- 1.0Cosa sono le operazioni di formatura dei metalli?
- 2.0Cos'è la tosatura?
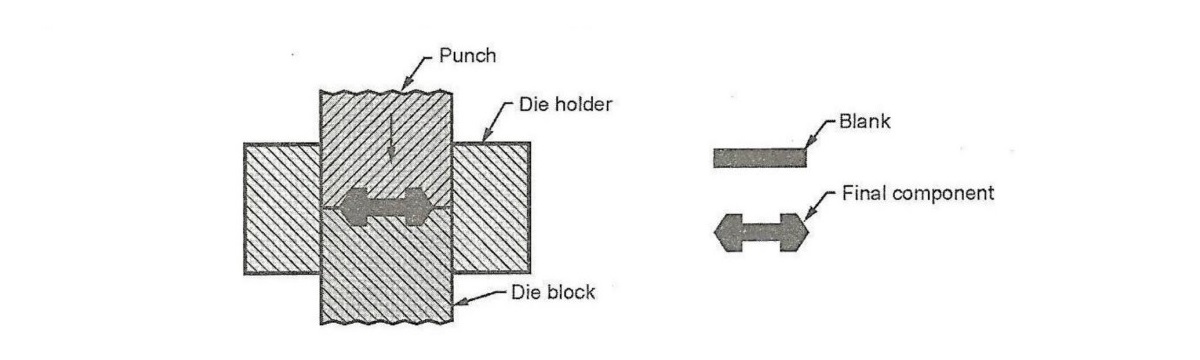
- 3.0Cos'è il rosicchiamento?
- 4.0Cos'è la flessione?
- 5.0Cos'è il disegno?
- 6.0Cos'è la goffratura?
- 7.0Cosa si sta formando?
- 8.0Cos'è il coining (spremitura)?
- 9.0Comprensione della meccanica della flessione e metodi comuni
- 10.0Fattori importanti nella flessione: tolleranza di flessione, ritorno elastico e forza
- 11.0Operazioni di disegno: produzione di forme cave da lamiere piane
- 12.0Conclusione
- 13.0Domande frequenti
La lavorazione della lamiera è un pilastro della produzione moderna, ampiamente utilizzata nei settori automobilistico, aerospaziale, edile e degli elettrodomestici. Comprendere i processi principali, come tranciatura, roditura, piegatura, imbutitura, goffratura e coniatura, è essenziale per ingegneri e produttori che desiderano ottimizzare l'efficienza produttiva e la qualità del prodotto.
1.0Cosa sono le operazioni di formatura dei metalli?
Le operazioni di formatura dei metalli prevedono la modellazione del materiale senza rimuoverne alcuna parte, il che significa che non vi è alcuno spreco di materiale. La lamiera viene sollecitata oltre il suo limite elastico, ma rimane al di sotto della sua resistenza finale, garantendole una nuova forma permanente.
Le operazioni comuni di formatura dei metalli includono:
- Piegatura
- Disegno
- Goffratura
- Formando
- Coniatura (nota anche come spremitura)
2.0Cos'è la tosatura?
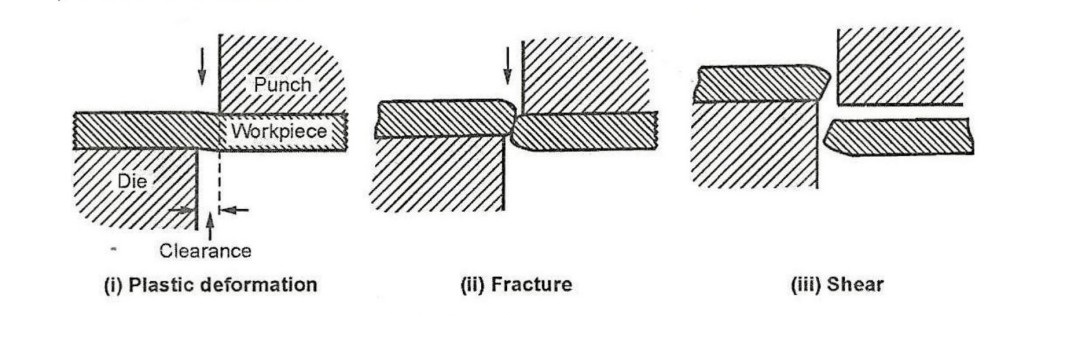
La cesoiatura è un processo utilizzato per tagliare linee rette su lamiere, strisce o barre di metallo. Si compone di tre fasi principali:
- deformazione plastica
- Frattura (propagazione della crepa)
- Taglio (separazione del materiale)
Quando un pezzo metallico viene posizionato tra le lame superiore e inferiore di una cesoia e viene applicata pressione, il materiale subisce inizialmente una deformazione plastica. Con l'aumentare della pressione, iniziano a formarsi delle cricche sui bordi taglienti delle lame. Queste cricche si propagano e si incontrano, causando il taglio del materiale.
Macchine per taglio—che spaziano dai modelli manuali a quelli idraulici e meccanici—sono utilizzati per eseguire questo processo in modo efficiente e accurato, soprattutto nelle applicazioni industriali o ad alto volume.
