

- 1.0Come funziona il riscaldamento a induzione ad alta frequenza
- 2.0Parametri chiave dei riscaldatori a induzione ad alta frequenza
- 3.0Gamma di frequenza e profondità di riscaldamento (effetto pelle)
- 4.0Influenza della variazione della permeabilità magnetica e del punto di Curie
- 5.0Progettazione della bobina di induzione e adattamento del carico
- 6.0Condizioni operative e considerazioni sulla gestione termica
- 7.0Scenari tipici di applicazione industriale
- 8.0Analisi tecnica dei problemi operativi comuni
- 9.0Conclusione
La tecnologia di riscaldamento a induzione ad alta frequenza è ampiamente utilizzata nella moderna produzione industriale grazie alla sua elevata efficienza, all'erogazione concentrata di energia, al riscaldamento senza contatto e alla facilità di integrazione con i sistemi di controllo automatizzati. Le applicazioni tipiche includono brasatura, trattamento termico (tempra e ricottura), sigillatura, riscaldamento passante e fusione su piccola scala.
In quanto forma rappresentativa di apparecchiatura di riscaldamento elettromagnetico, le prestazioni tecniche e i risultati pratici di un riscaldatore a induzione ad alta frequenza dipendono direttamente da una solida comprensione e dalla corretta applicazione del suo principio di funzionamento, della configurazione del sistema, dell'adattamento del carico e dei parametri di processo.
1.0Come funziona il riscaldamento a induzione ad alta frequenza
Il riscaldamento a induzione ad alta frequenza è un metodo di riscaldamento basato sull'induzione elettromagnetica e sull'effetto Joule. In sostanza, si tratta di un processo senza contatto che converte l'energia elettrica in energia termica. Il meccanismo di funzionamento di base può essere riassunto nelle seguenti fasi:
- Generazione di un campo elettromagnetico alternato: quando una corrente alternata ad alta frequenza scorre attraverso la bobina di induzione, attorno alla bobina viene generato un campo magnetico alternato.
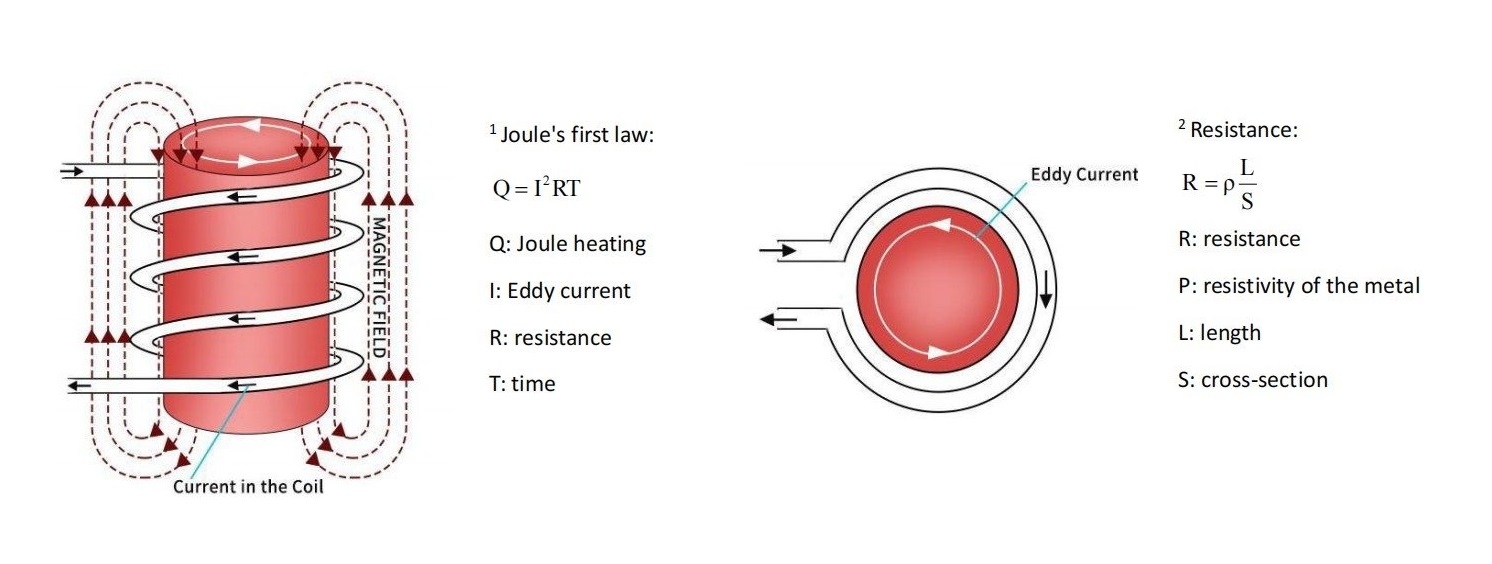
- Induzione di correnti parassite: quando un pezzo metallico viene posto all'interno di un campo magnetico alternato, all'interno del materiale vengono indotte correnti a circuito chiuso, note come correnti parassite (anche note come correnti di Foucault).
