
- 1.0Quali sono le proprietà principali dell'alluminio e delle leghe di alluminio?
- 2.0Come viene lavorato e prodotto l'alluminio?
- 3.0Quali sono i principi fondamentali della progettazione strutturale dell'alluminio?
- 4.0Quali sono gli scenari applicativi ingegneristici per le strutture in alluminio?
- 5.0Quali sono gli aspetti chiave da considerare per la costruzione e la protezione strutturale in alluminio?
- 6.0FAQ | Domande frequenti di ingegneria sulla progettazione e costruzione di strutture in alluminio
Essendo il secondo metallo strutturale più utilizzato dopo l'acciaio, l'alluminio è apprezzato per il suo peso ridotto, la resistenza alla corrosione e l'eccellente lavorabilità, che lo rendono ampiamente applicabile in architettura, trasporti e ambienti marini. Tuttavia, l'alluminio differisce significativamente dall'acciaio nel suo comportamento, e la sua progettazione e costruzione devono seguire i principi specifici dell'alluminio.
1.0Quali sono le proprietà principali dell'alluminio e delle leghe di alluminio?
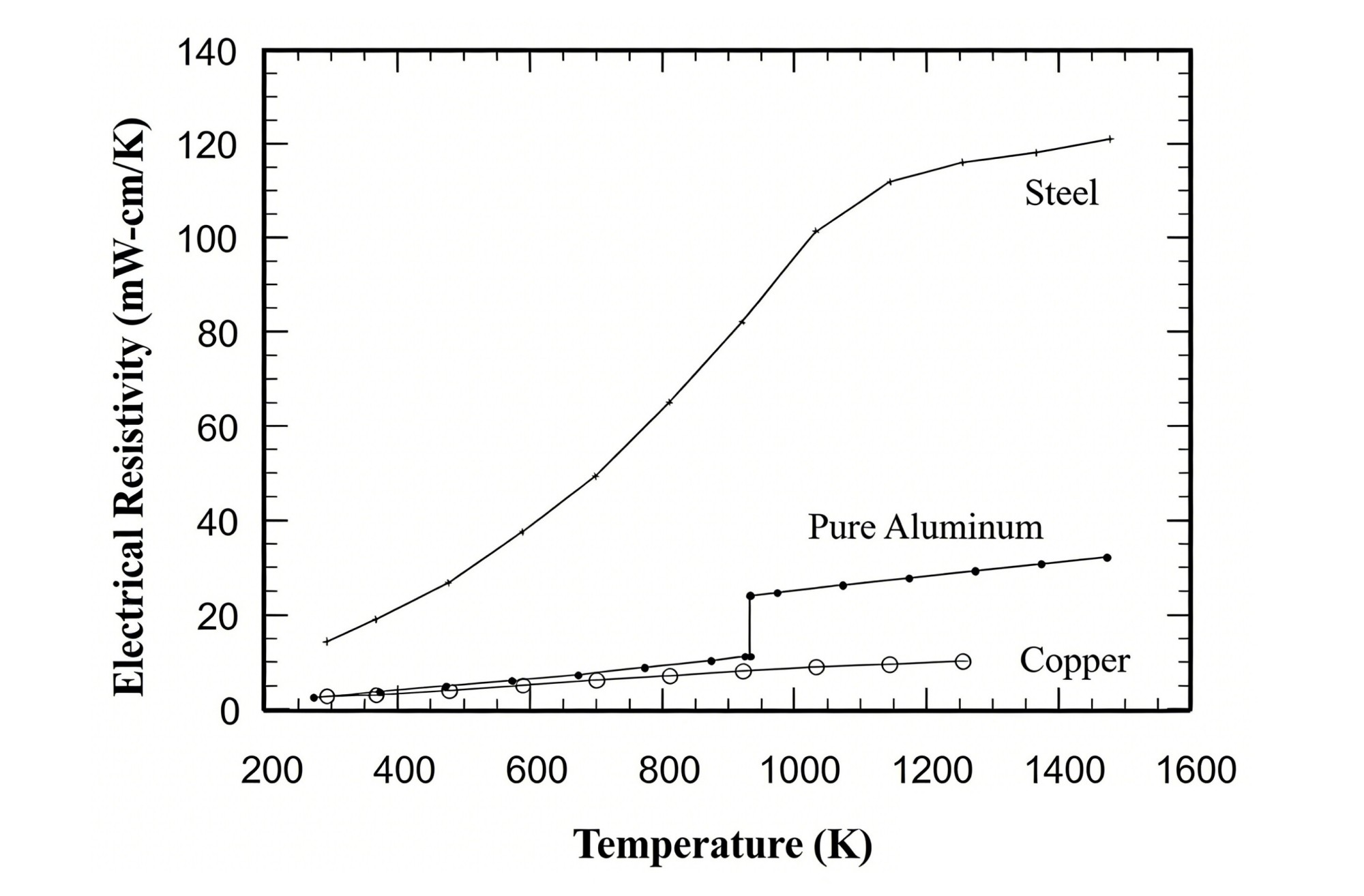
L'alluminio è l'elemento metallico più abbondante nella crosta terrestre. Con una densità di soli 2,7 g/cm³ (circa un terzo di quello dell'acciaio), un modulo elastico di circa 70 kN/mm²e un coefficiente di dilatazione termica significativamente superiore a quello dell'acciaio, l'alluminio richiede un'attenzione particolare nel controllo della deformazione e nell'analisi strutturale indotta dalla temperatura. L'alluminio puro ha una resistenza relativamente bassa (resistenza alla trazione 90–140 N/mm²) ed è quindi rinforzato tramite lega; le leghe di alluminio ad alta resistenza possono raggiungere resistenze alla trazione superiori a 500 N/mm².
1.1Principali vantaggi e limitazioni:
Vantaggi:
- Peso ridotto e facile da maneggiare
- Resistenza alla corrosione intrinseca fornita da una pellicola di ossido superficiale stabile
- Ottima estrudibilità
- Buona saldabilità
- Prestazioni stabili a bassa temperatura senza rischio di fratture fragili
- Adatto per operazioni di piegatura a freddo
