

- 1.0कोर हीटिंग के प्रकार और कार्य सिद्धांत
- 2.0उच्च आवृत्ति तापन की प्रमुख विशेषताएं
- 3.0आरएफ और माइक्रोवेव हीटिंग के बीच तकनीकी अंतर (केवल डाइइलेक्ट्रिक हीटिंग के लिए)
- 4.0उपकरण संरचना और प्रक्रिया पैरामीटर
- 5.0प्रमुख अनुप्रयोग क्षेत्र
- 6.0निष्कर्ष
- 7.0अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
- 7.1क्या उच्च आवृत्ति तापन केवल धातुओं तक ही सीमित है?
- 7.2क्या गैर-चुंबकीय धातुओं (जैसे एल्युमीनियम या तांबा) को प्रेरण तापन का उपयोग करके प्रभावी ढंग से गर्म किया जा सकता है?
- 7.3आरएफ और माइक्रोवेव हीटिंग का चयन कैसे किया जाना चाहिए?
- 7.4क्या उच्च आवृत्ति तापन के लिए कोई मानकीकृत आवृत्ति सीमा है?
- 7.5प्लास्टिक इंसर्ट के लिए आरक्षित छेद धातु इंसर्ट की तुलना में 0.3-0.6 मिमी छोटा क्यों होना चाहिए?
- 7.6उच्च आवृत्ति वाली हीटिंग पारंपरिक हीटिंग की तुलना में बेहतर ऊर्जा दक्षता कैसे प्राप्त करती है?
उच्च आवृत्ति तापन (एचएफ हीटिंग) का अवलोकन
परावैद्युत तापनइलेक्ट्रॉनिक हीटिंग, रेडियो-फ़्रीक्वेंसी हीटिंग या हाई-फ़्रीक्वेंसी हीटिंग के नाम से भी जानी जाने वाली यह प्रक्रिया, रेडियो-फ़्रीक्वेंसी (RF) प्रत्यावर्ती विद्युत क्षेत्रों, रेडियो तरंगों या माइक्रोवेव विद्युत चुम्बकीय विकिरण का उपयोग करके परावैद्युत पदार्थों को गर्म करने की प्रक्रिया है। उच्च आवृत्तियों पर, परावैद्युत पदार्थ के भीतर द्विध्रुवीय अणुओं की घूर्णी गति से ऊष्मा उत्पन्न होती है।
उच्च आवृत्ति तापन में विद्युत चुम्बकीय ऊर्जा (रेडियो तरंगें या माइक्रोवेव) का उपयोग करके सामग्री को गर्म किया जाता है। इसमें प्रत्यावर्ती चुंबकीय या विद्युत क्षेत्र उत्पन्न होते हैं जो सीधे वर्कपीस के अंदर ऊष्मा उत्पन्न करते हैं। चूंकि ऊष्मा स्रोत के साथ किसी भौतिक संपर्क की आवश्यकता नहीं होती है, इसलिए यह विधि तीव्र, सटीक, कुशल और नियंत्रणीय तापीय प्रदर्शन प्रदान करती है। उच्च आवृत्ति तापन में सामान्यतः दो प्रमुख क्रियाविधियाँ शामिल होती हैं: चालक धातुओं के लिए प्रेरण तापन (भंवर धारा प्रभाव) और कुचालक पदार्थों के लिए परावैद्युत तापन (आणविक घर्षण)।
