
- 1.0Cos'è la piegatura dell'alluminio?
- 2.0Metodi e processi di piegatura dell'alluminio
- 3.0I migliori metodi per piegare gli angoli in alluminio
- 4.0Come piegare manualmente l'alluminio
- 5.0Come utilizzare una pressa piegatrice per la piegatura
- 6.0I migliori materiali per la piegatura dell'alluminio
- 7.0Fattori chiave che influenzano la piegatura dell'alluminio
- 8.0Come prevenire le crepe durante la piegatura dell'alluminio
1.0Cos'è la piegatura dell'alluminio?
La piegatura dell'alluminio è il processo di applicazione di una forza esterna per trasformare un pezzo dritto di alluminio in una forma curva o angolata in base al progetto, mantenendone al contempo l'integrità strutturale.
È importante notare che non tutti i materiali in alluminio sono adatti alla piegatura. Le proprietà del materiale e il trattamento termico possono influenzare significativamente il risultato della piegatura. Per questo motivo, vi consigliamo di consultarci approfonditamente prima di procedere, al fine di individuare la soluzione migliore per il vostro progetto.
La piegatura può essere un processo impegnativo, che richiede un controllo accurato per evitare problemi come crepe o deformazioni. In questo articolo, vi guideremo attraverso queste potenziali insidie e vi presenteremo otto dei metodi di piegatura più comunemente utilizzati e affidabiliSe desideri ottenere la soluzione di piegatura della massima qualità per i tuoi prodotti, non esitare a contattarci in qualsiasi momento.
2.0Metodi e processi di piegatura dell'alluminio
La scelta della tecnologia di piegatura dell'alluminio dipende direttamente dalla sezione trasversale del materiale e dai requisiti specifici. Che si lavori con lamiere, tubi o barre di alluminio, sono disponibili diversi metodi di piegatura. Scegliere la tecnica di piegatura più adatta è fondamentale per garantire il successo del progetto.
2.1Piegatura a rulli
Piegatura a rulli Consiste nel posizionare l'alluminio tra due rulli e nell'applicare una pressione attraverso di essi per piegare il materiale all'angolazione e alla profondità desiderate. Questo metodo è altamente efficiente per modellare l'alluminio in varie forme ed è ideale per pezzi grandi e spessi.
Vantaggi: Veloce, uniforme e adatto per grandi formati di alluminio.
Svantaggi: Richiede attrezzature specializzate, che possono essere costose.

2.2Pressa piegatrice
Una pressa piegatrice piega l'alluminio posizionandolo tra un punzone e una matrice, dove il punzone applica pressione per forzare l'alluminio a piegarsi attorno alla matrice.
Vantaggi: Alta precisione, elevata velocità di piegatura, adatto per pezzi di alluminio di grandi dimensioni o spessi.
Svantaggi: Attrezzatura costosa, ideale per parti in alluminio più piccole o sottili.

2.3Piegatura a spinta
La piegatura a spinta utilizza un utensile di spinta o un'asta per applicare una forza meccanica e piegare l'alluminio. Il materiale viene bloccato in un dispositivo fisso e l'utensile di spinta lo pressa nella forma desiderata.
Vantaggi: Ideale per curve di piccola angolazione.
Svantaggi: Non adatto per alluminio di grandi dimensioni o spesso, potrebbe provocare un'elevata pressione localizzata.
2.4Piegatura rotativa
La piegatura rotativa utilizza una macchina di stiratura rotativa per applicare una forza meccanica, provocando la rotazione e la piegatura dell'alluminio tra un asse centrale e una matrice.
Vantaggi: Permette di ottenere raggi piccoli, angoli precisi e transizioni fluide, ideale per parti in alluminio grandi o spesse.
Svantaggi: Richiede attrezzature specializzate, che possono essere costose.
2.5Flessione a compressione
La piegatura a compressione applica pressione utilizzando un punzone e una matrice per comprimere l'alluminio nella forma desiderata.
Vantaggi: Adatto per la produzione di pezzi con piegature uniformi su entrambi i lati.
Svantaggi: Costi elevati delle attrezzature, più adatti alla produzione di massa.
