

- 1.0Definizione e usi dell'acciaio inossidabile spazzolato
- 1.1Caratteristiche dell'acciaio inossidabile spazzolato
- 1.2Gradi di trattamenti superficiali in acciaio inossidabile
- 1.3Classificazione Ra (rugosità media)
- 1.4Applicazioni comuni dell'acciaio inossidabile spazzolato
- 1.5Differenze tra acciaio inossidabile spazzolato e acciaio inossidabile a specchio
- 1.6Relazione tra finiture satinate e spazzolate
- 2.0Selezione degli strumenti giusti per la spazzolatura – Flusso del processo
- 3.0Determinare la direzione corretta dello spazzolamento
- 4.0Utilizzo della pressione di macinazione appropriata
- 5.0Prevenire la rettifica eccessiva e i danni
- 5.1Evitare l'usura eccessiva: diversi spessori di acciaio inossidabile tollerano la molatura in modo diverso. Una molatura eccessiva può far sì che il materiale diventi troppo sottile.
- 5.2Lubrificazione e raffreddamento adeguati: una lubrificazione e un raffreddamento adeguati possono prevenire efficacemente l'accumulo di calore dovuto all'attrito durante la rettifica.
- 6.0Pulizia e manutenzione dell'acciaio inossidabile spazzolato
- 7.0Domande frequenti sull'acciaio inossidabile spazzolato
1.0Definizione e usi dell'acciaio inossidabile spazzolato
L'acciaio inossidabile spazzolato si riferisce al processo di creazione di una texture continua e lineare sulla superficie dell'acciaio inossidabile tramite attrito meccanico (utilizzando nastri o ruote abrasive) o trattamenti chimici. Ciò conferisce al metallo una finitura opaca con innumerevoli linee sottili.
I metalli comunemente spazzolati includono acciaio inossidabile, alluminio E nichel.
L'intensità della finitura spazzolata è specificata come rugosità superficiale ed è in genere compresa tra 0,5 e 1,5 micrometri Ra.
Il processo di spazzolatura migliora l'estetica, la resistenza all'usura e la consistenza superficiale dell'acciaio inossidabile.

1.1Caratteristiche dell'acciaio inossidabile spazzolato
- Texture opaca:Le superfici in acciaio inox spazzolato presentano linee uniformi e un effetto opaco.
- Elevata resistenza all'usura:Il processo di spazzolatura aiuta a nascondere piccoli graffi superficiali, rendendo il prodotto più durevole.
- Resistenza alle impronte digitali:Rispetto all'acciaio inossidabile con finitura a specchio, l'acciaio inossidabile spazzolato è meno soggetto a impronte digitali o macchie.
- Forte fascino decorativo: Grazie al suo aspetto strutturato, l'acciaio inossidabile spazzolato viene spesso utilizzato per scopi decorativi e artistici.
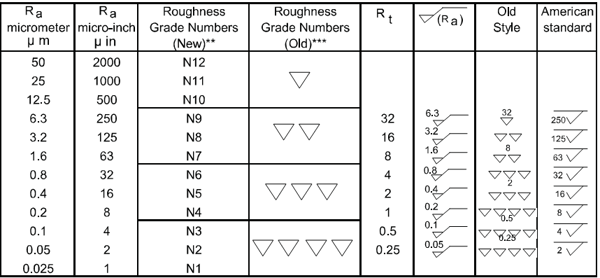
1.2Gradi di trattamenti superficiali in acciaio inossidabile
Le superfici in acciaio inossidabile vengono sottoposte a vari processi di trattamento per ottenere diversi gradi di finitura, ad esempio n. 1, n. 2D, n. 2B, n. 4, n. 6, n. 7 e n. 8.
- N. 1: Ruvido e antiriflesso.
- N. 2D: Opaco, con media scorrevolezza.
- N. 2B: Liscia con una leggera lucentezza riflettente, solitamente considerata la finitura standard.
- N. 4: Finitura spazzolata dall'aspetto opaco, resistente alle impronte digitali e ai graffi.
- N. 6: Texture spazzolata più fine con maggiore lucentezza.
- N. 7: Lucido, con piccoli segni di lucidatura.
- N.8 (Specchio): Altamente lucidato, con una finitura riflettente e impeccabile.