Limitazioni:
- Costo del materiale più elevato rispetto all'acciaio
- Rapida perdita di resistenza a temperature elevate
- Ammorbidimento nella zona termicamente alterata dopo la saldatura
- Minore resistenza alla fatica e capacità di instabilità rispetto all'acciaio
- Elevato coefficiente di dilatazione termica
1.2Sistema di classificazione e designazione delle leghe:
Le leghe di alluminio sono classificate in sette serie in base ai loro principali elementi di lega e sono identificate da numeri di quattro cifre: 1xxx per alluminio puro, 2xxx alluminio-rame, 3xxx alluminio-manganese, 4xxx alluminio-silicio, 5xxx alluminio-magnesio, 6xxx alluminio-magnesio-silicio e 7xxx alluminio-zinco-magnesio.
Le designazioni di tempra indicano le condizioni di lavorazione: le leghe non trattabili termicamente utilizzano la serie H (ad esempio, H14 per semiduro), le leghe trattabili termicamente utilizzano la serie T (ad esempio, T6 per trattamento termico di soluzione seguito da invecchiamento artificiale), O indica la condizione di ricottura e F indica la condizione di fabbricazione.
1.3Caratteristiche delle leghe strutturali comunemente utilizzate:
- Serie 6xxx: resistenza ed estrudibilità bilanciate, che li rendono la scelta preferita per applicazioni architettoniche e strutturali generali, adatti per formature ad alta precisione.
- Serie 5xxx: Eccellente resistenza alla corrosione, particolarmente adatta per strutture saldate.
- Serie 7xxx: resistenza molto elevata, utilizzata in applicazioni ingegneristiche specializzate o soggette a carichi elevati.
2.0Come viene lavorato e prodotto l'alluminio?
La lavorazione e la produzione dell'alluminio comprendono tre fasi principali: produzione del metallo, formatura e giunzione, ciascuna con le proprie considerazioni tecniche.
2.1Metodi di produzione dei metalli:
- Produzione primaria: L'allumina viene estratta dalla bauxite mediante il processo Bayer e poi ridotta ad alluminio primario tramite il processo elettrolitico Hall-Héroult, che richiede una notevole quantità di energia elettrica.