1.0कोर हीटिंग के प्रकार और कार्य सिद्धांत
1.1इंडक्शन हीटिंग: धात्विक सामग्रियों के लिए उपयुक्त
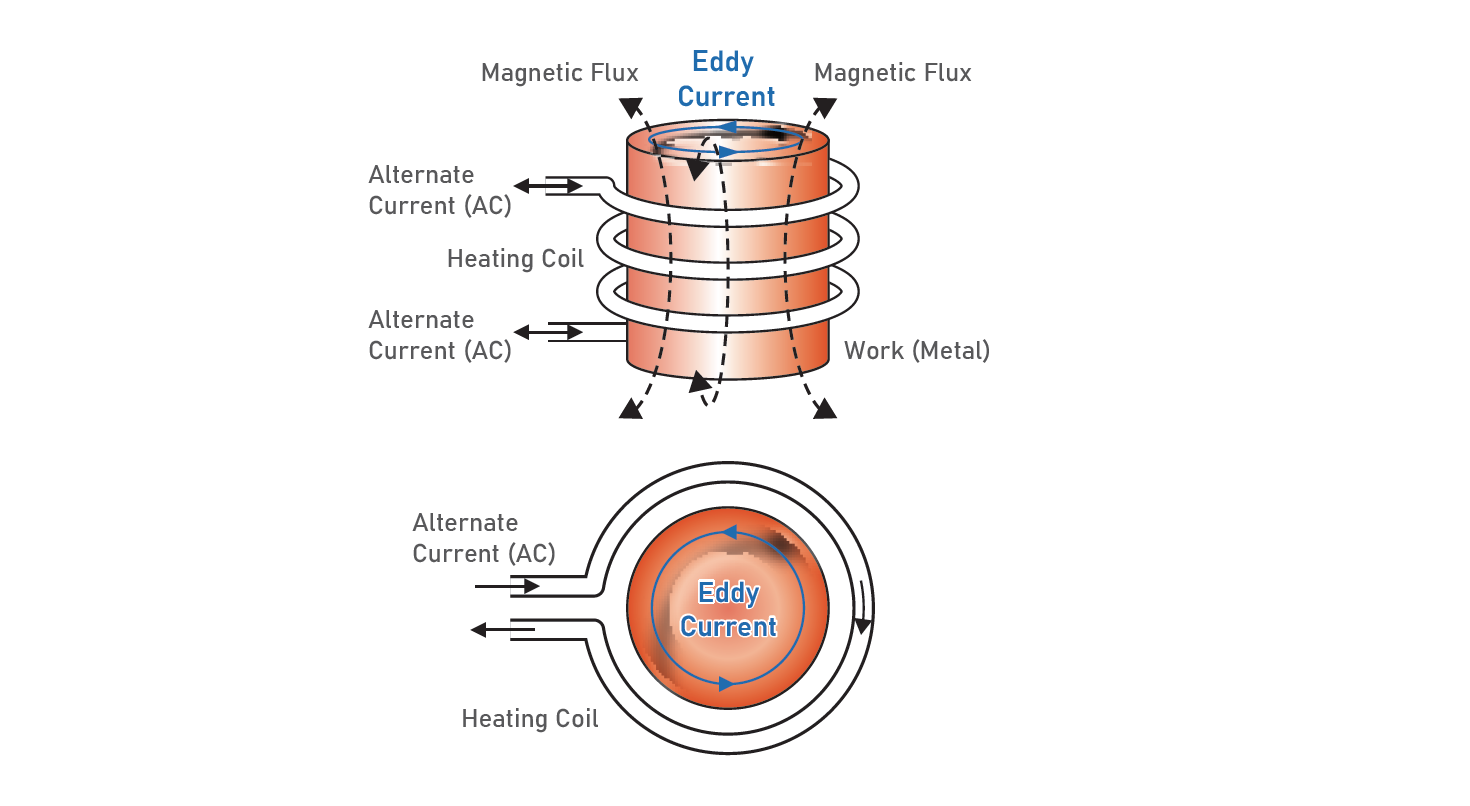
प्रेरण तापन एक गैर-संपर्क विधि है जिसमें विद्युत चुम्बकीय प्रेरण के कारण धातु आंतरिक रूप से ऊष्मा उत्पन्न करती है। इसकी मूलभूत क्रियाविधि दो हानि घटकों पर आधारित है:
भंवर धारा से होने वाली हानियाँ: एक प्रेरण कुंडली से प्रवाहित होने वाली उच्च आवृत्ति वाली प्रत्यावर्ती धारा एक तीव्र रूप से परिवर्तित चुंबकीय क्षेत्र उत्पन्न करती है। जब किसी धातु के वर्कपीस (जैसे ट्यूब या मशीनीकृत पुर्जे) को इस क्षेत्र के भीतर रखा जाता है, तो धातु के भीतर मजबूत बंद-लूप धाराएँ—भंवर धाराएँ—प्रेरित होती हैं, ठीक उसी तरह जैसे ट्रांसफार्मर की द्वितीयक कुंडली में होता है। ये धाराएँ जूल ऊष्मा उत्पन्न करती हैं, जिससे तीव्र और एकसमान तापन संभव होता है। उदाहरण के लिए, ट्यूब-एंड सीलिंग मशीनें इसी सिद्धांत का उपयोग करके ट्यूब के सिरों को गर्म और पिघलाकर आंतरिक संदूषण के बिना स्वच्छ सीलिंग करती हैं।
हिस्टेरेसिस हानिये घटनाएँ केवल लौहचुंबकीय धातुओं जैसे लोहा और कुछ इस्पात में ही होती हैं। प्रत्यावर्ती चुंबकीय क्षेत्र द्वारा पदार्थ के बार-बार चुम्बकित और विचुम्बकित होने से चुंबकीय डोमेन के पुनर्व्यवस्थापन से अतिरिक्त ऊष्मा उत्पन्न होती है। एक बार धातु का तापमान लगभग 700°C (क्यूरी बिंदु) से अधिक हो जाने पर, चुंबकीय गुणधर्म लुप्त हो जाते हैं; हिस्टैरेसिस हानियाँ समाप्त हो जाती हैं, और ऊष्मा का प्रवाह केवल एड़ी-करंट प्रभावों के माध्यम से जारी रहता है।
इसके अतिरिक्त, प्रेरण तापन त्वचा प्रभाव से प्रभावित होता है, जिसमें उच्च आवृत्ति वाली धाराएँ धातु की पतली सतह परत में केंद्रित हो जाती हैं। इससे प्रभावी प्रतिरोध बढ़ता है और सतह का तापन बेहतर होता है। आवृत्ति को समायोजित करके, ऑपरेटर सतह को कठोर बनाने, एकसमान तापन या ट्यूब के सिरों को सील करने जैसे अनुप्रयोगों के लिए ऊष्मा प्रवेश की गहराई को नियंत्रित कर सकते हैं।
