

- 1.0Definizione e caratteristiche fondamentali della forgiatura a freddo
- 2.0Principio di funzionamento della forgiatura a freddo
- 3.0Vantaggi e limiti della forgiatura a freddo
- 4.0Otto processi fondamentali di forgiatura a freddo e le loro applicazioni industriali
- 5.0Selezione del lubrificante come processo di supporto critico nella forgiatura a freddo
- 6.0Applicazioni tipiche della forgiatura a freddo
- 7.0Differenze chiave tra forgiatura a freddo e forgiatura a caldo
- 8.0Tecnologie chiave nella forgiatura a freddo
- 9.0Processo di forgiatura a freddo: domande frequenti (FAQ)
La forgiatura è un processo di produzione in cui forze di compressione vengono applicate a un pezzo metallico solido, causandone una deformazione plastica e rimodellandolo nella forma desiderata. A differenza della fusione (colata di metallo fuso) o della lavorazione meccanica (asportazione di materiale), la forgiatura affina la struttura granulare del metallo durante il suo scorrimento, ottenendo proprietà meccaniche più uniformi e una maggiore resistenza, spesso superiore a componenti fusi o lavorati meccanicamente dello stesso materiale.
In base alla temperatura di lavorazione, la forgiatura viene generalmente suddivisa in tre categorie:
- Forgiatura a freddo:Eseguito a temperatura ambiente fino al limite inferiore della temperatura di ricristallizzazione del metallo (senza riscaldamento ad alta temperatura).
- Forgiatura a caldo:Condotto a temperatura superiore a quella ambiente ma inferiore a quella di ricristallizzazione (tipicamente 300–800°C), bilanciando precisione e sforzo di deformazione.
- Forgiatura a caldo:Eseguito al di sopra della temperatura di ricristallizzazione del metallo (ad esempio, acciaio 800–1250°C, leghe di rame 700–800°C).
1.0Definizione e caratteristiche fondamentali della forgiatura a freddo
La forgiatura a freddo, nota anche come formatura a freddo, è un processo di formatura di precisione eseguito a temperatura ambiente o al di sotto della soglia di ricristallizzazione (ad esempio, acciaio <400 °C, alluminio 100-200 °C, rame 200-300 °C). Sotto l'elevata pressione di uno stampo (tipicamente 500-2000 MPa), il metallo subisce un flusso plastico, producendo componenti della forma e delle dimensioni desiderate con una rimozione di materiale minima o nulla. Il processo si basa sulla deformazione plastica a basse temperature per ottenere risultati prossimi alla forma netta.
Le caratteristiche principali includono:
- Intervallo di temperatura definito:Non è richiesto alcun riscaldamento ad alta temperatura; la formatura avviene a temperatura ambiente o quasi. L'attrito può aumentare leggermente la temperatura del metallo fino a 250-300 °C, ma questa temperatura rimane al di sotto dei livelli di ricristallizzazione.
- Deformazione ad alta pressione:Le presse meccaniche o idrauliche applicano carichi assiali o radiali, costringendo gli atomi a riallinearsi lungo la cavità dello stampo. Il processo segue il principio della costanza di volume (minima perdita di massa o volume).
- Elevata precisione e finitura superficiale fine:La precisione dimensionale può raggiungere IT6–IT9 (tolleranze ±0,01–±0,1 mm). I valori di rugosità superficiale possono essere bassi fino a Ra 0,4–3,2 μm, eliminando o riducendo al minimo la necessità di lavorazioni secondarie come foratura o rettifica.
- Elevato utilizzo dei materiali:I tassi di utilizzo del materiale raggiungono 85–95%, superando di gran lunga la lavorazione tradizionale (50–70%), riducendo significativamente gli scarti.
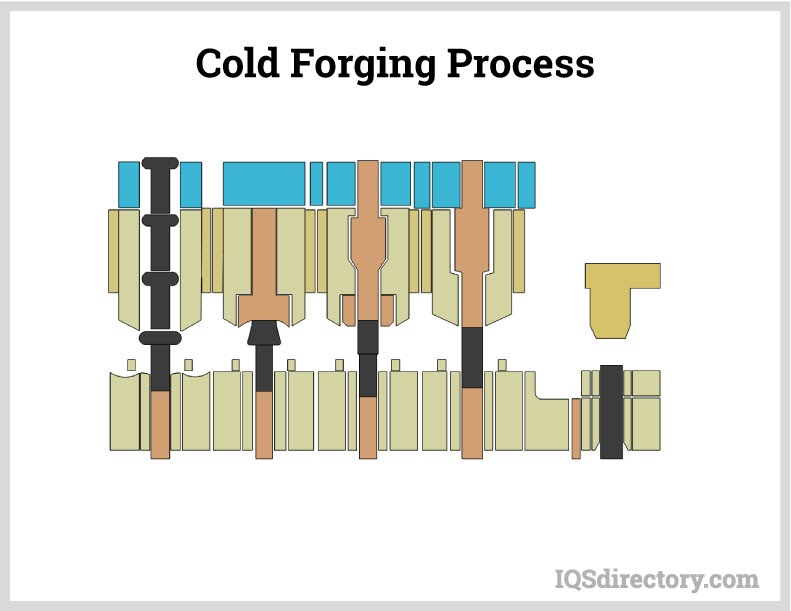
2.0Principio di funzionamento della forgiatura a freddo
L'essenza della forgiatura a freddo è lo scorrimento plastico dei metalli a basse temperature. Il processo prevede tipicamente tre fasi chiave:
- Preparazione del lotto:
- Materia prima:Selezionare metalli duttili come vergella o barra (solitamente acciaio a basso tenore di carbonio, alluminio o leghe di rame), tagliati in billette di lunghezza fissa.
- Trattamento superficiale:Applicare i trattamenti quando necessario, ad esempio fosfatazione e saponatura per l'acciaio, o rivestimenti lubrificanti solidi per l'alluminio, per ridurre il coefficiente di attrito tra metallo e matrice (mantenuto al di sotto di 0,05). Ciò riduce al minimo l'usura della matrice e migliora il flusso del metallo.
