
- 1.0मशीनेबिलिटी का गंभीरता से अध्ययन करना क्यों आवश्यक है?
- 2.0धातु पदार्थों की मशीनेबिलिटी क्या है?
- 3.0मशीनेबिलिटी का मूल्यांकन कैसे किया जाता है?
- 4.0विभिन्न सामग्रियों का यंत्रीकरण वर्गीकरण (इंजीनियरिंग परिप्रेक्ष्य से)
- 5.0कौन से पदार्थ के गुणधर्म मशीनीकरण क्षमता निर्धारित करते हैं?
- 6.0इंजीनियरिंग व्यवहार में मशीनेबिलिटी को कैसे बेहतर बनाया जा सकता है?
- 7.0निष्कर्ष: मशीनेबिलिटी एक सिस्टम-स्तरीय इंजीनियरिंग मुद्दा है।
- 8.0अक्सर पूछे जाने वाले प्रश्न: धातु की मशीनिंग क्षमता के बारे में सामान्य प्रश्न
- 8.1प्रश्न 1: क्या मशीनेबिलिटी सामग्री की कठोरता के बराबर है?
- 8.2प्रश्न 2: टाइटेनियम मिश्र धातुओं को आम तौर पर मशीनिंग में मुश्किल सामग्री क्यों माना जाता है?
- 8.3प्रश्न 3: क्या स्टेनलेस स्टील की मशीनिंग करना कार्बन स्टील की तुलना में हमेशा अधिक कठिन होता है?
- 8.4प्रश्न 4: जब मशीनिंग क्षमता खराब हो, तो क्या काटने की गति को कम करना ही एकमात्र समाधान है?
- 8.5प्रश्न 5: मशीनेबिलिटी पर हीट ट्रीटमेंट का प्रभाव कितना महत्वपूर्ण है?
यांत्रिक विनिर्माण के क्षेत्र में, मशीनिंग सर्वत्र व्याप्त है। हालाँकि, वास्तविक उत्पादन में इंजीनियर शीघ्र ही यह महसूस करते हैं कि:"मशीन करने योग्य" का अर्थ "मशीन करने में आसान" नहीं है।
एक ही मशीन टूल और समान कटिंग मापदंडों के साथ, केवल सामग्री बदलने से कटिंग बल, टूल लाइफ और सतह की गुणवत्ता में पूरी तरह से अंतर आ सकता है। यह अंतर सामग्री की मशीनेबिलिटी द्वारा निर्धारित होता है।
इंजीनियरिंग व्यवहार के परिप्रेक्ष्य से, यह लेख व्यवस्थित रूप से धातु की मशीनेबिलिटी की अवधारणा, सामान्य मूल्यांकन विधियों, प्रमुख प्रभावशाली कारकों और वास्तविक उत्पादन वातावरण में सुधार के लिए सिद्ध रणनीतियों का परिचय देता है।
1.0मशीनेबिलिटी का गंभीरता से अध्ययन करना क्यों आवश्यक है?
आधुनिक विनिर्माण में धातु निर्माण की सबसे व्यापक रूप से उपयोग की जाने वाली विधियों में से एक मशीनिंग है। फिर भी, काटने के दौरान विभिन्न सामग्री बहुत अलग तरह से व्यवहार करती हैं।