- Produzione secondaria: Gli scarti di alluminio vengono rifusi e riutilizzati, adatti a prodotti con requisiti compositivi inferiori, con costi inferiori e vantaggi ambientali.
2.2Principali processi di formatura:
- Prodotti laminati: Incluse piastre (spessore ≥ 6 mm) e fogli (spessore < 6 mm), prodotte mediante laminazione a caldo seguita da laminazione a freddo, con rigoroso controllo delle tolleranze di spessore e della qualità superficiale.
- Profili estrusi: Processo di formatura del nucleo per l'alluminio, in grado di produrre sezioni trasversali complesse e cave. I parametri chiave includono il rapporto di estrusione (tipicamente ottimizzato tra 30 e 50), la progettazione dello stampo e il successivo trattamento termico. I profili possono essere ulteriormente lavorati utilizzando macchine piegatrici per profili in alluminio per soddisfare requisiti strutturali specifici.
- Produzione di tubi: Include tubi estrusi, tubi trafilati (senza giunzioni, elevata precisione dimensionale) e tubi saldati (a basso costo, adatti per applicazioni con pareti sottili).
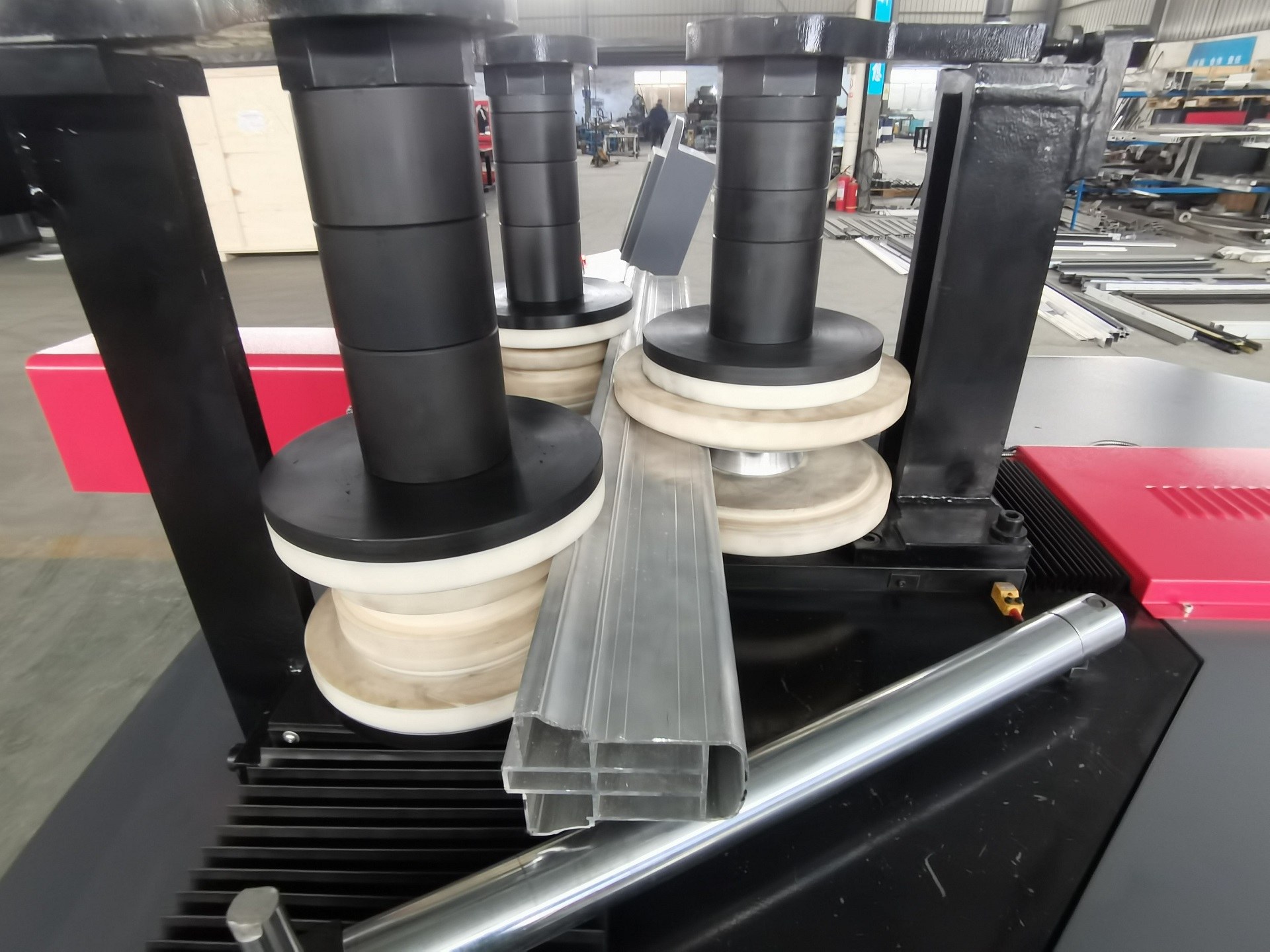
- Formatura a piegatura: Le piegatrici per profili in alluminio sono progettate specificamente per adattarsi alle caratteristiche del materiale, consentendo un controllo preciso degli angoli di piegatura e del ritorno elastico. Sono particolarmente efficaci per la piegatura a freddo di leghe trattabili termicamente come la serie 6xxx, riducendo il rischio di cricche da corrosione sotto sforzo durante la formatura. È possibile piegare profili estrusi complessi con un raggio di curvatura minimo appropriato, preservando la resistenza strutturale originale del profilo. Questo approccio è ampiamente utilizzato nelle strutture per facciate continue, nelle strutture per veicoli e in applicazioni simili.
2.3Selezione delle tecniche di giunzione:
- Fissaggio meccanico: Include collegamenti bullonati (si consigliano bulloni in acciaio inossidabile o lega di alluminio), rivettatura per strutture leggere e giunti bullonati ad alta resistenza con fattori di scorrimento critici, in cui è necessario controllare i fattori di scorrimento.
