

- 1.0Definizione e caratteristiche dei bulloni
- 2.0Bulloni vs. Viti: differenze fondamentali dietro un aspetto simile
- 3.0Tipi comuni di bulloni e loro applicazioni
- 4.0Processo di produzione dei bulloni: dalla materia prima al prodotto finito
- 5.0Terminologia chiave e interpretazione delle specifiche dei bulloni
- 6.0Gradi di resistenza dei bulloni: comprendere le "marcature numeriche"
- 7.0Linee guida per la selezione e l'installazione dei bulloni
- 8.0Conclusione
Nella produzione meccanica, nell'ingegneria edile, nell'industria automobilistica e persino nell'assemblaggio quotidiano di mobili, i bulloni svolgono un ruolo fondamentale ed essenziale nel fissaggio. Svolgono un ruolo fondamentale nell'unione dei componenti, nella trasmissione dei carichi e nella garanzia della stabilità strutturale. Che si tratti dei collegamenti in acciaio di un grande ponte o del fissaggio sicuro di componenti fondamentali in macchinari di precisione, le prestazioni e la scelta dei bulloni influenzano direttamente la sicurezza e la durata complessiva del sistema.
1.0Definizione e caratteristiche dei bulloni
Un bullone è un elemento di fissaggio cilindrico con filettatura esterna, progettato per unire saldamente due o più componenti tramite fori passanti allineati, applicando una forza di serraggio assiale. Ciò impedisce lo spostamento sia assiale che radiale dei componenti. Strutturalmente, un bullone standard è costituito da tre parti principali, ciascuna delle quali svolge una funzione essenziale:
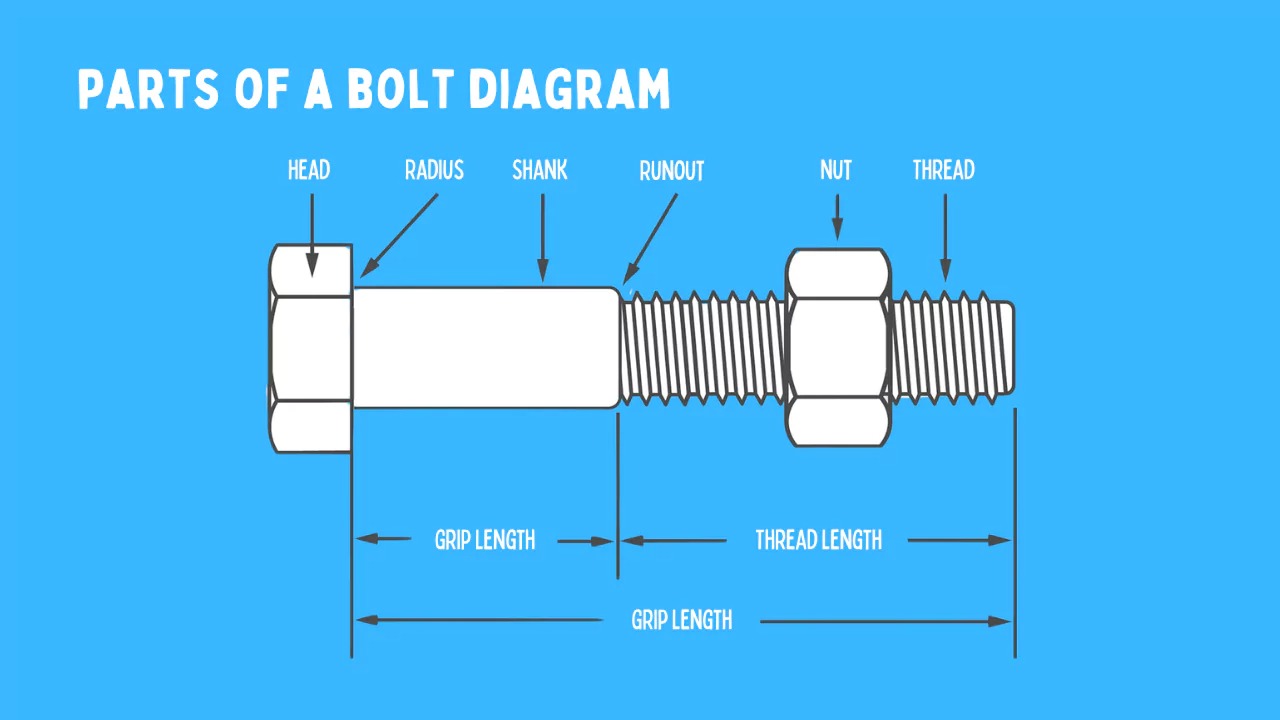
1.1Testa del bullone
La testa si trova a un'estremità del bullone e in genere ha un diametro maggiore del gambo. Le sue funzioni principali sono:
- Distribuzione del carico: Distribuisce la pressione generata durante il serraggio in modo uniforme sulla superficie della parte collegata, evitando sollecitazioni localizzate che potrebbero causare deformazioni o danni.