- Pressatura a stampo:
- Posizionare il pezzo in una cavità dello stampo progettata con precisione e applicare un'elevata pressione utilizzando una pressa meccanica o idraulica.
- Il metallo riempie gradualmente la cavità dello stampo, trasformandosi da un pezzo grezzo in un pezzo dalla forma quasi netta.
- Per i componenti complessi, sono necessarie più fasi di formatura (ad esempio, pre-forgiatura → forgiatura finale). Ciò evita deformazioni eccessive in un'unica fase (generalmente limitate a ≤50%), che altrimenti potrebbero causare cricche.
- Post-elaborazione:
- Sollievo dallo stress:La forgiatura a freddo induce incrudimento del lavoro (maggiore resistenza e durezza, ma minore duttilità). Alcune parti richiedono una ricottura a bassa temperatura (ad esempio, acciaio riscaldato a 200–300 °C) per ripristinare la plasticità.
- Operazioni di finitura:Per i componenti con tolleranze estremamente strette, è possibile applicare ulteriori processi di pressatura fine, lucidatura o altri processi secondari per migliorare ulteriormente la precisione dimensionale e la qualità della superficie.
Letture consigliate:Processo di forgiatura spiegato: tipi e tecniche
3.0Vantaggi e limiti della forgiatura a freddo
I punti di forza e di debolezza della forgiatura a freddo sono direttamente correlati alle sue caratteristiche di formatura a bassa temperatura. Il confronto è il seguente:
| Aspetto | Vantaggi | Limitazioni |
| Proprietà del pezzo in lavorazione | L'incrudimento aumenta la resistenza e la durezza di 15–30% (ad esempio, nell'acciaio forgiato a freddo); la microstruttura è densa e uniforme. | Duttilità ridotta, rischio di sollecitazioni interne; potrebbe essere necessaria la ricottura. |
| Precisione e qualità della superficie | Elevata precisione dimensionale (IT6–IT9) e finitura superficiale liscia (Ra 0,4–3,2 μm). | Richiede stampi estremamente precisi (lavorazione CNC), con conseguenti elevati costi iniziali di attrezzaggio. |
| Efficienza energetica e dei materiali | Utilizzo di materiale pari a 85–95%; nessun riscaldamento ad alta temperatura; consumo energetico pari solo a 1/5–1/10 della forgiatura a caldo. | Limitato ai metalli duttili (acciaio a basso tenore di carbonio, alluminio, rame, ecc.); i metalli fragili come la ghisa non sono adatti. |
| Efficienza produttiva | Ideale per produzioni di grandi volumi; ogni corsa della pressa può produrre un pezzo con tempi di ciclo brevi. | Le parti complesse possono richiedere più fasi di formatura, aumentando i costi di processo. |
| Muori la vita | – | Gli stampi sopportano pressioni estreme (fino a 2000 MPa) e si usurano rapidamente; la durata tipica è dell'ordine di decine di migliaia di cicli. |
4.0Otto processi fondamentali di forgiatura a freddo e le loro applicazioni industriali
Con il progresso delle tecnologie di formatura dei metalli, la forgiatura a freddo si è evoluta in diversi processi specializzati. Ognuno di essi è ottimizzato per specifiche esigenze di formatura, con l'obiettivo comune di raggiungere una produzione ad alta efficienza con lavorazioni secondarie minime o nulle.
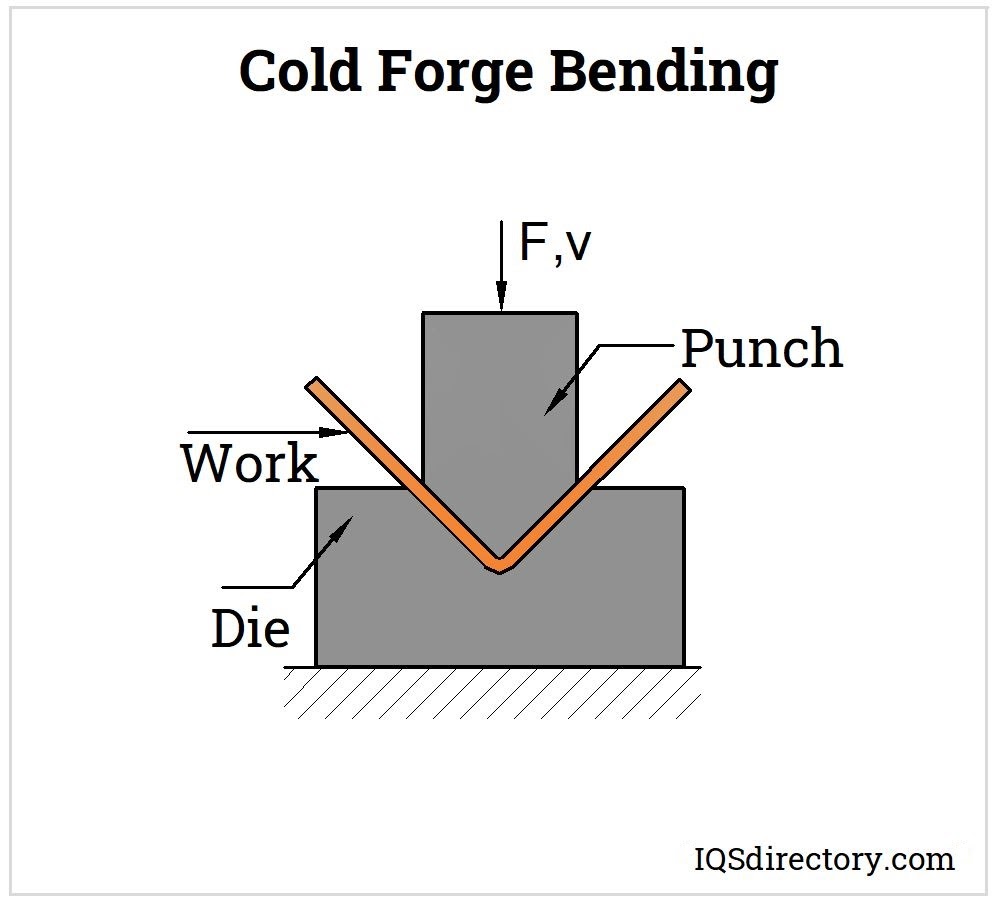
Piegatura:
- Principio:Una pressa e uno stampo forzano il pezzo contro uno strumento di formatura (talvolta denominato "laminazione piramidale"), producendo una deformazione lungo un singolo asse per ottenere l'angolo richiesto.