- Saldatura: La saldatura MIG è comunemente utilizzata per la sua elevata efficienza e la sua idoneità alla saldatura di componenti di medio spessore, mentre la saldatura TIG offre una maggiore precisione per le sezioni sottili. La saldatura a frizione e agitazione, un processo emergente allo stato solido, non produce bagno di fusione e riduce al minimo il rammollimento della zona termicamente alterata.
- Incollaggio adesivo: Utilizza tipicamente adesivi a base epossidica e richiede una rigorosa preparazione della superficie (sgrassaggio, abrasione e anodizzazione). È adatto a strutture con elevati requisiti estetici e di rigidità.
3.0Quali sono i principi fondamentali della progettazione strutturale dell'alluminio?
La progettazione strutturale dell'alluminio si basa sull'approccio agli stati limite, che richiede la verifica di tre stati limite fondamentali: resistenza ultima, funzionalità e fatica. La filosofia progettuale si concentra sul comportamento specifico del materiale in alluminio e sui meccanismi di trasferimento del carico strutturale, tenendo conto anche delle variazioni dimensionali e sezionali introdotte durante la produzione.
3.1Metodi e parametri di progettazione:
- Fattori parziali di carico: I fattori parziali di carico devono essere determinati in conformità con i codici di progettazione applicabili. I valori variano a seconda del Paese e della regione; i valori qui menzionati sono puramente illustrativi e non devono essere considerati requisiti universali.
- Materiale parziale fattori per i membri, 1,3–1,6 per i giunti saldati e ≥1,6 per i giunti incollati.
- Base di calcolo chiave: La progettazione si basa sulla tensione di snervamento di 0,2% (f₀) e sulla resistenza a trazione ultima (fᵤ), tenendo in debita considerazione la deformazione plastica, l'instabilità locale e le proprietà della sezione trasversale modificate risultanti dai processi di fabbricazione.
3.2Considerazioni chiave sui calcoli:
- Addolcimento della zona termicamente alterata (ZTA): La saldatura provoca una riduzione localizzata della resistenza; per le leghe della serie 6xxx, la riduzione può raggiungere fino a 50%. Questo effetto deve essere considerato utilizzando fattori di rammollimento e metodi di sezione efficace.
