

Introduzione
La fabbricazione di lamiere è essenziale per un'ampia gamma di processi produttivi, dalla creazione di semplici giocattoli a complessi componenti aeronautici. Nonostante la sua diffusione, comprendere il funzionamento di questo processo è fondamentale. Questo articolo fornisce una panoramica dettagliata delle tecniche e dei materiali impiegati nella fabbricazione di lamiere.
1.0Che cosa è la fabbricazione della lamiera?
La fabbricazione della lamiera è il processo di trasformazione di fogli di metallo piatti in parti e prodotti desiderati attraverso operazioni quali taglio, piegatura, curvatura e assemblaggio.
I materiali più comunemente utilizzati includono acciaio, alluminio, acciaio inossidabile, ottone, rame e zinco. Lo spessore della lamiera varia tipicamente da 0,006 a 0,25 pollici. Le lamiere più spesse sono adatte per applicazioni pesanti, mentre le lamiere più sottili sono più adatte per applicazioni che richiedono malleabilità.
Il processo di fabbricazione inizia con un'accurata fase di progettazione per definire le specifiche, seguita da diverse tecniche fondamentali. Queste tecniche possono essere raggruppate in quattro categorie principali:
- Taglio
- Formando
- Unirsi
- Finitura

2.0Tecniche di taglio della lamiera
I processi di taglio vengono utilizzati per separare lamiere metalliche in parti e forme. Le tecniche di taglio possono essere suddivise in:
| Tipo | Metodi |
| Taglio senza taglio | Taglio laser, taglio al plasma, taglio a getto d'acqua |
| Taglio a cesoia | Tranciatura, tranciatura, punzonatura, segatura |
2.1Taglio laser
Il taglio laser è un processo termico che fonde localmente i metalli utilizzando raggi laser focalizzati. Il raggio viene assorbito dal materiale, vaporizzandolo, mentre un ugello di taglio inietta gas (solitamente azoto o ossigeno) per rimuovere il materiale fuso e proteggere la testa di taglio.
Il taglio laser è adatto a materiali come acciaio inossidabile, acciaio dolce e alcuni metalli non ferrosi. Materiali riflettenti come l'alluminio potrebbero richiedere laser a fibra. La capacità di taglio tipica varia da 20 mm a 40 mm.
Vantaggi:
- Elevata flessibilità e precisione
- Efficiente in termini di tempo
- Applicabile a un'ampia gamma di materiali
Svantaggi:
- Elevato consumo di energia e gas
- Richiede misure di sicurezza significative e investimenti iniziali

2.2Taglio al plasma
Questo processo termico utilizza gas ionizzato (plasma) per fondere e tagliare il metallo. Il metodo è efficace solo su materiali elettricamente conduttivi e viene spesso utilizzato per lamiere più spesse (fino a 50 mm), dove la finitura superficiale non è critica.
Materiali adatti: Alluminio, acciaio inossidabile, rame, ottone
Vantaggi:
- Taglio ad alta velocità
- Capacità di automazione
- Adatto per metalli ad alta resistenza con basso apporto termico
Svantaggi:
- Elevato consumo energetico
- Potenziale rumore durante il taglio a secco
2.3Taglio a getto d'acqua
Il taglio a getto d'acqua utilizza un flusso d'acqua ad alta pressione, spesso intorno ai 60.000 psi, per tagliare i metalli. I getti d'acqua puri vengono utilizzati per materiali teneri, mentre i getti d'acqua abrasivi tagliano metalli duri come acciaio al carbonio e alluminio.
Vantaggi:
- Nessuna zona interessata dal calore
- Ottima finitura superficiale senza sbavature
- Può tagliare un'ampia varietà di materiali
Svantaggi:
- I sistemi ad alta pressione possono causare flessioni
- Richiede dispositivi di supporto per evitare distorsioni
2.4Blanking
La tranciatura utilizza un punzone e una matrice per rimuovere un pezzo dalla lamiera. Il pezzo tranciato diventa il componente finale, mentre la lamiera rimanente è uno scarto.
Vantaggi:
- Elevata precisione dimensionale
- Produzione di parti personalizzate con buona ripetibilità
Svantaggi:
- Più lento del pugno
- Costi di attrezzaggio più elevati
2.5Tosatura
La cesoiatura viene utilizzata per tagliare linee rette su lamiere piane utilizzando lame ad alta pressione. È ideale per il taglio di grandi volumi di metalli teneri che non richiedono una finitura pulita.
Vantaggi:
- Veloce, economico per grandi lotti
- Semplice, efficace per tagli dritti
Svantaggi:
- Produce sbavature e deformazioni
- Non adatto per applicazioni che richiedono bordi puliti
2.6Segatura
Il taglio utilizza lame a denti di sega per rimuovere gradualmente il materiale. Le seghe a nastro orizzontali vengono utilizzate per la sezionatura di barre, mentre le seghe verticali eseguono tagli di contorni complessi.
