


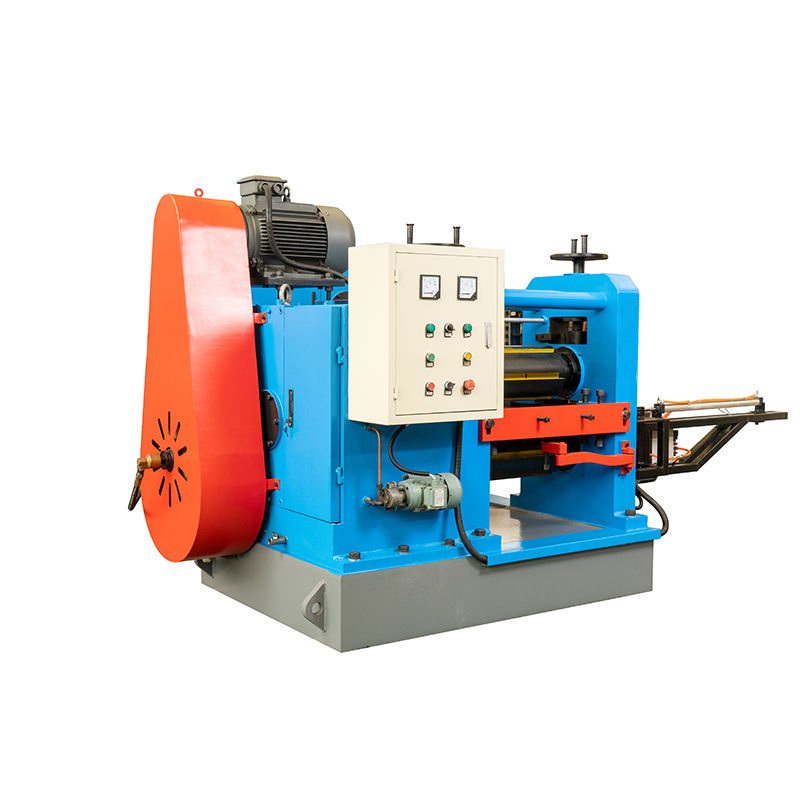






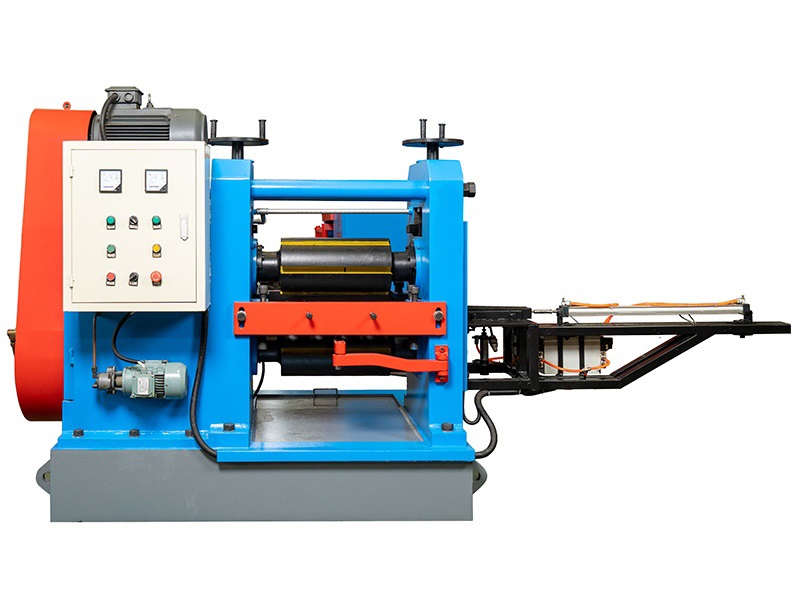




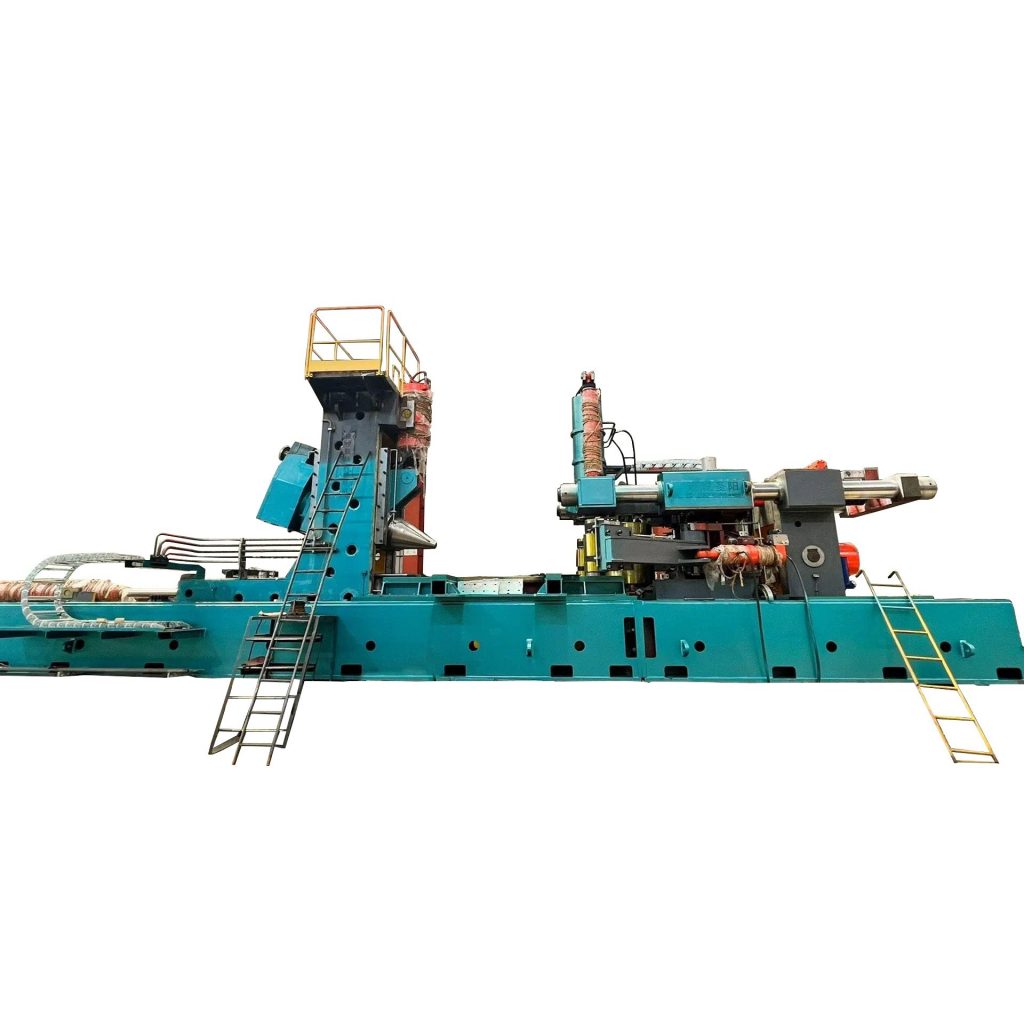
Caratteristiche principali delle macchine rullatrici a cuneo incrociato ALEKVS
- Un pezzo formando con elevata efficienza e lunga durata della matrice, progettata per produzione di forgiatura di massa e automatizzata.
- Dotato di un sistema di piastre guida per prevenire distorsioni, garantendo precisione dimensionale e prestazioni di rotolamento stabili.
- Regolabile in direzioni radiali, assiali, di fase e di svasatura, consentendo un controllo preciso del processo.
- Integrato sistema di alimentazione automatico con collegamento continuo delle apparecchiature a monte e a valle per una maggiore efficienza della linea di produzione.
Confronto con le tradizionali macchine per la forgiatura a rulli
- Forgiatura a rulli convenzionale: Il materiale scorre principalmente lungo la direzione della lunghezza, adatto per l'allungamento dell'albero e la laminazione delle piastre.
- Rullatura a cuneo incrociato (CWR): Offre una maggiore produttività, un migliore utilizzo del materiale, una maggiore durata dello stampo ed è particolarmente efficace per produzione su larga scala di forgiati di tipo albero.
Applicazione





