
- 1.0Precauzioni di sicurezza
- 2.0Selezione e applicazioni delle punte da trapano
- 3.0Preparazione pre-perforazione
- 4.0Fasi di perforazione del nucleo
- 5.0Scenari di perforazione speciali
- 6.0Raccomandazione per l'aggiornamento dell'attrezzatura (trapano a colonna)
- 7.0Video: Come forare il metallo
- 8.0Domande frequenti (FAQ)
- 8.1Qual è la punta migliore per il metallo?
- 8.2Ho sempre bisogno di olio da taglio quando foro?
- 8.3Come posso evitare che le punte del trapano si surriscaldino?
- 8.4Le punte da trapano HSS standard possono tagliare l'acciaio inossidabile?
- 8.5Come faccio a scegliere la punta giusta?
- 8.6Come si deve impostare la velocità del trapano?
- 8.7Cosa devo tenere a mente quando si forano fori di grandi dimensioni o piastre di acciaio spesse?
Per forare il metallo non bastano gli utensili giusti: servono anche la tecnica e la preparazione adeguate. Senza la punta del trapano, la velocità di rotazione e le misure di sicurezza corrette, anche un semplice foro può danneggiare l'attrezzatura, ridurre la durata dell'utensile o causare lesioni.
Questa guida spiega i passaggi essenziali, dalla scelta della punta da trapano giusta e dalla preparazione del pezzo da lavorare alla gestione di situazioni di foratura particolari. Che si lavori con lamiere sottili, piastre di acciaio spesse o fori di grande diametro, le seguenti istruzioni ti aiuteranno a ottenere risultati puliti e precisi in modo sicuro ed efficiente.
1.0Precauzioni di sicurezza
1.1Dispositivi di protezione individuale
- Indossare sempre occhiali protettivi avvolgenti per evitare lesioni agli occhi causate da schegge di metallo volanti.
- Utilizzare guanti da lavoro resistenti e antiscivolo per proteggere le mani da spigoli vivi o superfici calde.
- Evitare abiti larghi e gioielli pendenti e tenere i capelli lunghi legati per evitare che restino impigliati nelle parti rotanti.
- Se l'ambiente di lavoro è rumoroso, indossare protezioni acustiche come le cuffie antirumore.
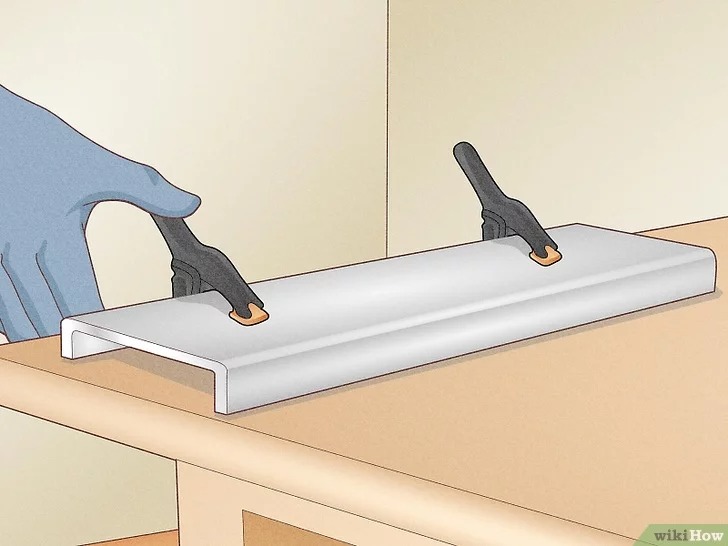
1.2Requisiti di fissaggio del pezzo in lavorazione
- Non tenere mai un pezzo di metallo con una mano e non utilizzare il trapano da solo.
- Fissare sempre il pezzo in lavorazione a un banco da lavoro o a una base stabile utilizzando almeno due morsetti adeguati. Questo impedisce alla punta del trapano di incepparsi e al pezzo di ruotare, con conseguente rischio di tagli o lesioni.
1.3Gestione dei trucioli e del calore
- Utilizzare una spazzola da officina per rimuovere i trucioli metallici. Non rimuovere i detriti con le mani.
- Dopo la foratura, il metallo si riscalda a causa dell'attrito. Lasciarlo raffreddare naturalmente o maneggiarlo con pinze o guanti per evitare ustioni.