1.2परावैद्युत तापन: अधात्विक पदार्थों के लिए उपयुक्त
डाइइलेक्ट्रिक हीटिंग—जिसे आरएफ हीटिंग या इलेक्ट्रॉनिक हीटिंग भी कहा जाता है—डाइइलेक्ट्रिक पदार्थों को गर्म करने के लिए आरएफ प्रत्यावर्ती विद्युत क्षेत्रों या माइक्रोवेव विकिरण का उपयोग करती है। प्राथमिक क्रियाविधि द्विध्रुव घूर्णन है:
आणविक द्विध्रुव घूर्णनउच्च आवृत्ति वाले विद्युत क्षेत्र के प्रभाव में, प्लास्टिक, खाद्य पदार्थ, लकड़ी और वस्त्र जैसी सामग्रियों के भीतर स्थित ध्रुवीय अणु प्रत्यावर्ती क्षेत्र के साथ संरेखित होने का प्रयास करते हैं। उनके तीव्र घूर्णन और आंतरिक घर्षण से पर्याप्त ऊष्मा उत्पन्न होती है, जिससे आयतनिक तापन (ऊष्मा का पूरे पदार्थ में फैलना, न कि सतह से अंदर की ओर फैलना) होता है।
ऊष्मा उत्पादन के कारक: तापन क्षमता परावैद्युत हानि कारक, आवृत्ति और विद्युत क्षेत्र की तीव्रता पर निर्भर करती है। चूंकि ऊष्मा पदार्थ के भीतर उत्पन्न होती है, इसलिए चालकीय या संवहन तापन की तुलना में इसकी दक्षता काफी अधिक होती है।
2.0उच्च आवृत्ति तापन की प्रमुख विशेषताएं
2.1गैर-संपर्क तापन
ऊष्मा सीधे ज्वालाओं या ताप तत्वों के संपर्क में आए बिना आंतरिक रूप से उत्पन्न होती है, जिससे संदूषण या सतह की क्षति को रोका जा सकता है। यह ऐसे उपकरणों के लिए महत्वपूर्ण है जैसे कि ट्यूब-एंड सीलिंग मशीनें जहां स्वच्छ सीलिंग की आवश्यकता होती है।
2.2उच्च दक्षता और तीव्र तापन
ऊर्जा न्यूनतम हानि के साथ सीधे लक्ष्य पदार्थ पर क्रिया करती है, जिससे चालन, संवहन या अवरक्त तापन की तुलना में तापमान में काफी तेजी से वृद्धि होती है। इससे ट्यूब सीलिंग या धातु सख्त करने जैसे अनुप्रयोगों में उत्पादकता में काफी सुधार होता है।
2.3परिशुद्धता और नियंत्रण
आवृत्ति को समायोजित करने से ऊष्मा प्रवेश पर नियंत्रण संभव होता है (उदाहरण के लिए, प्रेरण तापन में त्वचा प्रभाव)। इससे चुनिंदा सतह या कोर तापन संभव हो पाता है। ट्यूब-एंड सीलिंग सिस्टम पिघले हुए क्षेत्र को सटीक रूप से नियंत्रित कर सकते हैं, जिससे ट्यूब विरूपण कम होता है।