Valore dell'applicazione
- Risparmio di materiale: Raggiunge fino a Utilizzo del materiale 80%, riducendo significativamente i costi delle materie prime, della manodopera e dell'energia.
- Automazione completa: Dotato di sistemi di alimentazione e laminazione automatici, che supportano l'integrazione in linee di produzione intelligenti.
- Alta produttività: Ogni ciclo di laminazione può produrre due forgiature in pochi secondi, ideale per la produzione su larga scala.
- Alta precisione: Flusso continuo dei grani lungo il profilo del prodotto, microstruttura raffinata e proprietà meccaniche migliorate.
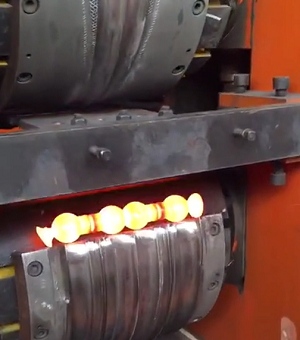
Flusso di processo
Taglio di acciaio tondo → Riscaldamento → Laminazione → Normalizzazione → Granigliatura → Raddrizzatura → Taglio finito.
Attraverso stampi di laminazione di precisione, i billette vengono formati in modo più vicino alle forme finali, riducendo al minimo la tolleranza di lavorazione e i costi di produzione complessivi.


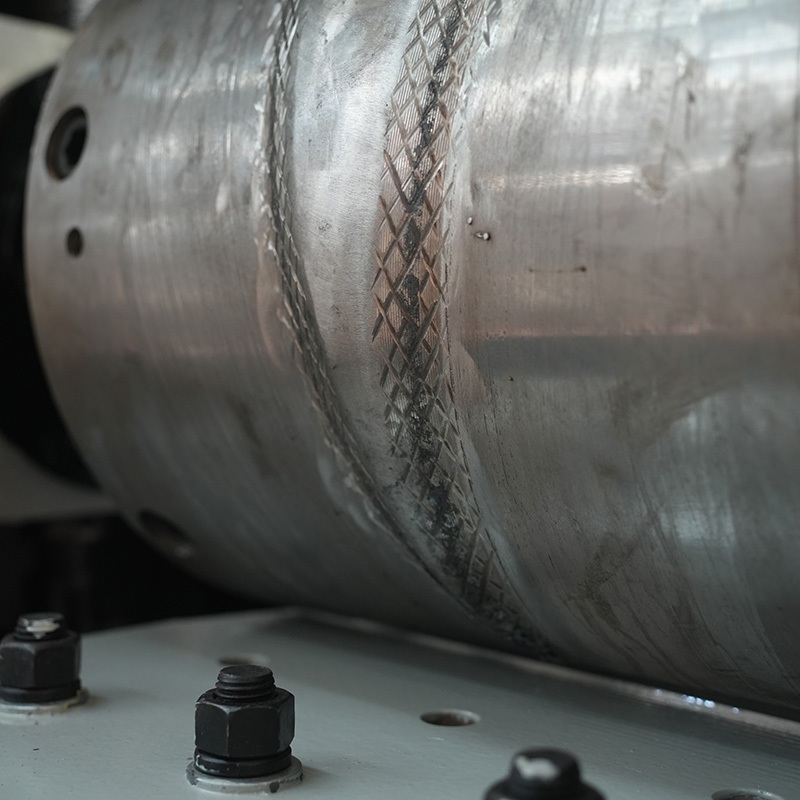


Principio di processo
Rullatura a cuneo incrociato (CWR) è una tecnologia di forgiatura avanzata in cui billette cilindriche subiscono una deformazione localizzata continua tra due rulli dotati di matrici. Il pezzo in lavorazione assume la forma esatta delle scanalature delle matrici mentre i rulli ruotano nella stessa direzione, spingendo la billetta a deformarsi radialmente sotto la compressione del cuneo e a prendere la forma desiderata.
Rispetto alla forgiatura tradizionale, Tecnologia CWR offre i seguenti vantaggi:
- Minore forza di formatura e attrito ridotto, con conseguente maggiore durata dello stampo.
- Formatura di forma quasi netta con 10%–30% maggiore utilizzo del materiale.
- Processo semplice ed efficiente: una forgiatura può essere completata in pochi secondi con una singola rotazione del rullo.
- Funzionamento senza urti e silenzioso, particolarmente adatto per produzione di massa e linee di forgiatura automatizzate.











Compila questo modulo per inviare una richiesta di preventivo. Uno dei membri del nostro team esaminerà i dettagli e ti contatterà entro 12 ore lavorative.