

- 1.0प्रेस ब्रेक क्या है?
- 2.0“प्रेस ब्रेक” बनाम “ब्रेक प्रेस”: क्या अंतर है?
- 3.0प्रेस ब्रेक कैसे काम करता है
- 4.0धातु झुकने के लिए क्यों उपयुक्त है? प्रेस ब्रेक का उपयोग किस लिए किया जाता है?
- 5.0प्रेस ब्रेक के मुख्य घटक
- 6.0प्रेस ब्रेक संचालन की संक्षिप्त प्रक्रिया
- 7.0प्रेस ब्रेक के सामान्य प्रकार
- 8.0एनसी प्रेस ब्रेक (संख्यात्मक नियंत्रण प्रेस ब्रेक) क्या है?
- 9.0सीएनसी प्रेस ब्रेक (कंप्यूटर न्यूमेरिकल कंट्रोल प्रेस ब्रेक) क्या है?
- 10.0एनसी और सीएनसी प्रेस ब्रेक के बीच मुख्य अंतर क्या हैं?
- 11.0प्रेस ब्रेक के लिए ड्राइव विधियाँ क्या हैं?
- 12.0प्रेस ब्रेक कैसे स्थापित करें?
- 12.1चरण 1: वर्कपीस ड्राइंग की समीक्षा करें
- 12.2चरण 2: उपयुक्त झुकने की विधि और टूलींग का चयन करें
- 12.3चरण 3: आवश्यक झुकने वाले बल (टन भार) की गणना करें
- 12.4चरण 4: टूलींग स्थापित करें और समायोजित करें (डाईज़ को क्लैम्प करना)
- 12.5चरण 5: बैकगेज सिस्टम कॉन्फ़िगर करें
- 12.6चरण 6: सीएनसी सिस्टम प्रोग्रामिंग और सत्यापन (सीएनसी प्रेस ब्रेक)
- 12.7चरण 7: सेटिंग सहेजें और संचालन शुरू करें
- 12.8झुकने मशीन कार्य प्रक्रिया आरेख:
- 13.0विभिन्न प्रकार के प्रेस ब्रेक की तुलना
- 14.0प्रेस ब्रेक चुनते समय ध्यान रखने योग्य कारक
- 15.0प्रेस ब्रेक के अनुप्रयोग
- 16.0आम प्रेस ब्रेक विफलताएं और समाधान
1.0प्रेस ब्रेक क्या है?
ए ब्रेक दबाएँ यह एक धातु बनाने वाली मशीन है जिसका उपयोग शीट धातु को एक निर्दिष्ट कोण या आकार में मोड़ने के लिए किया जाता है। इसका व्यापक रूप से शीट धातु निर्माण और संरचनात्मक विनिर्माण में उपयोग किया जाता है। मुख्य सिद्धांत में धातु शीट की झुकने वाली रेखा पर केंद्रित दबाव लागू करना शामिल है, जिससे यह प्लास्टिक विरूपण से गुजरता है।
झुकने की प्रक्रिया के दौरान, धातु की शीट को निचले डाई पर रखा जाता है, जबकि ऊपरी पंच दबाव में नीचे की ओर बढ़ता है, जिससे शीट डाई के प्रोफाइल में आ जाती है। पंच और डाई का आकार एक दूसरे के अनुरूप होता है, जिससे धातु को डाई के समोच्च के साथ सटीक रूप से बनाया जा सकता है। पंच के स्ट्रोक और लगाए गए दबाव को समायोजित करके, झुकने वाले कोणों, त्रिज्याओं और लंबाई की एक श्रृंखला प्राप्त की जा सकती है।
सरल शब्दों में, प्रेस ब्रेकिंग एक सटीक और नियंत्रण योग्य धातु निर्माण प्रक्रिया है जो पंच और डाई के साथ बल लगाकर सपाट धातु को कुशलतापूर्वक जटिल रूपों में बदल देती है।
.jpg)
2.0“प्रेस ब्रेक” बनाम “ब्रेक प्रेस”: क्या अंतर है?