3.0Cos'è il rosicchiamento?
La roditura è generalmente utilizzata come sostituto della tranciatura. È progettata per tagliare parti piatte dalla lamiera ed è adatta a forme che vanno da contorni semplici a complessi. Questo processo è utilizzato principalmente per la produzione di piccole quantità di componenti.
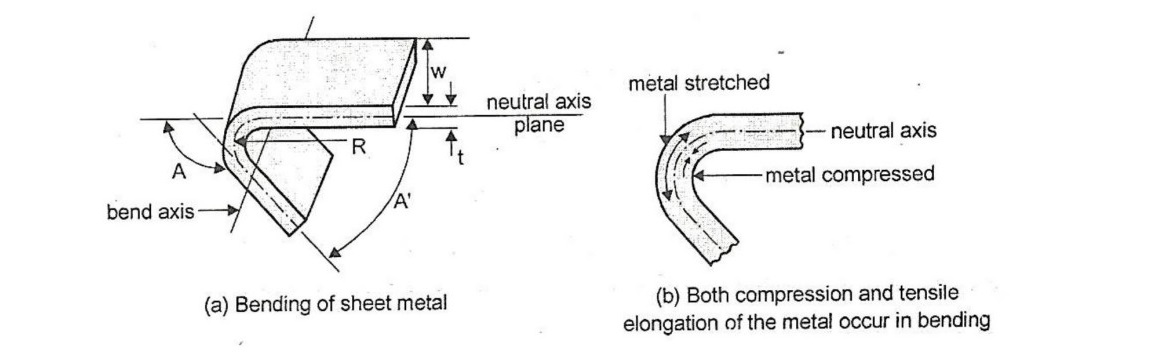
4.0Cos'è la flessione?
La piegatura è un processo in cui una lamiera dritta viene trasformata in una forma curva. Durante la piegatura, il materiale è sottoposto a sollecitazioni sia di trazione che di compressione, con conseguente deformazione plastica oltre il limite elastico ma al di sotto del limite di resistenza finale.
I tipi più comuni di piegatura includono:
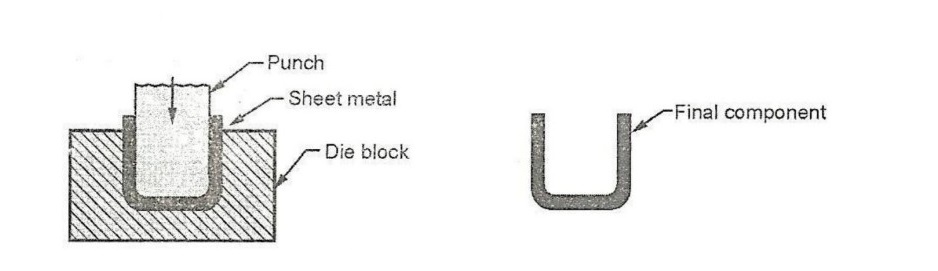
- Piegatura a U
La piegatura a U (chiamata anche piegatura a canale) utilizza una cavità dello stampo a forma di "U", ottenendo un componente con un profilo a forma di U. Questa operazione viene comunemente eseguita utilizzando un pressa piegatrice macchina dotato di matrici a forma di U. - Piegatura a V
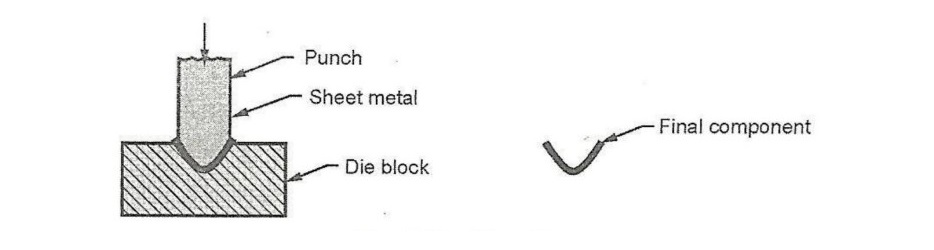
