

Sommario
- 1.0Curvatura di tubi e profili in alluminio: vantaggi, forme e tecniche di lavorazione
- 2.0Processi comuni di trattamento superficiale per tubi in alluminio
- 3.0Confronto tra strumenti e metodi di piegatura dei tubi in alluminio
- 4.0Piegatura manuale dei tubi: processo passo dopo passo
- 5.0Leghe di alluminio comuni per serie: proprietà e applicazioni
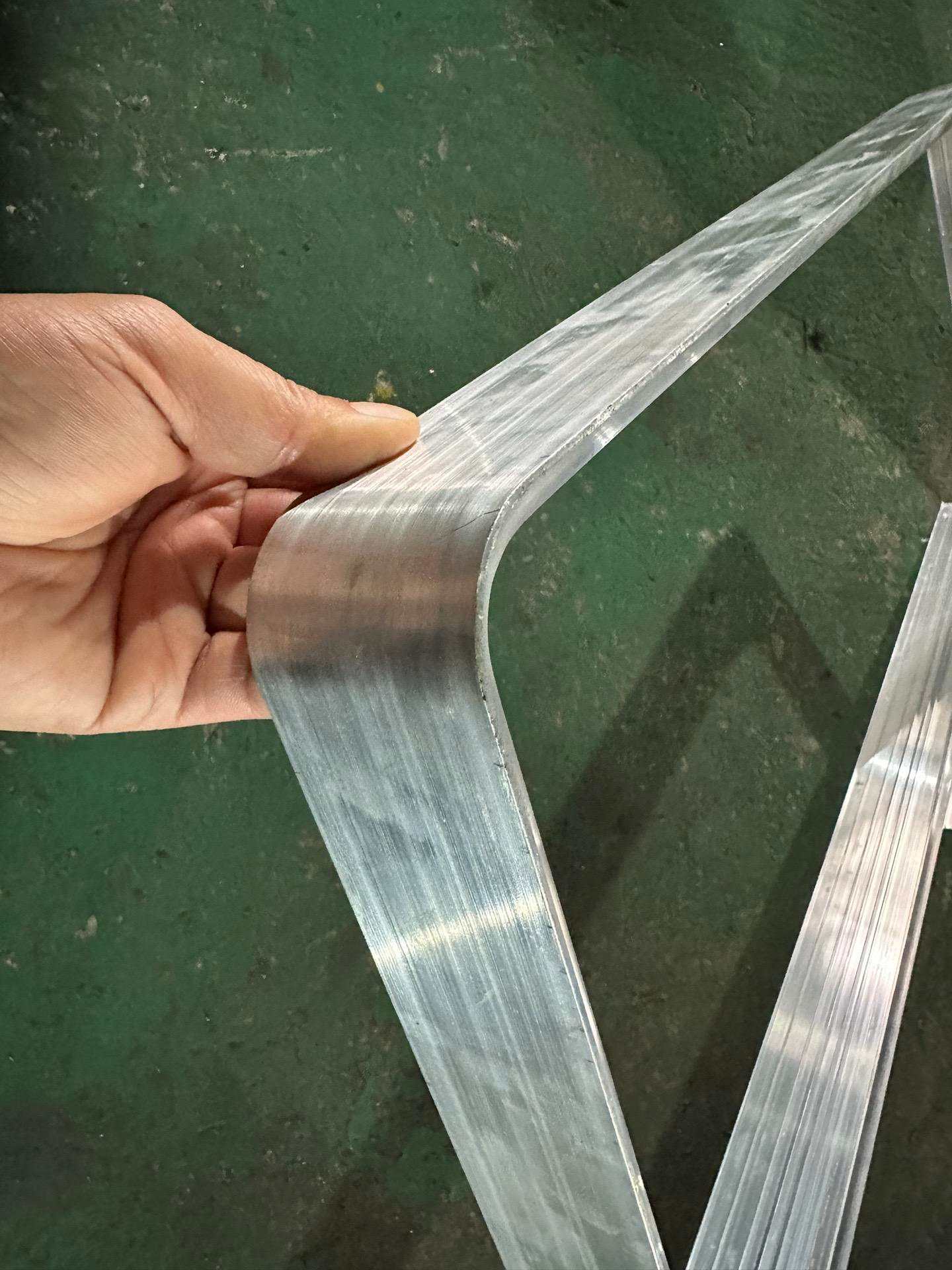
1.0Curvatura di tubi e profili in alluminio: vantaggi, forme e tecniche di lavorazione
L'alluminio è diventato il materiale preferito in molti settori grazie alla sua leggerezza, all'eccellente resistenza alla corrosione e alla superiore formabilità. Quando si tratta di piegare tubi e profili in alluminio, i vantaggi sono innumerevoli, non solo in termini di prestazioni, ma anche di flessibilità di progettazione ed efficienza di lavorazione.