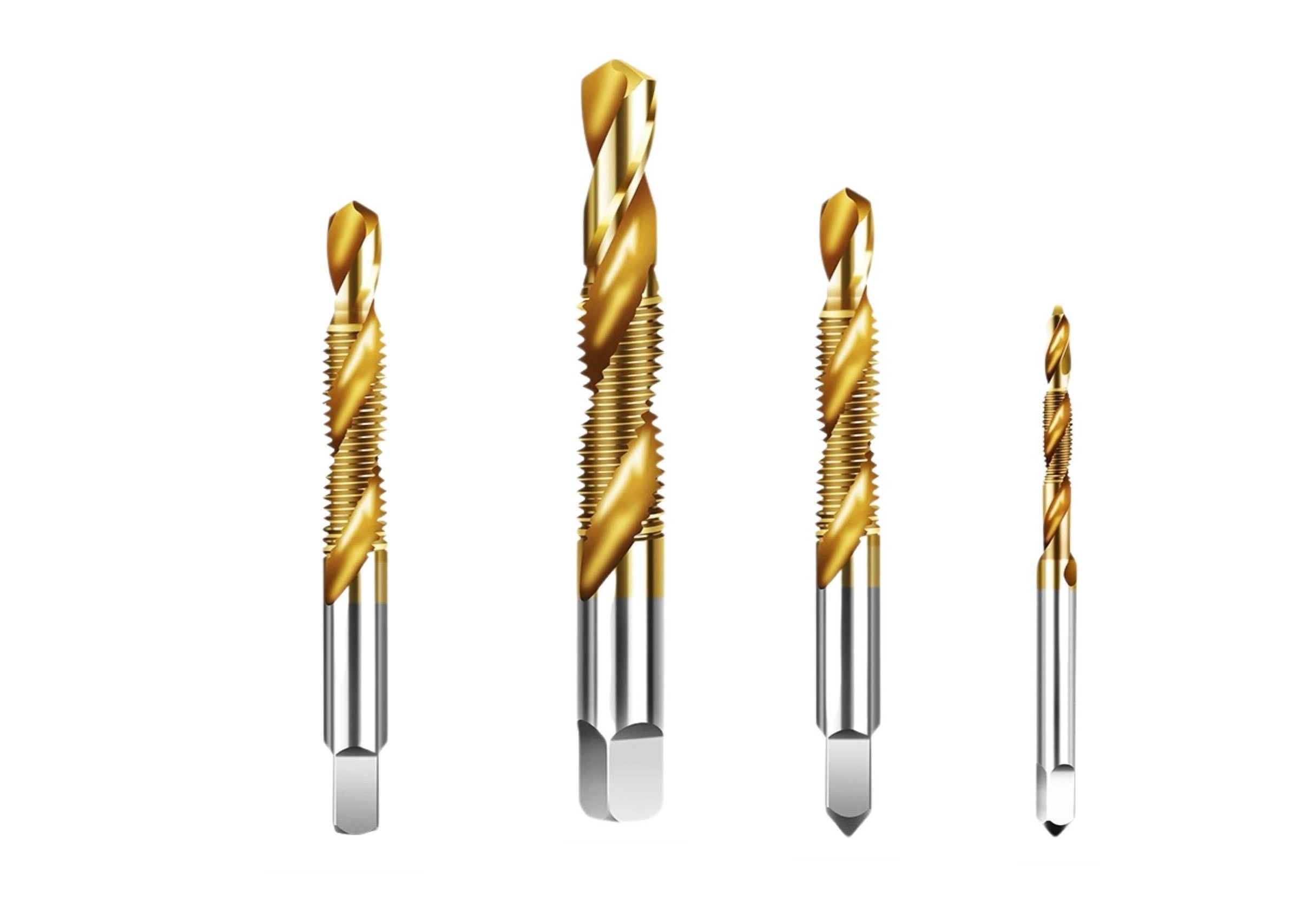
2.0Selezione e applicazioni delle punte da trapano
Metalli diversi e diverse esigenze di foratura richiedono il tipo di punta più adatto. La seguente tabella mostra le opzioni più adatte:
| Tipo di punta da trapano | Caratteristiche principali | Ideale per le applicazioni |
| Acciaio rapido (HSS) | Basso costo, uso generale | Metalli più morbidi come alluminio, ottone, ghisa; foratura singola o occasionale |
| Punte da trapano al cobalto | Elevata durezza, resistenza al calore, lunga durata | Metalli duri come acciaio inossidabile, acciaio temprato; frequenti attività di foratura |
| Rivestito in nitruro di titanio (TiN) | Resistente all'attrito e al calore, dura fino a 6 volte di più dell'HSS | Vari metalli, ideali quando la durata dell'utensile è una priorità |
| Punte per trapano a gradini | Design conico, fora fori di diverse dimensioni | Lamiere sottili (ad esempio, scatole di acciaio, lavelli in acciaio inossidabile) che richiedono fori di diametri diversi |
| Seghe a tazza per metallo | Taglio ad anello, bordi lisci | Fori grandi oltre 12,7 mm (0,5 pollici) in lamiera sottile |
Nota: preferire punte da trapano con punta divisa a 135°. Ciò riduce l'oscillazione e la pressione di avanzamento, rendendole particolarmente efficaci per i metalli temprati.