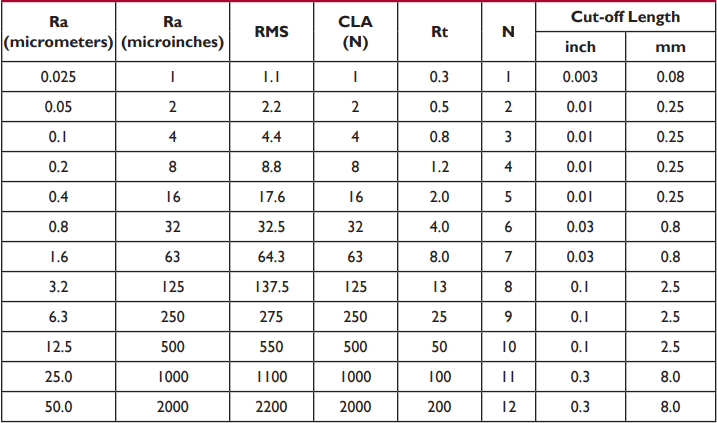
1.3Classificazione Ra (rugosità media)
- Ra 12,5 – 25,0 μm: Superficie lavorata grossolanamente
- Ra 3,2 – 6,3 μm: Superficie moderatamente lavorata
- Ra 1,6 – 3,2 μm: finitura fine standard
- Ra 0,8 – 1,6 μm: Finitura fine
- Ra 0,2 – 0,8 μm: Finitura ultra-fine
- Ra ≤ 2 μm: Finitura a specchio


1.4Applicazioni comuni dell'acciaio inossidabile spazzolato
L'acciaio inossidabile spazzolato ha un'ampia gamma di applicazioni sia in progetti commerciali che residenziali. Gli usi comuni includono:
- Elettrodomestici: Pannelli ed esterni di frigoriferi, microonde, lavastoviglie e cappe aspiranti.
- Attrezzatura da cucina:Lavelli, ripiani, ante dei mobili, utensili e pentole.
- Decorazione architettonica: Pannelli per ascensori, rivestimenti murali, corrimano, stipiti delle porte e decorazioni per soffitti.
- Mobili e ferramenta:Sedie, armadi, maniglie delle porte, apparecchi di illuminazione, corrimano e specchi.
- Automotive e trasporti:Rifiniture interne, decorazioni delle cabine dei treni e corrimano della metropolitana.
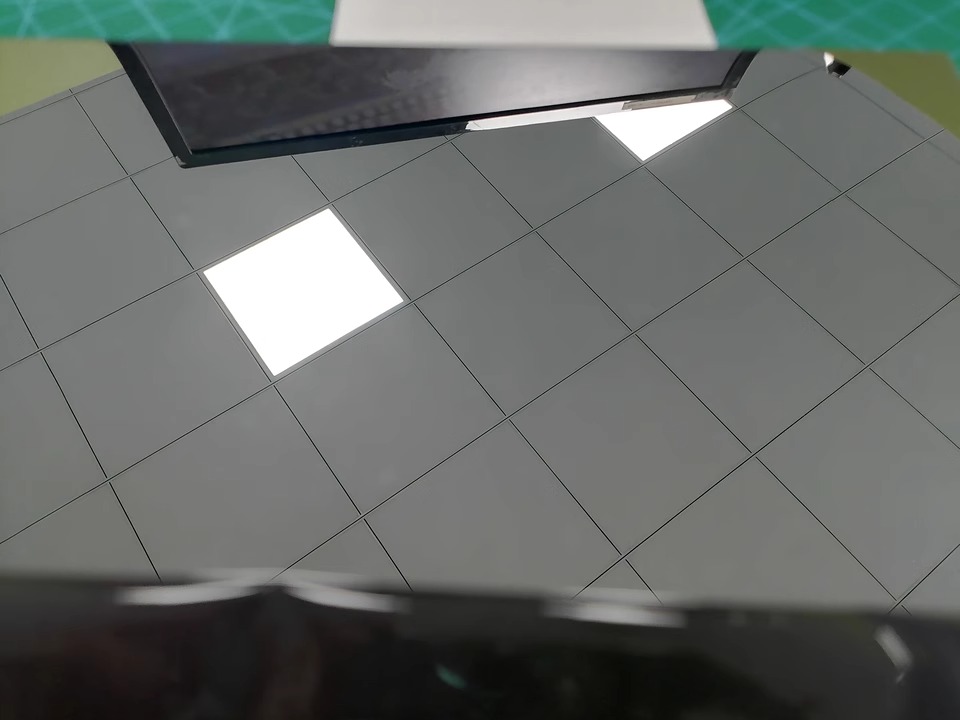
1.5Differenze tra acciaio inossidabile spazzolato e acciaio inossidabile a specchio
- Acciaio inossidabile spazzolato: Presenta una texture lineare continua con finitura opaca, antiriflesso, nasconde i graffi ed è resistente alle impronte digitali.