1.1काटने में प्रदर्शन के अंतर के उदाहरण:
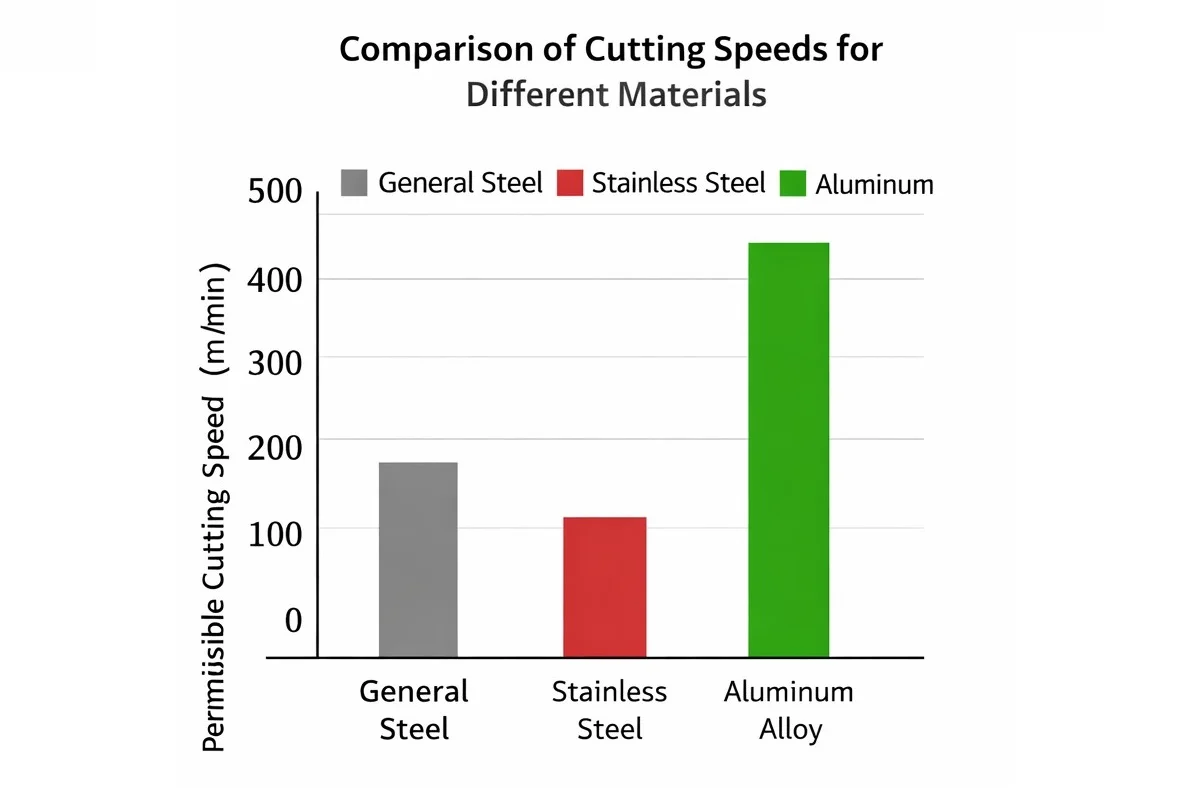
- एल्युमिनियम मिश्र धातु, तांबा मिश्र धातु: हल्की कटाई, कम कटाई बल, उच्च दक्षता;
- मिश्रधातु इस्पात, स्टेनलेस इस्पात, टाइटेनियम मिश्रधातु, निकल-आधारित सुपरमिश्रधातु: उच्च काटने की शक्ति, केंद्रित ऊष्मा, औजारों का तेजी से घिसना, अक्सर किनारों के टूटने और कंपन संबंधी समस्याओं के साथ।
1.2मशीनीकरण क्षमता की अपर्याप्त समझ के परिणाम:
- उपकरण का जीवनकाल काफी कम हो जाता है;
- मशीनिंग दक्षता में लगातार कमी;
- सतह की गुणवत्ता अस्थिर;
- प्रक्रिया मापदंडों के अनुकूलन में बार-बार परीक्षण और त्रुटि विधि का प्रयोग।
इसलिए, मशीनिंग की मूल भावना को समझना और लक्षित रणनीतियों को लागू करना दक्षता में सुधार, लागत नियंत्रण और स्थिर मशीनिंग प्रदर्शन सुनिश्चित करने के लिए मौलिक है।
2.0धातु पदार्थों की मशीनेबिलिटी क्या है?
किसी धातु सामग्री की मशीनेबिलिटी से तात्पर्य उस कठिनाई की डिग्री से है जिसके साथ निर्दिष्ट कटिंग स्थितियों और एक परिभाषित टूल लाइफ आवश्यकता के तहत इसे मशीनीकृत किया जा सकता है।
इंजीनियरिंग के दृष्टिकोण से, एक ऐसी सामग्री जिसमें "अच्छी मशीनेबिलिटी" सामान्यतः प्रदर्शित करता है:
- समान टूल लाइफ की स्थितियों में अनुमत कटिंग स्पीड को और अधिक बढ़ाना;
- कम काटने वाले बल और कम काटने वाले तापमान, जिससे औजारों का घिसाव कम होता है;
- स्थिर सतह की गुणवत्ता, जिसमें चिप्स आसानी से टूट जाते हैं और उन्हें नियंत्रित तरीके से बाहर निकाला जा सकता है।
इसके विपरीत, यदि किसी सामग्री के परिणामस्वरूप उपकरण का जीवनकाल कम होता है, काटने में अधिक प्रतिरोध होता है, सतह की फिनिश खराब होती है, या चिप नियंत्रण मुश्किल होता है, तो इसे आम तौर पर खराब मशीनेबिलिटी वाला माना जाता है।
इस बात पर जोर दिया जाना चाहिए कि मशीनेबिलिटी एक सापेक्ष अवधारणायह किसी सामग्री के "अच्छे" या "बुरे" होने का अंतर्निहित निर्णय नहीं है।

3.0मशीनेबिलिटी का मूल्यांकन कैसे किया जाता है?