3.0Preparazione pre-perforazione
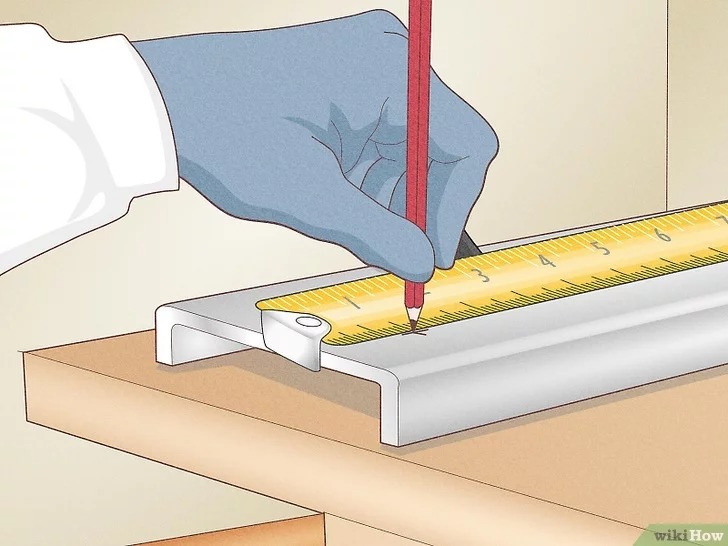
3.1Marcatura e posizionamento
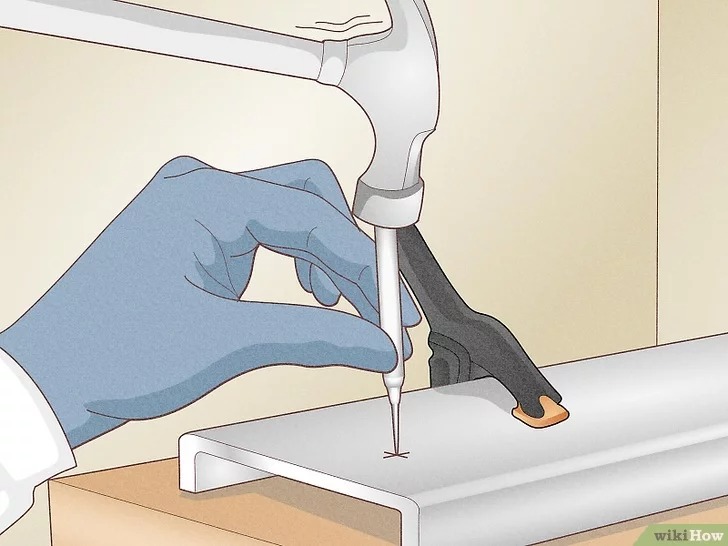
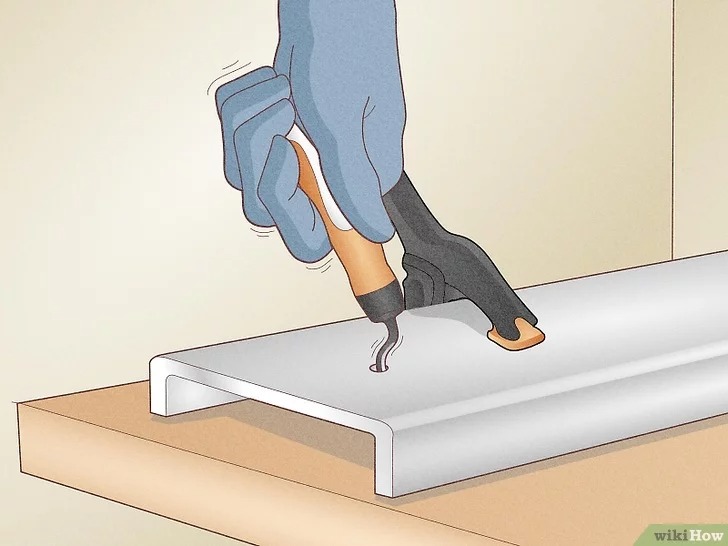
- Misurare e segnare il centro del foro in base alle esigenze.