धातुकर्म में, "प्रेस ब्रेक" आम तौर पर एक मशीन को संदर्भित करता है जिसका उपयोग धातु की शीट को पूर्वनिर्धारित कोण या आकार में मोड़ने के लिए किया जाता है। इस प्रक्रिया में वर्कपीस को एक पंच (ऊपरी उपकरण) और एक डाई (निचला उपकरण) के बीच रखना और शीट के स्थायी रूप से विकृत होने तक दबाव डालना शामिल है। इन प्रेस ब्रेक का उपयोग औद्योगिक उत्पादन में उनकी उच्च परिशुद्धता, दोहराव और बहुमुखी प्रतिभा के कारण व्यापक रूप से किया जाता है - जो उन्हें जटिल झुकने वाले अनुप्रयोगों की एक श्रृंखला के लिए एक पसंदीदा समाधान बनाता है।
हालाँकि, कभी-कभी, "प्रेस ब्रेक" शब्द का उपयोग विभिन्न प्रकार के झुकने वाले उपकरणों का वर्णन करने के लिए अधिक व्यापक रूप से किया जाता है, जिनमें शामिल हैं:
उच्च परिशुद्धता वाले विद्युत या हाइड्रोलिक प्रेस ब्रेक: उच्च सटीकता, गति और स्वचालन की आवश्यकता वाले औद्योगिक उत्पादन के लिए आदर्श रूप से उपयोग किया जाता है।
सरल मैनुअल प्रेस ब्रेक: छोटे बैच, पतली सामग्री या प्रोटोटाइपिंग के लिए डिज़ाइन किया गया। हालाँकि वे एक हद तक सटीकता प्रदान कर सकते हैं, लेकिन उनकी कार्यक्षमता और स्वचालन सीमित है।
यह अर्थगत भिन्नता आम तौर पर विभिन्न उपयोग परिदृश्यों या उद्योग शब्दावली से उत्पन्न होती है। तकनीकी दस्तावेज़ों में, इनके बीच अंतर करने की अनुशंसा की जाती है इलेक्ट्रिक प्रेस ब्रेक, हाइड्रोलिक प्रेस ब्रेक, या मैनुअल प्रेस ब्रेक भ्रम से बचने के लिए.
3.0प्रेस ब्रेक कैसे काम करता है
प्रेस ब्रेक का मुख्य कार्य सिद्धांत एक पंच और एक डाई के माध्यम से दबाव डालना है, जिससे धातु की शीट को पूर्व निर्धारित झुकने वाली रेखा के साथ प्लास्टिक विरूपण से गुजरना पड़ता है। यहाँ बताया गया है कि यह आम तौर पर कैसे काम करता है:
धातु की शीट को निचले डाई के वी-आकार के खांचे में रखा जाता है। फिर ऊपरी पंच हाइड्रोलिक या सर्वो नियंत्रण के तहत ऊर्ध्वाधर रूप से नीचे उतरता है, धातु को खांचे में दबाता है। जैसे-जैसे पंच नीचे की ओर बढ़ता है, शीट डाई के किनारों के साथ विकृत हो जाती है, अंततः वांछित मोड़ बनाती है।
पंच और डाई के आकार या आकृति को परिवर्तित करके, प्रेस ब्रेक व्यापक रेंज के झुकने वाले कोण और प्रोफाइल का उत्पादन कर सकते हैं - जो जटिल शीट धातु घटकों की मांगों को पूरा करते हैं।

4.0धातु झुकने के लिए क्यों उपयुक्त है? प्रेस ब्रेक का उपयोग किस लिए किया जाता है?
