

- 1.0Scegliere lo strumento giusto per tagliare le barre d'armatura
- 1.1Utensili manuali per il taglio delle barre d'armatura (applicazioni di emergenza/di piccolo diametro)
- 1.2Taglierine elettriche portatili (flessibilità in loco)
- 1.3Macchine per il taglio di barre d'armatura (lavorazione ad alto volume)
- 1.4Seghe a nastro per metalli (applicazioni di precisione/di grande diametro)
- 2.0Come utilizzare un tagliabarre manuale (applicazioni di emergenza/di piccolo diametro)
- 3.0Come usare una sega troncatrice (metodo standard in loco)
- 4.0Come utilizzare una macchina per il taglio delle barre d'armatura (elaborazione in batch)
- 5.0Come usare una sega a nastro per metalli (precisione/impilamento in lotti)
- 6.0La sicurezza prima di tutto: linee guida operative essenziali
- 7.0Risoluzione dei problemi: problemi comuni e soluzioni
- 8.0Conclusione
- 9.0FAQ: Domande frequenti sul taglio delle barre d'armatura
Il taglio delle barre d'armatura è un processo fondamentale nell'edilizia, nella produzione di macchinari e in altri settori. La chiave è scegliere l'utensile giusto in base al diametro delle barre d'armatura, al volume di produzione, ai requisiti di precisione e alle condizioni del cantiere, seguendo al contempo procedure appropriate per garantire efficienza e qualità del taglio e la sicurezza dell'operatore.
1.0Scegliere lo strumento giusto per tagliare le barre d'armatura
Gli utensili variano notevolmente in termini di efficienza e applicazione. Scegliere quello più adatto alle proprie esigenze è fondamentale per evitare bassa produttività o tagli di scarsa qualità.
1.1Utensili manuali per il taglio delle barre d'armatura (applicazioni di emergenza/di piccolo diametro)
- Strumenti di base: Cesoia manuale per barre d'armatura (apertura ganasce ≤ 18 mm), tronchesi per bulloni per impieghi gravosi
- Ideale per: Barre lisce o deformate ≤ 16 mm, tagli singoli/occasionali o lavori di emergenza senza alimentazione
- Vantaggi: Portatile, non richiede alimentazione, facile da usare
- Limitazioni: Richiede molta manodopera, è lento (30-60 secondi per taglio), non adatto per barre d'armatura di grande diametro
1.2Taglierine elettriche portatili (flessibilità in loco)
- Strumenti di base: Sega troncatrice (con disco abrasivo da 350 mm), smerigliatrice angolare (con disco da taglio da 125 mm)
- Ideale per: Barre di rinforzo ≤ 25 mm, regolazioni della lunghezza in loco o attività di lavorazione sparse
- Vantaggi: Mobile, taglio veloce (5–10 secondi per barra), basso costo dell'attrezzatura
- Limitazioni: Bordi ruvidi (richiedono una rettifica post-taglio), rumore elevato (100–120 dB), genera scintille e calore
1.3Macchine per il taglio di barre d'armatura (lavorazione ad alto volume)
- Strumenti di base: Cesoie idrauliche per barre d'armatura da tavolo o da supporto (capacità massima ≤ 60 mm)
- Ideale per: Taglio in lotti (≥ 50 barre/ora), barre di rinforzo di grande diametro o ad alta resistenza (ad esempio, HRB400/HRB500), tipico nei cantieri di barre di rinforzo o negli impianti di prefabbricazione
- Vantaggi: Estremamente veloce (1–2 secondi per barra), tagli fluidi, elevata automazione
- Limitazioni: Grande e fisso (richiede spazio dedicato), non adatto per profili di barre d'armatura non rotondi
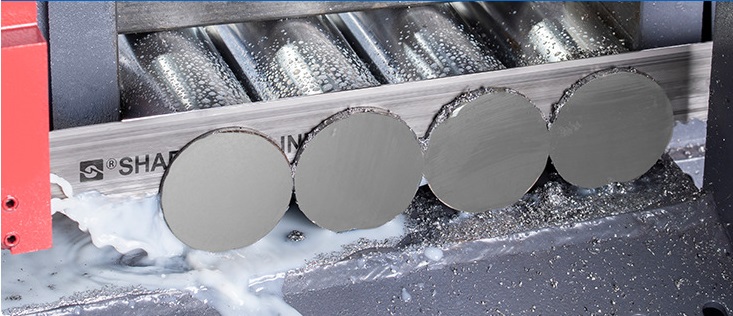
1.4Seghe a nastro per metalli (applicazioni di precisione/di grande diametro)
- Strumenti di base: Seghe a nastro metalliche orizzontali o verticali (larghezza lama: 27–41 mm; passo denti: 3–6 mm)
- Ideale per: Barre di rinforzo di grande diametro (≥ 30 mm), barre di rinforzo in lega o lavori che richiedono elevata precisione (errore di perpendicolarità ≤ 0,1 mm)
- Vantaggi: Basso stress da taglio (evita la deformazione delle barre d'armatura), tagli puliti (non è necessaria alcuna post-elaborazione), gestisce sezioni trasversali irregolari
- Limitazioni: Lento (15–30 secondi per taglio), costo dell'attrezzatura più elevato, richiede refrigerante, non ideale per lavori rapidi in loco




2.0Come utilizzare un tagliabarre manuale (applicazioni di emergenza/di piccolo diametro)
Ideale per barre d'armatura lisce o deformate fino a 16 mm di diametro, soprattutto quando non è disponibile energia elettrica.