- Fornire un punto di presa: Offre una superficie stabile su cui gli utensili (ad esempio chiavi inglesi, bussole) possono applicare la coppia necessaria per serrare o allentare.
Le forme più comuni della testa sono: esagonale, rotonda, svasata e quadrata:
- Testa esagonale: Il più ampiamente utilizzato: il suo design a sei lati è facile da realizzare, offre molteplici angoli di presa e consente un trasferimento efficiente della coppia, rendendolo ideale per applicazioni ad alta coppia.
- Testa svasata: Adatto per scenari che richiedono una superficie liscia (ad esempio, pannelli di mobili, involucri di apparecchiature), poiché la testa si incastra nel materiale per una finitura a filo.
1.2Gambo
Il gambo collega la testa alla sezione filettata e in genere è composto da due parti:
- Sezione liscia (corpo): Si innesta con precisione nel foro del componente collegato per impedire movimenti radiali. L'assenza di filettature evita la concentrazione di sollecitazioni alla radice della filettatura (un punto di rottura comune) e migliora la resistenza al taglio. Per applicazioni con carichi di taglio significativi (ad esempio, giunti di strutture in acciaio), la sezione liscia deve attraversare completamente la superficie di accoppiamento per garantire che la forza di taglio sia sopportata dal corpo anziché dalle filettature.
- Sezione filettata: Situato all'altra estremità del gambo, si innesta in un dado o in un foro filettato internamente. Il suo design elicoidale converte la coppia in forza di serraggio assiale per fissare i componenti collegati.
1.3Filo
Le filettature sono creste e scanalature elicoidali continue (radici) sulla superficie del bullone, la cui geometria influisce direttamente sulla stabilità e sulla compatibilità della connessione.
- Profili comuni:
- Filettature triangolari (ad esempio filettature metriche standard): ampiamente utilizzate per il fissaggio generale grazie alla capacità autobloccante e alla facilità di fabbricazione.
- Filettature trapezoidali/quadrate: rare nei bulloni, utilizzate soprattutto per la trasmissione di potenza (ad esempio, martinetti).
- Direzione: La versione standard è quella destrorsa (serrata in senso orario); quella sinistrorsa (serrata in senso antiorario) viene utilizzata solo in casi particolari (ad esempio, pedali di bicicletta, lame di seghe circolari) in cui le forze operative potrebbero allentare le filettature destrorse.
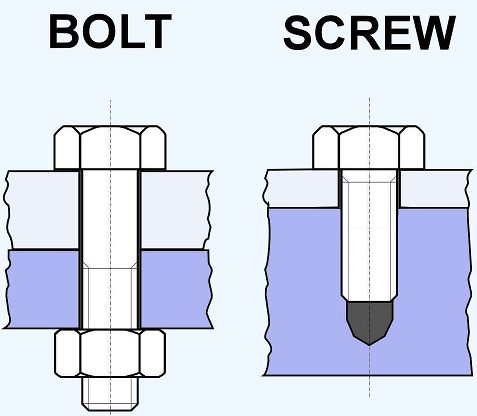
2.0Bulloni vs. Viti: differenze fondamentali dietro un aspetto simile
| Dimensione | Bullone | Vite |
| Definizione di base | Passa attraverso i fori non filettati dei componenti; si serra con un dado. | Si inserisce nei fori, si innesta nelle filettature preformate o si taglia da sola (autofilettante); si serra tramite la testa (non è necessario alcun dado). |
| Caratteristiche del filo | Per lo più parzialmente filettati (gambo liscio + sezione filettata più corta); esistono tipi completamente filettati per esigenze specifiche. | Quasi completamente filettato (la filettatura parte da appena sotto la testa e arriva fino alla punta; non si nota un gambo liscio). |
| Dipendenza dall'installazione | Richiede un dado per la forza di serraggio opposta; non è necessario alcun foro filettato nei componenti. | Non richiede dadi; si inserisce in fori prefilettati o filettature nei materiali (legno, lamiera sottile). |
| Utilizzo degli strumenti | Serrato con una chiave/bussola sulla testa (o testa fissa + dado rotante, ad esempio bulloni a testa tonda). | Serraggio tramite utensili (cacciaviti, chiavi esagonali) sulla testa; nessun dado. |
| Prestazioni di carico | Il gambo liscio distribuisce la forza di taglio; resistenza al taglio e alla trazione superiore (adatto per carichi pesanti). | Elevato potere di tenuta, ma la tensione si concentra alle radici della filettatura; minore resistenza al taglio (adatto per impieghi leggeri). |
| Applicazioni tipiche | Giunzioni strutturali in acciaio, basi per macchine, flange per tubi e telai per autoveicoli. | Assemblaggio di mobili, alloggiamenti per componenti elettronici, fissaggio di lamiere e lavorazione del legno. |
Nota speciale: I casi limite (ad esempio, un bullone esagonale avvitato direttamente in un foro filettato) non alterano la loro distinzione fondamentale: i bulloni sono intrinsecamente progettati per l'uso con dadi, mentre le viti sono definite dall'impegno diretto con materiali/dadi.