- Deformazione locale: Gli elementi sottili delle piastre, come anime e flange, sono soggetti a instabilità locale. Le sezioni devono essere classificate come compatte, non compatte o snelle, e la loro capacità portante deve essere calcolata utilizzando il metodo della larghezza effettiva.
- Progettazione dei membri: Le travi richiedono verifiche di resistenza a flessione, capacità di taglio, deformazione dell'anima e instabilità flesso-torsionale. Per gli elementi assiali, le travi tese vengono verificate per la rottura locale e lo snervamento complessivo, mentre le travi compresse devono considerare l'interazione tra instabilità globale e instabilità locale.
- Progettazione della fatica: Sulla base dell'intervallo di sollecitazione e delle curve S-N, gli intervalli di sollecitazione ammissibili vengono determinati in base alle categorie di dettaglio. È necessario includere gli effetti dell'ammorbidimento della ZTA e della concentrazione di sollecitazione, prestando particolare attenzione all'integrità della sezione trasversale realizzata.
3.3Raccomandazioni per la progettazione dei materiali e dei prodotti:
- Selezione del materiale: In genere si preferiscono le leghe della serie 6xxx; le leghe della serie 5xxx sono consigliate per ambienti corrosivi; le leghe della serie 7xxx sono adatte per strutture sottoposte a carichi elevati.
- Progettazione della sezione: Sfruttare l'estrusione per creare sezioni trasversali integrate e complesse, riducendo il numero di connessioni. I raggi di curvatura dovrebbero essere standardizzati ove possibile ed evitare la piegatura composta per garantire la compatibilità con i processi di produzione.
- Produzione di massa: I profili con un unico tipo di piegatura possono essere lavorati in continuo in lotti utilizzando macchine piegatrici per profili in alluminio, mentre i componenti complessi devono essere prima prototipati per stabilire parametri di processo affidabili.
4.0Quali sono gli scenari applicativi ingegneristici per le strutture in alluminio?
Grazie ai loro vantaggi distintivi, le strutture in alluminio sono ampiamente adottate in molteplici settori. L'applicazione delle macchine piegatrici per profili in alluminio varia a seconda delle esigenze specifiche di ogni scenario.
4.1Applicazioni edilizie:
Inclusi sistemi di facciate continue, porte e finestre, pareti divisorie e telai per sottotetti. Questi utilizzano tipicamente profili estrusi della serie 6xxx, ottenuti tramite processi di piegatura, con particolare attenzione all'equilibrio tra rigidità e qualità visiva. Alcune applicazioni richiedono anche isolamento termico e acustico, con livelli di isolamento acustico che raggiungono i 40 dB.
4.2Settore dei trasporti:
Rivestimenti per carrozze ferroviarie, casse di camion e traghetti ad alta velocità. La leggerezza è un obiettivo chiave, spesso raggiunto attraverso una combinazione di saldatura e incollaggio. Le piegatrici per profili in alluminio vengono utilizzate per formare geometrie di telaio complesse, con rigorosi requisiti di resistenza alla fatica e alla corrosione.


4.3Applicazioni specializzate:
- Ingegneria navale: Le piattaforme offshore e le sovrastrutture delle navi utilizzano comunemente leghe della serie 5xxx resistenti alla corrosione.
- Strutture a bassa temperatura: Le eccellenti prestazioni dell'alluminio alle basse temperature lo rendono adatto alle strutture nelle regioni fredde.
- Militare e aerospaziale: Le leghe ad alta resistenza della serie 7xxx vengono utilizzate nei sistemi di ponti militari e nei componenti strutturali degli aeromobili, con alcune parti complesse che richiedono formatura e lavorazione ad alta precisione.
5.0Quali sono gli aspetti chiave da considerare per la costruzione e la protezione strutturale in alluminio?
La costruzione di strutture in alluminio pone particolare attenzione alla qualità delle connessioni, al controllo delle deformazioni e alla protezione dalla corrosione. Inoltre, il funzionamento delle attrezzature di fabbricazione deve seguire procedure standardizzate per prevenire rischi per la sicurezza strutturale derivanti da lavorazioni improprie.
