

Introduzione:
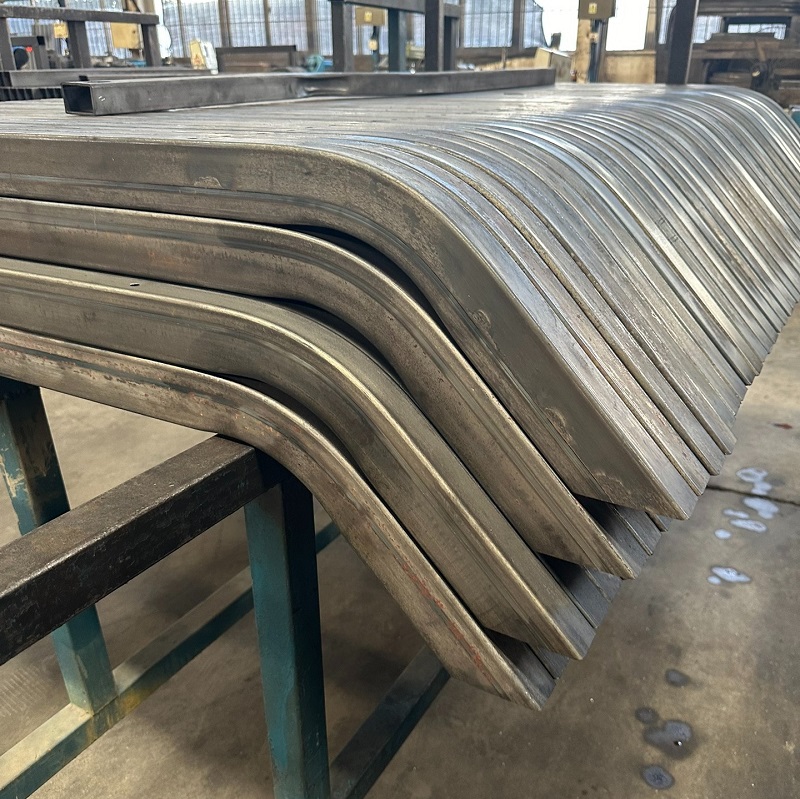
I tubi piegati sono componenti cruciali in vari settori, tra cui edilizia, automotive, aerospaziale e ingegneria chimica, a causa delle loro grandi quantità e tipologie diverse. Queste parti soddisfano le crescenti richieste di alleggerimento del prodotto e di elevata resistenza sia dal punto di vista dei materiali che da quello strutturale.
Tuttavia, durante il processo di piegatura, potrebbero verificarsi problemi di sollecitazioni e deformazioni, che influiscono sulle prestazioni dei tubi e possono causare potenziali problemi strutturali e di altro tipo.
Questo articolo si propone di rispondere a domande e risposte relative allo stress e alla deformazione nei tubi curvati in acciaio inossidabile.
1.0Cause di stress e deformazione nella piegatura dei tubi
1.1Stress generato durante l'elaborazione
Velocità di raffreddamento: Nel processo di piegatura, velocità di raffreddamento non uniformi possono causare differenze di temperatura all'interno del materiale del tubo, determinando proprietà meccaniche variabili in diverse regioni e inducendo stress termico. Quando vi è una differenza significativa nelle velocità di raffreddamento tra regioni, stiramento o sforzo di compressione può formarsi nelle aree a temperature più alte e più basse. Questa distribuzione non uniforme dello stress può portare a deformazioni locali o accumulo di stress residuo, influenzando la qualità del tubo.