3.0Tipi comuni di bulloni e loro applicazioni
La progettazione dei bulloni deve essere adeguata alle condizioni operative (carico, materiale dei componenti, ambiente, frequenza di smontaggio). Di seguito sono riportati 10 tipi di bulloni ampiamente utilizzati nell'industria, con le loro caratteristiche e applicazioni principali:
3.1Bulloni esagonali
- Caratteristiche principali: Testa a sei lati (standard o a basso profilo) per una facile presa della chiave; disponibile con design parzialmente filettato (gambo liscio per resistenza al taglio) o completamente filettato.
- Vantaggi: Versatile, conveniente, efficiente trasferimento della coppia, compatibile con la maggior parte degli utensili.
- Applicazioni: Collegamenti generali di macchinari (base motore-telaio), giunti secondari di strutture in acciaio, montaggio di accessori per motori di autoveicoli, fissaggio interno di elettrodomestici.

3.2Bulloni per carrozze
- Caratteristiche principali: Testa arrotondata/a cupola (senza superfici di presa) con un breve collo quadrato sotto la testa (si blocca in fori/materiali quadrati per evitare la rotazione); quasi esclusivamente completamente filettata (la filettatura parziale è rara per le grandi dimensioni).
- Vantaggi: Consente il serraggio con una sola mano (non è necessario tenere la testa); impedisce che le teste sporgenti danneggino i prodotti.
- Applicazioni: Montaggio di ringhiere, casse/pallet in legno, mobili da esterno (panchine da parco), macchinari agricoli con componenti in legno.

3.3Bulloni flangiati
- Caratteristiche principali: Flangia circolare integrale (più grande della testa) sulla testa; le superfici della flangia spesso presentano dentellature (antiscivolo); alcuni modelli includono rondelle in gomma/plastica (tenuta + resistenza alle vibrazioni).
- Vantaggi: Distribuisce la forza di serraggio su un'ampia area (impedisce la deformazione dei materiali morbidi, ad esempio plastica/alluminio); le dentellature riducono l'allentamento in ambienti ad alta vibrazione.
- Applicazioni: Raccordi flangiati per tubi (condotte chimiche/idriche), coperture di recipienti a pressione, giunti tra trasmissione e motore per autoveicoli, involucri per apparecchiature mediche.

3.4Bulloni a spalla
- Caratteristiche principali: “Spalla” cilindrica liscia lavorata con precisione (tolleranza h6/h7) tra la testa e la sezione filettata; diametro della spalla > diametro della filettatura; lunghezza della spalla personalizzabile.
- Vantaggi: La spalla funge da riferimento di posizionamento per le parti rotanti/scorrevoli (cuscinetti, ingranaggi) per garantire la coassialità; sopporta carichi radiali per proteggere le filettature.
- Applicazioni: Allineamento di alloggiamenti di cuscinetti, attrezzature per macchine utensili, rulli per macchine da stampa, gruppi di strumenti di precisione.

3.5Bulloni di espansione
- Caratteristiche principali: È costituito da una barra filettata (acciaio Q235/45# o acciaio inossidabile per la resistenza alla corrosione), manicotto di espansione a parete sottile (acciaio zincato/inossidabile), dado e rondella; l'estremità della barra ha una testa conica.
- Principio di funzionamento: Inserito in fori preforati in calcestruzzo/muratura; stringendo il dado la testa conica viene tirata nel manicotto, espandendolo contro le pareti del foro per un ancoraggio ad attrito.
- Applicazioni: Installazione di telai per soffitti, staffe per aria condizionata, scatole elettriche, scaldabagni a parete, insegne.

3.6Bulloni di ancoraggio
- Caratteristiche principali: Barre lunghe con estremità incorporate (gancio, piega a L o piastra di ancoraggio) per l'incollaggio al calcestruzzo; l'estremità esposta è filettata; i materiali includono acciaio al carbonio medio (Q345), acciaio legato o acciaio inossidabile (ambienti corrosivi).
- Vantaggi: Gettato in fondamenta di cemento; garantisce una resistenza di tenuta eccezionale per attrezzature pesanti (impedisce movimenti/ribaltamenti sotto carico/vibrazioni).
- Applicazioni: Turbine/generatori a vapore di centrali elettriche, motori di grandi dimensioni (ventilatori, pompe), macchine utensili pesanti, supporti di ponti.

3.7prigionieri
- Caratteristiche principali: Filettati ad entrambe le estremità (diametri uguali o diversi per fori non corrispondenti); gambo liscio nel mezzo (le dimensioni più piccole possono essere completamente filettate).
- Vantaggi: Un'estremità ("estremità fissa") è installata in modo permanente in un foro filettato; l'altra ("estremità di servizio") è fissata con un dado, consentendo lo smontaggio frequente senza danneggiare le filettature fisse.
- Applicazioni: Flange per tubazioni chimiche, collegamenti tra testata e blocco cilindri per autoveicoli, giunti tra corpo valvola e coperchio, portelli di ispezione per caldaie.