3.1सामान्य इंजीनियरिंग मूल्यांकन मेट्रिक्स
व्यावहारिक इंजीनियरिंग अनुप्रयोगों में, मशीनेबिलिटी का आकलन आमतौर पर कई संकेतकों के संयोजन के माध्यम से किया जाता है, जिनमें शामिल हैं:
- उपकरण का जीवनकाल;
- अनुमत कटाई गति;
- काटने की शक्ति;
- काटने का तापमान;
- मशीनीकृत सतह की गुणवत्ता;
- चिप की आकृति विज्ञान।
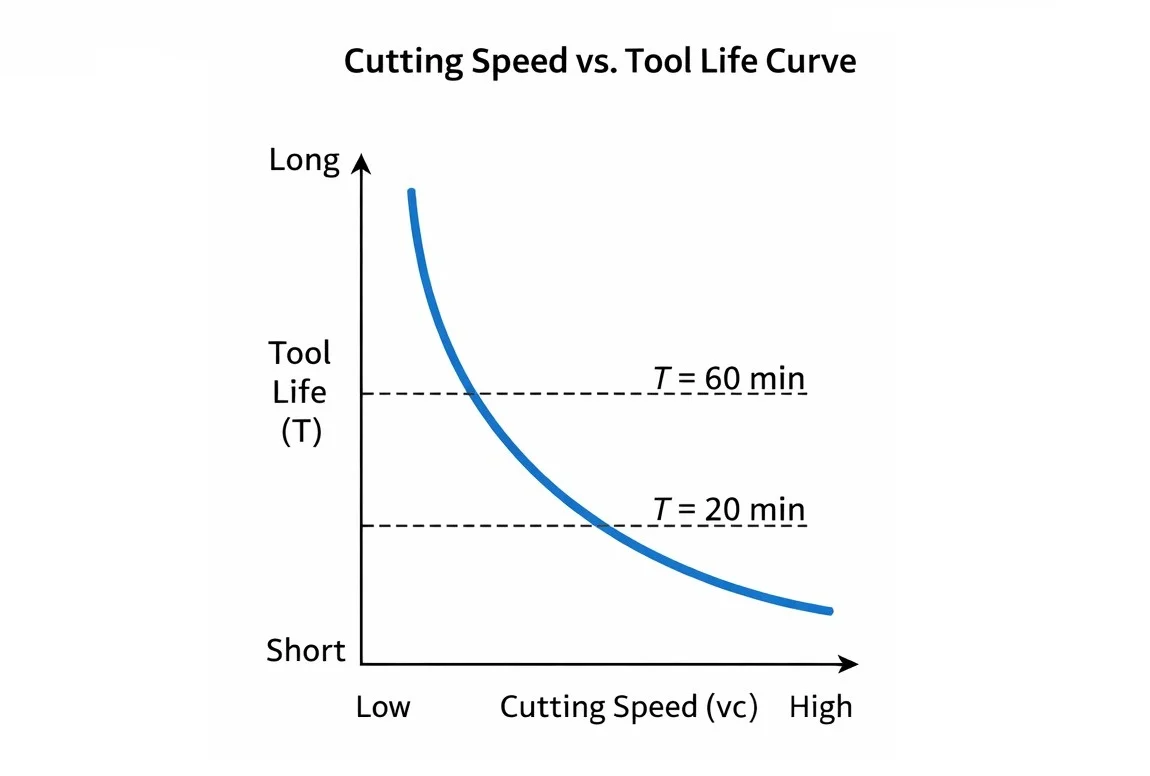
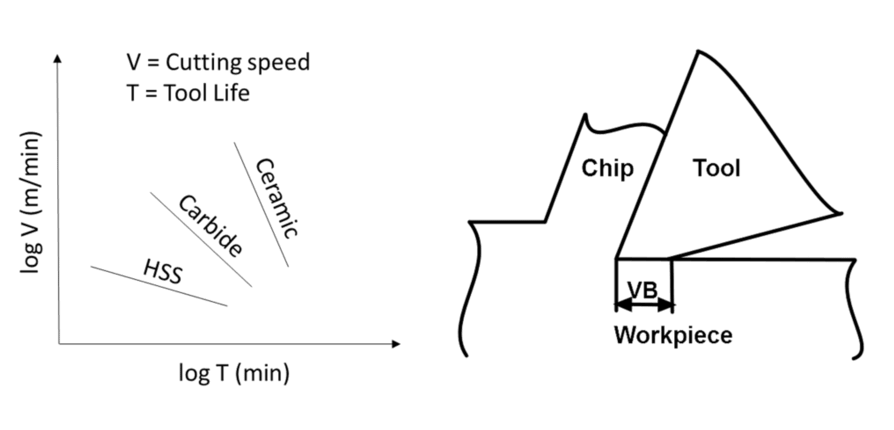
इनमें से, निर्दिष्ट टूल लाइफ पर अनुमेय कटिंग गति यह सबसे अधिक उपयोग किया जाने वाला और इंजीनियरिंग के लिए सबसे अधिक प्रासंगिक मात्रात्मक संकेतक है:
- सामान्य धातु सामग्री: उपकरण जीवनकाल T = 60 मिनट (vc₆₀) पर काटने की गति को संदर्भ के रूप में उपयोग किया जाता है;
- कठिन मशीनिंग वाली सामग्री: उपकरण जीवन T = 20 मिनट (vc₂₀) पर काटने की गति अक्सर अपनाई जाती है।
3.2सापेक्ष यंत्रयोग्यता सूचकांक Kr
विभिन्न सामग्रियों के बीच तुलना को सुगम बनाने के लिए, सापेक्ष यंत्रनशीलता सूचकांक Kr का इंजीनियरिंग अभ्यास में व्यापक रूप से उपयोग किया जाता है:Kr = T = 60 मिनट पर सामग्री की कटाई गति / T = 60 मिनट पर AISI 1045 स्टील की कटाई गति
यहां, एआईएसआई 1045 स्टील (170-229 एचबीएस) को संदर्भ सामग्री के रूप में उपयोग किया गया है।