2.4व्यापक प्रयोज्यता
यह धातुओं (प्रेरण तापन) और प्लास्टिक, खाद्य पदार्थ और वस्त्र जैसे परावैद्युत अधातुओं (परावैद्युत तापन) दोनों के लिए उपयुक्त है।
2.5पर्यावरण के अनुकूल
चूंकि केवल वर्कपीस को ही गर्म किया जाता है, इसलिए ऊर्जा की बर्बादी कम से कम होती है और कोई प्रदूषक उत्सर्जित नहीं होते हैं।
3.0आरएफ और माइक्रोवेव हीटिंग के बीच तकनीकी अंतर (केवल डाइइलेक्ट्रिक हीटिंग के लिए)
डाइइलेक्ट्रिक हीटिंग की ऑपरेटिंग आवृत्ति रेंज 5 मेगाहर्ट्ज से 5 GHz तक होती है। रेडियो-आवृत्ति (RF) हीटिंग आमतौर पर 100 मेगाहर्ट्ज से कम आवृत्तियों (आमतौर पर 13.56 मेगाहर्ट्ज और 27.12 मेगाहर्ट्ज) को संदर्भित करती है, जबकि माइक्रोवेव हीटिंग 500 मेगाहर्ट्ज से 5 GHz (आमतौर पर 900 मेगाहर्ट्ज और 2.45 GHz) तक संचालित होती है। संचार प्रणालियों में हस्तक्षेप को रोकने के लिए दोनों को निर्दिष्ट ISM आवृत्ति बैंड के अंतर्गत रखा गया है। मुख्य अंतर निम्नलिखित हैं:
| विशेषता | रेडियो आवृत्ति (आरएफ) | माइक्रोवेव |
| वेवलेंथ | लंबा (11.2–22.4 मीटर) | छोटा (0.13–0.35 मीटर) |
| प्रमुख ध्रुवीकरण तंत्र | अंतरिक्ष-आवेश ध्रुवीकरण | द्विध्रुव अभिविन्यास ध्रुवीकरण |
| उपकरण अनुकूलता | बड़े आकार या विशाल वर्कपीस के लिए उपयुक्त | मध्यम आकार के वर्कपीस और निरंतर प्रसंस्करण के लिए उपयुक्त। |
4.0उपकरण संरचना और प्रक्रिया पैरामीटर
4.1उच्च आवृत्ति प्रेरण तापन प्रणाली के घटक
एक विशिष्ट उच्च-आवृत्ति प्रेरण तापन प्रणाली में तीन प्रमुख इकाइयाँ होती हैं:
उच्च आवृत्ति विद्युत जनरेटर: आवश्यक उच्च आवृत्ति वाली विद्युत ऊर्जा उत्पन्न करता है।
मिलान नेटवर्क: यह जनरेटर और इंडक्शन कॉइल के बीच कुशल विद्युत हस्तांतरण और प्रतिबाधा मिलान सुनिश्चित करता है।
प्रेरण कुंडली: उच्च आवृत्ति हानि को कम करने के लिए अक्सर लिट्ज़ तार का उपयोग करके इसका निर्माण किया जाता है। यह संरचना स्वचालित उत्पादन लाइनों में एकीकृत करने के लिए अत्यधिक अनुकूल है।