धातु के मुख्य गुणों में से एक इसकी अपेक्षाकृत उच्च तन्यता है - बिना टूटे खिंचने और आकार लेने की इसकी क्षमता। यह धातु को कई तरह के अनुप्रयोगों के लिए एक लचीली सामग्री बनाता है। विनिर्माण प्रक्रिया के दौरान, धातु की चादरें आमतौर पर सपाट या पट्टी के रूप में शुरू होती हैं, लेकिन अक्सर उनके अंतिम उपयोग से पहले उन्हें फिर से आकार देने की आवश्यकता होती है।
यहीं पर धातु निर्माण उपकरण काम में आते हैं - और प्रेस ब्रेक उद्योग में सबसे महत्वपूर्ण और बहुमुखी उपकरणों में से एक है।
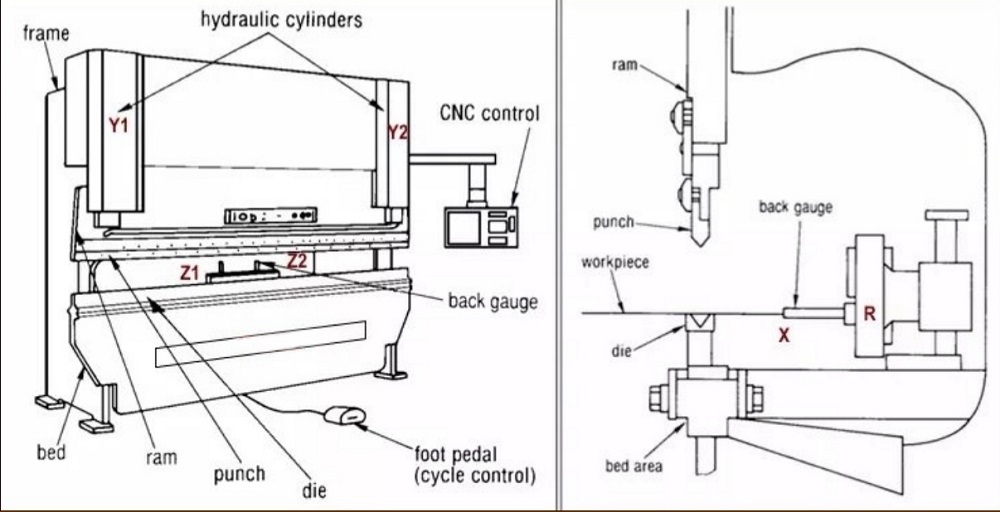
5.0प्रेस ब्रेक के मुख्य घटक
- चौखटा:प्रेस ब्रेक की मुख्य संरचना, आमतौर पर उच्च-शक्ति वाले स्टील से वेल्डेड होती है। यह असाधारण कठोरता और भार वहन क्षमता प्रदान करता है, जिससे झुकने की प्रक्रिया के दौरान स्थिरता और सटीकता सुनिश्चित होती है।
- रैम / स्लाइड:ऊपरी बीम पर लगा रैम पंच को ऊपर-नीचे चलाता है। झुकने के दौरान, यह धातु की शीट पर दबाव डालता है, जिससे उसमें प्लास्टिक विरूपण होता है।
- पंच और मरो:पंच ऊपरी उपकरण बनाता है और रैम से जुड़ा होता है, जबकि डाई वर्कटेबल पर स्थापित होती है। धातु की शीट को बीच में रखा जाता है, और पंच के दबाव में, इसे डाई के खांचे में धकेल दिया जाता है, जिससे वांछित आकार बनता है। विभिन्न झुकने की आवश्यकताओं को पूरा करने के लिए पंच और डाई के विभिन्न आकार और प्रोफाइल को बदला जा सकता है।
- कार्य-टेबल/बिस्तर:प्रेस ब्रेक के आधार पर स्थित वर्कटेबल, झुकने के दौरान डाई और धातु शीट दोनों को सहारा देने के लिए एक प्लेटफ़ॉर्म के रूप में कार्य करता है। अक्सर, इसमें मोड़ की एक श्रृंखला बनाने में सहायता के लिए एक वी-आकार का खांचा शामिल होता है।
- हाइड्रोलिक या सर्वो प्रणाली:हाइड्रोलिक या सर्वो ड्राइव रैम को हिलाने के लिए आवश्यक बल प्रदान करता है। पारंपरिक मशीनें आमतौर पर उच्च दबाव उत्पन्न करने के लिए हाइड्रोलिक सिलेंडर का उपयोग करती हैं, जबकि उच्च-स्तरीय मॉडल अधिक सटीकता, ऊर्जा दक्षता और नियंत्रण के लिए सर्वो-इलेक्ट्रिक ड्राइव का उपयोग करते हैं।
- बॅक गेज:झुकने वाले क्षेत्र के पीछे लगा बैक गेज, धातु शीट को सटीक स्थिति में रखने में मदद करता है, तथा यह सुनिश्चित करता है कि प्रत्येक मोड़ सुसंगत और दोहराव योग्य हो।
6.0प्रेस ब्रेक संचालन की संक्षिप्त प्रक्रिया
- सामग्री प्लेसमेंट:धातु की शीट को कार्य-टेबल पर समतल रूप से रखना, तथा सटीक स्थिति के लिए पीछे की ओर गेज का उपयोग करना।