Vantaggi:
- Elevata precisione di taglio
- Basso spreco di materiale grazie al piccolo taglio
- Supporta una varietà di materiali non ferrosi
Svantaggi:
- Minore stabilità del contatto durante il taglio di lamiere piane
- Incongruenze nella finitura superficiale
2.7Punzonatura
La punzonatura utilizza la forza di taglio per creare fori nella lamiera. A differenza della tranciatura, il pezzo rimosso è uno scarto e la lamiera rimane come componente finale.
Vantaggi:
- Realizzazione di fori ad alta velocità
- Tagli puliti e precisi
- Nessuna distorsione termica
Svantaggi:
L'installazione richiede un allineamento preciso degli utensili e degli stampi
9 metodi di punzonatura della lamiera che ogni fabbricante dovrebbe conoscere
3.0Tecniche di formatura della lamiera
La formatura consiste nel rimodellare il metallo mentre si trova allo stato solido. Questa sezione descrive i principali processi di formatura utilizzati nella fabbricazione.
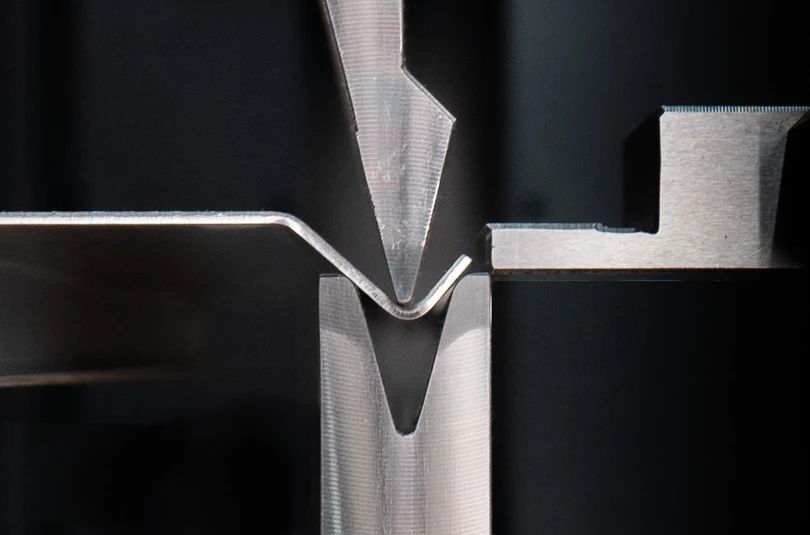
3.1Piegatura
La piegatura deforma il metallo utilizzando la forza applicata tramite presse piegatrici O macchine laminateLa piegatura è ideale per metalli duttili ma non fragili come:
- Acciaio dolce
- Acciaio per molle
- Alluminio 5052
- Rame
Tra i materiali più difficili da piegare ci sono l'alluminio 6061, l'ottone, il bronzo e il titanio.
Tecniche di piegatura comuni:
| Metodo | Descrizione |
| Piegatura a rulli | Curva la lamiera in tubi, coni e forme cave utilizzando rulli |
| Piegatura rotativa | Produce angoli acuti o angoli >90° |
| Piegatura a spruzzo | Utilizza una matrice di pulizia per definire il raggio interno |
| Piegatura a V | Il metallo viene piegato su una matrice a forma di V utilizzando un punzone |
| Piegatura a U | Simile alla piegatura a V, ma con una matrice a forma di U per parti a forma di U |
Vantaggi:
- Buone proprietà meccaniche nelle parti finali
- Conveniente per produzioni di volumi da bassi a medi
Svantaggi:
Il ritorno elastico può influire sulla precisione
3.2orlatura
L'orlatura piega la lamiera su se stessa, in genere in due fasi:
- Piegatura in una matrice a V
- Appiattimento in una matrice per produrre l'orlo
Vantaggi:
- Rinforza i bordi
- Migliora l'estetica
- Elevato controllo dimensionale
Svantaggi:
Rischio di deformazione del materiale
3.3rotolamento
La laminazione della lamiera riduce lo spessore utilizzando rulli rotanti. Può essere classificata come:
- Laminazione a caldo: Al di sopra della temperatura di ricristallizzazione
- Laminazione a freddo: A temperatura ambiente o quasi
Applicazioni comuni: Tubi, tubi, stampaggi, dischi, ruote
Vantaggi:
- Alta velocità, alta efficienza
- Spessore uniforme
- Tolleranze strette ottenibili
Svantaggi:
- Richiede un elevato investimento iniziale
- Più adatto alla produzione di massa
Processi di laminazione a piastre spiegati: tecniche di formatura a tre rulli, quattro rulli e cono
3.4Timbratura
Lo stampaggio utilizza stampi e presse per la formatura a freddo della lamiera. Il processo può comportare piegatura, punzonatura, goffratura e flangiatura in un'unica operazione.