के लिए ट्यूब-एंड क्लोजिंग मशीनेंट्यूब के व्यास और सामग्री के आधार पर कॉइल को अनुकूलित किया जाता है ताकि चुंबकीय क्षेत्र को ट्यूब के सिरे पर केंद्रित किया जा सके, जिससे सटीक और स्थानीयकृत ताप संभव हो सके।
ये सिस्टम कॉम्पैक्ट और हल्के होते हैं, इन्हें पहले से गर्म करने की आवश्यकता नहीं होती है, और ये तुरंत हीटिंग प्रदान करते हैं, जिससे ये औद्योगिक स्वचालन वातावरण के लिए उपयुक्त होते हैं।
4.2मुख्य प्रक्रिया पैरामीटर
प्लास्टिक इंसर्ट के अनुप्रयोग: जब प्लास्टिक घटकों में धातु के पुर्जे (जैसे नट या बोल्ट) लगाने के लिए उच्च आवृत्ति प्रेरण तापन का उपयोग किया जाता है, तो निम्नलिखित मापदंडों पर विचार किया जाना चाहिए:
- छेद व्यास डिजाइन: प्लास्टिक के हिस्से में आरक्षित छेद धातु के इंसर्ट के व्यास से 0.3-0.6 मिमी छोटा होना चाहिए ताकि संलयन के लिए पर्याप्त जगह मिल सके।
- सहायक संरचनाएँ: इसमें स्क्रू-गाइडिंग फीचर्स और मेल्ट-रिलीज चैनल शामिल किए जाने चाहिए।
- संचालन प्रक्रिया: धातु के इंसर्ट को इंडक्शन द्वारा गर्म किया जाता है और तुरंत एक पंच का उपयोग करके आरक्षित छेद में दबा दिया जाता है, जिसके बाद नियंत्रित वायु शीतलन किया जाता है।
ट्यूब-एंड सीलिंग अनुप्रयोग: ट्यूब-एंड क्लोजिंग मशीनें ट्यूब की सामग्री के अनुसार आवृत्ति को समायोजित करना आवश्यक है। लौहचुंबकीय ट्यूब हिस्टैरेसिस और एड़ी-करंट हीटिंग दोनों से लाभान्वित होते हैं, जबकि एल्यूमीनियम जैसी गैर-लौहचुंबकीय सामग्रियों को स्किन इफेक्ट को बढ़ाने के लिए उच्च आवृत्तियों की आवश्यकता होती है।
अत्यधिक पिघलने या अपूर्ण सीलिंग को रोकने के लिए हीटिंग की अवधि को मिलीसेकंड की सीमा के भीतर नियंत्रित किया जाना चाहिए। कुछ प्रणालियों में तेजी से आकार देने और ठोस बनाने के लिए एयर-कूलिंग मॉड्यूल शामिल होते हैं।


5.0प्रमुख अनुप्रयोग क्षेत्र
5.1इंडक्शन हीटिंग अनुप्रयोग
- धातु प्रसंस्करण: ऑटोमोटिव और एयरोस्पेस घटकों का सख्तीकरण, ब्रेज़िंग, सोल्डरिंग, एनीलिंग; धातु पिघलाना; गियर, आरा ब्लेड और ड्राइव शाफ्ट का सतही सख्तीकरण; गोला-बारूद घटकों का सख्तीकरण; हाइड्रोलिक ट्यूब और चिकित्सा उपकरण ट्यूबिंग जैसी धातु ट्यूबों के लिए ट्यूब-एंड सीलिंग।