5.1Operazioni di preparazione e taglio della costruzione:
- Magazzinaggio: I componenti in alluminio devono essere conservati in un luogo asciutto per evitare la contaminazione da acqua e la formazione di macchie superficiali.
- Taglio: La cesoiatura, la segatura e il taglio al plasma sono metodi accettabili. Il taglio a fiamma non è consentito, in quanto può causare un'eccessiva formazione di bave e danni superficiali.
- Perforazione: Le velocità di foratura sono superiori a quelle utilizzate per l'acciaio. Per diametri piccoli, si consiglia di preforare circa 75% del diametro finale del foro prima di forare, riducendo il rischio di rottura.
- Operazioni di piegatura: La piegatura a freddo consente un controllo accurato della deformazione. Per le leghe trattabili termicamente che richiedono la piegatura in condizioni T4, la formatura deve essere eseguita entro la finestra temporale disponibile prima dell'invecchiamento artificiale (in genere entro due ore dalla tempra) per ottenere una formatura ad alta precisione. Il successivo invecchiamento artificiale ripristina la piena resistenza del materiale. Come attrezzatura dedicata, le piegatrici per profili in alluminio controllano efficacemente il ritorno elastico durante questo processo e sono particolarmente adatte ai requisiti di piegatura a freddo delle leghe della serie 6xxx.


5.2Controllo di qualità della costruzione del giunto:
- Saldatura: L'apporto termico deve essere attentamente controllato per ridurre al minimo il rammollimento in ZTA. La saldatura MIG è adatta per componenti di medio spessore, mentre la saldatura TIG è preferibile per sezioni sottili. È necessario selezionare metalli d'apporto adatti.
- Giunzioni bullonate: Si raccomanda l'uso di bulloni in acciaio inossidabile austenitico. È consigliabile utilizzare rondelle per evitare il contatto diretto tra metalli diversi.
- Incollaggio adesivo: La preparazione della superficie, che include sgrassaggio e abrasione, è fondamentale. Lo spessore dello strato adesivo e le condizioni di polimerizzazione devono essere rigorosamente controllati.
5.3Misure di protezione dalla corrosione:
- Trattamenti superficiali: L'anodizzazione migliora la resistenza alla corrosione e l'aspetto, mentre la verniciatura a polvere svolge funzioni sia decorative che protettive.
- Protezione dei contatti: Le interfacce metalliche dissimili devono essere isolate elettricamente, ad esempio applicando rivestimenti di primer o utilizzando guarnizioni non conduttive, per prevenire la corrosione galvanica.
- Adattamento ambientale: In ambienti corrosivi, è opportuno scegliere leghe resistenti alla corrosione come la serie 5xxx, applicando, ove necessario, rivestimenti protettivi aggiuntivi.
6.0FAQ | Domande frequenti di ingegneria sulla progettazione e costruzione di strutture in alluminio
Che cosa è una struttura in alluminio nelle applicazioni ingegneristiche?
Nella pratica ingegneristica, una struttura in alluminio si riferisce a un sistema strutturale in cui l'alluminio e le leghe di alluminio vengono utilizzati come materiali portanti primari. I componenti tipici includono travi, colonne, telai, capriate e strutture a guscio. Rispetto alle strutture in acciaio, le strutture in alluminio sono caratterizzate da peso ridotto, elevata resistenza alla corrosione ed eccellente capacità di estrusione, e trovano ampia applicazione nell'edilizia, nei trasporti e nell'ingegneria navale.
Quali sono le principali differenze tra le strutture in alluminio e quelle in acciaio?
Esistono differenze significative nel comportamento dei materiali tra le strutture in alluminio e quelle in acciaio. L'alluminio ha un modulo elastico inferiore e un coefficiente di dilatazione termica più elevato, con conseguente maggiore deformazione a parità di condizioni di carico. Inoltre, le proprietà meccaniche delle leghe di alluminio sono più sensibili ai processi di saldatura e formatura. Di conseguenza, le strutture in alluminio non possono adottare direttamente i metodi di progettazione dell'acciaio e devono seguire regole di progettazione adattate alle caratteristiche specifiche dei materiali in alluminio.