2.1Preparazione e posizionamento
- Misurare la lunghezza delle barre d'armatura e segnare chiaramente la linea di taglio con un pennarello.
- Posizionare la barra d'armatura nelle ganasce della cesoia, allineando la linea tracciata con le lame delle ganasce. Assicurarsi che l'asse della barra d'armatura sia perpendicolare alle ganasce per evitare tagli angolati.
2.2Applicazione della forza
- Afferrare saldamente entrambe le impugnature della taglierina ed esercitare una pressione costante e uniforme (evitare una forza eccessiva e improvvisa, poiché ciò potrebbe piegare le impugnature o causare la rottura imprevedibile del tondino).
- Per barre d'armatura più spesse (14–16 mm), applicare la pressione in 2–3 fasi: premere leggermente, fare una breve pausa, quindi continuare finché la barra d'armatura non si rompe uniformemente.
2.3Fasi post-taglio
- Rimuovere il segmento di armatura tagliato e pulire le sbavature dal bordo tagliato utilizzando una spazzola metallica (per evitare graffi alle mani durante la manipolazione).
- Controllare che le ganasce della fresa non siano usurate, smussate o scheggiate. Affilare le lame con una mola, se necessario, per mantenere l'efficienza di taglio.

3.0Come usare una sega troncatrice (metodo standard in loco)
Ideale per barre d'armatura fino a 25 mm di diametro, ampiamente utilizzato per tagli flessibili in loco.
3.1Pre-controllo e preparazione
- Controllare che il cavo di alimentazione non presenti danni all'isolamento; verificare che la sega sia correttamente collegata a terra (per evitare scosse elettriche).
- Controllare che la mola abrasiva non presenti crepe, scheggiature o usura; serrare il dado flangiato a 5–8 N·m per evitare una rotazione eccentrica.
- Rimuovere i materiali infiammabili (ad esempio, barattoli di vernice, bombole di acetilene) entro 1,5 m dall'area di lavoro; installare un morsetto a V per fissare il tondino di ferro.
3.2Messa in sicurezza e marcatura
- Posizionare la barra d'armatura nel morsetto a V, regolandone la posizione in modo che la linea di taglio sia allineata con il percorso della mola abrasiva.
- Stringere il morsetto finché la barra d'armatura non può più spostarsi orizzontalmente (impedendo la deviazione del taglio durante il funzionamento).
3.3Inizio del taglio
- Tenere saldamente l'impugnatura principale della sega (per il controllo della potenza) e l'impugnatura ausiliaria (per la stabilità). Accendere la sega e attendere che il disco raggiunga la massima velocità (circa 2800 giri/min, 3 secondi di inattività per confermare la stabilità).
- Inserire la ruota nel tondino a una velocità costante (5–8 mm/s); non forzare la sega (per evitare il surriscaldamento o la rottura della ruota).
- Rallentare l'avanzamento quando il taglio raggiunge 1/5 del diametro della barra d'armatura (per evitare che la barra si spezzi bruscamente). Interrompere immediatamente la produzione di scintille se queste appaiono anomale (ad esempio, improvvisa schiaritura o distribuzione non uniforme).
3.4Pulizia post-taglio
- Spegnere l'alimentazione e attendere che la mola abrasiva si fermi completamente (≈ 10 secondi) prima di toccare il tondino.
- Sbavare il bordo tagliato con una lima o una spazzola metallica; raccogliere i trucioli di metallo dall'area di lavoro (per evitare scivolamenti). Ispezionare la mola e sostituirla se l'usura supera 1/3 del suo spessore originale.