- Utilizzare un punteruolo e un martello per creare una rientranza di 1-2 mm (0,04-0,08 pollici). In questo modo, la punta del trapano si posiziona saldamente senza spostarsi.
- In casi urgenti, al posto del punzone si può usare un chiodo, ma è necessario verificarne nuovamente l'accuratezza.
3.2Lubrificazione e raffreddamento
- Quando si fora acciaio con spessore ≥ 3,175 mm (1/8 in), applicare sempre fluido da taglio o olio multiuso nel punto di foratura. Questo riduce il calore da attrito e prolunga la durata della punta.
- Per metalli più morbidi come alluminio, ottone o ghisa, la lubrificazione può essere omessa. Tuttavia, se il diametro del foro supera i 12,7 mm (0,5 pollici), si consiglia comunque di applicare una piccola quantità di lubrificante.
3.3Controllo dell'attrezzatura
- Utilizzare un trapano a velocità variabile e verificare che la regolazione della velocità funzioni correttamente.
- Se si utilizza un trapano nuovo, preimpostare la velocità in base alle dimensioni della punta e alla durezza del metallo (fare riferimento alla sezione successiva "Fasi di carotaggio").
4.0Fasi di perforazione del nucleo
4.1Impostazioni di velocità
- Piccole punte elicoidali (1,588–4,763 mm / 1/16–3/16 pollici): 2800–3200 giri/min.
- Punte elicoidali grandi (17,463–25,4 mm / 11/16–1 in): 350–1000 giri/min.
- Per metalli duri come l'acciaio inossidabile, ridurre la velocità di 10–15% per evitare il surriscaldamento e l'opacizzazione della punta.
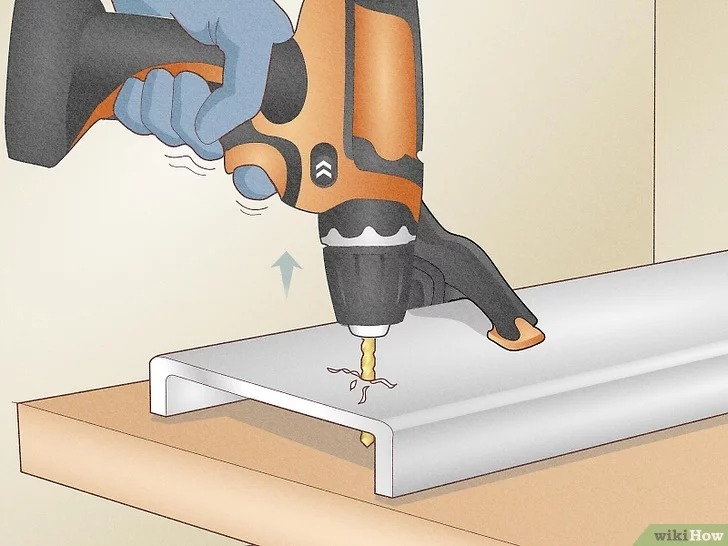
4.2Tecnica di perforazione
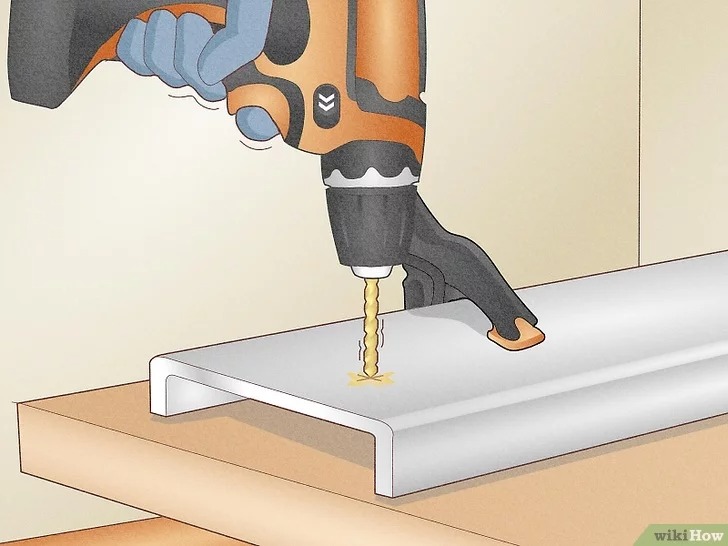
- Prima di iniziare, assicurarsi che la punta del trapano sia allineata con l'intaglio e che il trapano sia perpendicolare al pezzo da lavorare.