Come vengono classificate le leghe di alluminio per uso strutturale?
Le leghe di alluminio utilizzate nell'ingegneria strutturale sono comunemente classificate nelle serie da 1xxx a 7xxx in base ai loro principali elementi di lega. Tra queste, la serie 6xxx è la più utilizzata per l'edilizia e le strutture generali grazie al suo equilibrio tra resistenza, resistenza alla corrosione ed estrudibilità. La serie 5xxx offre buone prestazioni in ambienti corrosivi, mentre la serie 7xxx viene utilizzata in scenari ingegneristici speciali che richiedono elevata resistenza.
Quale metodo di progettazione viene comunemente utilizzato per le strutture in alluminio?
Le strutture in alluminio sono in genere progettate utilizzando il metodo di progettazione agli stati limite, con verifica degli stati limite ultimi, degli stati limite di esercizio e degli stati limite di fatica. Particolare attenzione è rivolta agli effetti del rammollimento della zona termicamente alterata dovuto alla saldatura, all'instabilità locale di elementi sottili e all'influenza della tempra del materiale e dei processi di fabbricazione sulle prestazioni strutturali.
In che modo la saldatura influisce sulla resistenza delle strutture in alluminio?
La saldatura introduce una zona termicamente alterata nei componenti in lega di alluminio, dove il limite di snervamento e la resistenza a trazione sono generalmente inferiori a quelli del materiale base. Questo effetto è particolarmente pronunciato nelle leghe della serie 6xxx. Nella progettazione ingegneristica, la capacità portante delle regioni saldate viene solitamente regolata applicando fattori di rammollimento o metodi di sezione efficace.
Cos'è la piegatura dei profili in alluminio e perché è importante?
La piegatura dei profili in alluminio si riferisce alla formatura di profili estrusi in alluminio a freddo o a temperatura controllata. Questo processo è ampiamente utilizzato nella costruzione di facciate continue, strutture spaziali e sistemi di trasporto. Consente di realizzare geometrie complesse riducendo al contempo il numero di giunti saldati, migliorando così l'integrità strutturale e l'aspetto complessivo.
Come si può controllare il ritorno elastico durante la piegatura dell'alluminio?