4.0Come utilizzare una macchina per il taglio delle barre d'armatura (elaborazione in batch)
Ideale per barre d'armatura semplici o ad alta resistenza (ad esempio HRB400/HRB500) con diametri ≥ 20 mm, ideale per lavori ad alto volume.
4.1Configurazione della macchina
- Controllare il livello dell'olio idraulico (deve raggiungere i 2/3 della scala del serbatoio) e la temperatura (≤ 45°C; un livello basso dell'olio o una temperatura elevata riducono la pressione di taglio).
- Eseguire un test a vuoto: attivare la macchina per completare 2 cicli completi della lama, assicurandosi che il movimento sia fluido, senza inceppamenti o rumori insoliti.
- Calibrare il calibro di arresto utilizzando un campione di barre d'armatura di lunghezza standard (errore ± 0,5 mm) per garantire lunghezze di taglio costanti.
- Regolare la corsa della lama: impostare la distanza massima verso il basso su (diametro dell'armatura + 2 mm) per evitare un'eccessiva usura della lama.
4.2Taglio in lotti
- Inserire la barra d'armatura nella macchina fino a toccare il calibro di arresto. Se la barra d'armatura è piegata (deflessione > L/500, dove L = lunghezza della barra), raddrizzarla prima per garantire la perpendicolarità con la lama.
- Premere l'interruttore a pedale per attivare la lama; la lama tornerà automaticamente nella sua posizione originale dopo il taglio.
- Eseguire controlli di qualità: ispezionare 3 barre d'armatura casuali ogni 50 tagli per verificarne la precisione della lunghezza (errore consentito ± 1 mm). Ricalibrare il calibro di arresto in caso di scostamenti.
- Raccogliere le barre d'armatura finite su un apposito scaffale (evitando così la deformazione indotta dalle collisioni).
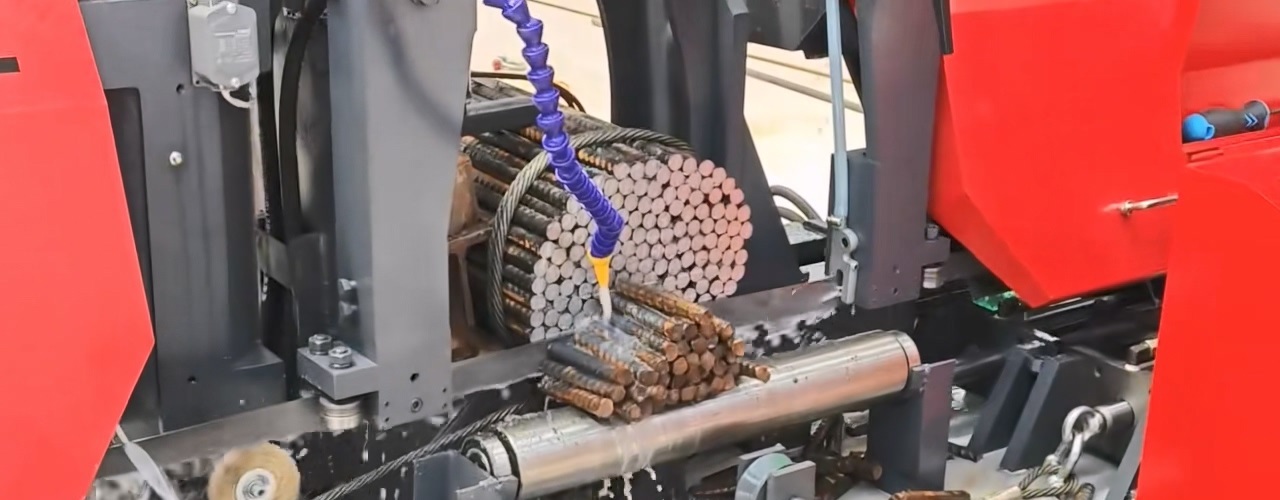
5.0Come usare una sega a nastro per metalli (precisione/impilamento in lotti)
Ideale per barre d'armatura di grande diametro (≥ 30 mm) o in lega, ideale per tagli di precisione o operazioni di accatastamento in lotti.
5.1Preparazione della macchina
- Selezionare la lama corretta: lame in acciaio rapido (HSS) per barre d'armatura standard (Q235B); lame con punta in metallo duro (WC-Co ≥ 94%) per barre d'armatura in lega (HRB500E).