3.8Bulloni a U
- Caratteristiche principali: Design a forma di U con estremità filettate; il raggio interno corrisponde all'oggetto cilindrico (tubo/asta) da fissare.
- Vantaggi: Fissaggio uniforme attorno a oggetti rotondi (nessun danno superficiale); facile da installare senza complessi dispositivi di fissaggio.
- Applicazioni: Fissaggio di tubi di acqua/riscaldamento/gas, sospensione di canaline portacavi, fissaggio di tubi di scarico del trattore.

3.9Bulloni ad occhiello
- Caratteristiche principali: Anello circolare (occhiello) a un'estremità (per ganci di sollevamento) e filettature esterne all'altra; disponibile con design ad occhiello fisso (saldato) o girevole (ruotabile).
- Vantaggi: Consente il sollevamento sicuro dei componenti; i modelli con occhiello girevole supportano carichi angolari.
- Applicazioni: Sollevamento di parti di macchinari, sospensione di apparecchiature sospese (illuminazione, ventilatori), ferramenta marina.

3.10Bulloni strutturali ad alta resistenza
- Caratteristiche principali: Prodotti in lega di acciaio (40Cr, 35CrMo, 42CrMo) e trattati termicamente (tempra + rinvenimento); gradi di resistenza: ISO 10.9/12.9 o ASTM A325/A490; testa contrassegnata con grado (ad esempio, "10.9", "A325"); abbinati a dadi/rondelle ad alta resistenza.
- Vantaggi: Eccezionale resistenza alla trazione, allo snervamento e alla fatica; resiste a carichi elevati/sollecitazioni dinamiche senza deformazione plastica.
- Applicazioni: Giunti in acciaio di ponti di grandi dimensioni (torri di ponti strallati), strutture in acciaio di grandi dimensioni, bracci di gru, piattaforme offshore.
4.0Processo di produzione dei bulloni: dalla materia prima al prodotto finito
Il processo di fabbricazione di un bullone ne determina le proprietà meccaniche, la precisione dimensionale e la durata utile. Le fasi principali sono le seguenti:
4.1Preparazione delle materie prime
- Selezione dei materiali:
- Bulloni standard (≤ISO 8.8): acciaio a medio/basso tenore di carbonio (Q235, 45#).
- Bulloni ad alta resistenza (≥ISO 10.9): acciaio legato (40Cr, 35CrMo, 42CrMo o 40CrNiMoA per la resistenza alla fatica).
- Bulloni resistenti alla corrosione: acciaio inossidabile (304, 316), ottone, nylon.
- Bulloni ad alta temperatura: Leghe resistenti al calore (Inconel 718, ASTM A193 B7).
- Pretrattamento: Utilizzare barre di acciaio (bulloni grandi) o fili (bulloni medi/piccoli); pulire le superfici (rimuovere ruggine/olio) e ispezionare il materiale per individuare eventuali difetti (ad esempio crepe, inclusioni).
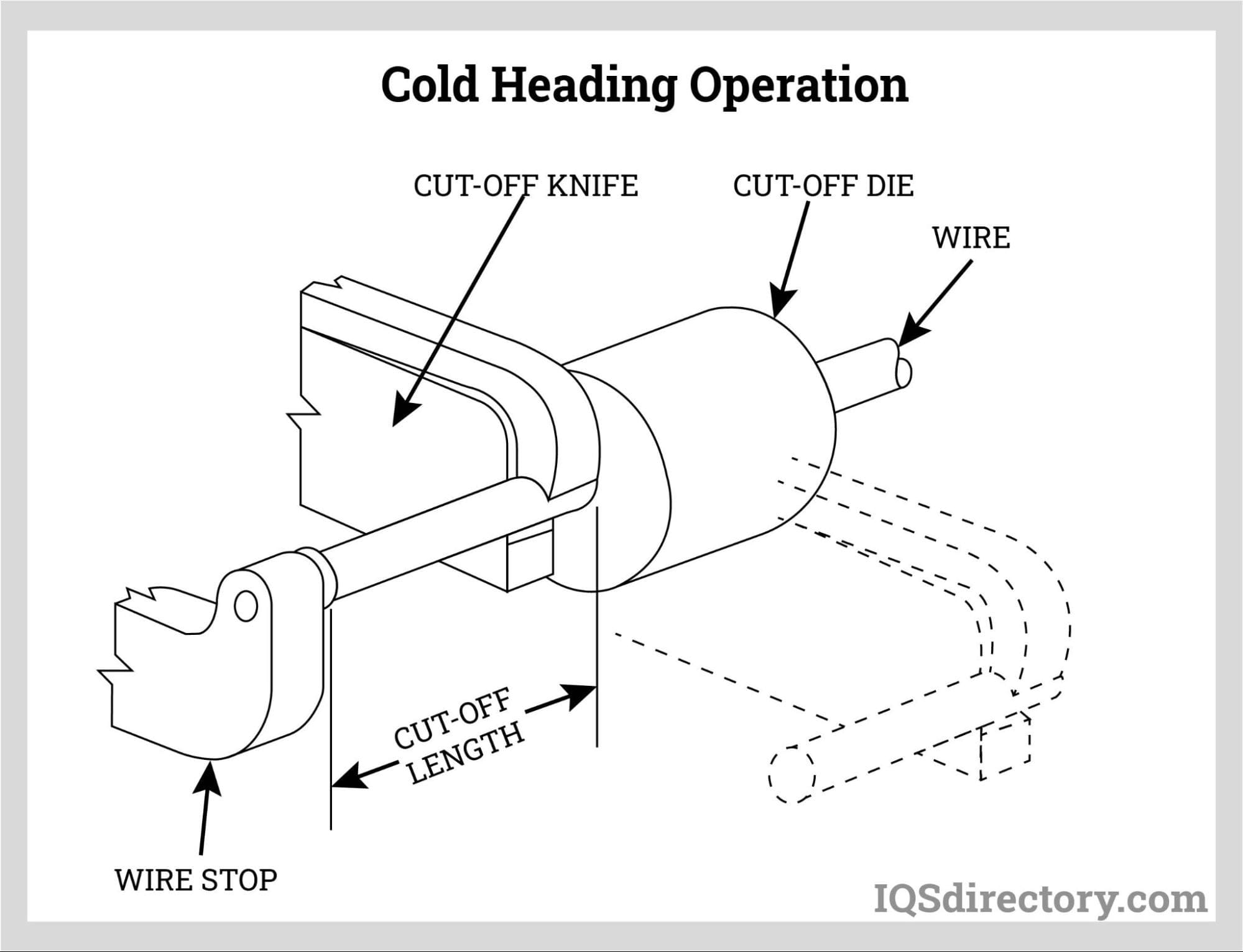
4.2Formatura: modellatura della testa e del gambo
- Stampaggio a freddo: Più comune per bulloni di medie/piccole dimensioni; forma grezzi a temperatura ambiente utilizzando macchine multi-stazione (alta efficienza, buona finitura superficiale).