- Kr > 1: मशीनेबिलिटी 1045 स्टील से बेहतर है;
- Kr < 1: मशीनेबिलिटी 1045 स्टील से भी बदतर है।
यह सूचकांक इंजीनियरिंग अनुप्रयोगों में सामग्री चयन और प्रारंभिक प्रक्रिया नियोजन के लिए विशेष रूप से उपयोगी है।
4.0विभिन्न सामग्रियों का यंत्रीकरण वर्गीकरण (इंजीनियरिंग परिप्रेक्ष्य से)
सापेक्ष मशीनेबिलिटी सूचकांक Kr के आधार पर, इंजीनियरिंग अभ्यास में सामग्रियों को आमतौर पर "मशीन करने में आसान" से लेकर "मशीन करने में बेहद मुश्किल" तक कई स्तरों में वर्गीकृत किया जाता है। सामग्री चयन और प्रक्रिया नियोजन के दौरान मशीनिंग की कठिनाई का त्वरित आकलन करने के लिए इस वर्गीकरण का व्यापक रूप से उपयोग किया जाता है।
एक व्यापक रूप से स्वीकृत नियम इस प्रकार है:जैसे-जैसे सामग्री की मजबूती, प्लास्टिसिटी या उच्च तापमान पर प्रदर्शन बढ़ता है, मशीनिंग की क्षमता में काफी कमी आने लगती है।
इससे यह स्पष्ट होता है कि टाइटेनियम मिश्रधातु और निकल-आधारित सुपरमिश्रधातु उत्कृष्ट यांत्रिक और ऊष्मीय गुण प्रदर्शित करते हैं, फिर भी उनकी मशीनिंग करना अत्यंत चुनौतीपूर्ण होता है।
5.0कौन से पदार्थ के गुणधर्म मशीनीकरण क्षमता निर्धारित करते हैं?