- Aumento della temperatura dovuto all'effetto Joule: quando le correnti parassite scorrono all'interno del pezzo, si genera calore a causa della resistenza elettrica del metallo, secondo la legge di Joule:
Q = I²RT
Questa generazione di calore interno consente un rapido aumento della temperatura all'interno del pezzo in lavorazione.
Durante il processo di riscaldamento, la resistività elettrica della maggior parte dei metalli aumenta con l'aumentare della temperatura, il che amplifica ulteriormente l'effetto Joule. Questo è uno dei motivi principali per cui il riscaldamento a induzione può raggiungere un'elevata efficienza di riscaldamento in tempi brevi.
Inoltre, la resistenza elettrica di un pezzo è correlata alla resistività del materiale (ρ), alla lunghezza effettiva del percorso della corrente (L) e all'area della sezione trasversale (S), secondo la relazione:
R = ρL / S
Di conseguenza, pezzi con materiali, geometrie e dimensioni diverse possono presentare efficienze di riscaldamento significativamente diverse nelle stesse condizioni di induzione.
2.0Parametri chiave dei riscaldatori a induzione ad alta frequenza
La configurazione delle prestazioni di un riscaldatore a induzione ad alta frequenza si concentra in genere sulla potenza in uscita, sull'intervallo di frequenza operativa, sul tipo di alimentazione e sull'adattabilità al carico. Nella scelta pratica, i seguenti fattori devono essere valutati in modo completo.
2.1Potenza nominale in uscita
La potenza in uscita determina la quantità di energia trasferita al pezzo in lavorazione per unità di tempo ed è un parametro chiave che influenza la velocità di riscaldamento e le dimensioni consentite del pezzo in lavorazione. In generale:
- I pezzi di piccole dimensioni e con pareti sottili o le applicazioni di riscaldamento localizzate richiedono livelli di potenza relativamente bassi;
- Pezzi di grandi dimensioni, processi di riscaldamento profondo o applicazioni di fusione richiedono una potenza di uscita notevolmente più elevata.
2.2Condizioni di alimentazione
A seconda dell'ambiente applicativo, è possibile utilizzare alimentatori monofase o trifase. Per il funzionamento industriale continuo, si sceglie in genere l'alimentazione trifase per garantire un'uscita di potenza più stabile e costante.
2.3Caratteristiche del materiale del pezzo in lavorazione
- I materiali magnetici presentano una maggiore permeabilità magnetica durante la fase di riscaldamento iniziale, con conseguente efficienza di induzione relativamente elevata;
- I materiali non magnetici, come rame e alluminio, si basano principalmente sul riscaldamento tramite correnti parassite e solitamente richiedono una progettazione della bobina più ottimizzata per migliorare l'efficienza dell'accoppiamento.
3.0Gamma di frequenza e profondità di riscaldamento (effetto pelle)
Nel riscaldamento a induzione ad alta frequenza, la selezione della frequenza operativa determina direttamente la profondità di riscaldamento e la distribuzione dell'energia. Questo comportamento è governato principalmente dall'effetto pelle.
All'aumentare della frequenza della corrente alternata, le correnti indotte tendono a concentrarsi vicino alla superficie del pezzo metallico, riducendo la profondità di penetrazione effettiva nel materiale. Ciò porta alle seguenti regole ingegneristiche pratiche:
- Le frequenze più elevate determinano strati di riscaldamento più superficiali e sono più adatte per applicazioni di riscaldamento superficiale, indurimento superficiale e riscaldamento localizzato;
- Le frequenze più basse consentono una penetrazione del calore più profonda, rendendole più adatte al riscaldamento passante o al riscaldamento di componenti con pareti spesse.