- Forgiatura a caldo: Utilizzato per bulloni grandi/spessi; riscalda l'acciaio oltre la temperatura di ricristallizzazione (~800–1200°C) e lo pressa negli stampi (adatto a materiali ad alta resistenza).
4.3Smussatura
- Scopo: L'estremità filettata di un bullone è smussata con un angolo di 45°–60°, con una lunghezza pari a circa 0,5–1 volte il passo della filettatura. Questa conicità aiuta a guidare il bullone senza problemi nei fori e previene danni alla filettatura durante l'installazione.
- Processo e attrezzatura: La smussatura viene in genere eseguita dopo la formatura e prima della filettatura per garantire la precisione dimensionale. Nella produzione industriale, una Macchina per smussare le barre viene spesso utilizzato perché garantisce angoli uniformi, finiture lisce e una maggiore efficienza rispetto alla lavorazione manuale.
4.4Filettatura
- Rullatura del filetto: Per i bulloni ad alta resistenza, la filettatura viene più comunemente ottenuta utilizzando un Macchina per rullare i filettiIn questo processo, i pezzi grezzi preformati vengono pressati tra rulli con scanalature a spirale, consentendo al metallo di fluire plasticamente e formare filettature. Questo metodo non rimuove materiale, ottenendo filettature più resistenti con una migliore resistenza alla fatica. Per i bulloni realizzati in leghe ad alta resistenza, potrebbe essere necessaria una pre-ricottura per ridurre la durezza e minimizzare l'usura dei rulli.
- Taglio del filo: Per bulloni realizzati in piccoli lotti o personalizzati, la filettatura può essere eseguita tramite torni, maschi o filiere. Sebbene questo metodo consenta flessibilità nella produzione, produce filettature con una resistenza relativamente inferiore rispetto alle filettature rullate e in genere comporta costi di lavorazione più elevati.
4.5Trattamento termico
- Bulloni standard (≤ISO 8.8): Normalizzante (migliora la duttilità, riduce lo stress interno).
- Bulloni ad alta resistenza (≥ISO 10.9): Tempra (riscaldamento a 800–900°C, raffreddamento rapido) + rinvenimento (riscaldamento a 400–600°C, raffreddamento lento) per migliorare resistenza e tenacità.
- Bulloni speciali: Trattamento di soluzione (acciaio inossidabile, migliora la resistenza alla corrosione) o cementazione (bulloni resistenti all'usura, ad esempio, macchinari agricoli).
4.6Trattamento superficiale
- Zincatura (galvanica/immersione a caldo): Resistenza alla corrosione per ambienti interni/asciutti; la zincatura a caldo offre una migliore protezione per l'uso esterno.
- nichelatura/cromatura: Decorativo + resistenza alla corrosione (ad esempio, mobili, elettronica di consumo).
- Rivestimento Dacromet: Resistenza superiore alla corrosione per ambienti marini/chimici (nessun rischio di fragilità da idrogeno).