2.6Formatura a stiramento
Lo stiro-formatura utilizza la forza meccanica per stirare l'alluminio e dargli la forma desiderata. La tensione applicata durante il processo garantisce un controllo costante sulla lunghezza del materiale.
Vantaggi: Controllo preciso della forma, ideale per produzioni ad alto volume.
Svantaggi: Attrezzatura costosa, adatta a esigenze specifiche.
2.7Piegatura manuale
La piegatura manuale è il metodo tradizionale per piegare l'alluminio utilizzando strumenti semplici, come pinze o martelli.
Vantaggi: Semplice, economico e ideale per parti in alluminio piccole o sottili.
Svantaggi: Lento, poco preciso e non adatto a pezzi di alluminio grandi o spessi.
2.8Piegatrice per lamiere a tre rulli
IL macchina piegatrice di lamiere a tre rulli utilizza tre rulli per applicare pressione, piegando l'alluminio nella forma desiderata.
Vantaggi: Ideale per componenti architettonici e progetti edilizi su larga scala.
Svantaggi: Attrezzatura specializzata costosa, applicazione limitata.

3.0I migliori metodi per piegare gli angoli in alluminio
Quando si tratta di piegare angolari in alluminio, la scelta della tecnica giusta è fondamentale. In genere, la piegatura a rulli e le presse piegatrici sono le opzioni più utilizzate, grazie alla loro capacità di fornire pieghe uniformi e un'elevata precisione. Per raggi ampi o transizioni con più angoli, la piegatura rotativa è una scelta migliore. Per produzioni su piccola scala o applicazioni più semplici, la piegatura manuale e la piegatura a spinta offrono soluzioni rapide ed economiche.
4.0Come piegare manualmente l'alluminio
✅ Preparazione
Pulisci la superficie del materiale e procurati gli strumenti di base come un righello, un pennarello, morsetti a C, una morsa e un martello. Se il materiale è spesso, potrebbe essere necessario preriscaldarlo per aumentarne la duttilità.
✅ Processo
- Segna la linea di piegatura: Utilizzare un righello e un pennarello per segnare la piega. Se necessario, praticare piccoli fori ausiliari lungo la linea di piega o utilizzare una fresa per lavorare la superficie, facilitando il processo di piegatura.
- Fissare il pezzo in lavorazione: Utilizzare morsetti a C o una morsa per tenere fermo il materiale.
- Applicare una pressione uniforme e lenta: Battere delicatamente lungo la linea di piegatura con un martello, partendo da un'estremità e procedendo verso l'altra. Piegare con incrementi di 10-20 gradi.
- Controllare l'angolo di piegatura: Se la curvatura non è sufficiente, apportare le opportune modifiche.
5.0Come utilizzare una pressa piegatrice per la piegatura
✅ Preparazione
Pulire la superficie del pezzo in lavorazione e raccogliere la pressa piegatrice, la matrice e gli utensili di misurazione.
✅ Processo
- Posizionare il pezzo in lavorazione: Posizionare il pezzo in lavorazione contro il fermo e allinearlo correttamente.
- Regola il dado: Assicurarsi che matrice e punzone siano allineati correttamente. Per piegature a 90°, si consiglia di utilizzare una matrice a 88° per compensare il ritorno elastico del materiale.
- Applicare pressione lentamente: Applicare una pressione graduale per evitare una forza eccessiva. Se si avvertono rumori insoliti o si nota un movimento instabile, arrestare immediatamente la macchina e verificare la presenza di eventuali problemi.
- Controllare l'angolo di piegatura: Dopo ogni piega, utilizzare strumenti di misurazione per controllare l'angolo. Se si riscontrano deviazioni, apportare piccole modifiche se necessario.