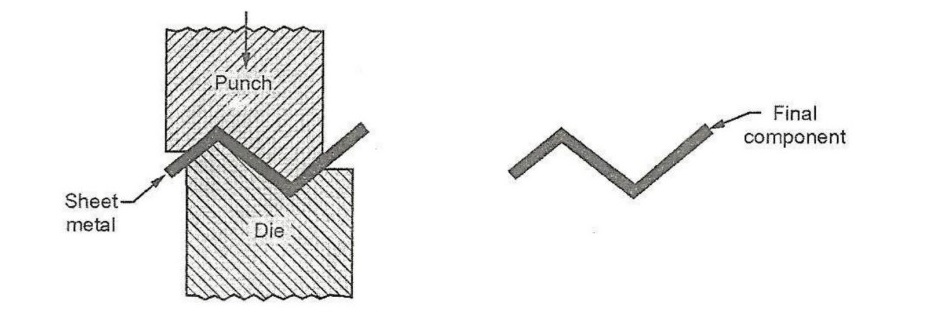
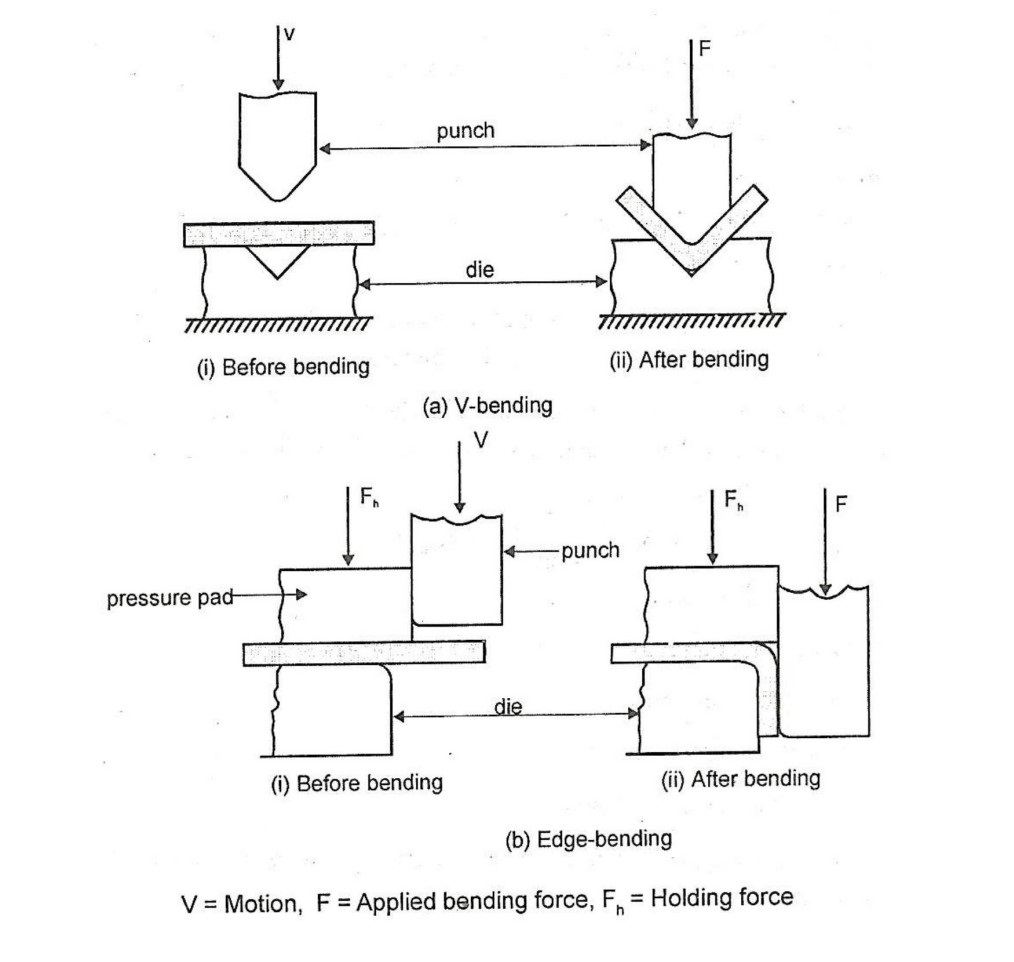
La piegatura a V utilizza un punzone a forma di cuneo e una matrice a V. L'angolo della V può variare da acuto a ottuso, fino a 90°. È una delle tecniche di piegatura più utilizzate nelle presse piegatrici grazie alla sua versatilità e precisione. - piegatura angolare
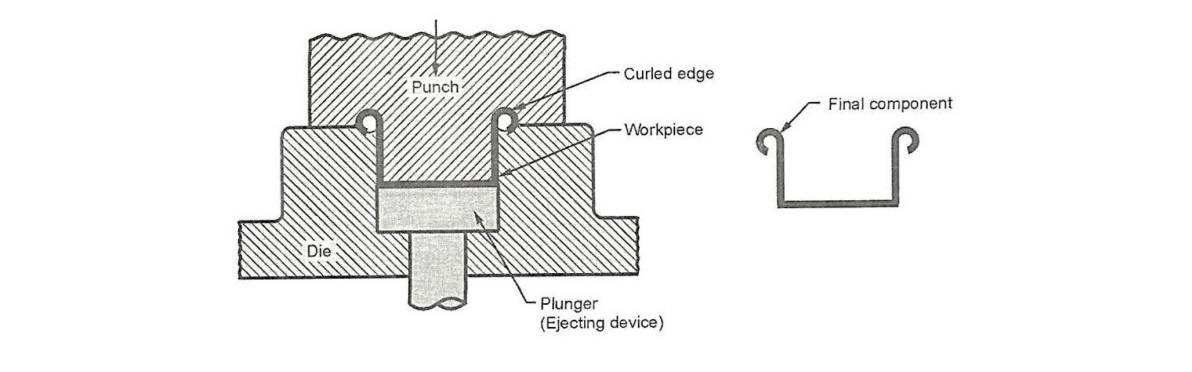
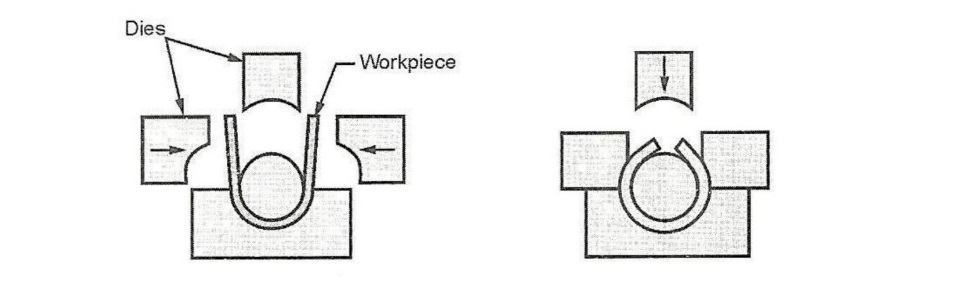
La piegatura angolare è un termine generico per la piegatura della lamiera ad angolo acuto. Può anche essere eseguita utilizzando un pressa piegatrice, a seconda della geometria e dell'angolo richiesto. - Curling
L'arricciatura consiste nell'arricciare il bordo della lamiera attorno a una forma. Sia il punzone che la matrice contengono cavità parziali per modellare il materiale. Dopo l'operazione, il punzone si ritrae e il pezzo viene espulso tramite uno stantuffo. Questo metodo viene utilizzato per la produzione di tamburi, padelle, pentole e oggetti simili. - Piegatura a rulli
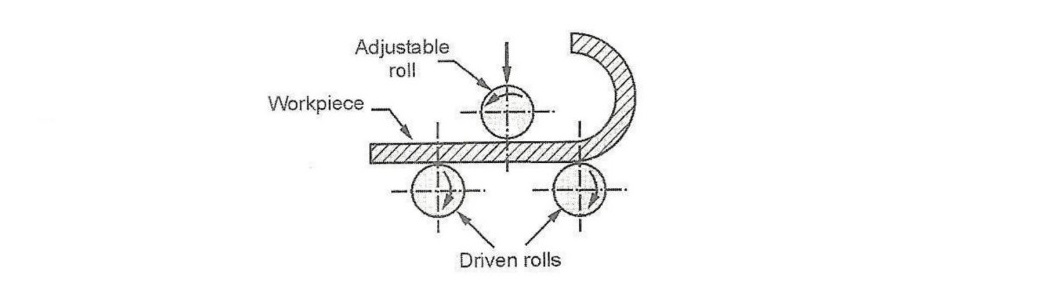