- Annerimento/fosfatazione: Prevenzione della ruggine a basso costo per ambienti interni a bassa corrosione (ad esempio, bulloni interni di macchinari).
4.7Controllo di qualità
- Controlli dimensionali: Verificare il diametro della filettatura (maggiore/minore/passo), la lunghezza, lo smusso e la tolleranza (ad esempio, IT8 per il diametro del passo).
- Prove meccaniche: Resistenza alla trazione, limite di snervamento, durezza (Rockwell/Brinell) e resistenza al taglio.
- Controlli di superficie: Ispezionare per verificare la presenza di difetti di placcatura (sfaldature, bolle) o crepe.
5.0Terminologia chiave e interpretazione delle specifiche dei bulloni
La comprensione dei parametri tecnici è fondamentale per la compatibilità dei bulloni e la capacità portante. Di seguito sono riportati i termini e i metodi di specifica fondamentali:
5.1Termini correlati al thread
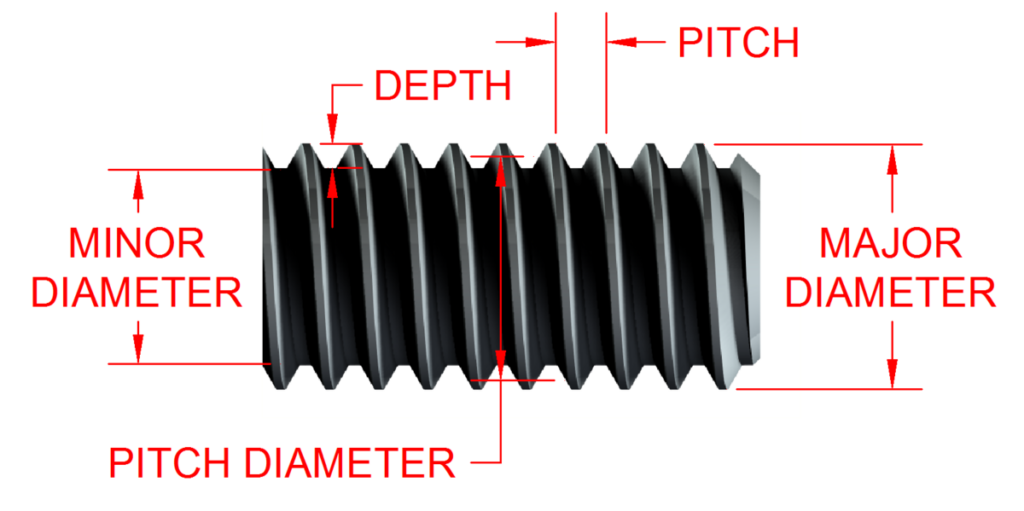
(1) Diametro filettatura
- Diametro maggiore (d): Diametro massimo della filettatura (da cresta a cresta); è uguale al diametro nominale del bullone (ad esempio, M10 = 10 mm). Determina la selezione del dado (il diametro minore del dado deve corrispondere al diametro maggiore del bullone).
- Diametro minore (d1): Diametro minimo della filettatura (da radice a radice); influisce direttamente sulla resistenza al taglio (d1 maggiore = area di taglio maggiore).
- Diametro primitivo (d2): Media dei diametri maggiore/minore; chiave per l'adattamento della filettatura (la deviazione provoca un assemblaggio allentato/stretto, controllato alla classe IT8).
(2) Passo e filettature per pollice (TPI)
- Altezza (P, metrica): Distanza assiale tra creste adiacenti (mm). Il passo grosso è predefinito (ad esempio, M10 = 1,5 mm); il passo fine è contrassegnato esplicitamente (ad esempio, M10×1,0).
- TPI (imperiale): Numero di filettature per pollice (1 pollice = 25,4 mm). Esempio: 1/4”-20 = 20 TPI (passo ≈ 1,27 mm).
(3) Direzione e profilo del filo
- Direzione: Destro (RH, standard); sinistro (LH, contrassegnato, ad esempio, M10×1.0×50-LH).
- Profilo: 60° triangolare (filettature metriche/UNC/UNF standard); 55° Whitworth (tubi, raro per bulloni).
5.2Termini relativi alle dimensioni
(1) Lunghezza nominale (L)
- Definizione: Lunghezza assiale del bullone, misurata in modo diverso a seconda del tipo di testa:
- Testa esagonale/rotonda: dalla superficie di appoggio della testa (parte inferiore piatta) all'estremità del gambo.
- Testa svasata: dalla superficie superiore della testa (a filo con il materiale) all'estremità del gambo.
- Regola di selezione: Assicurarsi che il bullone passi attraverso tutti i componenti, con 1-3 giri di filettatura che sporgono dal dado (troppo corto = bassa forza di serraggio; troppo lungo = spreco di materiale/interferenza).
(2) Diametro del gambo (d)
- Diametro del gambo liscio (uguale al diametro nominale, ad esempio M10 = 10 mm). Dimensioni del foro nei componenti: 0,1–0,3 mm (sistema metrico) o 0,004–0,012 pollici (sistema imperiale) più grandi del diametro del gambo (per un inserimento liscio).