- Caratteristiche:Semplice da usare, spesso utilizzato come fase di pretrattamento in preparazione per le successive fasi di forgiatura.
- Nota:L'attrito può generare lievi aumenti di temperatura; sono necessari lubrificanti per controllare il calore e ridurre l'incollaggio.
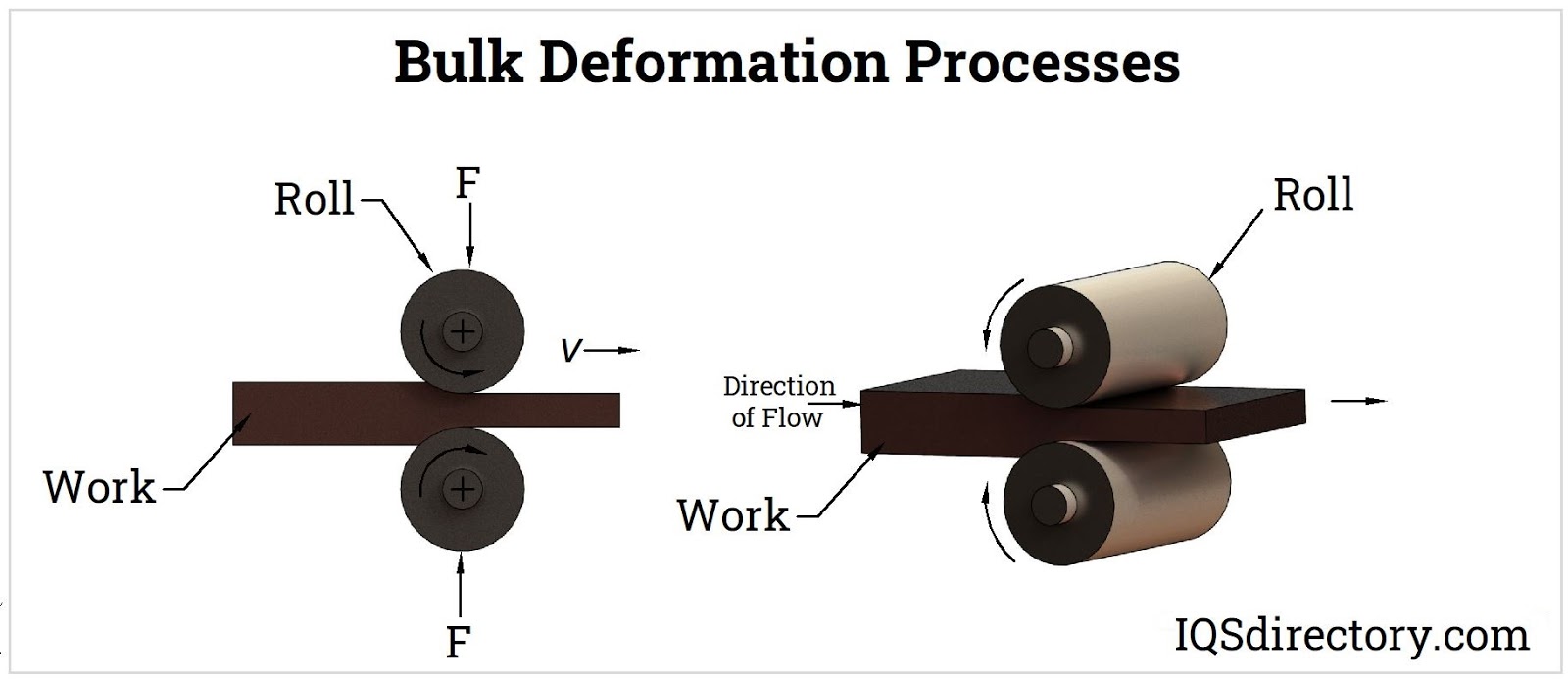
Laminazione a freddo:
- Principio:Una billetta passa tra rulli rotanti. L'attrito tra rulli e billetta induce sollecitazioni di compressione, causando una deformazione plastica.
- Caratteristiche:Classificato come un processo di deformazione in massa, producendo una deformazione uniforme. Ampiamente utilizzato per la produzione in serie di lamiere e fili di acciaio, migliorando al contempo la finitura superficiale.
- Applicazioni:Adatto per prodotti forgiati a forma di striscia lunga o di lamiera, che possono essere successivamente tagliati o ulteriormente formati.