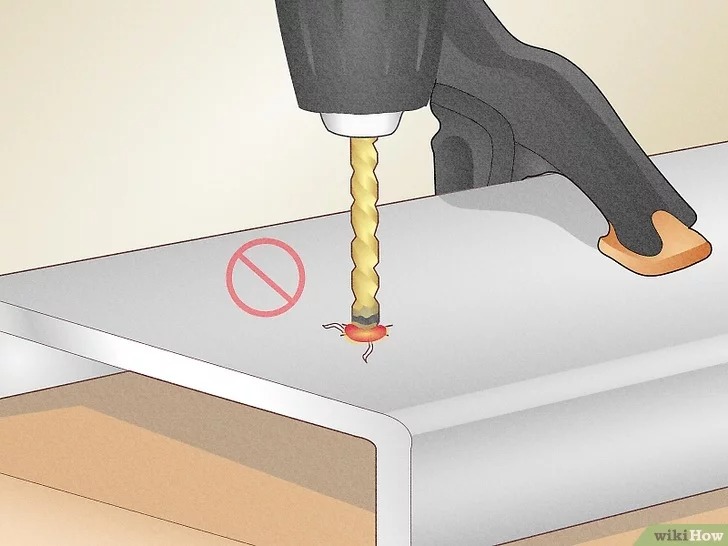
- Esercitare una pressione leggera e costante durante l'alimentazione. Non forzare il morso, poiché ciò potrebbe piegarlo o romperlo.
- Per i fori profondi, fare una pausa ogni 10 secondi per estrarre la punta, eliminare i trucioli e lasciar raffreddare prima di riprendere.
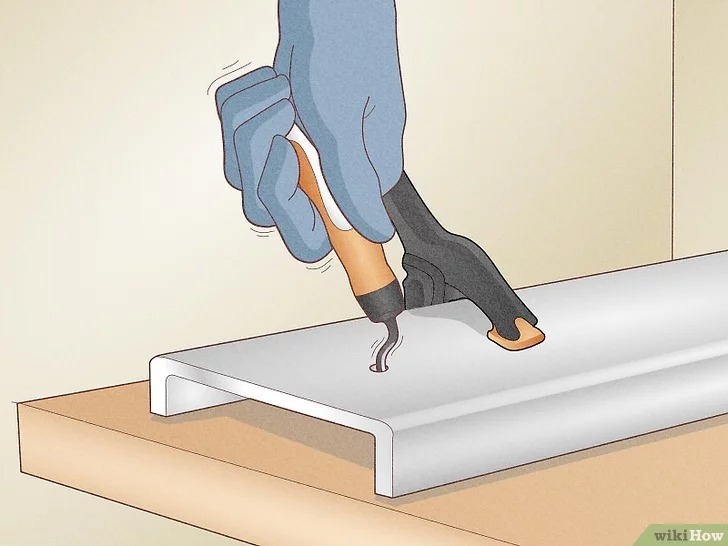
4.3Allargamento e sbavatura dei fori
- Per fori più grandi di 6,35 mm (1/4 di pollice), praticare prima un foro pilota di 3–4 mm (1/8 di pollice), quindi aumentare gradualmente il diametro con punte più grandi.
- Dopo aver forato, utilizzare uno sbavatore o una punta da trapano leggermente più grande del foro. Ruotare manualmente lungo il bordo per rimuovere le sbavature affilate.
5.0Scenari di perforazione speciali
5.1Lamiere sottili (spessore < 3 mm)
- Utilizzare il metodo "a sandwich di compensato": fissare la lamiera tra due pezzi di compensato e fissare la pila prima di forare. Questo previene deformazioni e impedisce alla punta del trapano di spostarsi.