- Acciaio inossidabile a specchio: Altamente lucidato, riflettente e liscio come uno specchio. Ha un aspetto di alta qualità ma è più soggetto a impronte digitali, macchie e graffi, che sono più evidenti.
1.6Relazione tra finiture satinate e spazzolate
Sia la finitura satinata che quella spazzolata vengono utilizzate per i trattamenti superficiali dell'acciaio inossidabile. La finitura spazzolata si concentra sulla direzionalità e sulle linee, mentre la finitura satinata enfatizza un effetto liscio e opaco.
- Finitura spazzolata:Crea una texture lineare sulla superficie, solitamente in una sola direzione, mediante lucidatura meccanica o manuale con strumenti come carta vetrata o spazzole metalliche.
- Finitura satinata: Conosciuta anche come finitura satinata o opaca, è più liscia e uniforme e solitamente si ottiene attraverso tecniche di lucidatura più fini.
2.0Selezione degli strumenti giusti per la spazzolatura – Flusso del processo

2.1Processo di preparazione
- Selezione degli strumenti: Spazzola metallica, detergente per acciaio inossidabile.
- Funzione: Prima di spazzolare, rimuovere lo strato di ossido, lo sporco e la ruggine. La spazzola metallica rimuove efficacemente lo strato ruvido, garantendo risultati di spazzolatura migliori. I detergenti aiutano a rimuovere lo sporco e il grasso.

2.2Fase di lavorazione grezza
- Selezione degli strumenti:Carta vetrata a grana grossa o nastro abrasivo, smerigliatrice elettrica, smerigliatrice angolare.
- Funzione:La lavorazione grossolana rimuove i difetti superficiali più grandi e inizia a formare la texture spazzolata. Di solito, per la molatura si usa carta vetrata grossa (ad esempio, da 60# a 120#).
- Suggerimenti:
Strumenti manuali: Per un controllo preciso, utilizzare carta vetrata a grana grossa per piccole aree o bordi.
Strumenti meccanici: Le smerigliatrici a nastro elettriche o le smerigliatrici angolari sono più efficienti per le grandi superfici, ma richiedono abilità per evitare superfici irregolari.
2.3Processo di finitura
- Selezione degli strumenti:Carta vetrata fine o nastro abrasivo fine, tampone per spazzolatura specializzato, smerigliatrice a nastro o macchina lucidatrice.
- Funzione:Per rifinire la grana della spazzolatura si utilizzano carta vetrata fine (ad esempio da 320# a 600#) o nastri abrasivi fini.
- Suggerimenti:
oAdatto per lavori di dettaglio e finiture su piccola scala.
oRegolare velocità e pressione per garantire una consistenza uniforme.
2.4Post-elaborazione
- Selezione degli strumenti: Mola per lucidatura, tampone per lucidatura.
- Funzione: Questo passaggio si concentra sulla rimozione dei micrograffi e sul miglioramento della levigatezza della superficie. Gli utensili per lucidatura forniscono una finitura più raffinata.
3.0Determinare la direzione corretta dello spazzolamento
Che si tratti di spazzolatura orizzontale, verticale, diagonale o incrociata, la direzione corretta della spazzolatura non solo migliora l'aspetto estetico, ma aiuta anche a evitare graffi disordinati sulla superficie. Di seguito sono riportate le spiegazioni dettagliate sulle direzioni della spazzolatura:
3.1Spazzolatura lungo la grana del metallo
Le superfici in acciaio inossidabile hanno solitamente una venatura o una direzione naturale. Quando si spazzola, è fondamentale seguire questa venatura naturale per evitare graffi irregolari.
3.2Effetti delle diverse direzioni di spazzolatura
- Spazzolatura orizzontale:La spazzolatura orizzontale solitamente produce motivi lineari orizzontali. Questa è comunemente usata per grandi pannelli decorativi, ante di armadi e altre superfici in ambienti commerciali e residenziali.
- Spazzolatura verticale:La spazzolatura verticale crea motivi lineari verticali. Questa tecnica è spesso applicata in ambienti in cui è necessario un senso di altezza, come pannelli decorativi e interni di ascensori.
- Spazzolatura diagonale:La spazzolatura diagonale produce motivi più dinamici e unici, adatti per elementi decorativi incentrati sul design, come arredi artistici e mobili particolari.