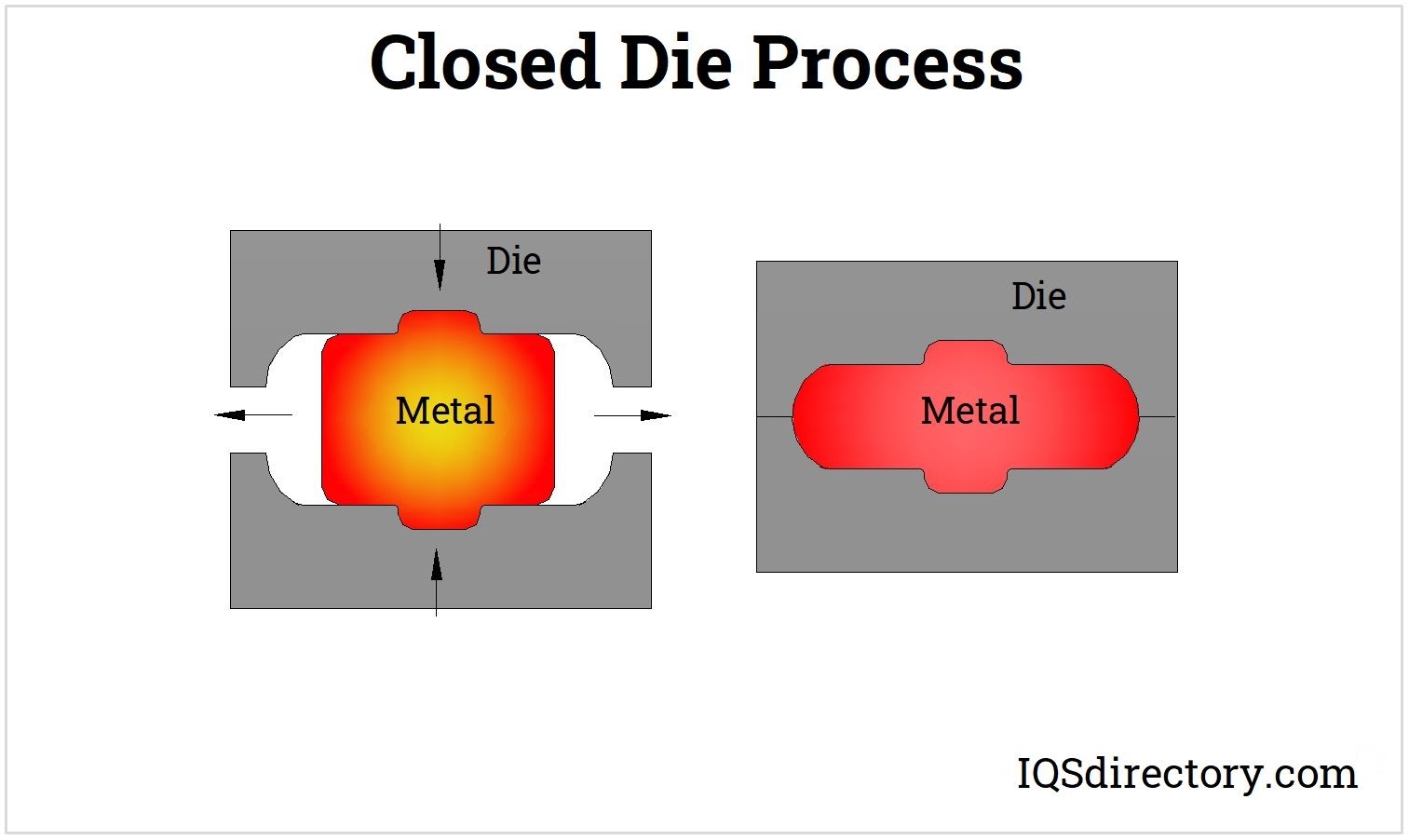
Forgiatura a stampo chiuso (forgiatura a stampo a impressione):
- Principio:Un pezzo viene posizionato tra due stampi con cavità pretagliate. Colpi meccanici successivi (ad esempio, forgiatura con maglio a caduta) costringono il metallo a fluire e a riempire completamente la cavità.
- Caratteristiche:Elevata precisione di formatura, in grado di produrre geometrie complesse (con scanalature, sporgenze, ecc.) in uno o più colpi.
- Applicazioni:Produzione in serie di componenti di precisione di piccole e medie dimensioni, come pezzi grezzi per ingranaggi e teste di bulloni.
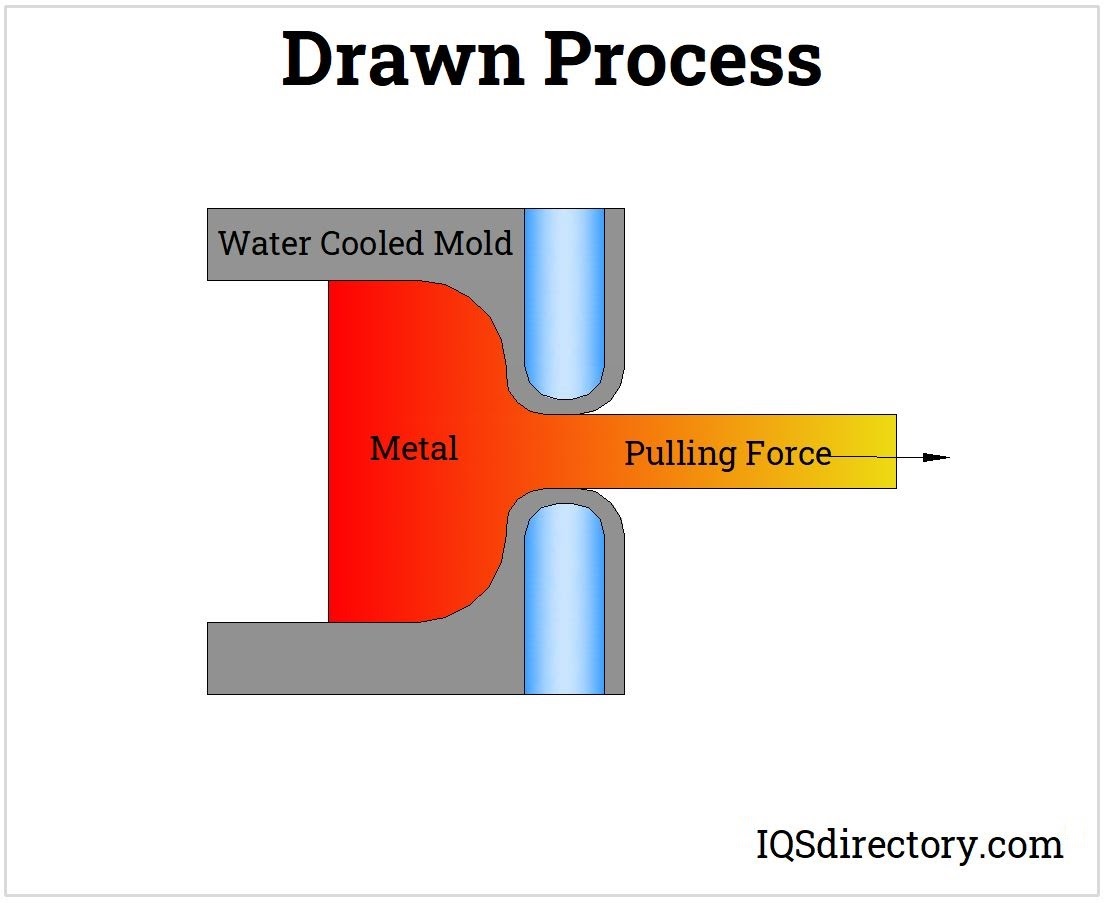
Disegno (trafilatura di fili/tubi):
- Principio:La forza di trazione tira il pezzo (filo o tubo) attraverso una matrice con un'apertura definita, riducendone l'area della sezione trasversale e aumentandone la lunghezza.