- सीलिंग और शुद्धिकरण: दवाइयों और पेय पदार्थों की बोतलों के लिए एल्युमीनियम-फ़ॉइल से छेड़छाड़-रोधी सीलिंग; वैक्यूम ट्यूब, कैथोड-रे ट्यूब और गैस-डिस्चार्ज लैंप में गेटर्स का डीगैसिंग।
- विशेषीकृत प्रसंस्करण: सेमीकंडक्टर निर्माण के लिए ज़ोन रिफाइनिंग; चिकित्सा उपकरणों का रोगाणुरहित तापन और ऊष्मीय नसबंदी।
- रोजमर्रा के अनुप्रयोग: इंडक्शन कुकटॉप और स्मार्ट राइस कुकर।
5.2परावैद्युत तापन अनुप्रयोग
- खाद्य उद्योग: सुखाना, पकाना, पिघलाना और पकाना।
- प्लास्टिक और वस्त्र: वेल्डिंग, सुखाने, बहुलकीकरण प्रक्रियाएं, और प्लास्टिक घटकों में धातु के इंसर्ट (नट, बोल्ट) लगाना।
- अतिरिक्त फ़ील्ड: कागज सुखाना, रबर का वल्कनीकरण और मोल्डिंग के लिए पूर्व-तापन, दवा उत्पादन में वैक्यूम माइक्रोवेव सुखाने (विशेष रूप से गर्मी के प्रति संवेदनशील उच्च-मूल्य वाले यौगिकों के लिए), और चिकित्सा उपचारों में चिकित्सीय ऊतक मरम्मत।
6.0निष्कर्ष
उच्च आवृत्ति तापन तकनीक आंतरिक ताप उत्पादन के मूलभूत लाभ का उपयोग करती है, जो प्रेरण तापन और परावैद्युत तापन दोनों को समर्थित करते हुए धातु और अधात्विक प्रसंस्करण की व्यापक आवश्यकताओं को पूरा करती है। इसकी गैर-संपर्क, कुशल और सटीक रूप से नियंत्रणीय विशेषताएं संदूषण, अक्षमता और अस्थिर तापमान नियंत्रण जैसी पारंपरिक तापन विधियों से जुड़ी सामान्य समस्याओं को दूर करती हैं।
स्वचालित उत्पादन लाइनों के साथ मजबूत अनुकूलता के कारण, एचएफ हीटिंग का व्यापक रूप से ऑटोमोटिव, खाद्य, फार्मास्युटिकल और इलेक्ट्रॉनिक्स उद्योगों में उपयोग किया जाता है। चाहे धातु घटकों की सतह को कठोर बनाना हो, प्लास्टिक उत्पादों में इंसर्ट लगाना हो, या खाद्य पदार्थों को तेजी से सुखाना हो, उच्च आवृत्ति हीटिंग अपनी लचीली आवृत्ति समायोजन, नियंत्रणीय हीटिंग गहराई और पर्यावरण के अनुकूल संचालन के कारण आधुनिक विनिर्माण में एक अनिवार्य मूल तकनीक बन गई है।
7.0अक्सर पूछे जाने वाले प्रश्न (एफएक्यू)
7.1क्या उच्च आवृत्ति तापन केवल धातुओं तक ही सीमित है?