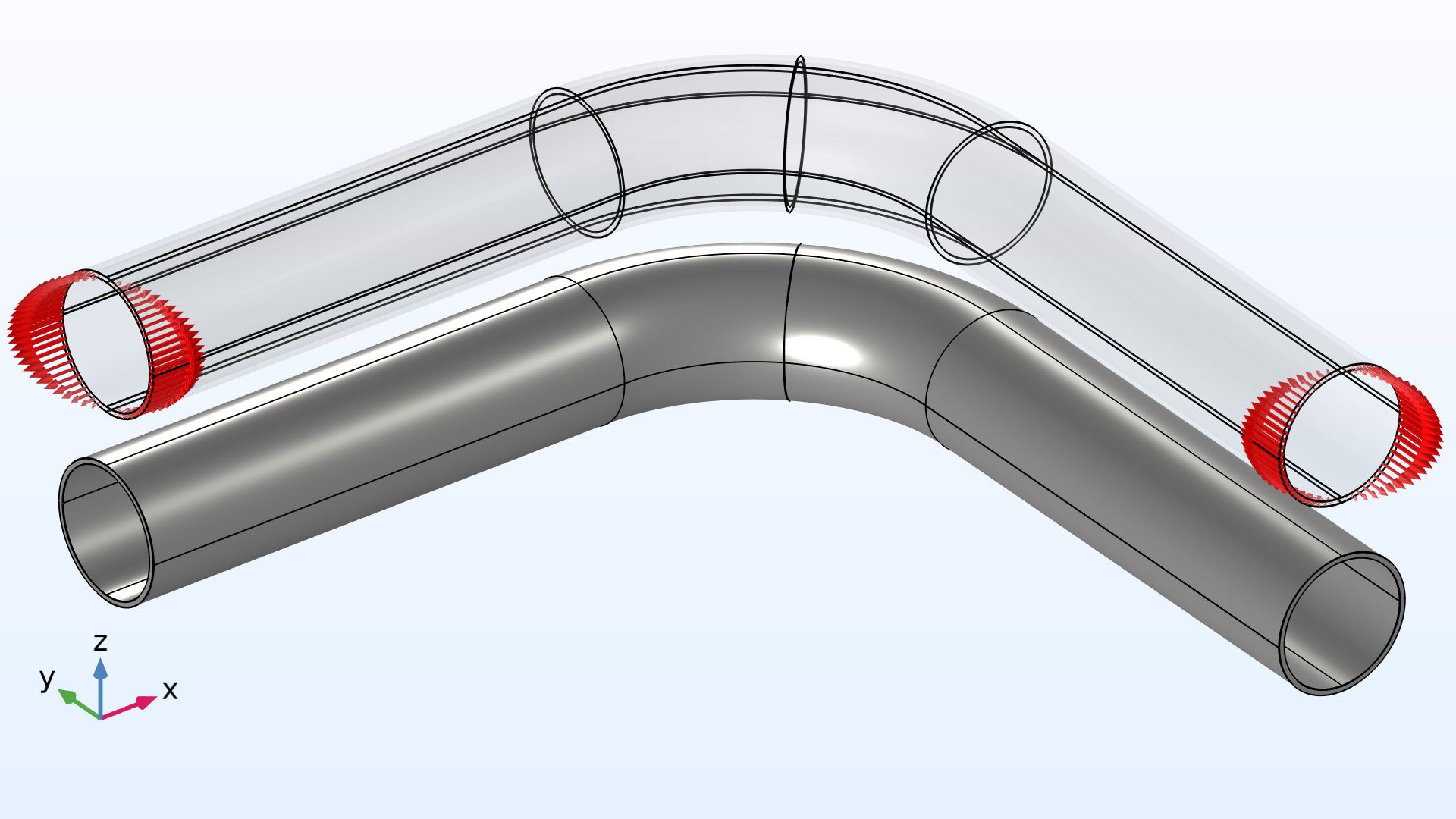
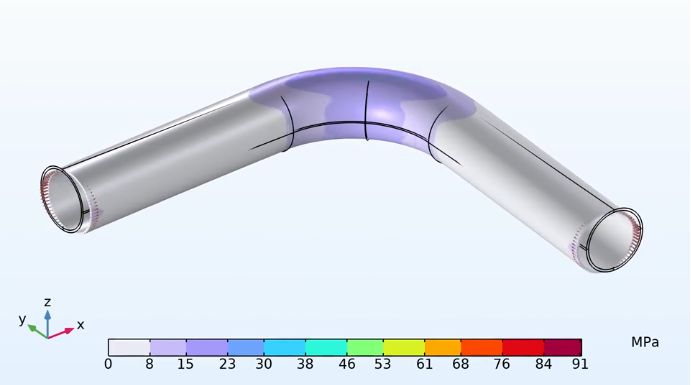
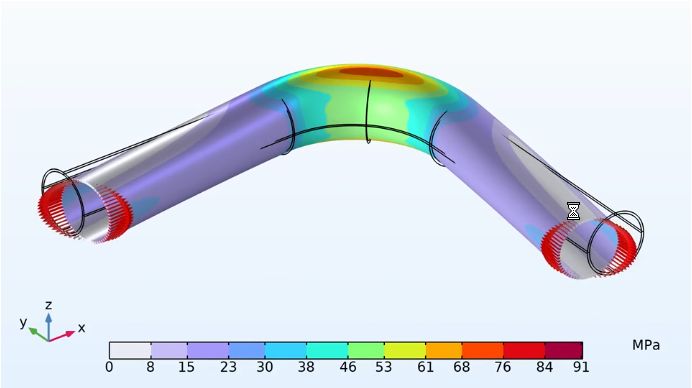
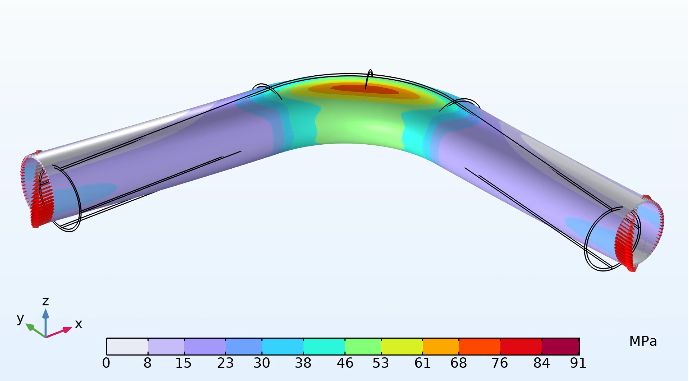
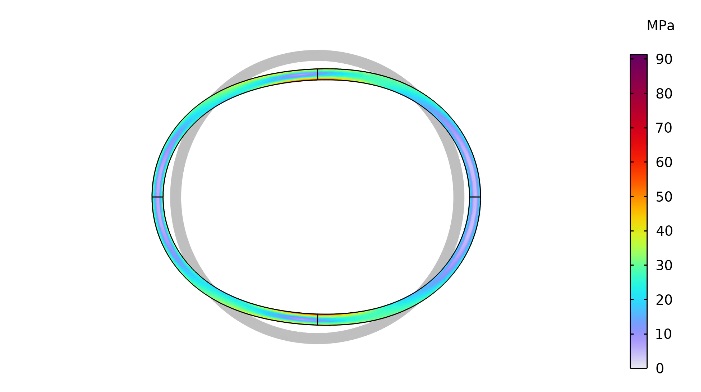
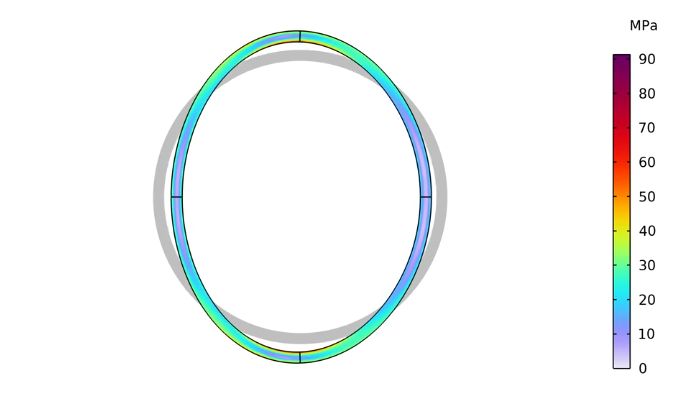
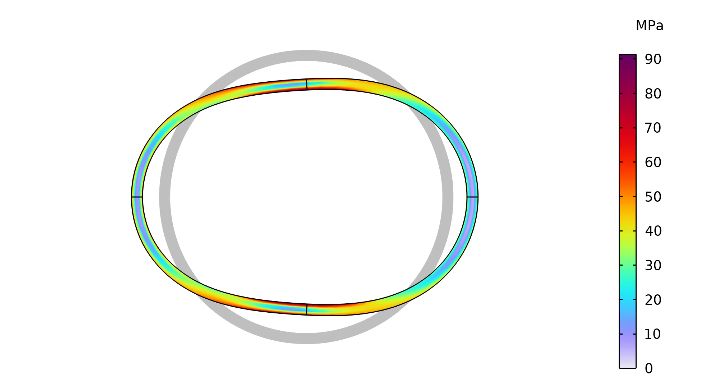
Processo di piegatura: Durante la piegatura di tubi in acciaio inossidabile, la sollecitazione di trazione si verifica sul lato esterno mentre la sollecitazione di compressione si verifica sul lato interno. La distribuzione non uniforme della sollecitazione in diverse parti può causare deformazioni come ovalizzazione o grinze durante il processo di piegatura.
Elaborazione non corretta: L'utilizzo di stampi o piegatrici non idonei, impostazioni CNC non idonee, velocità di lavorazione eccessiva o scarsa lubrificazione possono portare alla concentrazione di sollecitazioni localizzate e alla deformazione irreversibile del tubo.
1.2Impatto delle proprietà dei materiali
Stress interno: Soprattutto nei materiali metallici laminati a freddo, durante la piegatura possono verificarsi delle sollecitazioni interne al materiale, che possono causare piegature o deformazioni, che influiscono sulla precisione della forma del tubo.
Elevata durezza e Tempra a freddo: L'elevata durezza dell'acciaio inossidabile può portare all'incrudimento a freddo durante la piegatura, facendo sì che la durezza della superficie del materiale aumenti sotto sforzo di trazione, rendendolo più fragile.
Elasticità e plasticità: L'acciaio inossidabile tende a subire notevoli contraccolpi durante la piegatura, determinando scostamenti tra la forma finale del tubo e i requisiti di progettazione.