(3) Smusso (C)
- Estremità conica del gambo (angolo 45°/60°, lunghezza passo 0,5–1×) per guidare l'installazione e proteggere le filettature.
5.3Esempi di specifiche
Bullone metrico (standard ISO): M12-1,75×60-8,8-Zn
- M: Filettatura metrica
- 12: Diametro nominale (12 mm)
- 75: Passo (grossolano, predefinito per M12)
- 60: Lunghezza nominale (60 mm)
- 8: Grado di resistenza (resistenza alla trazione ≥800 MPa, limite di snervamento ≥640 MPa)
- Zn: Superficie zincata
Bullone imperiale (standard SAE): 5/16"-18×3"-Grado 5-HD
- 5/16”: Diametro nominale (~7,94 mm)
- 18: TPI = 18 (passo ≈1,41 mm)
- 3”: lunghezza nominale (~76,2 mm)
- Grado 5: Grado di resistenza (trazione ≥120 ksi, snervamento ≥92 ksi)
- HD: Testa esagonale


6.0Gradi di resistenza dei bulloni: comprendere le "marcature numeriche"
I gradi di resistenza riflettono la resistenza a trazione/snervamento di un bullone, con standard che variano a seconda della regione. I più comuni sono ISO (sistema metrico), SAE (sistema imperiale) e ASTM (applicazioni speciali).
6.1Standard ISO (bulloni metrici, uso globale)
Definito da ISO 898-1, indicato come due numeri separati da un punto (ad esempio, 8,8):
- Primo numero: Resistenza minima alla trazione (UTS) in MPa × 100 (ad esempio, “8” = ≥800 MPa).
- Secondo numero: Rapporto di snervamento (resistenza allo snervamento/UTS) × 0,1 (ad esempio, “8” = resistenza allo snervamento ≥800×0,8=640 MPa).
| Grado ISO | Resistenza alla trazione minima (MPa) | Limite di snervamento minimo (MPa) | Materiale | Applicazioni tipiche |
| 4.6 | 400 | 240 | Acciaio a basso tenore di carbonio (Q215) | Leggero (mobili, staffe semplici) |
| 5.8 | 500 | 400 | Acciaio al carbonio medio (Q235) | Macchinari generali (attacchi motore) |
| 8.8 | 800 | 640 | Acciaio 45# / 40Cr | Per impieghi gravosi (basi per attrezzature, condotte) |
| 10.9 | 1000 | 900 | 35CrMo, 40CrNiMoA | Ad alta resistenza (telai per autoveicoli) |
| 12.9 | 1200 | 1080 | 42CrMo, 30CrNiMo8 | Estremamente resistente (settore aerospaziale, macchinari pesanti) |
6.2Standard SAE (bulloni imperiali, dominanti negli Stati Uniti)
Definito da SAE J429, indicato come "Grado + numero" (ad esempio, Grado 5), unità in ksi (1 ksi = 6,89 MPa):
| Grado SAE | Resistenza alla trazione minima (ksi) | Limite di snervamento minimo (ksi) | Materiale | Applicazioni tipiche |
| Grado 2 | 74 | 33 | Acciaio a basso tenore di carbonio | Leggero (alloggiamenti per elettrodomestici) |
| Grado 5 | 120 | 92 | acciaio 1045 | Per impieghi gravosi generali (supporti motore) |
| Classe 8 | 150 | 130 | acciaio 4140 | Ad alta resistenza (alberi di trasmissione, attrezzature pesanti) |
6.3Standard ASTM (applicazioni speciali, dominanti negli Stati Uniti)
Concentrarsi su scenari ad alta temperatura, alta pressione o resistenti alla corrosione:
| Norma ASTM | Forza equivalente | Materiale | Applicazioni |
| ASTM A307 | SAE Grado 2 | acciaio al carbonio | Edificio leggero (strutture per soffitti) |
| ASTM A325 | ISO 8.8 (circa) | Acciaio legato (1045, 4140) | Strutture in acciaio (ponti, grattacieli) |
| ASTM A490 | ISO 10.9 (circa) | Acciaio legato ad alta resistenza | Strutture in acciaio per carichi estremi |
| ASTM A193 B7 | ISO 10.9 | Acciaio al cromo-molibdeno | Alta temperatura (condotte chimiche, 482°C max) |
| ASTM A193 B16 | ISO 12.9 | Acciaio al nichel-cromo-molibdeno | Temperatura ultra elevata (caldaie, 649°C max) |
6.4Principi per la selezione dei gradi di resistenza
- Evitare di specificare troppo: I bulloni ad alta resistenza sono costosi e richiedono dadi/rondelle abbinati (ad esempio, per i mobili sono sufficienti dadi da 4,6/5,8).
- Abbinamento carico/ambiente: I carichi di taglio/dinamici (telai per autoveicoli) necessitano di ≥ISO 8.8; le alte temperature (caldaie) necessitano di ASTM A193; la corrosione necessita di acciaio inossidabile (304/316) con resistenza corrispondente.