6.0I migliori materiali per la piegatura dell'alluminio
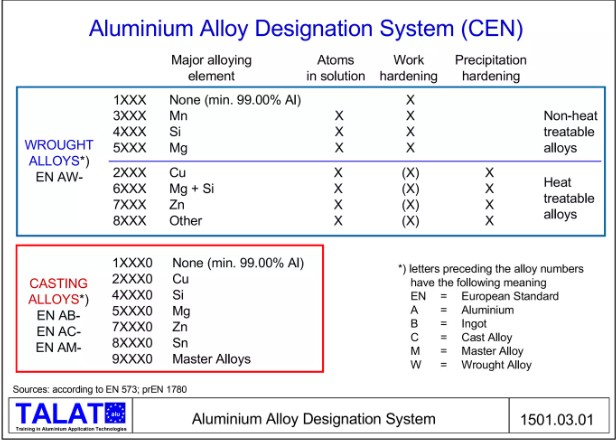
Le prestazioni di piegatura delle leghe di alluminio sono influenzate dalla loro composizione e dal loro stato di tempra. Le serie di leghe più adatte alla piegatura sono le serie 3XXX, 5XXX e 6XXX. Le leghe della serie 2XXX sono da evitare a causa della loro elevata durezza, che ne rende più difficile la formatura. Tuttavia, con un adeguato trattamento di tempra, queste leghe possono comunque essere piegate con successo.
6.1Le quattro migliori leghe di alluminio per la piegatura
- Lega di alluminio 3003:Il 3003 è una delle migliori scelte per la piegatura, offrendo buona resistenza, eccellenti proprietà di lavorabilità a freddo e un divario significativo tra snervamento e resistenza alla trazione: tutti fattori che contribuiscono alla sua capacità di prestazioni eccezionali durante la piegatura.
- Lega di alluminio 5052:Il 5052 offre un'elevata duttilità e un divario sostanziale tra snervamento e resistenza alla trazione. Mostra inoltre un'elevata resistenza alla corrosione, soprattutto in ambienti marini o altri ambienti corrosivi. Dopo la ricottura, la sua formabilità supera persino quella del 3003, rendendolo la scelta ideale per piegature complesse.
- Lega di alluminio 5083:Il 5083 è ampiamente utilizzato nella costruzione navale grazie alla sua resistenza alla corrosione e alla sua elevata saldabilità. Per massimizzare le sue prestazioni di piegatura, si consiglia di utilizzare il 5083 nelle sue condizioni H111, H112 o O.
- Leghe di alluminio 6061 e 6082: Queste due leghe sono trattabili termicamente e presentano resistenza e formabilità desiderabili. Sebbene le loro prestazioni di piegatura siano scarse in condizioni T4 o T6, possono essere formate con successo in condizioni T4 e successivamente invecchiate a T6 per una maggiore resistenza.

6.2Trattamenti di tempra dell'alluminio
La selezione della lega dovrebbe tenere conto sia della sua composizione che del suo stato di tempra, oltre che dello spessore del materiale. Una corretta comprensione di questi fattori aiuta a scegliere il materiale e il metodo di piegatura più appropriati, garantendo un'elevata qualità del prodotto.
Trattamenti di tempra e loro caratteristiche:
- T (Trattato termicamente)
Le leghe in stato T6 e T651 (come la serie 6XXX) presentano elevata resistenza e media formabilità, ideali per applicazioni che richiedono sia tenacità che resistenza. Tuttavia, è necessario prestare attenzione durante la piegatura per evitare la formazione di cricche dovute alla ridotta duttilità. - H (incrudito)
Le leghe in stato H14 o H24 sono state sottoposte a incrudimento, aumentandone la resistenza. Questi stati sono adatti alla piegatura ad angolo medio senza formazione di cricche. - O (ricotto)
La condizione O denota uno stato completamente ricotto, che offre la massima formabilità (ideale per semplici operazioni di piegatura) ma con una resistenza leggermente inferiore. - F (come fabbricato)
La condizione F si riferisce al materiale così come è stato fabbricato, con minore resistenza ma maggiore flessibilità e resilienza.
7.0Fattori chiave che influenzano la piegatura dell'alluminio
Il processo di piegatura dell'alluminio è influenzato da diversi fattori chiave, che determinano direttamente sia la qualità della piegatura che la formabilità.