1.3Impostazioni non corrette dell'attrezzatura
Selezione non appropriata dello stampo di piegatura: La scelta di stampi con dimensioni, raggi di curvatura o materiali non corretti per la macchina piegatrice può influire sulla distribuzione delle sollecitazioni e sulla deformazione del tubo.
Controllo della velocità di piegatura non corretto: Errori nella programmazione della piegatrice o la mancata impostazione della velocità di piegatura in base ai diversi materiali possono causare una sollecitazione non uniforme sul materiale, in particolare durante le fasi iniziali e finali della piegatura, con conseguente sovradeformazione localizzata o distorsione della forma.
2.0Metodi di rilevamento dello stress e della deformazione nei tubi piegati
2.1Strumenti di ispezione visiva e misurazione

Ispezione visiva: Controllare a occhio nudo o con una lente di ingrandimento la presenza di crepe, graffi, ammaccature o altri difetti sulla superficie del tubo.
Calibri e micrometri: Misurazione del diametro esterno, del diametro interno e dello spessore della parete per verificare la precisione dimensionale e valutazione della rotondità, del diametro e del raggio di curvatura del tubo per garantire che soddisfino i requisiti di progettazione.
2.2Test di riferimento campione
Confrontare il tubo con campioni standard per determinare se soddisfa i requisiti di progettazione.
2.3Test standard di tolleranza
Prova del raggio di curvatura, dell'angolo, delle dimensioni e della forma del tubo secondo gli standard di tolleranza.
2.4Prove non distruttive per alta precisione
- Diffrazione dei raggi X (XRD)
- Test ad ultrasuoni
- Test delle particelle magnetiche
- Macchina di misura a coordinate (CMM)
- Tecnologia di scansione laser
3.0Soluzioni: metodi efficaci per affrontare problemi di stress e deformazione
3.1Ottimizzare il raggio di curvatura
Raggio di curvatura: scegliere un raggio di curvatura appropriato in base allo spessore della parete del tubo e alle proprietà del materiale. Un raggio troppo piccolo può causare un allungamento eccessivo sul lato esterno e una compressione sul lato interno, con conseguente deformazione.
Seguire il principio del "raggio di curvatura minimo": il raggio di curvatura minimo è solitamente pari a 3-5 volte il diametro del tubo per ridurre la concentrazione di sollecitazioni.
3.2Controllo della velocità di piegatura
Velocità di piegatura: una velocità di piegatura troppo elevata può portare a una distribuzione non uniforme dello stress, causando una deformazione localizzata e un rimbalzo. Al contrario, una velocità troppo bassa può indurre un incrudimento a freddo. Moderno macchine piegatubi con sistemi di controllo CNC possono essere programmati per gestire velocità di piegatura per materiali diversi.
3.3Utilizzare il processo di piegatura multi-passaggio
Piegatura in più fasi: l'esecuzione di più fasi di piegatura può ridurre efficacemente lo stress di ogni piegatura, diminuendo così il rimbalzo e la deformazione.
3.4Stampi per piegatrici personalizzate
Scegliere stampi di curvatura adatti con raggi di curvatura e dimensioni adeguati alle specifiche del tubo ed effettuare regolarmente la manutenzione degli stampi per garantire una superficie liscia, riducendo così i danni al tubo durante la curvatura.
4.0Domande e risposte comuni su stress e deformazione nella piegatura dei tubi
Quali tipi di stress si verificano nei tubi metallici piegati?
Sollecitazione di trazione (lato esterno), sollecitazione di compressione (lato interno) e sollecitazione di taglio.
Qual è la relazione tra raggio di curvatura minimo e sollecitazione?
Un raggio più piccolo determina una maggiore sollecitazione, con il rischio che le proprietà originali del materiale vengano compromesse.
Perché durante la flessione si verifica uno stress residuo?
Lo stress residuo si verifica perché lo stress interno non è stato completamente rilasciato durante il processo di piegatura.
Come ridurre la deformazione durante la piegatura?
Utilizzare utensili di piegatura adeguati e macchine piegatrici a controllo numerico per gestire il raggio, evitando eccessivi allungamenti o compressioni.
Cos'è il fenomeno del rimbalzo?
Il rimbalzo si verifica quando il materiale torna parzialmente alla sua forma originale dopo la piegatura, causando delle deviazioni.
Riferimenti
- Gli intriganti stress nelle curve dei tubi https://www.comsol.com/blogs/the-intriguing-stresses-in-pipe-bends
- Contesto degli indici SIF e di stress per i carichi di momento dei componenti delle tubazioni https://www.osti.gov/biblio/841246
- Fattori di intensificazione dello stress (fattori i), fattori di flessibilità (fattori k) e loro determinazione per componenti di tubazioni metallicheB31J – 2017 https://www.asme.org/codes-standards/find-codes-standards/b31j-stress-intensification-factors-flexibility-factors-determination-metallic-piping-components/2017/pdf