Materiali: Acciaio inossidabile, alluminio, ottone, rame
Vantaggi:
- Basso costo di manodopera e utensili
- Facile automazione
- Alta ripetibilità
Svantaggi:
- Costoso modificare gli stampi una volta iniziata la produzione
Guida completa agli stampi e ai processi di stampaggio della lamiera
3.5Curling
L'arricciatura crea bordi circolari e cavi per garantire sicurezza e resistenza. Generalmente, si esegue in tre fasi:
- Formazione della curva iniziale
- Arrotolare la curva
- Chiusura a ricciolo
Vantaggi:
- Elimina gli spigoli vivi
- Rafforza i bordi dei componenti
Svantaggi:
- Può introdurre sbavature o deformazioni
3.6Filatura dei metalli
La filatura rimodella i dischi metallici su un mandrino utilizzando la rotazione e un rullo di formatura.
Materiali: Acciaio inossidabile, alluminio, ottone, rame
Vantaggi:
- Adatto per forme cave e simmetriche
- Flessibile per piccoli e grandi lotti
Svantaggi:
- Limitato a disegni concentrici
- Vincoli di dimensione e forma
Cos'è la filatura dei metalli? Tipi di processo, macchine e applicazioni
4.0Tecniche di giunzione della lamiera
La giunzione è fondamentale per l'assemblaggio di componenti prefabbricati. I metodi principali includono la saldatura e la rivettatura.
4.1Saldatura
La saldatura fonde due lamiere utilizzando calore, pressione o entrambi. È possibile aggiungere materiale d'apporto per rinforzare il giunto.
Tecniche di saldatura comuni:
| Metodo | Caratteristiche principali |
| Saldatura ad elettrodo (SMAW) | Utilizza un elettrodo a bastoncino e un arco, adatto per metalli spessi |
| Saldatura MIG (GMAW) | Utilizza elettrodi a filo continuo e protezione a gas, veloce e pulito |
| Saldatura TIG | Utilizza elettrodi di tungsteno e gas di protezione, ideale per metalli non ferrosi |

Note:
- La saldatura a elettrodo è veloce ma può surriscaldare i metalli sottili
- Il MIG è ideale per l'automazione ma non adatto all'esterno
- Il TIG offre saldature pulite ma richiede manodopera specializzata
4.2Avvincente
La rivettatura è un metodo di giunzione semipermanente e non termico. Consiste nel praticare fori e formare le code dei rivetti per fissare le lamiere.
Tipi:
| Tipo | Applicazione |
| Rivettatura a caldo | Per rivetti in acciaio con diametro >10 mm (1000–1100°C) |
| Rivettatura a freddo | Per metalli leggeri o non ferrosi come alluminio o rame |
Vantaggi:
- Conveniente e facile da ispezionare
- Adatto per metalli leggeri
Svantaggi:
- Aggiunge peso
- Indebolisce la struttura a causa dei fori praticati
- Crea rumore negli assemblaggi meccanici
5.0Conclusione
La lavorazione della lamiera combina processi di taglio, formatura, giunzione e finitura per produrre una vasta gamma di componenti industriali e commerciali. La scelta della tecnica più adatta dipende dalla geometria del pezzo, dal tipo di materiale, dal costo e dal volume di produzione. Con i progressi nei macchinari e nell'automazione, la lavorazione della lamiera continua a evolversi, offrendo maggiore precisione, velocità e flessibilità.
6.0Domande frequenti (FAQ) sulla lavorazione della lamiera
D1: Qual è la differenza tra il taglio laser e il taglio al plasma?
R: Il taglio laser utilizza una luce focalizzata per vaporizzare il materiale, offrendo elevata precisione e bordi netti, mentre il taglio al plasma utilizza gas ionizzato per fondere i metalli conduttivi. Il taglio laser è più indicato per pezzi sottili e complessi; il plasma è preferibile per metalli più spessi e ad alta resistenza.
D2: Quali sono i materiali più comunemente utilizzati nella fabbricazione della lamiera?
R: I materiali più comuni includono acciaio inossidabile, alluminio, acciaio dolce, rame e ottone. La scelta dipende da resistenza, resistenza alla corrosione, formabilità e applicazione.
D3: Qual è lo spessore tipico della lamiera?
R: Lo spessore della lamiera varia solitamente da 0,006 pollici (0,15 mm) a 0,25 pollici (6,35 mm). I materiali più spessi sono considerati lamiere, mentre i fogli più sottili sono chiamati fogli di alluminio.
D4: Quanto è precisa la piegatura CNC nella formatura della lamiera?
R: La piegatura CNC garantisce un'elevata ripetibilità e tolleranze ristrette, spesso entro ±0,1 mm, a seconda del materiale e dell'attrezzatura.
D5: Per l'assemblaggio della lamiera è meglio la saldatura o la rivettatura?
R: La saldatura offre giunzioni più resistenti e permanenti, ideali per l'integrità strutturale. La rivettatura è più indicata per progetti leggeri e modulari o quando è necessario evitare distorsioni dovute al calore.