- Caratteristiche:Tolleranze dimensionali più strette rispetto alla laminazione; produce un'eccellente finitura superficiale; ideale per componenti sottili.
- Vantaggio chiave:I pezzi finiti presentano un'elevata rettilineità, eliminando la necessità di ulteriori operazioni di raddrizzamento.
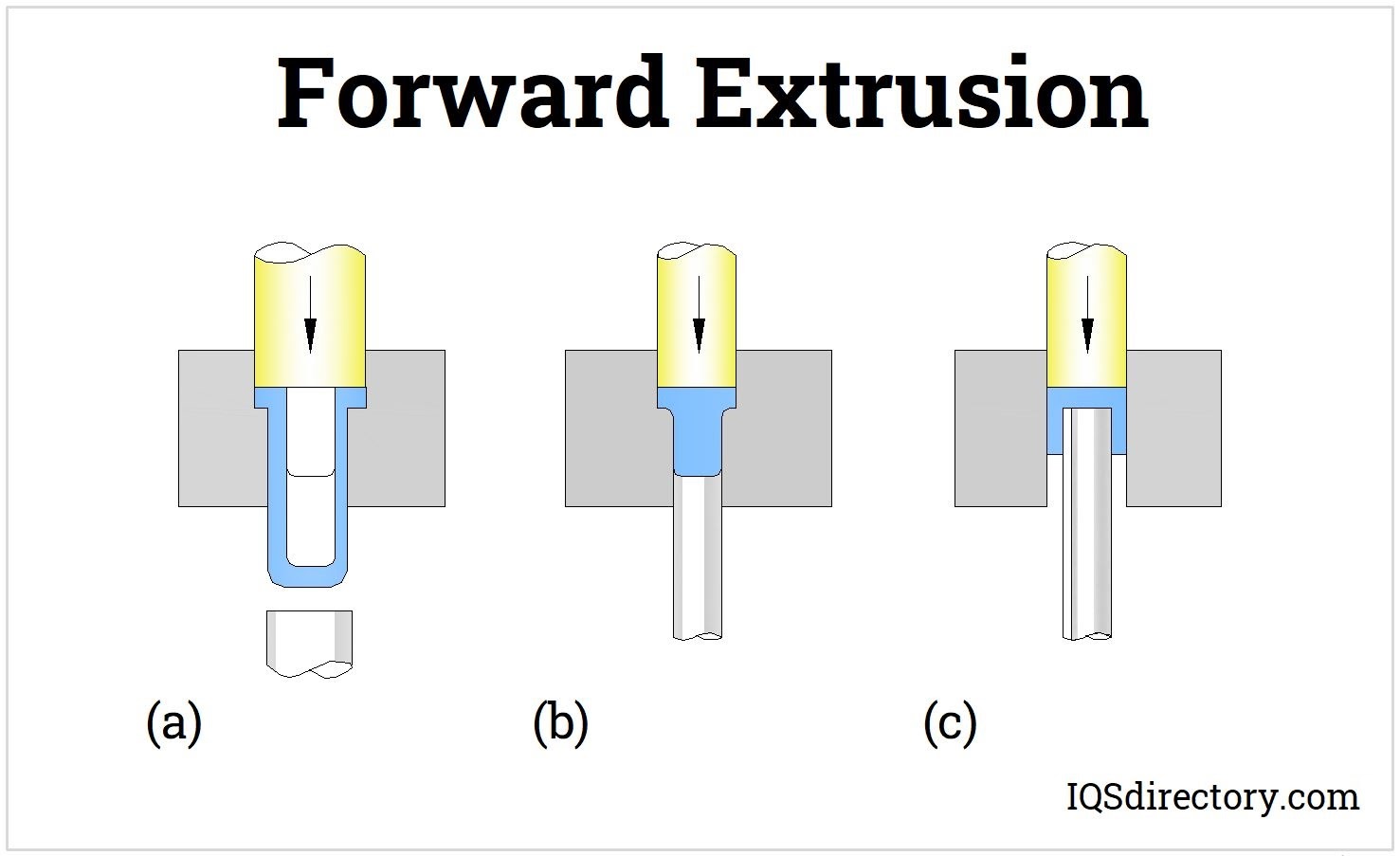
Estrusione:
- Principio:Una billetta viene sottoposta a pressioni estremamente elevate (fino a 20.000 kN, ovvero ~2007 tonnellate), forzando il metallo attraverso un'apertura dello stampo per formare il profilo del pezzo, che verrà poi tagliato a misura.
- Sottotipi:
- Estrusione in avanti:Il metallo scorre nella stessa direzione della pressione applicata; adatto per parti lunghe e solide (ad esempio alberi).
