiave | Tutto l'acciaio temprato deve essere temprato immediatamente.
(La tempra in acqua è rischiosa per gli acciai per molle e non è consigliata ai principianti.) |
La tempra in olio produce una durezza più uniforme: è essenziale una tempra precisa |
Suggerimenti critici:
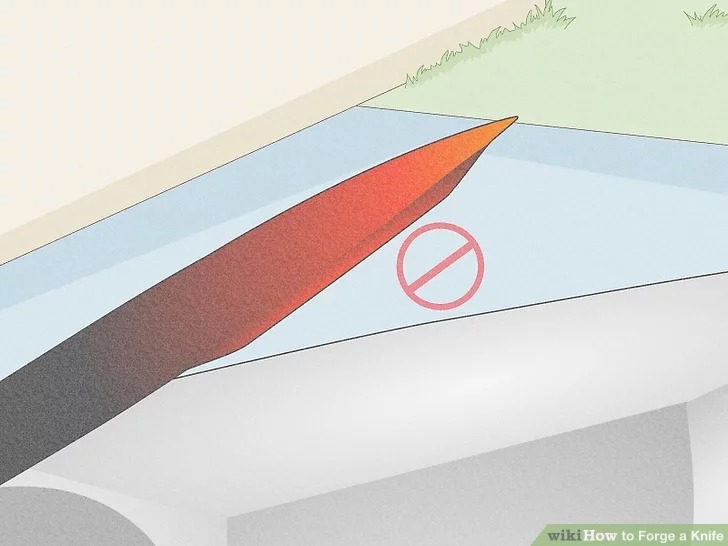
- Spegnere sempre la lama verticalmenteL'inclinazione causa un raffreddamento non uniforme, che può deformare la lama. La correzione richiede una nuova forgiatura e comporta una perdita di tempo.
- Dopo la tempra, testare la durezza con una lima. Se la lima scivola via senza tagliare, la durezza è sufficiente. Se invece incide l'acciaio, riscaldare e temprare nuovamente.
4.3Tempra: bilanciamento tra durezza e tenacità
Dopo la tempra, l'acciaio è duro ma fragile. Il rinvenimento applica una bassa temperatura controllata per alleviare le tensioni, migliorando la tenacità e mantenendo la resistenza del tagliente.
| Tipo di acciaio | Temp. di rinvenimento (°C) | Temp. di rinvenimento (°F) | Riferimento colore | Tempo | Appunti |
| Acciaio ad alto tenore di carbonio (acciaio per molle) | 180–230°C | 355–445 °F | Dal giallo paglierino al blu scuro | 2 ore (ripetibile) | Migliora la tenacità; ottimo per coltelli da esterno |
| Acciaio per utensili O1 | 150–230°C | 300–445 °F | Da giallo paglierino a paglierino | 1–2 ore (si consigliano 2 cicli) | Consente un controllo preciso dell'equilibrio durezza/resistenza |
Alternativa semplice:
Se non è disponibile un forno, costruisci una piccola camera chiusa con mattoni. Metti qualche braciere all'interno per mantenere il calore costante. Usa sempre un termometro per monitorare ed evitare il surriscaldamento.



5.0Rettifica, manipolazione e affilatura: dal grezzo al coltello finito
Dopo il trattamento termico, la lama ha raggiunto la durezza richiesta, ma necessita ancora di essere rifinita. La molatura ne perfeziona la forma, l'inserimento di un'impugnatura ne migliora la presa e l'affilatura crea il filo tagliente.
5.1Molatura e modellatura
Utilizzare la carta vetrata in più fasi, da grana grossa a grana fine (grana 80 → grana 120 → grana 240 → grana 400):
- Aree di interesse: Rimuovere i segni di forgiatura, le scaglie e le asimmetrie. Assicurarsi che la lama sia piatta e che gli angoli di smusso siano uniformi.
- Utilizzo di una smerigliatrice a nastro: Se disponibile, un smerigliatrice a nastro può accelerare la modellatura e aiutare a mantenere smussi uniformi, soprattutto sulle aree più grandi della lama.
- Suggerimento per il raffreddamento: Quando si utilizza un macinino, immergere la lama in acqua ogni 1-2 secondi per evitare il surriscaldamento, che potrebbe rovinare la tempra.
5.2Montaggio della maniglia: tre opzioni pratiche
Scegli in base ai materiali disponibili, non c'è bisogno di strumenti specializzati:
- Manico in legno: Praticare dei fori attraverso il codolo, fissare le guancette in legno duro (come noce o acero) con perni in ottone. Rifinire con olio di cera per legno per proteggerlo.
- Maniglia avvolgicavo: Avvolgere saldamente il paracord o il cordino di cotone attorno al codolo, annodando entrambe le estremità. Offre una buona presa e resistenza allo scivolamento, ideale per l'uso all'aperto.
- Manico in legno massello: Assottigliare il codolo e inserirlo in un blocco di legno. Modellare il blocco con una lima finché non si adatta comodamente alla mano.


5.3Affilatura: metodo in tre fasi per un filo di rasoio
Passare progressivamente da una lama grossa a una fine finché il bordo non è abbastanza affilato da radere i peli:
- Limatura fine: Utilizzare una lima (grana 400 o superiore) lungo gli smussi per rifinire il profilo del bordo. Evitare di limare troppo aggressivamente, perché potrebbe causare scheggiature.
- Pietra per affilare:
- Lato grezzo: Mantieni la lama a un'angolazione di 22° e spingi sulla pietra 10 volte per lato. Mantieni l'angolazione costante.
- Lato fine: Stesso angolo, 15 passate per lato. In questo modo si rimuovono i segni grossolani e si leviga il bordo.
- Affilatura della pelle: Passare il bordo su una striscia di pelle rivestita di pasta lucidante. In questo modo si rimuovono le sbavature e si lucida il bordo.
- Prova finale: La lama dovrebbe tagliare facilmente la carta o radere i peli.
5.4Riepilogo: Principi fondamentali per i forgiatori principianti
La bellezza della forgiatura risiede in assistere alla trasformazione dell'acciaio grezzo con le proprie maniIndipendentemente dalla scelta dell'acciaio, ricordate tre principi fondamentali:
- La temperatura è l'anima: Impara a valutare il calore in base al colore (ad esempio, giallo paglierino per l'acciaio O1) anziché basarti sulle supposizioni.
- La sicurezza prima di tutto: Indossare sempre occhiali e guanti di sicurezza. Utilizzare pinze per l'acciaio caldo: non correre mai rischi.
- La pazienza prevale sulla forza: La forgiatura, la molatura e l'affilatura devono essere eseguite in piccoli passi ripetutiLa simmetria e la precisione determinano la qualità finale.
Da un pezzo grezzo a un coltello utilizzabile, ogni aggiustamento crea esperienza. Anche se il tuo primo tentativo presenta dei difetti, il senso di creare con le tue mani è la vera ricompensa della forgiatura delle lame.
5.5Video – Come forgiare un coltello passo dopo passo, solo martello e incudine, senza utensili elettrici
Riferimenti
https://www.wikihow.com/Forge-a-Knife