- Adattare il passo dei denti della lama alla dimensione delle barre d'armatura o all'altezza della pila (ad esempio, passo di 3 mm per barre d'armatura da Φ30–50 mm; passo di 4,5 mm per barre d'armatura o pile da Φ50–80 mm).
- Installare un blocco a V allargato (larghezza ≥ 200 mm) e fermi laterali per fissare le barre d'armatura impilate (impedisce lo spostamento laterale).
5.2Regolazione dei parametri
- Impostare la tensione della lama su 25–30 N/mm²; aumentare di 10–15% per il taglio impilato (aumenta la rigidità della lama per evitare deformazioni).
- Regolare la velocità di taglio: 6–10 m/min per barre d'armatura standard; 4–6 m/min per barre d'armatura in lega (riduce il carico di taglio e l'usura della lama).
- Ottimizzare il sistema di raffreddamento: aumentare la concentrazione a 10–12% e la portata a ≥ 8 L/min; aggiungere un ugello 分流 per garantire una copertura uniforme del refrigerante su tutti i bordi tagliati (previene il surriscaldamento e l'adesione del materiale).
5.3Procedura di taglio in lotti
- Impilare solo barre d'armatura dello stesso diametro e materiale (evitare forze di taglio irregolari). Serrare la pila con una pressione iniziale di 5-8 MPa, verificare l'allineamento, quindi aumentare a 12-15 MPa (per evitare slittamenti).
- Installare rulli di supporto multipunto (distanza ≤ 1,5 m) per barre d'armatura più lunghe di 2 m (impedisce cedimenti e deviazioni di taglio).
- Eseguire un taglio di prova (profondità 5 mm): arrestare la macchina, verificare la perpendicolarità del taglio (≤ 0,1°) e la planarità (errore ≤ 0,05 mm). Regolare la tensione del morsetto o della lama, se necessario, prima di iniziare i tagli in serie.
- Controllare la lama durante il funzionamento: fermarsi e smerigliare i piccoli trucioli con una mola abrasiva fine; sostituire la lama se la profondità di scheggiatura supera 1 mm.
5.4Passaggi finali
- Eseguire ispezioni casuali: controllare 3 gruppi di pile per lotto (1 barra d'armatura superiore e 1 barra d'armatura inferiore per gruppo) per verificare la precisione della lunghezza (± 1 mm) e la qualità del taglio.
- Chiudere l'impianto di raffreddamento, rilasciare la pinza e rimuovere le barre d'armatura tagliate. Soffiare via i residui di refrigerante con una pistola ad aria compressa ad alta pressione, sbavare i bordi e ordinare le barre d'armatura in base alle specifiche.

6.0La sicurezza prima di tutto: linee guida operative essenziali
6.1Dispositivi di protezione individuale (DPI)
- Indossare sempreocchiali di sicurezza resistenti agli urti (protegge da schegge e scintille volanti) e guanti antitaglio (previene graffi e lesioni causate dalle vibrazioni).
- Utilizzotappi per le orecchie o cuffie antirumore quando il rumore supera gli 85 dB (ad esempio, durante il funzionamento di una sega troncatrice o di una sega a nastro).
- Legare i capelli lunghi ed evitare abiti/gioielli larghi (per evitare che restino impigliati nelle parti mobili).
6.2Restrizioni sull'attrezzatura
- Non utilizzare lame per la lavorazione del legno o della muratura per le barre d'armatura (durezza insufficiente, soggette a rotture e detriti volanti).
- Non tagliare barre d'armatura temprate (ad esempio barre d'armatura precompresse, durezza > HRC30) con cesoie idrauliche per barre d'armatura (rischio di scheggiatura della lama o di danni alla macchina).
- Non tagliare barre d'armatura in lega con una sega a nastro senza refrigerante (causerebbe un rapido surriscaldamento e rottura della lama).
6.3Procedure di emergenza
- rottura della lama: Arrestare immediatamente la macchina, allontanarsi di almeno 5 m (per evitare la proiezione di frammenti) e pulire solo dopo che tutte le parti mobili si sono fermate.
- dispersione elettrica: Spegnere l'alimentazione principale, scollegare il cavo con utensili isolati e testare il sistema di messa a terra (resistenza ≤ 4Ω) prima di riavviare.
- Tagli a mano: Sciacquare la ferita con soluzione fisiologica, disinfettare con iodio e consultare un medico in caso di tagli profondi (per ricevere un vaccino antitetanico).