- Spazzolatura incrociata:La pennellata in due o più direzioni crea effetti di texture complessi. Questo metodo è spesso utilizzato per progetti personalizzati di fascia alta o applicazioni altamente decorative, come case di lusso, installazioni artistiche e pareti caratteristiche.
4.0Utilizzo della pressione di macinazione appropriata

La pressione di molatura svolge un ruolo fondamentale nella spazzolatura dell'acciaio inossidabile. La scelta della pressione giusta assicura modelli di spazzolatura della superficie uniformi. Controllando la pressione di molatura, puoi evitare efficacemente graffi o ammaccature sulla superficie. Di seguito sono riportati i dettagli sull'utilizzo di una pressione di molatura appropriata:
4.1Impatto della pressione sulla finitura superficiale
- Pressione eccessiva: Applicare troppa pressione può causare graffi evidenti, ammaccature o texture irregolari sulla superficie in acciaio inossidabile. Ciò è particolarmente vero quando si utilizzano carta vetrata a grana grossa o nastri abrasivi, che possono facilmente danneggiare la superficie.
- Pressione moderata:Una pressione di levigatura moderata garantisce un trattamento uniforme della superficie in acciaio inossidabile, ottenendo così risultati di spazzolatura lisci e fini.
Prova: Provare su una piccola area nascosta e regolare la pressione fino a ottenere il risultato desiderato.
Pressione uniforme: Mantieni la mano ferma ed esercita una pressione uniforme per evitare una forza eccessiva o una pressione localizzata.
4.2Pressione gradualmente crescente
Durante la spazzolatura, è consigliabile aumentare gradualmente la pressione esercitata.
- Fase iniziale:Utilizzare carta vetrata più fine o nastri abrasivi per una levigatura leggera. Lo scopo di questo passaggio è rimuovere piccole imperfezioni superficiali e pretrattare il materiale per lavori più ruvidi.
- Transizione Palcoscenico: Passare gradualmente a carta vetrata più grossa o nastri abrasivi, aumentando la pressione. Questa fase aiuta a rimuovere imperfezioni più significative e texture irregolari, ma è comunque necessaria una pressione uniforme.
- Finale Palcoscenico:Utilizzare carta vetrata fine o tamponi lucidanti per il trattamento finale. A questo punto, regolare la pressione in modo appropriato per garantire che la superficie raggiunga la levigatezza e la lucentezza richieste.
Raccomandazioni:
- BeneCarta vetrata: Utilizzare per la molatura iniziale esercitando una leggera pressione per mantenere la superficie liscia.
- Carta vetrata grossa: Utilizzare quando è necessario rimuovere più materiale, aumentando gradualmente la pressione ed evitando di usare una forza eccessiva.
- Tamponi per lucidatura: Utilizzare per la lucidatura finale fine e delicata, per ottenere una finitura liscia.
5.0Prevenire la rettifica eccessiva e i danni
Per evitare una rettifica eccessiva e danni, controllare il tempo e la frequenza della rettifica e utilizzare una lubrificazione e un raffreddamento adeguati. Ciò aiuta a evitare una rettifica eccessiva e danni ai materiali.
Ecco alcuni metodi specifici per evitare una macinatura eccessiva:
5.1Evitare l'usura eccessiva: diversi spessori di acciaio inossidabile tollerano la molatura in modo diverso. Una molatura eccessiva può far sì che il materiale diventi troppo sottile.
- Selezionare il tempo di macinazione appropriato: Impostare un tempo di macinazione appropriato in base allo spessore e alle condizioni del materiale.
- Controllo della frequenza di macinazione: Evitare di macinare frequentemente la stessa zona.
- Ispezioni regolari:Controllare regolarmente le condizioni della superficie del materiale.
5.2Lubrificazione e raffreddamento adeguati: una lubrificazione e un raffreddamento adeguati possono prevenire efficacemente l'accumulo di calore dovuto all'attrito durante la rettifica.
- Utilizzare olio lubrificante: Ciò riduce l'attrito e aiuta a rimuovere i detriti metallici prodotti durante la molatura.
- Raffreddamento ad acqua:L'acqua può essere spruzzata o utilizzata come flusso per raffreddare la superficie durante la molatura. (Le spazzolatrici elettriche solitamente hanno sistemi di raffreddamento ad acqua.)
- Interruzioni di raffreddamento:Fermarsi periodicamente per lasciare raffreddare il materiale, evitando l'impatto delle alte temperature sostenute sul materiale. (Questo metodo è meno efficiente.)