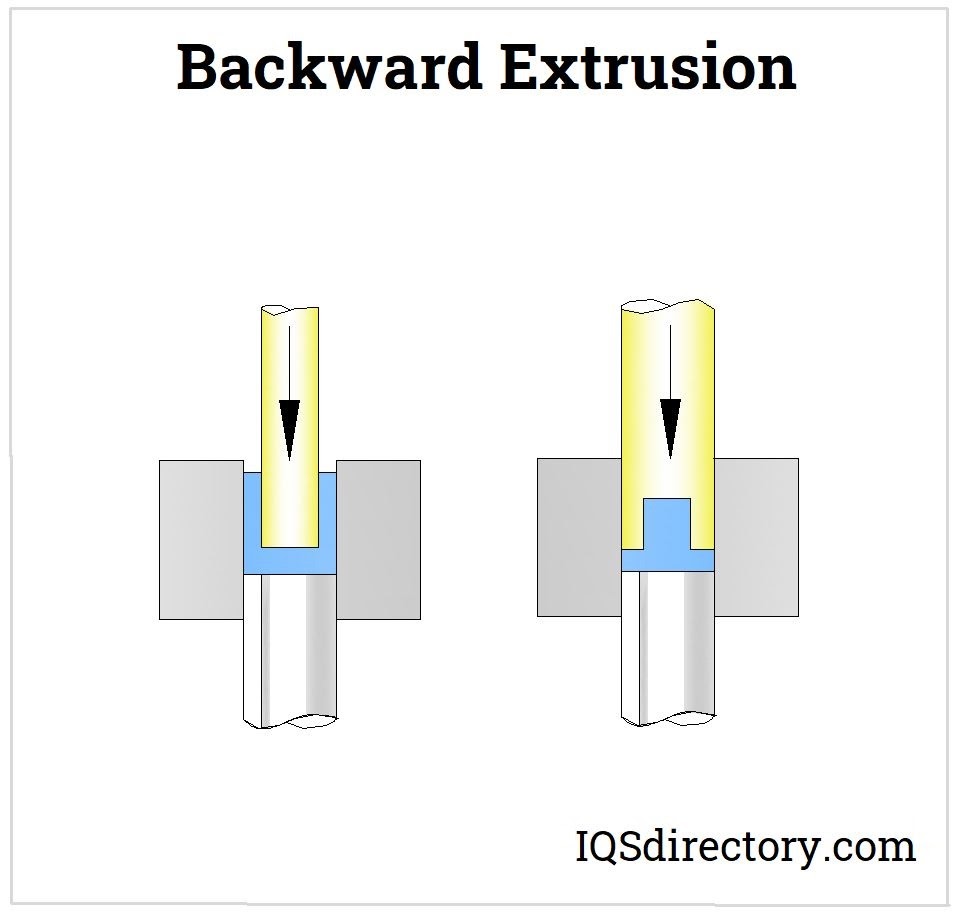
- Estrusione all'indietro:Il metallo scorre in direzione opposta alla pressione applicata; utilizzato per parti con fondi più spessi, come manicotti o tazze dei cuscinetti.
- Estrusione laterale:La pressione viene applicata perpendicolarmente all'asse principale, aggiungendo caratteristiche secondarie come fori laterali o nervature.
- Applicazioni:Efficiente per la formazione di componenti con sezioni trasversali complesse, come ingranaggi multi-dente e tubi cavi.
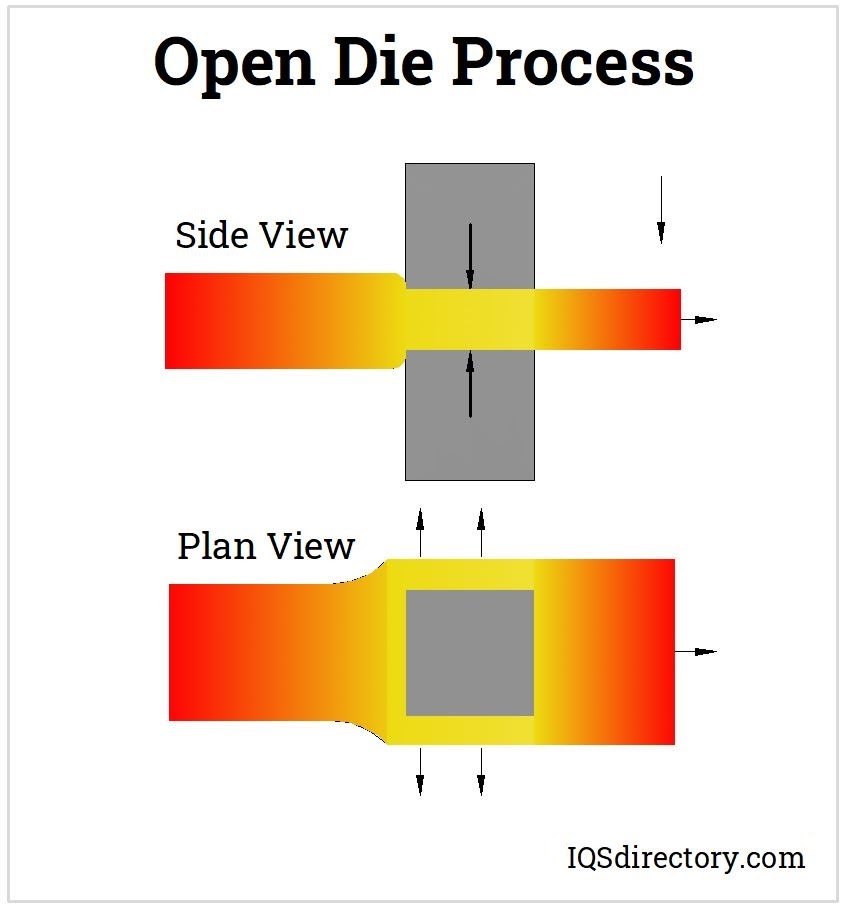
Forgiatura a stampo aperto:
- Principio:Le matrici piatte senza cavità pretagliate deformano gradualmente il pezzo in lavorazione attraverso più passaggi e riposizionamenti.
- Caratteristiche:Elevata flessibilità, adatto alla produzione di componenti di varie forme e dimensioni, in particolare parti di grandi dimensioni che richiedono integrità strutturale.
- Variante speciale:I processi di ribaltamento/dimensionamento applicano una forza concentrata su brevi distanze per la calibrazione dimensionale (ad esempio, regolazione del diametro della flangia).