5.2Piastre in acciaio spesse (spessore > 6,35 mm / 1/4 di pollice)
- Ridurre la velocità del mandrino a circa 80% della velocità standard e applicare più fluido da taglio.
- Per risultati ottimali, forare a metà da un lato, quindi capovolgere il pezzo e completare il foro dall'altro lato. Questo riduce lo stress sulla punta del trapano e migliora la precisione del foro.
5.3Fori grandi (diametro > 25,4 mm / 1 pollice)
- Utilizzare una sega a tazza progettata per il metallo, con supporto in compensato per proteggere la superficie di lavoro e stabilizzare la guida della sega.
- Estrarre frequentemente la sega a tazza per eliminare i trucioli ed evitare che si incastri.
6.0Raccomandazione per l'aggiornamento dell'attrezzatura (trapano a colonna)
Per la foratura di metalli ad alta precisione o di grandi volumi, un dedicato trapano a colonna è raccomandato. I vantaggi includono:
- Garantisce un avanzamento verticale stabile, eliminando le oscillazioni del trapano manuale e garantendo la precisione del foro.
- Dotato di un tavolo di lavoro in ghisa, regolabile in altezza e inclinazione, per gestire pezzi di diverse dimensioni.
- Facile regolazione della velocità tramite sostituzione delle pulegge, consentendo la compatibilità con metalli diversi.
- Richiede morsetti metallici adeguati per fissare il pezzo in lavorazione: non regolare mai il pezzo in lavorazione o il trapano a colonna mentre sono in funzione.
Nota: i trapani a colonna da banco partono da circa $200. I modelli da pavimento sono più adatti per pezzi più grandi: la scelta va fatta in base alla scala del progetto.
7.0Video: Come forare il metallo
8.0Domande frequenti (FAQ)
8.1Qual è la punta migliore per il metallo?
- Per metalli teneri come alluminio o ottone: utilizzare punte da trapano in acciaio rapido (HSS).
- Per metalli duri come acciaio inossidabile o acciaio temprato, o per forature ripetute: utilizzare punte da trapano al cobalto.
- Per lamiere sottili con fori di diverse dimensioni: utilizzare punte a gradini.
8.2Ho sempre bisogno di olio da taglio quando foro?
- Per l'acciaio con spessore ≥ 3,175 mm (1/8 di pollice), l'olio da taglio è essenziale.
- Per i metalli più morbidi come l'alluminio o l'ottone, l'olio da taglio è facoltativo, ma è consigliato per i fori di grandi dimensioni o i metalli duri per prolungare la durata della punta.
8.3Come posso evitare che le punte del trapano si surriscaldino?
- Procedere alla velocità bassa corretta.
- Applicare olio da taglio quando necessario.
- Utilizzare sempre punte affilate.
- Alimentare in modo costante, senza forzare.
- Per fori profondi, estrarre periodicamente la punta per eliminare i trucioli e farla raffreddare.
8.4Le punte da trapano HSS standard possono tagliare l'acciaio inossidabile?
- È possibile, ma difficile. Le punte HSS tendono a surriscaldarsi e a smussarsi rapidamente.
- Si consiglia una punta da trapano al cobalto con olio da taglio, con velocità ridotta di 10–15%.
8.5Come faccio a scegliere la punta giusta?
- Per metalli teneri (alluminio, ottone): punte da trapano HSS.
- Per metalli duri (acciaio inossidabile): punte da trapano rivestite in cobalto o TiN.
- Per lamiere sottili: punte a gradini.
- Per fori di grandi dimensioni: utilizzare una sega a tazza progettata per il metallo.
8.6Come si deve impostare la velocità del trapano?
- Punte di piccolo diametro (1/16–3/16 di pollice): alta velocità, circa 2800–3200 giri/min.
- Punte di grande diametro (11/16–1 pollice): velocità più lenta, circa 350–1000 giri/min.
- Per metalli duri come l'acciaio inossidabile: ridurre ulteriormente la velocità di 10–15%.
8.7Cosa devo tenere a mente quando si forano fori di grandi dimensioni o piastre di acciaio spesse?
- Per fori di grandi dimensioni (> 25,4 mm / 1 pollice): utilizzare una sega a tazza e pulire frequentemente i trucioli.
- Per piastre di acciaio spesse: ridurre la velocità, aumentare il fluido da taglio e, se necessario, forare da entrambi i lati per ridurre il carico sulla punta del trapano.
Riferimento
https://www.wikihow.com/Drill-Metal