6.0Pulizia e manutenzione dell'acciaio inossidabile spazzolato
La pulizia e la manutenzione dell'acciaio inossidabile spazzolato richiedono la scelta di detergenti per acciaio inossidabile appropriati. Evitare di utilizzare detergenti acidi o a base di cloruro e utilizzare panni morbidi per la pulizia. Una pulizia regolare e l'applicazione di rivestimenti anti-impronta possono prevenire efficacemente la permanenza di impronte digitali e macchie.
6.1Utilizzo dei prodotti per la pulizia giusti
- Detergenti neutri: Scegli detergenti a pH neutro che possano rimuovere efficacemente lo sporco comune senza alterare la finitura superficiale.
- Pulizia con panno morbido:Per la pulizia, utilizzare panni morbidi e privi di pelucchi oppure panni in microfibra per evitare di graffiare la superficie in acciaio inossidabile.
- Evitare detergenti acidi o a base di cloruro:Queste sostanze chimiche possono corrodere la superficie dell'acciaio inossidabile, causandone i danni.
Utilizzare detergenti specializzati per acciaio inossidabile: Possono rimuovere efficacemente lo sporco e formare uno strato protettivo sulla superficie, riducendo impronte digitali e macchie.
6.2Prevenire le impronte digitali:
Utilizzare pellicole protettive in acciaio inossidabile: Servono a proteggere il materiale da eventuali danni durante la lavorazione, il trasporto e l'installazione.
7.0Domande frequenti sull'acciaio inossidabile spazzolato
Qual è la differenza tra acciaio inossidabile spazzolato e acciaio inossidabile a specchio?
L'acciaio inossidabile spazzolato presenta evidenti motivi lineari, mentre l'acciaio inossidabile a specchio è altamente lucidato con una finitura riflettente simile a uno specchio.
Qual è la differenza tra acciaio inossidabile spazzolato e nichel spazzolato?
L'acciaio inossidabile spazzolato utilizza una lega di acciaio inossidabile con sottili motivi spazzolati sulla superficie, mentre il nichel spazzolato è una lega di nichel sottoposta a trattamento di spazzolatura, che conferisce un colore più tenue.
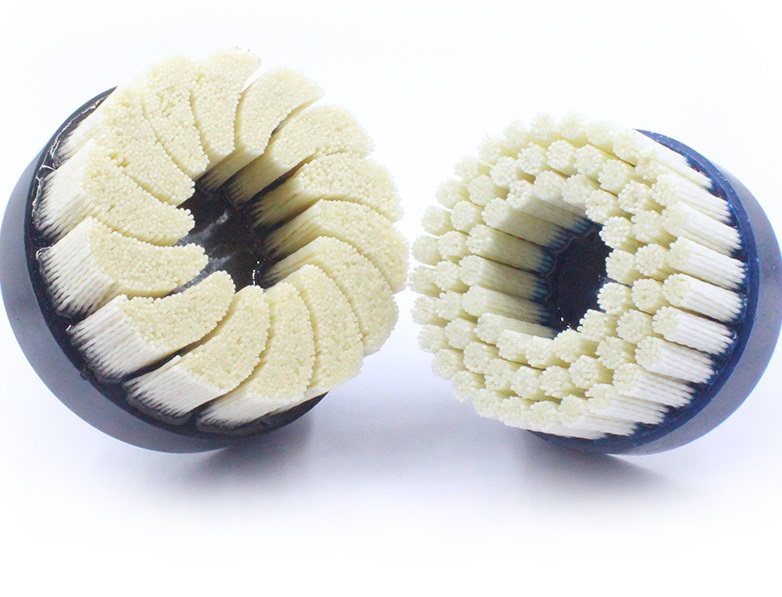
Cos'è una mola lucidante?
Una mola lucidante è uno strumento utilizzato per lucidare superfici metalliche, solitamente in tessuto, lana o materiali sintetici. Viene utilizzata per rimuovere graffi e migliorare la levigatezza superficiale dell'acciaio inossidabile.
Cos'è un nastro abrasivo?
Una cinghia abrasiva è un foglio di carta vetrata a forma di nastro utilizzato per la molatura e la carteggiatura, solitamente montato su levigatrici a nastro e lucidatrici per rimuovere le imperfezioni superficiali dall'acciaio inossidabile.
Riferimenti
https://en.wikipedia.org/wiki/Brushed_metal