- उपकरण चयन:कार्यवस्तु के झुकने वाले कोण और प्रोफ़ाइल के अनुसार पंच और डाई के मिलान सेट का चयन करना।
- क्लैम्पिंग और तैयारी:एक बार शीट अपनी जगह पर स्थापित हो जाने के बाद, इसे मोड़ने के दौरान किसी भी प्रकार की हलचल से बचने के लिए डाई और पंच द्वारा जकड़ दिया जाता है।
- झुकने की क्रिया:रैम नीचे की ओर बढ़ता है, जिससे पंच डाई के वी-आकार के खांचे में चला जाता है। यह धातु को पूर्वनिर्धारित झुकने वाले कोण पर बनाता है।
- वापसी और रिहाई:झुकने के बाद, रैम अपनी प्रारंभिक स्थिति में वापस आ जाता है, जिससे धातु की शीट पर दबाव कम हो जाता है।
- भाग हटाना:क्लैम्पिंग को खोल दिया जाता है, और ऑपरेटर तैयार, निर्मित वर्कपीस को निकालता है - जो आगामी प्रसंस्करण या उत्पादन चरण के लिए तैयार होता है।
7.0प्रेस ब्रेक के सामान्य प्रकार
प्रेस ब्रेक को इसके ड्राइव और नियंत्रण विधि के आधार पर छह मुख्य प्रकारों में वर्गीकृत किया जा सकता है: मैकेनिकल प्रेस ब्रेक, हाइड्रोलिक प्रेस ब्रेक, इलेक्ट्रो-हाइड्रोलिक प्रेस ब्रेक, न्यूमेटिक प्रेस ब्रेक, सर्वो प्रेस ब्रेक और सीएनसी प्रेस ब्रेक। यहाँ प्रत्येक के लिए एक संक्षिप्त परिचय और फायदे और नुकसान दिए गए हैं:
मैकेनिकल प्रेस ब्रेक:
यांत्रिक प्रेस ब्रेक फ्लाईव्हील और क्लच-नियंत्रित गियर रोटेशन का उपयोग करके रैम को ऊपर और नीचे चलाता है।
पेशेवरों:
- सरल संरचना, आसान संचालन और कम रखरखाव लागत
- कुछ मामलों में निर्धारित टन भार से अधिक सामग्री को संसाधित करने की क्षमता
दोष:
- झुकने की गति को सटीकता के साथ नियंत्रित करना कठिन है
- कम झुकने की सटीकता और खराब पुनरावृत्ति
- कम सुरक्षित; जटिल ऑपरेशन के लिए अनुशंसित नहीं
हाइड्रोलिक प्रेस ब्रेक:
हाइड्रोलिक प्रेस ब्रेक पारंपरिक यांत्रिक ट्रांसमिशन के बजाय दो हाइड्रोलिक सिलेंडरों का उपयोग करता है।
पेशेवरों:
- बड़ा झुकने बल, भारी शुल्क प्लेट प्रसंस्करण के लिए उपयुक्त
- बारीक झुकने वाले कार्यों के लिए उच्च परिशुद्धता
- गति पर बेहतर नियंत्रण, जिससे कई झुकने वाले खंडों की अनुमति मिलती है
दोष:
- जटिल संरचना जिसके लिए उच्च तकनीकी विशेषज्ञता की आवश्यकता होती है
- उच्च रखरखाव लागत; घटकों की विफलता महत्वपूर्ण डाउनटाइम का कारण बन सकती है
- हाइड्रोलिक द्रव रिसाव का संभावित खतरा
- परिचालन को निर्धारित टन भार के भीतर ही रखा जाना चाहिए
इलेक्ट्रो-हाइड्रोलिक सर्वो प्रेस ब्रेक:
इलेक्ट्रो-हाइड्रोलिक प्रेस ब्रेक एक स्मार्ट, उच्च परिशुद्धता सीएनसी झुकने वाली मशीन है जिसमें इलेक्ट्रो-हाइड्रोलिक नियंत्रण होता है।