नहीं। उच्च आवृत्ति तापन में धातुओं के लिए प्रेरण तापन और अधात्विक पदार्थों के लिए परावैद्युत तापन शामिल है। परावैद्युत तापन द्विध्रुव घूर्णन तंत्र के माध्यम से प्लास्टिक, खाद्य उत्पाद, वस्त्र, लकड़ी और अन्य परावैद्युत पदार्थों पर लागू होता है।
7.2क्या गैर-चुंबकीय धातुओं (जैसे एल्युमीनियम या तांबा) को प्रेरण तापन का उपयोग करके प्रभावी ढंग से गर्म किया जा सकता है?
जी हाँ। यद्यपि गैर-चुंबकीय धातुएँ हिस्टैरेसिस हानि उत्पन्न नहीं करतीं, फिर भी उन्हें एड़ी-करंट हानियों के माध्यम से कुशलतापूर्वक गर्म किया जा सकता है। परिचालन आवृत्ति बढ़ाने से स्किन इफेक्ट मजबूत होता है, जिससे तापन दक्षता में सुधार होता है।
7.3आरएफ और माइक्रोवेव हीटिंग का चयन कैसे किया जाना चाहिए?
सामग्री के गुणों और उत्पादन आवश्यकताओं के आधार पर चयन किया जाता है। आरएफ (रूई हीटिंग) अधिक गहराई तक प्रवेश करती है और बड़े आकार या बड़े वर्कपीस (जैसे, बड़े पैमाने पर कागज सुखाना) के लिए उपयुक्त है। माइक्रोवेव हीटिंग कम गहराई तक प्रवेश करती है और मध्यम आकार की निरंतर प्रक्रियाओं (जैसे, भोजन को तेजी से गर्म करना, दवाइयों को वैक्यूम विधि से सुखाना) के लिए आदर्श है।
7.4क्या उच्च आवृत्ति तापन के लिए कोई मानकीकृत आवृत्ति सीमा है?
डाइइलेक्ट्रिक हीटिंग आमतौर पर 5 मेगाहर्ट्ज से 5 GHz तक की आवृत्तियों के बीच होती है, जहां RF आमतौर पर 100 मेगाहर्ट्ज से कम आवृत्तियों को संदर्भित करता है, और माइक्रोवेव हीटिंग 500 मेगाहर्ट्ज से 5 GHz तक की आवृत्तियों के बीच होती है। संचार प्रणालियों में हस्तक्षेप से बचने के लिए औद्योगिक उपयोग में 13.56 मेगाहर्ट्ज या 2.45 GHz जैसे निर्धारित ISM आवृत्ति बैंड का पालन करना आवश्यक है।
7.5प्लास्टिक इंसर्ट के लिए आरक्षित छेद धातु इंसर्ट की तुलना में 0.3-0.6 मिमी छोटा क्यों होना चाहिए?
यह अंतराल संलयन के लिए गुंजाइश प्रदान करता है। जब गर्म धातु के टुकड़े को प्लास्टिक के छेद में दबाया जाता है, तो आकार में मामूली अंतर उचित पिघलने, मजबूत बंधन और बेहतर यांत्रिक शक्ति एवं सीलिंग क्षमता सुनिश्चित करता है।
7.6उच्च आवृत्ति वाली हीटिंग पारंपरिक हीटिंग की तुलना में बेहतर ऊर्जा दक्षता कैसे प्राप्त करती है?
ऊष्मा सीधे पदार्थ के अंदर उत्पन्न होती है, जिससे आसपास की हवा या उपकरण की सतहों को गर्म करने की आवश्यकता नहीं होती। इससे स्थानांतरण के दौरान ऊष्मा हानि कम से कम होती है। इसके अलावा, अत्यधिक तीव्र तापन दर उत्पादन चक्र को छोटा कर देती है, जिससे कुल ऊर्जा खपत कम हो जाती है।
संदर्भ
https://en.wikipedia.org/wiki/Dielectric_heating
https://www.thermopedia.com/de/content/850/
https://www.canroon.com/Industry-Insights/Understanding-High-Frequency-Induction-Heaters-and-Their-Working-Principles
https://avioweld.com/highfrequency/