Nelle applicazioni pratiche, la selezione della frequenza deve essere valutata in base al diametro del pezzo, allo spessore della parete e agli obiettivi del processo. Ad esempio, nelle operazioni di riscaldamento delle estremità dei tubi, come la fase di riscaldamento di un Macchina per la chiusura delle estremità dei tubi—è spesso necessario ottenere un rapido aumento della temperatura all'estremità del tubo, riducendo al minimo la diffusione del calore lungo il corpo del tubo. In questi casi, si preferiscono frequenze operative relativamente più elevate per ottenere una concentrazione di energia localizzata.
È importante notare che la frequenza operativa effettiva di un sistema di riscaldamento a induzione non è un valore fisso. È invece determinata congiuntamente dalle caratteristiche dell'alimentazione, dai parametri della bobina e dalle condizioni di carico, con una relazione di corrispondenza dinamica tra frequenza e potenza erogata.

4.0Influenza della variazione della permeabilità magnetica e del punto di Curie
Per i metalli ferromagnetici, come i materiali a base di ferro, il processo di riscaldamento a induzione è influenzato non solo dalle variazioni della resistività elettrica, ma anche da variazioni significative della permeabilità magnetica con la temperatura.
A temperatura ambiente e in intervalli di temperatura medio-bassi, i materiali magnetici presentano un'elevata permeabilità magnetica, consentendo al campo magnetico alternato di stabilirsi più facilmente all'interno del pezzo. Di conseguenza, l'efficienza del riscaldamento a induzione e la velocità di aumento della temperatura sono relativamente elevate durante la fase iniziale di riscaldamento. Tuttavia, man mano che la temperatura del materiale si avvicina al suo punto di Curie, il ferromagnetismo si indebolisce gradualmente e infine passa a uno stato paramagnetico, causando un brusco calo della permeabilità magnetica.
Questa transizione porta a diversi effetti pratici di ingegneria:
- Rapido aumento della temperatura durante la fase di riscaldamento iniziale;
- Riduzione dell'efficienza di riscaldamento e aumento più lento della temperatura man mano che ci si avvicina al punto di Curie;
- Per mantenere la velocità di riscaldamento desiderata potrebbe essere necessaria una potenza di ingresso maggiore.
Nelle applicazioni che coinvolgono tubi in acciaio, tubi strutturali o processi di formatura delle estremità dei tubi, comprese le fasi di preriscaldamento e formatura a caldo in Macchine per la chiusura delle estremità dei tubi—Comprendere la variazione della permeabilità magnetica è fondamentale per mantenere un controllo stabile del riscaldamento. Una corretta regolazione della potenza e un design ottimizzato della bobina contribuiscono a garantire un comportamento di riscaldamento controllabile e costante in tutti gli intervalli di temperatura in cui le proprietà magnetiche variano.
5.0Progettazione della bobina di induzione e adattamento del carico
La bobina di induzione è il componente principale di un sistema di riscaldamento a induzione ad alta frequenza. La sua configurazione geometrica, le caratteristiche elettriche e il grado di adattamento al pezzo in lavorazione determinano direttamente l'efficienza di riscaldamento e la stabilità del sistema.
5.1Materiali e struttura della bobina
- Vengono comunemente utilizzati tubi di rame o conduttori di rame solido;
- Un'adeguata sezione trasversale aiuta a ridurre le perdite della bobina e a migliorare la capacità di trasporto di corrente;
- In genere sono necessari canali di raffreddamento interni per controllare l'aumento della temperatura di esercizio.
5.2Spazio di accoppiamento tra bobina e pezzo in lavorazione
- In genere, la distanza di lavoro tipica è mantenuta tra 5 e 15 mm;
- Uno spazio eccessivo riduce l'efficienza dell'accoppiamento magnetico;
- Una distanza insufficiente aumenta il rischio di cortocircuiti o contatti meccanici.
5.3Relazione tra numero di giri e comportamento operativo
In condizioni altrimenti identiche:
- Aumentando il numero di spire si riduce la frequenza operativa effettiva e aumenta la corrente della bobina;
- Riducendo il numero di spire si aumenta la frequenza e si diminuisce la corrente.
Per materiali non magnetici o carichi a basso accoppiamento, aumentare il numero di spire è spesso utile per migliorare le prestazioni di riscaldamento.