संचालन का सिद्धांत:
- बाएं और दाएं हाइड्रोलिक सिलेंडरों को अलग-अलग सर्वो मोटर्स द्वारा नियंत्रित किया जाता है
- विस्थापन सेंसर रैम की स्थिति की वास्तविक समय निगरानी सक्षम करते हैं
- सीएनसी नियंत्रण समांतरता और परिशुद्धता बनाए रखने के लिए दोनों सिलेंडरों का समन्वय करता है
पेशेवरों:
- ±0.01 मिमी उच्च परिशुद्धता और मजबूत दोहराव
- ऊर्जा की बचत और पर्यावरण के अनुकूल - बिना किसी रिसाव के मांग के अनुसार तेल की आपूर्ति
- बुद्धिमान कार्यक्षमता - ग्राफिकल प्रोग्रामिंग, कोण क्षतिपूर्ति, स्वचालित समायोजन आदि का समर्थन करता है।
- विश्वसनीय - लंबे समय तक उत्पादन के दौरान स्थिरता बनाए रखता है
दोष:
- उच्चतर प्रारंभिक निवेश
- रखरखाव के लिए उन्नत तकनीकी विशेषज्ञता की आवश्यकता है

वायवीय प्रेस ब्रेक:
वायवीय प्रेस ब्रेक हाइड्रोलिक या यांत्रिक प्रणाली के बजाय रैम को चलाने के लिए संपीड़ित हवा का उपयोग करता है।
पेशेवरों:
- सरल संरचना और तीव्र प्रतिक्रिया
- लचीला नियंत्रण - आसान स्टार्ट-अप या शटडाउन
- स्वच्छ और पर्यावरण के अनुकूल - कोई तरल रिसाव नहीं
दोष:
- सीमित झुकने वाला बल - मोटी प्लेट या भारी-भरकम अनुप्रयोगों के लिए अनुपयुक्त
- हाइड्रोलिक प्रणालियों की तुलना में कम झुकने की सटीकता
सर्वो इलेक्ट्रिक प्रेस ब्रेक:
सर्वो इलेक्ट्रिक प्रेस ब्रेक को सिलेंडर के बजाय सर्वो मोटर द्वारा संचालित किया जाता है।
पेशेवरों:
- उच्च झुकने परिशुद्धता और पुनरावृत्ति
- कम ऊर्जा खपत के साथ शांत संचालन
- तेल रहित - कम रखरखाव और पर्यावरण की दृष्टि से स्वच्छ
- उच्च स्वच्छ मानकों की आवश्यकता वाले अनुप्रयोगों के लिए उपयुक्त
दोष:
- सीमित झुकने वाला बल - मुख्य रूप से छोटे टन भार या हल्के अनुप्रयोगों के लिए
- उच्चतर प्रारंभिक निवेश
सीएनसी प्रेस ब्रेक एक पूर्णतया स्वचालित मशीन है, जो उच्च परिशुद्धता, उच्च दक्षता वाले झुकाव के लिए कम्प्यूटरीकृत नियंत्रण के साथ हाइड्रोलिक या सर्वो ड्राइव को जोड़ती है।
विशेषताएँ:
- उच्च सटीकता और कम त्रुटि के साथ पूर्ण स्वचालित नियंत्रण
- जटिल झुकने वाले कार्यों के लिए प्रोग्रामयोग्य
- कम श्रम लागत के साथ उच्च उत्पादन दक्षता
- एयरोस्पेस, ऑटोमोटिव, इलेक्ट्रॉनिक्स और निर्माण जैसे उद्योगों पर लागू
⚡टिप्पणी"सीएनसी" एक नियंत्रण विधि को संदर्भित करता है, न कि एक अलग ड्राइव फॉर्म को; सीएनसी को हाइड्रोलिक, इलेक्ट्रो-हाइड्रोलिक या सर्वो सिस्टम के साथ एकीकृत किया जा सकता है।
8.0एनसी प्रेस ब्रेक (संख्यात्मक नियंत्रण प्रेस ब्रेक) क्या है?