La piegatura a rulli utilizza una serie di rulli per piegare gradualmente grandi parti in lamiera in sezioni curve. È comunemente utilizzata per la fabbricazione di grandi serbatoi di stoccaggio, recipienti a pressione, tubi e componenti strutturali. - Piegatura su macchina a 4 slitte
Questo metodo viene utilizzato per pezzi relativamente corti. Queste macchine variano nel design e utilizzano movimenti sia verticali che laterali dello stampo per formare forme complesse. - Piegatura dei bordi
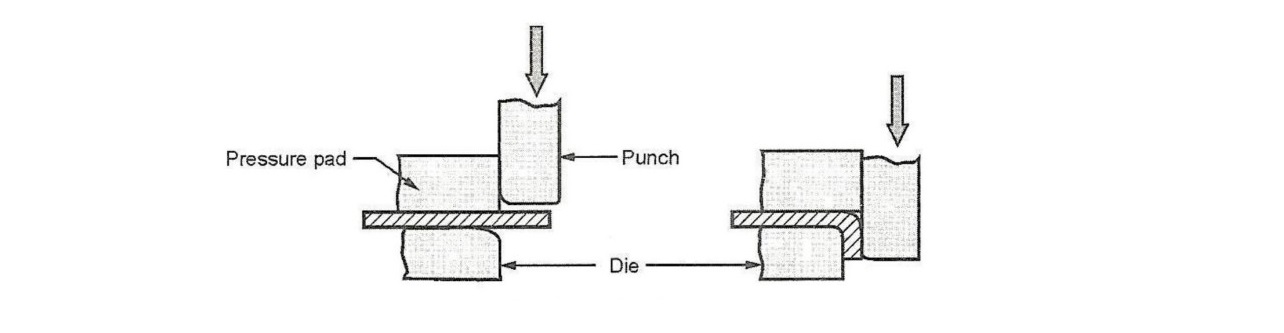
La piegatura dei bordi prevede un caricamento a sbalzo, in cui un cuscinetto di pressione mantiene il pezzo in lavorazione contro la matrice mentre un punzone forza il metallo a piegarsi sul bordo. Premere freni Anche le macchine dotate di matrici di pulizia possono eseguire questo tipo di piegatura. La piegatura dei bordi è in genere limitata ad angoli di 90° o inferiori, sebbene le matrici di pulizia possano essere progettate per angoli maggiori.
A causa della complessità dei tamponi di pressione e degli stampi di pulizia, questo metodo è più costoso, ma è adatto alla produzione di grandi volumi.
5.0Cos'è il disegno?