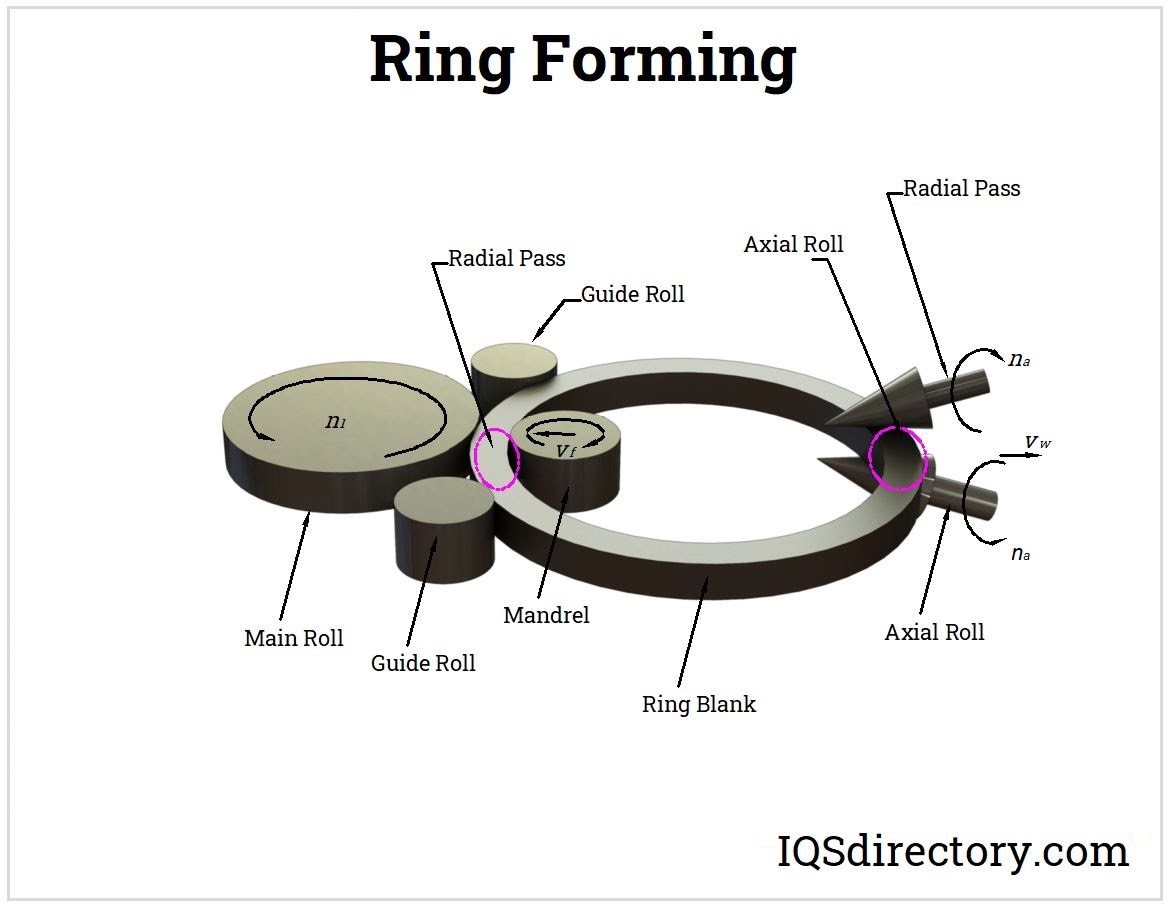
Laminazione ad anello:
- Principio:Una preforma con un foro centrale (a forma di ciambella) viene sottoposta a forze combinate di rotazione e compressione, che ne espandono il diametro esterno e modellano il foro interno per produrre un anello senza giunzioni.
- Caratteristiche:Gli anelli offrono elevata precisione dimensionale, resistenza uniforme e nessun difetto di saldatura, il che li rende in grado di sopportare carichi radiali e assiali.
- Applicazioni:Anelli di cuscinetti, flange, corone dentate e altri componenti circolari di precisione (ad esempio, piste di cuscinetti di turbine eoliche).
Forgiatura radiale (rastremazione):
- Principio:La pressione direzionale viene applicata tramite stampi o martelli per garantire un accoppiamento preciso tra i componenti. Il processo è altamente automatizzato e affidabile.
- Sottotipi:
- Forgiatura di tubi:Simile all'estrusione, i pezzi vengono pressati in stampi per formare parti tubolari come raccordi idraulici.
- Rastremazione radiale:Più martelli (due o più) comprimono radialmente il pezzo in lavorazione, rifinendone i diametri o formando gradini su alberi e barre.
- Applicazioni:Utilizzato per assemblaggi che richiedono superfici di accoppiamento precise, come alberi motore e connessioni rotoriche.



5.0Selezione del lubrificante come processo di supporto critico nella forgiatura a freddo
Sebbene la forgiatura a freddo venga eseguita a temperatura ambiente, operazioni come la piegatura e l'estrusione generano calore da attrito. I lubrificanti sono quindi essenziali per garantire la stabilità del processo, prevenire difetti e prolungare la durata dello stampo.
- Funzioni:Riduce i difetti di formatura, minimizza l'incollaggio e aumenta la longevità degli utensili.
- Tipi comuni:
- Rivestimenti chimici:Fosfato di zinco, fosfato, alluminato di calcio, fluoruro di alluminio (adatto per acciaio e alluminio, forma uno strato protettivo resistente all'usura).
- Lubrificanti polimerici/solidi:Vari rivestimenti polimerici, lubrificanti in grafite e tipi senza grafite (la grafite offre una lubrificazione elevata; i rivestimenti senza grafite sono preferiti per applicazioni che richiedono elevata pulizia, come i componenti elettronici).
- Principi di selezione:Deve essere adattato al tipo di metallo (ad esempio, l'acciaio utilizza la fosfatazione e la saponatura; l'alluminio utilizza lubrificanti solidi) e al tipo di processo (ad esempio, l'estrusione richiede lubrificanti resistenti ad alta pressione, la trafilatura richiede lubrificanti a basso attrito). I processi complessi potrebbero richiedere formulazioni di lubrificanti personalizzate.