परिभाषा:The एनसी प्रेस ब्रेक यह एक संख्यात्मक नियंत्रण मशीन है, जिसमें आमतौर पर एक सरलीकृत कीपैड या पीएलसी नियंत्रण प्रणाली होती है। रैम की गति का समन्वय यांत्रिक रूप से एक मरोड़ पट्टी द्वारा संचालित होता है, जो इसे मध्यम या कम परिशुद्धता वाले झुकने वाले कार्यों के लिए एक सुविधाजनक विकल्प बनाता है।
संरचनात्मक विशेषताएं:
- दोनों सिलेंडरों को एक मरोड़ पट्टी द्वारा जोड़ा जाता है ताकि उनकी गति में समन्वय बना रहे।
- सिलेंडर रैम को मोड़ने के लिए ऊपर-नीचे चलाते हैं।
- नियंत्रण प्रणाली सरलीकृत है - सामान्यतः यह केवल बैकगेज (X-अक्ष) और रैम (Y-अक्ष) स्थितियों को नियंत्रित करती है।
लाभ:
- कम लागत और सरल संचालन
- कम मांग वाली परिशुद्धता आवश्यकताओं वाले छोटे और मध्यम उद्यमों के लिए उपयुक्त
दोष:
- सिंक्रनाइज़ेशन यांत्रिक घटकों पर निर्भर करता है - टॉर्शन बार समय के साथ ख़राब हो सकता है
- वास्तविक समय में त्रुटि का पता लगाने या सुधार करने में असमर्थ
- जटिल प्रोग्रामिंग और बहु-चरणीय संचालन के लिए सीमित क्षमता

9.0सीएनसी प्रेस ब्रेक (कंप्यूटर न्यूमेरिकल कंट्रोल प्रेस ब्रेक) क्या है?
परिभाषा:सीएनसी प्रेस ब्रेक एक उच्च-प्रदर्शन झुकने वाली मशीन है जो हाइड्रोलिक, इलेक्ट्रो-हाइड्रोलिक या सर्वो ड्राइव के साथ एक कम्प्यूटरीकृत नियंत्रण प्रणाली को एकीकृत करती है। यह शीट मेटल के लिए पूरी तरह से स्वचालित, उच्च-सटीकता और उच्च-दक्षता वाले झुकने के संचालन कर सकती है।
नियंत्रण विधि:
- औद्योगिक-ग्रेड कंप्यूटिंग सिस्टम (जैसे डेलेम, ईएसए, या साइबेलेक) द्वारा नियंत्रित
- रैम (Y1/Y2) और बैकगेज (X, R, Z) स्थितियों की वास्तविक समय निगरानी
- ग्राफिकल इंटरफेस, कोण क्षतिपूर्ति और त्रुटि पहचान के साथ बहु-चरणीय प्रोग्रामिंग की अनुमति देता है
ड्राइव सिस्टम समर्थन:
- हाइड्रोलिक (पारंपरिक या इलेक्ट्रो-हाइड्रोलिक)
- विशुद्ध रूप से सर्वो (विद्युत प्रेस ब्रेक)
झुकने प्रकार समर्थन:
- नीचे की ओर दबाव (सामान्य): टेबल स्थिर रहने पर रैम नीचे की ओर बढ़ता है
- ऊपर की ओर दबाव (असामान्य): रैम स्थिर रहने पर टेबल ऊपर की ओर बढ़ती है
लाभ:
- उच्च परिशुद्धता (±0.01 मिमी) दोहराए जाने योग्य झुकने के साथ
- झुकने के क्रम, कोण और क्षतिपूर्ति की गणना करने की क्षमता
- लचीली प्रोग्रामिंग - बड़े बैचों और जटिल संचालन के लिए उपयुक्त
- तेजी से सेटअप और बदलाव के साथ उच्च उत्पादन दक्षता
- दूरस्थ प्रोग्रामिंग और उद्योग 4.0 एकीकरण के लिए समर्थन
10.0एनसी और सीएनसी प्रेस ब्रेक के बीच मुख्य अंतर क्या हैं?