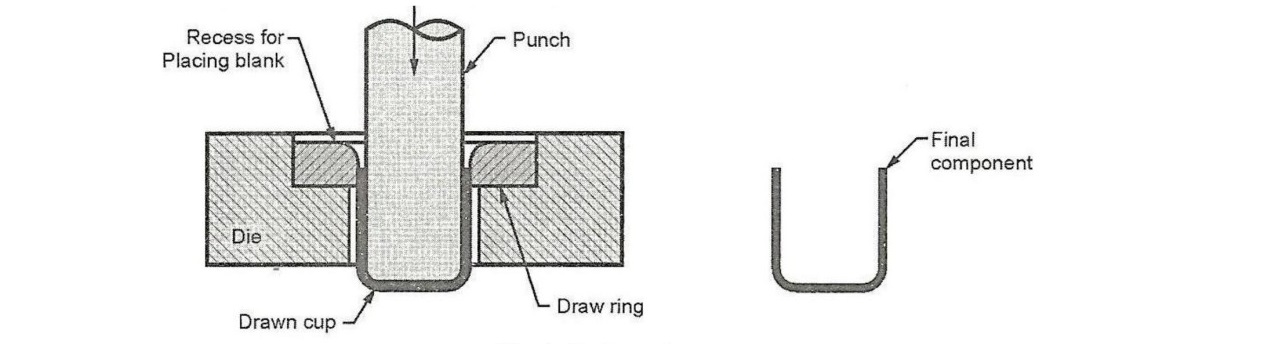
L'imbutitura è un processo in cui un punzone forza un foglio di lamiera piatto nella cavità di uno stampo, facendo sì che il materiale scorra plasticamente e assuma una forma a tazza. Viene utilizzato per creare parti cave da fogli piatti.
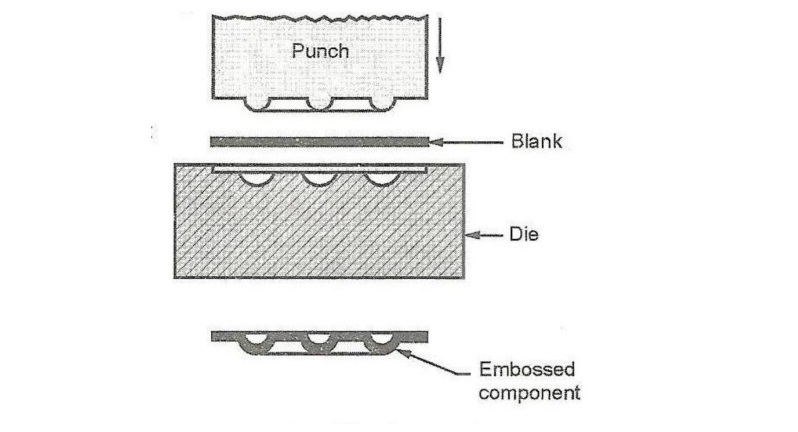
6.0Cos'è la goffratura?
La goffratura viene utilizzata per creare disegni in rilievo o incassati su lamiere a scopo decorativo o funzionale. Può essere utilizzata per imprimere loghi, marchi, numeri di parte o altri segni identificativi.
7.0Cosa si sta formando?
Nella formatura, il metallo viene sottoposto a sollecitazioni oltre il suo limite di snervamento in modo che mantenga in modo permanente una nuova forma, riproducendo direttamente il contorno del punzone e della matrice. A differenza dell'imbutitura, non si verifica alcun flusso di metallo significativo. Questo processo viene utilizzato per la produzione di articoli come pannelli per porte, mobili in acciaio e carrozzerie di aeromobili.
8.0Cos'è il coining (spremitura)?
La coniatura è un processo di formatura di precisione in cui un pezzo di metallo viene inserito tra un punzone e una matrice e viene applicata un'elevata pressione. Il metallo scorre plasticamente a freddo, riempiendo completamente la cavità della matrice. Questo processo viene utilizzato per produrre monete, medaglie e componenti ornamentali con dettagli superficiali raffinati.
9.0Comprensione della meccanica della flessione e metodi comuni
Nella piegatura della lamiera, il metallo viene deformato attorno a un asse rettilineo. Il materiale all'interno della piega viene compresso, mentre quello all'esterno viene stirato. Il metallo viene deformato plasticamente in modo che la piega mantenga la sua forma dopo la rimozione dello sforzo. La piegatura generalmente non modifica significativamente lo spessore del materiale.
Due metodi di piegatura comuni sono:
- Piegatura a V: Eseguito utilizzando un punzone e una matrice a V, questo metodo consente di ottenere una gamma di angoli di piegatura da acuti a ottusi. È generalmente utilizzato per applicazioni a bassa produzione e viene spesso eseguito su una pressa piegatrice. Le matrici a V sono relativamente semplici ed economiche.
- Piegatura dei bordi: Questo metodo utilizza un cuscinetto di pressione per tenere ferma la base del pezzo mentre un punzone piega la lamiera lungo il bordo della matrice. La piegatura dei bordi è limitata ad angoli di 90° o inferiori, a meno che non vengano utilizzati stampi di raschiatura più complessi. Questi stampi sono più costosi degli stampi a V, ma sono adatti per produzioni ad alto volume.