6.0Applicazioni tipiche della forgiatura a freddo
Grazie alla sua precisione, efficienza e risparmio di materiali, la forgiatura a freddo è ampiamente adottata nei settori in cui i componenti devono soddisfare elevati standard di accuratezza e resistenza. Il solo settore automobilistico produce oltre 601 tonnellate di componenti forgiati a freddo.
| Industria | Applicazioni tipiche |
| Automobilistico | Punterie delle valvole del motore, ingranaggi della trasmissione, scanalature degli assi, bulloni e dadi ad alta resistenza, piste dei cuscinetti |
| Elettronica ed elettricità | Pin di connettori, contatti di relè, nuclei di rotori di motori, telai di smartphone in alluminio |
| Produzione di macchinari | Bobine delle valvole idrauliche, pistoni delle pompe dell'olio, portautensili in metallo duro |
| utensili manuali | Teste di chiavi e cacciaviti (che richiedono solo lucidatura), rulli per catene |
| Attrezzature pesanti | Anelli di supporto per turbine eoliche, basi di supporto per macchinari di grandi dimensioni (prodotti mediante forgiatura a stampo aperto o ad anello) |


7.0Differenze chiave tra forgiatura a freddo e forgiatura a caldo
La forgiatura a freddo e quella a caldo differiscono sostanzialmente per temperatura di lavorazione, caratteristiche di deformazione, precisione ottenibile e applicazioni idonee. Il confronto è il seguente:
| Categoria | Forgiatura a freddo | Forgiatura a caldo |
| Temperatura di lavorazione | Temperatura ambiente fino alla soglia di ricristallizzazione (tipicamente <400°C) | Al di sopra della temperatura di ricristallizzazione (acciaio 800–1250°C, rame 700–800°C) |
| Plasticità del metallo | Bassa plasticità; richiede alta pressione e lubrificazione per la deformazione | Elevata plasticità; minore resistenza alla deformazione, consentendo grandi riduzioni |
| Precisione del pezzo | Elevata (IT6–IT9); finitura superficiale liscia (Ra 0,4–3,2 μm) | Inferiore (IT10–IT13); superfici più ruvide, che di solito richiedono una post-lavorazione |
| Proprietà meccaniche | Maggiore resistenza e durezza, tenacità leggermente ridotta | Minore resistenza ma migliore tenacità; microstruttura uniforme dopo lavorazione a caldo |
| Requisiti di matrice | Acciaio per utensili ad alta resistenza (ad esempio, Cr12MoV) con durezza HRC 58–62 | Acciaio per utensili resistente al calore; attrito inferiore ma soggetto a ossidazione |
| Muori la vita | Più corto, a causa dell'alta pressione e dell'usura | Più a lungo, poiché l'attrito è inferiore a temperature elevate |
| Parti adatte | Componenti di precisione, ad alta resistenza e di piccole e medie dimensioni (bulloni, ingranaggi) | Parti grandi e complesse con requisiti di precisione inferiori (alberi motore, bielle) |
8.0Tecnologie chiave nella forgiatura a freddo
L'implementazione di successo della forgiatura a freddo si basa su tre tecnologie fondamentali che determinano direttamente la qualità dei pezzi e l'efficienza produttiva:
Progettazione e produzione di stampi:
- Materiali dello stampo:Vengono utilizzati acciai per utensili ad alta resistenza come Cr12MoV o DC53. Il trattamento termico sotto vuoto viene applicato per raggiungere livelli di durezza di 58-62 HRC, garantendo che gli stampi possano resistere ad alte pressioni.
- Progettazione della cavità:Il flusso del metallo deve essere simulato per prevenire pieghe, crepe o altri difetti. Per i pezzi complessi, vengono incorporati raccordi di transizione per guidare il riempimento uniforme della cavità dello stampo.
Tecnologia di lubrificazione:
- Obiettivo principale:Mantenere un coefficiente di attrito inferiore a 0,05 tra il metallo e la matrice per ridurre al minimo l'usura e prolungare la durata della matrice.
- Soluzioni comuni:I componenti in acciaio subiscono tipicamente fosfatazione + saponatura trattamento, formando una pellicola di fosfato che assorbe lo strato di sapone. I componenti in alluminio sono rivestiti con lubrificanti solidi come il bisolfuro di molibdeno (MoS₂).
Selezione dei materiali e pretrattamento:
- Requisiti materiali:Sono preferiti i metalli con buona duttilità e bassi rapporti snervamento/resistenza alla trazione, come gli acciai a basso tenore di carbonio (10#, 20#), gli acciai debolmente legati (20Cr, 40Cr), l'alluminio puro (1060) e l'ottone (H62).
- Pretrattamento:Gli acciai ad alto tenore di carbonio e ad alta lega richiedono ricottura di sferoidizzazione prima della forgiatura per ridurre la durezza, migliorare la duttilità e prevenire la formazione di crepe durante la deformazione.
9.0Processo di forgiatura a freddo: domande frequenti (FAQ)
D1: Qual è la differenza principale tra forgiatura a freddo e forgiatura a caldo?
A1: La forgiatura a freddo viene eseguita a temperatura ambiente o al di sotto del punto di ricristallizzazione del metallo, offrendo un'elevata precisione dimensionale e un'eccellente finitura superficiale. La forgiatura a caldo, eseguita al di sopra della temperatura di ricristallizzazione, consente deformazioni maggiori con forze inferiori, ma in genere richiede una lavorazione secondaria per garantire la precisione.
D2: Quali materiali sono più adatti alla forgiatura a freddo?
A2: La forgiatura a freddo funziona meglio con metalli duttili come acciai a basso tenore di carbonio, alluminio, rame e le loro leghe. Materiali fragili come la ghisa non sono adatti.
D3: Quali sono i maggiori vantaggi della forgiatura a freddo?
A3: Alta precisione (IT6–IT9), superfici lisce (Ra 0,4–3,2 μm), risparmio di materiale (utilizzo fino a 95%) e basso consumo energetico (solo 1/5–1/10 di forgiatura a caldo).
D4: Quali sono i principali limiti della forgiatura a freddo?
A4: Costi elevati degli stampi, opzioni limitate di materiali, ridotta duttilità dovuta all'incrudimento e forme complesse che spesso richiedono più fasi di forgiatura.
D5: In quali settori è più ampiamente applicata la forgiatura a freddo?
A5: Il settore automobilistico è dominante (oltre 60% di componenti), seguito dalla produzione di elettronica, macchinari, utensili manuali e attrezzature pesanti.
Riferimenti
https://www.iqsdirectory.com/articles/forging/cold-forging.html
https://www.tfgusa.com/cold-forging/#FAQs
https://www.fictiv.com/articles/hot-forging-vs-cold-forging
https://www.forcebeyond.com/cold-forging/
https://ecenarro.com/blog-en/from-machining-to-cold-forging/