| वस्तु | एनसी प्रेस ब्रेक | सीएनसी प्रेस ब्रेक |
| नियंत्रण प्रणाली | सरल संख्यात्मक नियंत्रक (पुश-बटन) | ग्राफ़िकल नियंत्रण वाला औद्योगिक कंप्यूटर |
| तुल्यकालन | मरोड़ शाफ्ट द्वारा यांत्रिक रूप से सिंक्रनाइज़ | हाइड्रोलिक या सर्वो-नियंत्रित तुल्यकालन |
| शुद्धता | मध्यम; बड़ा विचलन | उच्च परिशुद्धता; स्वचालित त्रुटि सुधार |
| प्रोग्रामिंग जटिलता | केवल सरल परिचालनों का समर्थन करता है | जटिल प्रक्रिया प्रोग्रामिंग का समर्थन करता है |
| स्वचालन की डिग्री | कम | उच्च |
| अनुप्रयोग | सामान्य शीट धातु प्रसंस्करण | बड़े बैच, उच्च मांग, कस्टम झुकने |
| लागत | निचला | उच्च |
11.0प्रेस ब्रेक के लिए ड्राइव विधियाँ क्या हैं?
धातु की प्लेट को मोड़ते समय, प्लास्टिक विरूपण उत्पन्न करने के लिए आमतौर पर महत्वपूर्ण दबाव की आवश्यकता होती है। इस दबाव को कहा जाता है प्रेस टन भार — प्रेस ब्रेक अपने संचालन के दौरान अधिकतम बल लगा सकता है। टन भार जितना अधिक होगा, उतनी ही मोटी या लंबी धातु की प्लेट को संसाधित किया जा सकता है।
इस बल को उत्पन्न करने और संचारित करने के लिए, प्रेस ब्रेक आमतौर पर विभिन्न ड्राइव विधियों को काम में लेते हैं, जिनमें शामिल हैं:
- हाइड्रोलिक ड्राइव (आमतौर पर सीएनसी प्रेस ब्रेक में उपयोग किया जाता है):
उच्च टन भार उत्पन्न करने के लिए हाइड्रोलिक प्रणाली का उपयोग करता है - मोटी प्लेट और भारी भार झुकने के लिए आदर्श। यह उद्योग में सबसे अधिक इस्तेमाल की जाने वाली विधि है। - सर्वो इलेक्ट्रिक ड्राइव:
रैम की गति के सटीक नियंत्रण के लिए सर्वो मोटर का उपयोग करता है, जो उच्च सटीकता और तीव्र प्रतिक्रिया प्रदान करता है - उच्च परिशुद्धता और ऊर्जा दक्षता की आवश्यकता वाले अनुप्रयोगों के लिए एकदम सही। - वायवीय ड्राइव:
संपीड़ित वायु द्वारा संचालित; संरचना में सरल - छोटे से मध्यम टन भार और तीव्र संचालन के लिए उपयुक्त। - यांत्रिक ड्राइव:
फ्लाईव्हील और क्लच तंत्र द्वारा संचालित; एक पारंपरिक संरचना - भारी-कर्तव्य, उच्च आवृत्ति उत्पादन के लिए आदर्श।
आमतौर पर, प्रेस ब्रेक का नाम इसकी ड्राइव विधि को दर्शाता है, उदाहरण के लिए: हाइड्रोलिक प्रेस ब्रेक, वायवीय प्रेस ब्रेक, या सर्वो इलेक्ट्रिक प्रेस ब्रेक।
12.0प्रेस ब्रेक कैसे स्थापित करें?