10.0Fattori importanti nella flessione: tolleranza di flessione, ritorno elastico e forza
tolleranza di curvatura
Quando il raggio di curvatura è piccolo rispetto allo spessore del pezzo, il materiale tende ad allungarsi durante la piegatura. Una stima accurata di questo allungamento è essenziale per garantire che il pezzo finale soddisfi le specifiche di progetto. La tolleranza di curvatura (BA) è la lunghezza stimata dell'asse neutro prima della piegatura e tiene conto dell'allungamento del materiale. Può essere calcolata utilizzando la formula generale:
BA = (π / 180) × A × (R + K × t)
Dove:
- BA = Tolleranza di piegatura (in mm)
- A = Angolo di piegatura (gradi)
- R = Raggio di curvatura interno (mm)
- t = Spessore del materiale (mm)
- K = Fattore per stimare la posizione dell'asse neutro (comunemente tra 0,33 e 0,5, a seconda del materiale e delle condizioni di piegatura)

L'allungamento avviene solitamente quando il raggio di curvatura è piccolo rispetto allo spessore della lamiera.
Ritorno elastico
Dopo il rilascio della pressione di piegatura, l'energia elastica immagazzinata nel materiale provoca un parziale ritorno alla forma originale: questo fenomeno è chiamato ritorno elastico. È definito come l'aumento dell'angolo compreso tra la parte piegata e l'angolo dell'utensile dopo lo scarico.
SB = θ₁ – θ₂
Dove:
- SB = Ritorno elastico (gradi)
- θ₁ = Angolo compreso della parte in lamiera dopo la piegatura
- θ₂ = Angolo compreso dell'utensile di formatura
Forza di flessione
La forza necessaria per la piegatura dipende da fattori come la geometria del punzone e della matrice, la resistenza del materiale, lo spessore della lamiera e la larghezza del pezzo. La forza di piegatura massima può essere stimata con:
F = (Kbf × TS × ω × t²) / D
Dove:
- F = Forza di flessione (N)
- TS = Resistenza alla trazione del materiale (MPa)
- ω = Larghezza del pezzo (mm)
- t = Spessore della lamiera (mm)
- D = Dimensione dell'apertura dello stampo (mm)
- Kbf = Coefficiente di forza di flessione
- 33 per piegatura a V
- 33 per la piegatura dei bordi
11.0Operazioni di disegno: produzione di forme cave da lamiere piane
L'imbutitura è un processo di formatura della lamiera utilizzato per creare parti cave a forma di coppa, scatola o altro. Un pezzo di lamiera piana viene posizionato sopra una cavità dello stampo e spinto al suo interno con un punzone. Un premilamiera mantiene il materiale in posizione durante l'operazione.
Le applicazioni tipiche includono:
- lattine per bevande
- Proiettili di munizioni
- Lavelli e pentole
- Pannelli per automobili
Meccanica e fasi dello stampaggio profondo
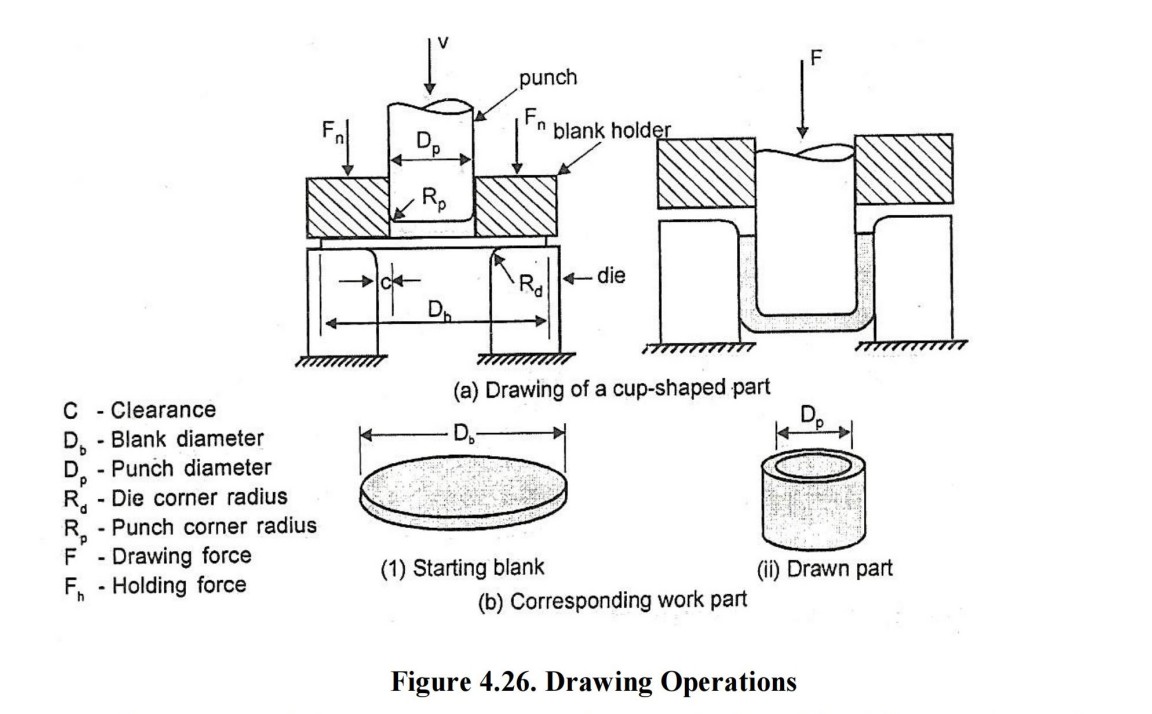
Nel processo base di trafilatura della tazza:
Un pezzo grezzo di diametro Db viene imbutito utilizzando un punzone di diametro Dp.