1.1Vantaggi della piegatura di tubi e profili in alluminio
- Leggero: L'alluminio riduce notevolmente il peso rispetto all'acciaio, ideale per applicazioni strutturali e mobili.
- Resistenza alla corrosione: Naturale ossido strato offre protezione; può essere migliorato tramite anodizzazione o altro trattamenti superficiali.
- Buona conduttività termica: Adatto per Calore dissipazione applicazioni come dissipatori di calore E apparecchi LED.
- Aspetto estetico: Finitura superficiale liscia, facilmente lavorabile per applicazioni decorative.
- Elevata duttilità: Alluminio profili può essere piegato, forato, E fresato senza screpolature, ottimo per geometrie complesse.
- Flessibilità di elaborazione: Eccellente formabilità, si adatta alle diverse esigenze produttive.
- Struttura cava: Alluminio tubi sono più leggeri grazie ai vuoti interni, adatti per automobilistico, mobilia, E applicazioni architettoniche.
- Piegatura a freddo controllata: Richiede un'adeguata lega temperare selezione e controllo del raggio di curvatura per evitare screpolature e garantire qualità.
1.2Forme trasversali comuni di profili e tubi in alluminio
| Tipo di sezione trasversale | Descrizione | Esempi di applicazioni |
| Girare | Struttura più comune e semplice, distribuzione uniforme della pressione | Lattine per bevande, lattine per alimenti, contenitori chimici |
| Ovale | Tra il rotondo e il piatto, adatto a scenari con spazio limitato | Imballaggi specializzati, contenitori portatili |
| Piazza | Angoli definiti, elevato sfruttamento dello spazio | Serbatoi di trasporto, serbatoi di stoccaggio e contenitori industriali speciali |
| Rettangolare | Come il quadrato ma con lati disuguali | Contenitori, scatole di spedizione, serbatoi industriali |
| Poligonale | Più lati, varie forme | Confezioni eleganti in lattina, contenitori specifici per funzione |
| Irregolare (personalizzato) | Forme non standard per esigenze di progettazione speciali | Lattine di alluminio personalizzate, ad esempio a forma di cuore, a forma di stella |




1.3Lavorazione pre e post piegatura di tubi in alluminio
| Palcoscenico | Processi comuni | Considerazioni chiave |
| Prima di piegarsi | Taglio laser, foratura, svasatura, taglio angolare e marcatura | Evitare la lavorazione in prossimità di zone di deformazione di flessione |
| Dopo la piegatura | Rifilatura, maschiatura, fresatura, crimpatura, ecc. | Mantenere l'integrità e l'aspetto della sezione piegata |
2.0Processi comuni di trattamento superficiale per tubi in alluminio
- Anodizzazione: Migliora la resistenza alla corrosione e all'usura; consente la colorazione decorativa.
- Rivestimento a spruzzo: Applica strati protettivi o decorativi; disponibile in vari colori e stampabile.
- Rivestimento elettroforetico: Rivestimento uniforme ed ecologico con buona resistenza alla corrosione.
- Spazzolatura: Produce sottili texture superficiali per un effetto visivo e tattile migliore.
- Lucidatura: Crea una finitura superficiale liscia e lucida per un effetto estetico migliorato.
- Serigrafia: Stampa direttamente testo o motivi; adatto per la produzione di massa con design chiari.
- Incisione laser: Marcatura permanente e precisa per motivi o etichette anticontraffazione.