5.1कठोरता और मजबूती
जैसे-जैसे कठोरता और मजबूती बढ़ती है, कटाई के दौरान अपरूपण प्रतिरोध भी उसी अनुपात में बढ़ता है, जिसके परिणामस्वरूप कटाई बल और तापमान अधिक होते हैं और औजारों का घिसाव भी तेजी से होता है।
इंजीनियरिंग के अनुभव से पता चलता है कि मध्यम कठोरता और एकसमान सूक्ष्म संरचना वाली सामग्री स्थिर मशीनिंग के लिए अधिक अनुकूल होती हैं।
5.2प्लास्टिसिटी और कठोरता
- अत्यधिक प्लास्टिसिटी: कटाई के दौरान गंभीर प्लास्टिक विरूपण होता है, जिससे उपकरण-चिप संपर्क क्षेत्र का विस्तार होता है, घर्षण बढ़ता है और बिल्ट-अप एज निर्माण को बढ़ावा मिलता है;
- अत्यधिक कठोरता: काटने में लगने वाली ऊर्जा की खपत बढ़ जाती है और चिप्स को तोड़ना मुश्किल हो जाता है।
दोनों ही स्थितियां मशीनिंग की क्षमता को काफी हद तक कम कर देती हैं।
5.3ऊष्मीय चालकता
अच्छी तापीय चालकता वाली सामग्री चिप और वर्कपीस के माध्यम से कटिंग की गर्मी को कुशलतापूर्वक फैला सकती है, जिससे कटिंग ज़ोन का तापमान कम हो जाता है और थर्मल टूल वियर कम हो जाता है।
कम तापीय चालकता वाली सामग्री, जैसे कि टाइटेनियम मिश्र धातु, काटने वाले किनारे के पास गर्मी को केंद्रित करने की प्रवृत्ति रखती हैं, जिससे उपकरण की विफलता में तेजी आती है।
5.4प्रत्यास्थता मापांक
- अत्यधिक उच्च प्रत्यास्थता मापांक: सामग्री हटाने के दौरान उच्चतर कटाई प्रतिरोध;
- अत्यधिक कम प्रत्यास्थता मापांक: कटाई के बाद स्पष्ट प्रत्यास्थता पुनर्प्राप्ति, जिससे पार्श्व सतह और मशीनीकृत सतह के बीच घर्षण बढ़ जाता है।
दोनों ही स्थितियां मशीनिंग स्थिरता के लिए प्रतिकूल हैं।

6.0इंजीनियरिंग व्यवहार में मशीनेबिलिटी को कैसे बेहतर बनाया जा सकता है?
6.1ऊष्मा उपचार के माध्यम से मशीनेबिलिटी में सुधार
उचित ऊष्मा उपचार से सूक्ष्म संरचना में बदलाव करके मशीनिंग प्रदर्शन में उल्लेखनीय सुधार किया जा सकता है:
- कम कार्बन इस्पात: कणों को परिष्कृत करने और अत्यधिक प्लास्टिसिटी को कम करने के लिए मानकीकरण प्रक्रिया;
- उच्च कार्बन इस्पात: कठोरता को कम करने और चिप ब्रेकिंग को बेहतर बनाने के लिए स्फेरोइडाइजिंग एनीलिंग;
- ढलवां लोहा: आंतरिक तनाव को दूर करने और सतह की कठोरता को कम करने के लिए मशीनिंग से पहले एनीलिंग की जाती है।
6.2रासायनिक संरचना अनुकूलन के माध्यम से मशीनेबिलिटी में सुधार
बड़े पैमाने पर उत्पादन में, मिश्र धातु डिजाइन के माध्यम से मशीनिंग क्षमता में अक्सर सुधार किया जाता है:
- इस्पात में सल्फर, फास्फोरस, सीसा या कैल्शियम मिलाने से काटने का प्रतिरोध कम हो सकता है और चिप के टूटने की क्षमता बढ़ सकती है;
- अलौह धातुओं में मिश्रधातु संरचना को अनुकूलित करने से दानेदार संरचना को परिष्कृत किया जा सकता है और मशीनिंग स्थिरता में सुधार किया जा सकता है।
6.3कठिन मशीनिंग वाले विशिष्ट पदार्थों के लिए मशीनिंग अनुकूलन रणनीतियाँ
उच्च शक्ति और अति उच्च शक्ति वाली सामग्री