Punzone e matrice hanno raggi d'angolo (Rp e Rd) per evitare strappi.
Tra il punzone e la matrice è previsto uno spazio C:
C ≈ 1,1 × t
Vengono applicate due forze:
Forza di punzonatura (F) per la deformazione
Forza del premilamiera (Fh) per controllare il flusso del metallo
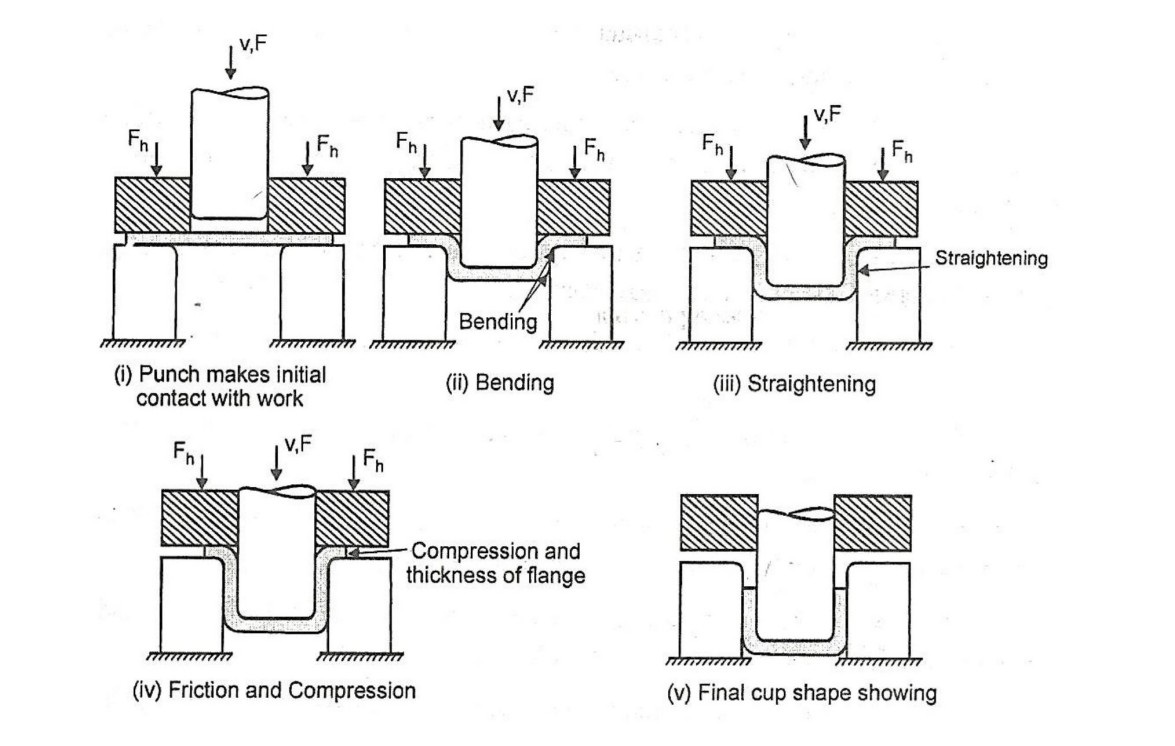
Le fasi dell'imbutitura profonda includono:
Contatto iniziale: il metallo viene piegato lungo il raggio della matrice e del punzone.
Raddrizzamento: le aree precedentemente piegate si raddrizzano quando vengono inserite nella matrice.
Trafilatura e compressione: il materiale scorre dalla flangia alla cavità dello stampo.
L'attrito (statico → dinamico) resiste al flusso.
La compressione sulla flangia provoca ispessimenti e potenziali pieghe.
Disegno continuo: il punzone continua a muoversi verso il basso, tirando il metallo nella matrice.
Si può verificare un assottigliamento della parete del cilindro.
È fondamentale trovare l'equilibrio tra la forza del premilamiera e l'attrito.
In genere è necessaria la lubrificazione.