- Sabbiatura: Produce texture opache o satinate; aumenta l'attrito e l'effetto decorativo.
- Galvanotecnica: Applica uno strato metallico per maggiore durezza e valore decorativo.
3.0Confronto tra strumenti e metodi di piegatura dei tubi in alluminio
| Metodo | Breve descrizione | Attrezzatura comune |
| Piegatura meccanica (piegatura a freddo) | Piegatura a temperatura ambiente mediante forza meccanica; adatto per tubi a parete sottile e curve standard | Piegatubi manuale, piegatubi idraulico, piegatubi CNC |
| Piegatura a caldo | Riscaldare il tubo prima della piegatura per ridurre il rischio di frattura; adatto per materiali meno duttili | Macchina piegatrice a caldo, piegatubi riscaldata |
| Piegatura a trazione rotativa | Formatura continua tramite stampi rotanti; ideale per curve complesse e di elevata precisione | Piegatubi rotante, piegatubi CNC |
| Flessione a compressione | Forza diretta applicata tramite matrice di pressatura; adatta per tubi a parete spessa o a raggio piccolo | Piegatrice a compressione, pressa idraulica |
| Piegatura idraulica | Utilizza la pressione idraulica per applicazioni ad alta forza; ideale per tubi di grande diametro o ad alta resistenza | Piegatubi idraulico, piegatubi idraulico |
| Piegatura allungata | Il materiale viene allungato durante la piegatura per evitare la formazione di pieghe; ideale per un'elevata qualità visiva | Piegatrice elastica, piegatrice elastica CNC |
| Piegatura a rulli | Formatura graduale con più rulli; utilizzata per la curvatura di tubi lunghi e di grande raggio | Piegatrice a rulli, piegatrice a tre rulli |
| Piegatura a matrice | Utilizza stampi personalizzati per angoli e forme precise; ideale per la produzione di massa | Piegatrice per stampi, piegatrice CNC, attrezzature per stampi manuali |
Conclusione:Nelle applicazioni industriali, le piegatubi sono gli strumenti più efficaci per la piegatura dei tubi in alluminio, garantendo un equilibrio tra efficienza, sicurezza e qualità.


4.0Piegatura manuale dei tubi: processo passo dopo passo
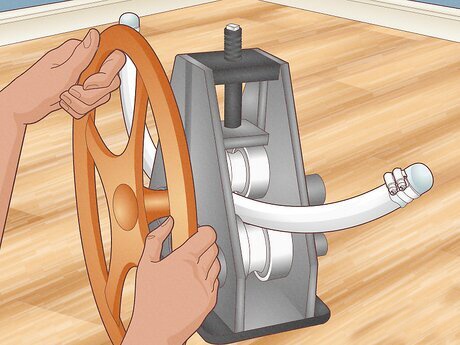
4.1Passaggio 1: scegliere lo strumento di piegatura
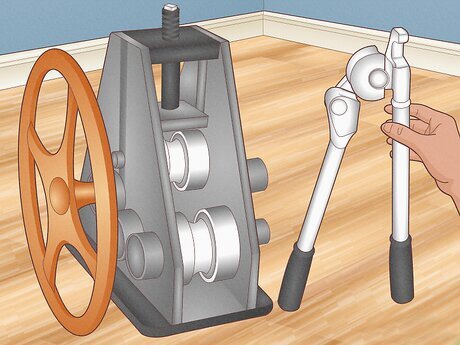
Utilizzare un piegatubi manuale o idraulicoPer i tubi in alluminio da 1¼ pollici (~3,7 cm), un piegatubi manuale è più comodo. La chiave è prevenire il collasso durante la piegatura, non solo nella scelta dell'utensile.