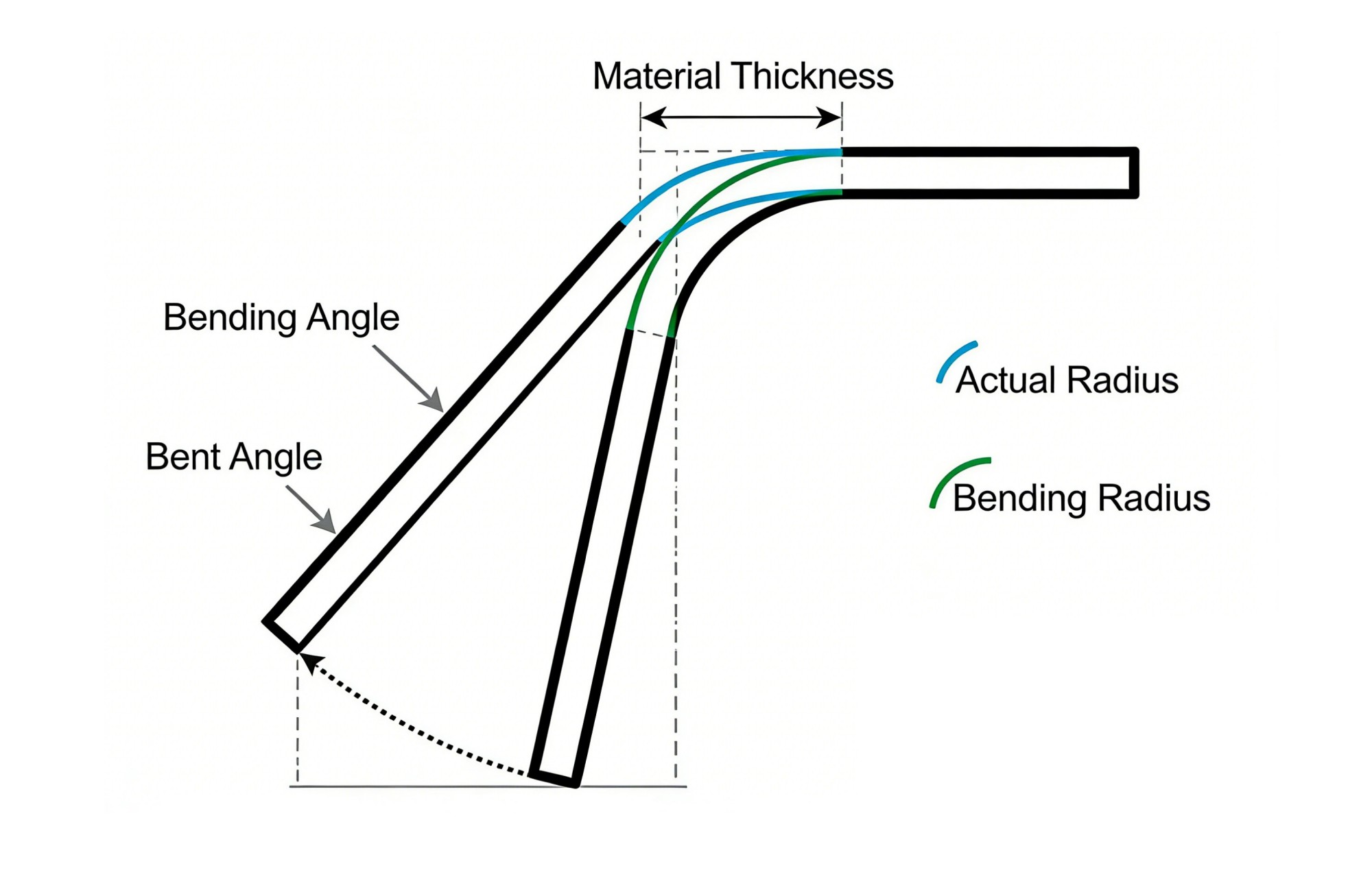
A causa del modulo elastico relativamente basso delle leghe di alluminio, il ritorno elastico è più pronunciato durante la piegatura. In pratica, il ritorno elastico viene controllato selezionando raggi minimi di curvatura appropriati, ottimizzando i parametri di formatura e utilizzando attrezzature di piegatura specificamente progettate per i materiali in alluminio, migliorando così la precisione e la costanza della formatura.
Quali sono i metodi di collegamento più comuni per le strutture in alluminio?
I metodi di collegamento più comuni per le strutture in alluminio includono collegamenti bullonati, rivettatura, saldatura e incollaggio strutturale. Ogni metodo differisce in termini di capacità portante, resistenza alla fatica e requisiti costruttivi, e dovrebbe essere selezionato in base alla funzione strutturale, alle condizioni ambientali e alle esigenze di manutenzione.
Come viene gestita la protezione dalla corrosione nelle strutture in alluminio?
Sebbene le leghe di alluminio possiedano una resistenza intrinseca alla corrosione, sono comunque necessarie misure protettive in ambienti aggressivi o in caso di contatto tra metalli diversi. I metodi tipici includono l'anodizzazione, la verniciatura a polvere e l'uso di strati isolanti alle interfacce tra metalli diversi per ridurre il rischio di corrosione galvanica.
Quali sono gli standard comunemente presi in considerazione per la progettazione strutturale dell'alluminio?
Nella pratica ingegneristica internazionale, la progettazione strutturale in alluminio fa comunemente riferimento alla norma EN 1999 (Eurocodice 9) e alle relative norme nazionali. Queste norme disciplinano il comportamento meccanico e le caratteristiche di fabbricazione dei materiali in alluminio e forniscono requisiti specifici per la progettazione degli elementi, i dettagli delle connessioni e le tolleranze di costruzione.
Riferimento
https://de.meviy.misumi-ec.com/info/en/blog-en/materials-en/26888/
https://clintonaluminum.com/which-aluminum-alloy-bends-best/
https://www.thefabricator.com/thefabricator/article/bending/bending-aluminum-101-how-to-bend-6061-t6-aluminum