इन सामग्रियों के लिए, काटने के बल आमतौर पर एआईएसआई 1045 स्टील की तुलना में 201टीपी3टी-301टीपी3टी अधिक होते हैं, साथ ही काटने का तापमान भी अधिक होता है और उपकरण तेजी से घिसते हैं।
इंजीनियरिंग रणनीतियों में निम्नलिखित शामिल हैं:
- उत्कृष्ट ताप प्रतिरोध और घिसाव प्रतिरोध वाले कटिंग टूल सामग्रियों का चयन करना;
- धार की मजबूती में सुधार के लिए रेक कोण को कम करना या नकारात्मक रेक कोण अपनाना और टूल नोज त्रिज्या को बढ़ाना;
- जब भी संभव हो, एनील्ड या नॉर्मलाइज़्ड अवस्था में रफ मशीनिंग करना;
- अत्यधिक तेज गति प्राप्त करने के बजाय कटाई की गति को उचित रूप से नियंत्रित करना।
उच्च प्लास्टिसिटी, कम कठोरता वाली सामग्री
इस प्रकार की सामग्री में आसंजन, कोल्ड वेल्डिंग और बिल्ट-अप एज निर्माण की प्रवृत्ति होती है, जिसके परिणामस्वरूप सतह की गुणवत्ता अस्थिर हो जाती है।
प्रभावी उपायों में निम्नलिखित शामिल हैं:
- काटने के दौरान होने वाले विरूपण को कम करने के लिए तेज धार वाले किनारों का उपयोग करना;
- किनारों पर जमाव वाले क्षेत्र के निर्माण से बचने के लिए कटाई की गति को मध्यम रूप से बढ़ाना;
- चिप को तोड़ने की क्षमता को बेहतर बनाने के लिए उपयुक्त फीड दरें लागू करना।
7.0निष्कर्ष: मशीनेबिलिटी एक सिस्टम-स्तरीय इंजीनियरिंग मुद्दा है।
धातु की मशीनेबिलिटी किसी एक कारक से निर्धारित नहीं होती, बल्कि सामग्री के गुणों, कटिंग टूल की विशेषताओं और मशीनिंग मापदंडों के संयुक्त प्रभावों से निर्धारित होती है।
इंजीनियरिंग व्यवहार में:
- भौतिक स्तर पर: ऊष्मा उपचार और रासायनिक संरचना अनुकूलन के माध्यम से मशीनिंग क्षमता में सुधार किया जा सकता है;
- प्रक्रिया स्तर पर: कठिन मशीनिंग योग्य सामग्रियों के लिए उपकरणों और कटिंग मापदंडों का व्यवस्थित अनुकूलन आवश्यक है।
किसी पदार्थ की मशीनिंग में कठिनाई क्यों होती है, इसे समझने के बाद ही वास्तव में प्रभावी मशीनिंग रणनीतियाँ विकसित की जा सकती हैं, जिससे दक्षता, गुणवत्ता और लागत का संतुलित अनुकूलन प्राप्त किया जा सके।
8.0अक्सर पूछे जाने वाले प्रश्न: धातु की मशीनिंग क्षमता के बारे में सामान्य प्रश्न
8.1प्रश्न 1: क्या मशीनेबिलिटी सामग्री की कठोरता के बराबर है?
नहीं। कठोरता मशीनिंग क्षमता को प्रभावित करने वाले कारकों में से केवल एक है और यह निर्णायक संकेतक नहीं है।
वास्तविक मशीनिंग में, प्लास्टिसिटी, टफनेस, थर्मल कंडक्टिविटी, इलास्टिक मॉडुलस, साथ ही वर्कपीस सामग्री और कटिंग टूल के बीच घर्षण और रासायनिक संबंध, ये सभी कटिंग व्यवहार पर महत्वपूर्ण प्रभाव डालते हैं। उदाहरण के लिए, टाइटेनियम मिश्र धातुओं में विशेष रूप से उच्च कठोरता नहीं होती है, फिर भी खराब थर्मल कंडक्टिविटी और उच्च रासायनिक प्रतिक्रियाशीलता के कारण इन्हें मशीनिंग में कठिन सामग्री माना जाता है।
8.2प्रश्न 2: टाइटेनियम मिश्र धातुओं को आम तौर पर मशीनिंग में मुश्किल सामग्री क्यों माना जाता है?