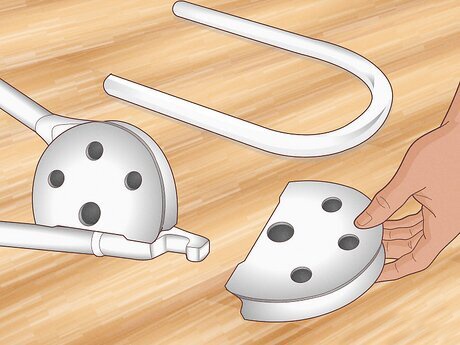
4.2Passaggio 2: riempire il tubo
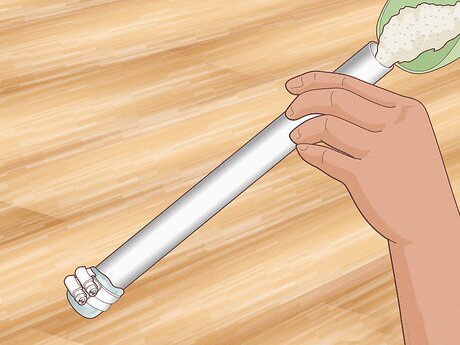
Riempi il tubo con sabbia o altro materiale di imballaggio. Avvolgere le estremità con rete per finestre a triplo strato e fissare entrambe le estremità con fascette stringitubo doppie per evitare perdite.
4.3Passaggio 3: piegarsi lentamente
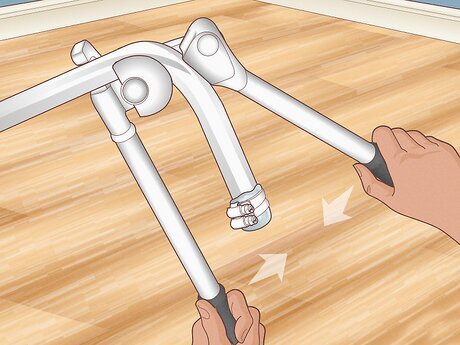
Piegare il tubo lentamente e uniformementeEvitare cedimenti o deformazioni. Prestare attenzione a eventuali crepe e non piegare eccessivamente.
4.4Fase 4: applicare metodi adeguati
Utilizzo qualsiasi metodo di piegatura applicabile, purché il tubo rimanga intatto. Seguire le linee guida generali: il raggio di curvatura deve essere almeno 3,5 volte il diametro del tubo (~8,8 cm minimo per tubo da 1 pollice).
4.5Fase 5: utilizzare un dado (facoltativo)
Se disponibile, prendere in considerazione l'utilizzo piegatrici manuali o idrauliche con matrici abbinate per ottenere di più preciso e ripetibile curve.
5.0Leghe di alluminio comuni per serie: proprietà e applicazioni
| Serie | Elemento di lega primario | Proprietà chiave | Applicazioni tipiche |
| Serie 1000 | Nessuno (alluminio puro) | Bassa resistenza meccanica, eccellente conduttività termica ed elettrica, superba resistenza alla corrosione | Scambiatori di calore, condensatori elettrici, imballaggio, segnaletica, industria alimentare |
| Serie 2000 | Rame (Al-Cu) | Elevata resistenza, resistenza alla corrosione relativamente scarsa | Applicazioni militari, stampi a iniezione, utensili di precisione |
| Serie 3000 | Manganese (Al-Mn) | Elevata resistenza, bassa duttilità, buona resistenza alla corrosione | Elettrodomestici, mezzi di trasporto |
| Serie 4000 | Silicio (Al-Si) | Ottima resistenza all'usura, basso coefficiente di dilatazione termica | Applicazioni di saldatura |
| Serie 5000 | Magnesio (Al-Mg) | Buona duttilità, eccellente resistenza alla corrosione, ottima saldabilità | Costruzione navale, navi militari, parti di carrozzeria per autoveicoli |
| Serie 6000 | Magnesio + Silicio (Al-Mg-Si) | Eccellenti proprietà meccaniche, trattabile termicamente, adatto alla piegatura, forte saldabilità. Lega 6060 è la scelta migliore per la curvatura dei tubi. | Mobili, costruzione navale, illuminazione, trasporto ferroviario, componenti per autoveicoli |
| Serie 7000 | Zinco (Zn) | Elevatissima resistenza e durezza dopo il trattamento termico, prestazioni meccaniche superiori | Telai per motociclette e biciclette, altre parti di trasporto |
| Serie 8000 | Leghe miste | Bassa densità, elevata resistenza, buona tenacità a bassa temperatura | industria aerospaziale |