7.0Risoluzione dei problemi: problemi comuni e soluzioni
| Problema | Causa probabile | Soluzione |
| Taglio non perpendicolare (> 0,5°) | Serraggio allentato, lama disallineata, avanzamento irregolare | Serrare nuovamente la barra d'armatura, calibrare l'allineamento della lama, utilizzare un regolatore di velocità per un'alimentazione costante |
| La lama/la sega a nastro si consumano troppo rapidamente | Tipo di lama sbagliato, velocità eccessiva, refrigerante scadente | Sostituire con una lama specifica per barre d'armatura, ridurre la velocità, regolare la concentrazione/flusso del refrigerante |
| Il tondino si deforma dopo il taglio | Mascelle smussate, forza di taglio eccessiva | Affilare le ganasce, ridurre la forza di avanzamento, ispezionare il materiale delle barre d'armatura per verificare eventuali incongruenze di durezza |
| Stazioni di taglio con seghe a nastro | Bassa tensione della lama, serraggio troppo stretto, bassa pressione idraulica | Aumentare la tensione della lama, ridurre la pressione del morsetto, rabboccare l'olio idraulico e controllare la pressione della pompa |
8.0Conclusione
La chiave per un taglio riuscito delle barre d'armatura è compatibilità strumento-persona-compito + procedure standardizzate:
- Tagli di emergenza di piccolo diametro → Tagliatrice manuale per barre d'armatura
- Lavoro flessibile in loco → Sega troncatrice
- Lavorazione ad alto volume → Macchina per il taglio delle barre d'armatura
- Barre di precisione/di grande diametro/in lega → Sega a nastro per metalli
Indipendentemente dallo strumento utilizzato, eseguire sempre controlli pre-operativi, monitorare attentamente il processo e completare la pulizia post-operativa. Dare sempre priorità alla sicurezza per garantire efficienza, qualità e benessere dell'operatore.
9.0FAQ: Domande frequenti sul taglio delle barre d'armatura
D: Come faccio a scegliere l'utensile da taglio giusto per il diametro delle mie barre d'armatura?
A: Adattare lo strumento alla dimensione del tondino: utilizzare taglierine manuali per ≤16 mm (emergenza/piccoli lotti); seghe elettriche portatili/smerigliatrici angolari per ≤25 mm (lavoro in loco); macchine idrauliche per il taglio del tondino per ≥20 mm (lavorazione ad alto volume); e seghe a nastro per metallo per ≥30 mm o tondino in lega (esigenze di precisione).
D: Cosa devo fare se le scintille sembrano anomale quando utilizzo una sega troncatrice?
R: Arrestare immediatamente la macchina. Scintille anomale (ad esempio, improvvisa brillanza, distribuzione non uniforme) di solito indicano che la mola abrasiva è disallineata, usurata o non adatta (ad esempio, se si utilizza una mola per la lavorazione del legno). Controllare che la mola non presenti crepe, serrare nuovamente il dado flangiato e verificare di utilizzare una mola abrasiva specifica per metalli prima di riavviare.
D: Perché la mia sega a nastro per metalli si blocca durante il taglio e come posso risolvere il problema?
R: Lo stallo è in genere dovuto a tre fattori: bassa tensione della lama (aumento a 25–32 N/mm², regolato per tagli sovrapposti); serraggio troppo stretto (ridurre la pressione a 5–8 MPa per il pre-serraggio, quindi 12–15 MPa per il taglio); o bassa pressione idraulica (rabboccare l'olio idraulico e controllare la pressione della pompa).
D: Come posso garantire lunghezze di taglio uniformi quando utilizzo una macchina per il taglio di barre d'armatura per lavori in serie?
R: Innanzitutto, calibrare il calibro di arresto con un campione di lunghezza standard (errore ±0,5 mm). Durante il taglio, assicurarsi che ogni barra d'armatura sia completamente premuta contro il calibro di arresto (senza spazi vuoti). Ogni 50 tagli, ispezionare a caso 3 barre d'armatura per verificarne la precisione della lunghezza (errore consentito ±1 mm); ricalibrare il calibro di arresto in caso di deviazioni.
D: Posso tagliare le barre d'armatura temprate (ad esempio, barre d'armatura precompresse) con una cesoia idraulica per barre d'armatura?
R: No. Le barre d'armatura temprate hanno un'elevata durezza (>HRC30), che scheggerà la lama della taglierina o danneggerà il sistema idraulico. Utilizzare invece una sega a nastro per metalli con lama in metallo duro (WC-Co ≥94%) e una quantità di refrigerante adeguata per barre d'armatura temprate/legate.