5.4Valutazione pratica dell'adattamento del carico
Durante il funzionamento effettivo, il comportamento attuale e i risultati del riscaldamento possono essere utilizzati come indicatori empirici:
- Un'elevata corrente con un lento aumento della temperatura indica solitamente un accoppiamento insufficiente o dimensioni della bobina non idonee;
- Difficoltà nell'aumentare la corrente o un funzionamento instabile del sistema possono indicare un carico eccessivo o un numero di giri eccessivamente elevato.
Regolando le dimensioni della bobina, il numero di spire e il posizionamento del pezzo in lavorazione, è possibile ottenere condizioni di adattamento del sistema più ottimali.

6.0Condizioni operative e considerazioni sulla gestione termica
Durante il riscaldamento a induzione ad alta frequenza, i dispositivi di potenza e le bobine di induzione operano in condizioni di elevata densità energetica, rendendo essenziale una gestione termica efficace.
- I mezzi di raffreddamento devono garantire una buona conduttività termica e stabilità a lungo termine;
- Il sistema di raffreddamento deve garantire portata e pressione costanti e stabili;
- Dopo un funzionamento prolungato ad alta potenza, è necessario attendere un tempo di raffreddamento sufficiente a ridurre lo stress termico all'interno del sistema.
Una gestione termica efficace non solo migliora la stabilità operativa, ma prolunga anche significativamente la durata utile delle apparecchiature.
7.0Scenari tipici di applicazione industriale
La tecnologia di riscaldamento a induzione ad alta frequenza è ampiamente utilizzata in numerosi settori industriali, con processi diversi che impongono requisiti distinti in termini di metodi di riscaldamento e controllo dei parametri.
| Processo di candidatura | Caratteristiche di riscaldamento | Scopo tipico |
| brasatura | Riscaldamento concentrato con controllo preciso della temperatura | Unire metalli dissimili |
| Tempra | Riscaldamento rapido seguito da raffreddamento controllato | Aumento della durezza superficiale |
| Ricottura | Processo di riscaldamento e ammollo controllato | Miglioramento della duttilità e riduzione delle sollecitazioni interne |
| Riscaldamento passante | Riscaldamento uniforme attraverso la sezione trasversale | Riscaldamento di componenti sottili o di piccolo diametro |
| Sigillatura | Riscaldamento localizzato e mirato | Sigillatura strutturale o giunzione di componenti |
| Fusione | Elevata densità di potenza con funzionamento stabile della bobina | Fusione di metalli in piccoli lotti |


Le prestazioni effettive dell'applicazione devono essere ottimizzate tramite test e regolazioni in base al materiale del pezzo, alle dimensioni e agli obiettivi specifici del processo.
8.0Analisi tecnica dei problemi operativi comuni
Durante il funzionamento a lungo termine o in condizioni di lavoro variabili, i sistemi di riscaldamento a induzione possono presentare una riduzione dell'efficienza o un comportamento anomalo. Le cause più comuni includono:
- Modifiche nella geometria della bobina o scarso contatto elettrico;
- Variazioni nelle condizioni di carico;
- Capacità di raffreddamento insufficiente che attiva meccanismi di protezione termica;
- Fluttuazioni nell'alimentazione elettrica che causano una risposta anomala del sistema.
Per affrontare questi problemi, è necessario effettuare analisi e regolazioni sistematiche, concentrandosi sull'adattamento del carico, sulla gestione termica e sulla stabilità dell'alimentazione.
9.0Conclusione
Trattandosi di una tecnologia di riscaldamento industriale matura e in continua evoluzione, le prestazioni dei riscaldatori a induzione ad alta frequenza dipendono da una conoscenza approfondita dei principi elettromagnetici, della progettazione delle bobine, delle caratteristiche del carico e del controllo di processo. Configurando correttamente i parametri di sistema e ottimizzando costantemente le strategie applicative, è possibile ottenere un'elevata qualità di riscaldamento mantenendo al contempo un funzionamento industriale efficiente e stabile.
Le informazioni qui presentate sono da intendersi come riferimento tecnico generale. Applicazioni specifiche devono essere progettate e validate in base alle reali condizioni operative e ai requisiti di processo.
Riferimento
www.theinductor.com/blog/how-induction-heating-technology-works-and-why-you-should-know/
www.ambrell.com/blog/research-universities-using-induction-heating