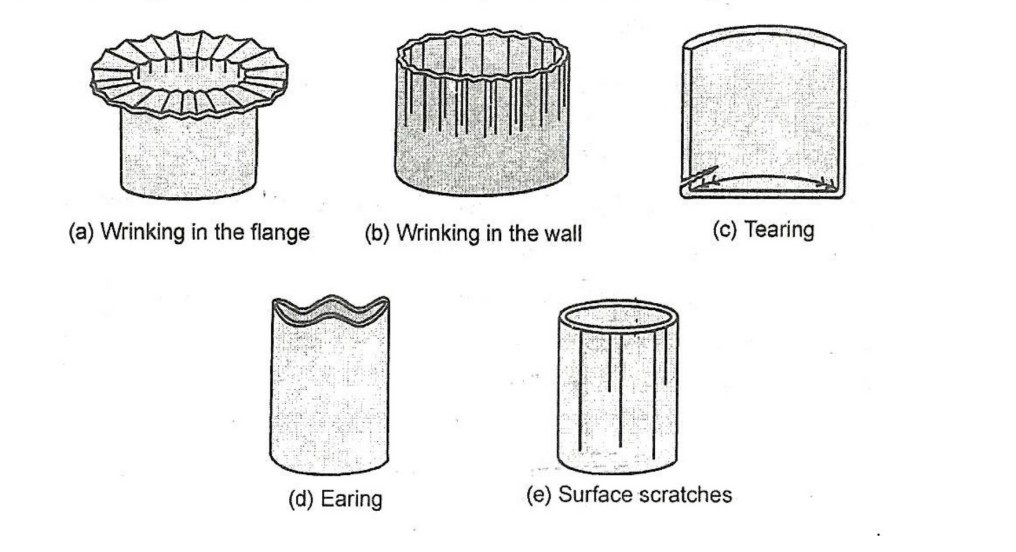
Difetti comuni nel disegno
- Grinze nella flangia: creste radiali dovute a deformazione compressiva.
- Grinze nel muro: grinze della flangia tirate nella parete verticale.
- Lacerazione: crepe aperte in prossimità della base dovute a forte sollecitazione di trazione.
- Orecchiatura: bordi irregolari (orecchie) dovuti all'anisotropia del foglio.
- Graffi superficiali: causati da superfici ruvide dello stampo o da scarsa lubrificazione.
Operazioni di formatura per stiramento: grandi fogli sagomati per l'industria aerospaziale e automobilistica
Con lo stiro-formatura si creano fogli grandi e dai contorni precisi, allungando il metallo oltre il suo limite elastico su un blocco di forma.
Il ritorno elastico è un problema chiave, influenzato da:
- Tipo di materiale
- Spessore
- Durezza
- Raggio di curvatura (un raggio maggiore determina un ritorno elastico maggiore)
Metodi per ridurre il ritorno elastico
Allungamento eccessivo utilizzando blocchi di forma a V
Impostazione degli angoli: coniatura degli angoli per rilasciare lo stress elastico residuo
Metodi di formatura per stiramento
Metodo Form-block
Il pezzo grezzo viene steso su un unico blocco di forma (matrice maschio).
Metodo di accoppiamento
Utilizza sia matrici maschili che femminili per una maggiore precisione e ripetibilità.
12.0Conclusione
In sintesi, i processi di lavorazione della lamiera, come la cesoiatura, la roditura, la piegatura, l'imbutitura, la goffratura e la coniatura, svolgono tutti un ruolo fondamentale nel trasformare le lamiere in componenti funzionali e precisi.
Una conoscenza approfondita della meccanica e delle variabili che influenzano questi processi, tra cui tolleranza di piega, ritorno elastico e progettazione degli utensili, consente ai produttori di ridurre al minimo i difetti e ottimizzare la produzione. Che si tratti di produrre semplici parti piatte o complesse
Pannelli sagomati: padroneggiare queste tecniche è fondamentale per una lavorazione di successo della lamiera.
13.0Domande frequenti
D1: Qual è la differenza principale tra piegatura e imbutitura nella fabbricazione della lamiera?
A1: La piegatura modifica la forma deformando plasticamente il metallo attorno a un asse senza un flusso di materiale significativo, mentre la trafilatura comporta il trascinamento del materiale in una cavità dello stampo, causando il flusso di plastica che forma forme cave.
D2: Come si può ridurre al minimo il ritorno elastico durante la piegatura?
A2: Il ritorno elastico può essere ridotto piegando eccessivamente, selezionando utensili appropriati, utilizzando materiali con minore elasticità e applicando calcoli corretti della tolleranza di piegatura durante la progettazione.
D3: Quando è preferibile la roditura alla tranciatura?
A3: La roditura è preferibile per tagliare contorni complessi o piccole produzioni in cui gli stampi di tranciatura sarebbero costosi o poco pratici.
D4: Quali sono le cause delle rughe durante l'imbutitura profonda e come si possono prevenire?
A4: Le pieghe sono il risultato di sollecitazioni di compressione nella zona della flangia. Possono essere ridotte al minimo ottimizzando la forza del premilamiera, la lubrificazione e la geometria dell'utensile.
D5: Perché la lubrificazione è importante nei processi di formatura e trafilatura?
A5: La lubrificazione riduce l'attrito tra la lamiera e l'utensile, prevenendo danni superficiali, un'eccessiva usura dell'utensile e difetti come strappi o grinze.