- Nessuna miscelazione di grado: Non sostituire il Grado 8 con il Grado 2 (resistenza insufficiente) o viceversa (una forza di serraggio eccessiva deforma i componenti).
7.0Linee guida per la selezione e l'installazione dei bulloni
La selezione dei bulloni deve tenere conto delle condizioni operative, della corrispondenza dei parametri e del controllo dei costi. Seguite questa logica passo dopo passo:
7.1Chiarire le condizioni operative
(1) Tipo di carico e entità
- Tipo di carico:
- Tensione (ad esempio, bulloni di sollevamento): bulloni completamente/parzialmente filettati (assicurarsi che la filettatura sia sufficientemente serrata).
- Taglio (ad esempio, giunti in acciaio): bulloni parzialmente filettati (il gambo liscio distribuisce la forza di taglio, evitando la rottura della radice della filettatura).
- Taglio-trazione combinati (ad esempio, alberi di trasmissione): bulloni ad alta resistenza (≥ISO 8.8) con gambi lisci.
- Magnitudo del carico: Calcolare la resistenza alla trazione/snervamento richiesta (ad esempio, ≥600 MPa → ISO 8.8).
(2) Ambiente di installazione
- Corrosivo (umido/acido/marino): Bulloni in acciaio inossidabile (304/316) o rivestiti in Dacromet.
- Alta temperatura (>200°C): Bulloni ASTM A193 B7/B16 o Inconel.
- Ad alta vibrazione (motori): Bulloni flangiati (dentati) + dadi di bloccaggio/adesivi frenafiletti.
(3) Esigenze di montaggio/manutenzione
- Smontaggio frequente: Bulloni prigionieri (l'estremità fissa protegge i fori filettati).
- Spazio limitato: Bulloni esagonali a basso profilo o bulloni a testa svasata.
- Operazione con una sola mano: Bulloni a testa tonda (il collo quadrato impedisce la rotazione).
7.2Parametri principali corrispondenti
- Corrispondenza dimensionale:
- Diametro: corrispondere al foro passante del componente (0,1–0,3 mm più grande del gambo).
- Lunghezza: Spessore totale del componente + spessore del dado + 1–3 giri di filettatura (ad esempio, componenti da 20 mm + dado da 8 mm → bullone da 30 mm).
- Tipo di filettatura: metrica/imperiale (non intercambiabile).
- Corrispondenza materiale/trattamento superficiale:
- Uso generale: acciaio 45# + zincatura.
- Corrosione: acciaio inossidabile 316.
- Esterno: zincatura a caldo.
7.3Controllo dei costi
- Preferisci le dimensioni standard: M6/M8/M10 (prodotti in serie, costo inferiore) rispetto alle dimensioni personalizzate.
- Ottimizzare il materiale/processo: Acciaio al carbonio (più economico dell'acciaio legato) + stampaggio a freddo (più economico della forgiatura a caldo) + rullatura di filettature (più economico del taglio).
7.4Note di installazione
- Utilizzare gli strumenti corretti: Abbinare la chiave/bussola alle dimensioni indicate (evitare le chiavi regolabili, che scivolano e danneggiano le teste).
- Controllare la coppia di serraggio: Seguire le tabelle di coppia (ad esempio, M10×8,8 → 35–45 N·m; coppia eccessiva = rottura/deformazione del bullone; insufficiente = bassa forza di serraggio).
- Prevenire l'infragilimento da idrogeno: I bulloni ad alta resistenza (≥ISO 10.9) necessitano di un trattamento di sfiato con idrogeno post-placcatura (200–230°C per 2–4 ore).
- Ispezione regolare: Bulloni soggetti a vibrazioni (motore) → serraggio periodico.
8.0Conclusione
I bulloni, sebbene di piccole dimensioni, sono la spina dorsale della sicurezza meccanica e strutturale. La loro progettazione, produzione e selezione si basano su una precisa logica ingegneristica: dal "gambo liscio per carichi di taglio" alla "norma ISO 12.9 per una resistenza estrema", ogni dettaglio è in linea con le esigenze del mondo reale.
Per garantire l'affidabilità della connessione, evitate idee sbagliate come "i bulloni sono generici" o "maggiore resistenza = migliore". Analizzate invece sistematicamente carichi, ambienti e parametri e collegate la terminologia (ad esempio, smusso) alla produzione (ad esempio, smusso post-formatura) e all'installazione (ad esempio, inserimento guidato).
Per ingegneri, tecnici e operatori, padroneggiare queste conoscenze non solo migliora l'efficienza, ma salvaguarda anche la stabilità delle attrezzature/strutture nel lungo termine.
Riferimenti
wilsongarner.com/what-is-a-bolt/
www.fastenright.com/blog/bolts-and-screws-what-is-the-difference
www.iqsdirectory.com/articles/bolts/types-of-bolts.html
www.bwindustrialsales.com/resources/difference-between-screw-and-bolt