- Formabilità: La formabilità si riferisce alla capacità di un materiale di subire una deformazione permanente senza cricche o lacerazioni. È influenzata dalla resistenza, dalla duttilità, dalla forma e dallo spessore del materiale. Test standard, come ASTM E2218, aiutano a valutare la formabilità e a identificare le leghe più adatte alla piegatura.
- Spessore e raggio di curvatura: Spessore e raggio di curvatura influiscono significativamente sulle prestazioni di piegatura. I materiali più sottili sono più facili da piegare, mentre la piegatura di lamiere spesse è più impegnativa. Raggi di curvatura ridotti possono causare cricche, quindi è fondamentale seguire le linee guida del produttore.
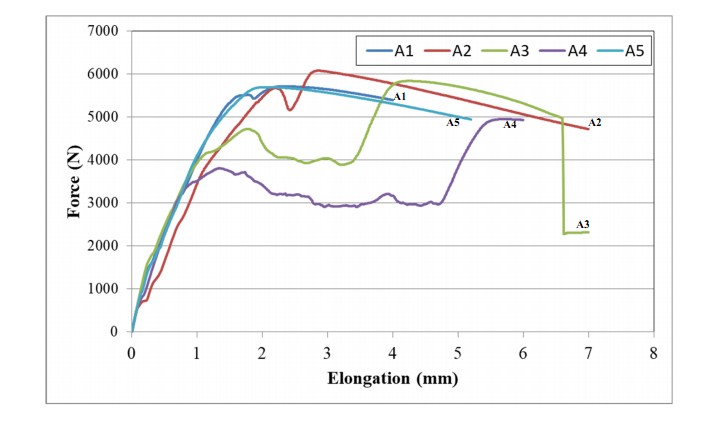
- Allungamento : L'allungamento misura la capacità di un materiale di allungarsi sotto tensione: un allungamento maggiore significa una maggiore formabilità. Ad esempio, il 3003 ricotto (AA3003-O) con un allungamento di circa 35% è adatto per applicazioni di piegatura. La curva sforzo-deformazione può aiutare nella scelta della lega più appropriata.
8.0Come prevenire le crepe durante la piegatura dell'alluminio
L'alluminio può creparsi durante la piegatura, soprattutto dopo l'anodizzazione. I produttori spesso si trovano ad affrontare la sfida di piegarlo senza danneggiarlo. Ecco 8 misure preventive chiave:
- Scegli il grado e la tempra giusti: Selezionare un grado e una tempra adatti alla piegatura. La composizione e la durezza della lega influiscono direttamente sulla sua formabilità: scegliere il materiale appropriato può ridurre significativamente il rischio di cricche.
- Utilizzare attrezzature di piegatura adeguate: Scegli attrezzature progettate per il tuo materiale e per le tue esigenze di piegatura per evitare concentrazioni di sollecitazioni e danni localizzati.
- Aumentare il raggio di curvatura: Un raggio di curvatura più ampio aiuta a distribuire uniformemente lo stress e a ridurre la probabilità di crepe.
- Riempire i vuoti nell'area di piegatura: L'uso di inserti metallici o imbottiture durante la piegatura previene sollecitazioni localizzate e cedimenti, riducendo il rischio di crepe.
- Regolare lo spessore o la tensione: Aumentando lo spessore del materiale o riducendo la tensione di flessione si aiuta a distribuire lo stress in modo più uniforme.
- Regolare lo spazio tra gli stampi e il materiale: Migliorare la distanza tra gli stampi e selezionare i materiali appropriati per evitare danni superficiali e conseguenti fratture.
- Utilizzare curve morbide invece di angoli acuti: Piegare gradualmente, anziché effettuare curve brusche, impedisce la concentrazione delle sollecitazioni e riduce il rischio di crepe.
- Applicare la lubrificazione per ridurre lo stress da attrito: L'applicazione di un lubrificante durante la piegatura può ridurre l'attrito e alleviare la sollecitazione sulla superficie del materiale.
Riferimenti:
ahssinsights.org/forming/forming-modes/bending/
www.researchgate.net/publication/348823039_Proprietà di deformazione e piegatura di piastre di alluminio con crepe multiple