टाइटेनियम मिश्र धातुओं की खराब मशीनेबिलिटी मुख्य रूप से निम्नलिखित कारकों के कारण होती है:
- कम तापीय चालकता: काटने से उत्पन्न ऊष्मा का फैलाव मुश्किल होता है, जिससे उपकरण की नोक पर स्थानीयकृत उच्च तापमान उत्पन्न होता है;
- उच्च रासायनिक सक्रियता: उपकरण सामग्री से चिपकने की प्रबल प्रवृत्ति, जिसके कारण आसंजन और प्रसार घिसाव होता है;
- स्पष्ट प्रत्यास्थ पुनर्प्राप्ति: उपकरण के पार्श्व भाग पर घर्षण में वृद्धि।
ये सभी कारक मिलकर टाइटेनियम मिश्र धातुओं को तेजी से उपकरण घिसाव, किनारों के टूटने और अस्थिर मशीनिंग स्थितियों के प्रति संवेदनशील बनाते हैं।
8.3प्रश्न 3: क्या स्टेनलेस स्टील की मशीनिंग करना कार्बन स्टील की तुलना में हमेशा अधिक कठिन होता है?
जरूरी नहीं। स्टेनलेस स्टील की मशीनेबिलिटी उसके सूक्ष्म संरचनात्मक प्रकार से निकटता से संबंधित है:
- ऑस्टेनिटिक स्टेनलेस स्टील: उच्च प्लास्टिसिटी और अत्यधिक वर्क हार्डनिंग, जिसके परिणामस्वरूप मशीनिंग में कठिनाई होती है;
- कुछ मार्टेन्सिटिक स्टेनलेस स्टील: उपयुक्त ताप उपचार स्थितियों के तहत, इनकी मशीनेबिलिटी मध्यम-कार्बन स्टील की तुलना में लगभग बराबर या थोड़ी कम हो सकती है;
- फ्री-मशीनिंग स्टेनलेस स्टील: सल्फर युक्त ग्रेड स्वचालित और उच्च-उत्पादकता वाली मशीनिंग में अच्छा प्रदर्शन करते हैं।
इसलिए, स्टेनलेस स्टील को एक समान रूप से कठिन मशीनिंग योग्य सामग्री के रूप में नहीं माना जाना चाहिए।
8.4प्रश्न 4: जब मशीनिंग क्षमता खराब हो, तो क्या काटने की गति को कम करना ही एकमात्र समाधान है?
नहीं। कटाई की गति को कम करने से अक्सर केवल लक्षण कम होते हैं, मूल कारण का समाधान नहीं होता।
अधिक प्रभावी तरीकों में निम्नलिखित शामिल हैं:
- अधिक उपयुक्त कटिंग टूल सामग्री का चयन करना;
- टूल की ज्यामिति को अनुकूलित करना: रेक कोण, कटिंग एज की मजबूती और टूल नोज त्रिज्या;
- कटिंग पैरामीटर के संयोजन को समायोजित करना;
- आवश्यकता पड़ने पर वर्कपीस की हीट ट्रीटमेंट की स्थिति में बदलाव करना।
कई मामलों में, काटने की गति को उचित रूप से बढ़ाने से वास्तव में किनारों पर जमाव को कम करने और सतह की गुणवत्ता में सुधार करने में मदद मिल सकती है।
8.5प्रश्न 5: मशीनेबिलिटी पर हीट ट्रीटमेंट का प्रभाव कितना महत्वपूर्ण है?
इसका प्रभाव काफी व्यापक है। सामान्यीकरण, एनीलिंग या स्फेरोइडाइजिंग एनीलिंग के माध्यम से, ऊष्मा उपचार निम्नलिखित कार्य कर सकता है:
- सामग्री की सूक्ष्म संरचना में संशोधन करें;
- काटने के बल को कम करें;
- चिप के टूटने के व्यवहार में सुधार करें;
- औजारों का जीवनकाल काफी हद तक बढ़ा दें।
संदर्भ
https://www.3erp.com/blog/what-is-machinability-and-how-is-it-measured/
https://elitemoldtech.com/what-is-machinability/ https://www.canadianmetalworking.com/canadianmetalworking/article/metalworking/understanding-machinability