झुकने का काम शुरू करने से पहले, झुकने की सटीकता सुनिश्चित करने, उपकरण का जीवन बढ़ाने और परिचालन सुरक्षा बनाए रखने के लिए उचित प्रेस ब्रेक सेटअप महत्वपूर्ण है। निम्नलिखित मानक प्रक्रिया NC और CNC प्रेस ब्रेक दोनों पर लागू होती है।
12.1चरण 1: वर्कपीस ड्राइंग की समीक्षा करें
- सामग्री के गुणों की पुष्टि करें: सामग्री (जैसे कार्बन स्टील, स्टेनलेस स्टील, या एल्यूमीनियम) और उपज शक्ति।
- ज्यामितीय आयामों की पुष्टि करें: प्लेट की मोटाई, लंबाई, झुकने का कोण, झुकने की त्रिज्या।
- डिज़ाइन आवश्यकताओं की पहचान करें, जिनमें शामिल हैं:
- फ्लैंज लंबाई
- झुकने की दिशा (आंतरिक या बाहरी)
- सहनशीलता आवश्यकताएँ
- झुकने के बाद क्या डीबरिंग या लेवलिंग की आवश्यकता है
12.2चरण 2: उपयुक्त झुकने की विधि और टूलींग का चयन करें
झुकने की विधि (सटीकता और बल आवश्यकताओं के अनुसार):
| तरीका | विशेषताएँ | शुद्धता | टन भार |
| वायु झुकाव | सामान्य; कम उपकरण घिसाव | मध्यम | मानक |
| नीचे झुकना | सामग्री पूरी तरह से डाई में बैठ जाती है | उच्च | वायु झुकाव ×4–6 |
| गढ़ने | सामग्री को पूरी तरह से डाई कोने में धकेल दिया जाता है | उच्चतम | वायु झुकाव ×8–10 |
उपकरण चयन अनुशंसाएँ:
- पंच/ऊपरी उपकरण: क्षति या अतिभार से बचने के लिए प्लेट की मोटाई और झुकने वाले कोण का मिलान होना चाहिए।
- डाई/लोअर टूलडाई का उद्घाटन आमतौर पर प्लेट की मोटाई का 6-12 गुना होता है।
- सामग्री मिलानउपकरण सामग्री की कठोरता प्लेट सामग्री के बराबर या उससे अधिक होनी चाहिए।
12.3चरण 3: आवश्यक झुकने वाले बल (टन भार) की गणना करें
निर्माता या विशेष सॉफ्टवेयर द्वारा उपलब्ध कराए गए टन भार चार्ट का उपयोग करें।
निम्नलिखित मापदंडों को ध्यान में रखें:
- मोटाई (t)
- चौड़ाई (लम्बाई)
- सामग्री की ताकत
- डाई ओपनिंग (V)
संदर्भ:
- वायु झुकाव दबाव = आधार दबाव
- नीचे झुकने का दबाव = वायु झुकने का दबाव × 4–6
- सिक्का दबाव = वायु झुकाव दबाव × 8–10
⚡ सुरक्षित संचालन के लिए निर्धारित टन भार से अधिक भार उठाने से बचें।
12.4चरण 4: टूलींग स्थापित करें और समायोजित करें (डाईज़ को क्लैम्प करना)
- उपकरण के घिसाव और एक समान मोटाई का निरीक्षण करें।
- ऊपरी और निचले डाइज़ को स्थापित करें और उन्हें जगह पर लॉक करें।
- टकराव से बचने के लिए रैम स्ट्रोक को उचित ऊपरी और निचली सीमा पर समायोजित करें।
- यदि आवश्यक हो तो विशेष अनुप्रयोगों के लिए आरक्षित विश्राम स्थान निर्धारित करें।
- उपकरण और कार्य-तालिका के केंद्र को संरेखित करें।
12.5चरण 5: बैकगेज सिस्टम कॉन्फ़िगर करें
- बैकगेज (X, R, Z) स्थिति और ऊंचाई निर्धारित करें।
- ड्राइंग के अनुसार झुकने का क्रम और पैरामीटर दर्ज करें।
- यदि एक से अधिक ऑपरेशन होने हैं, तो टकराव से बचने के लिए हस्तक्षेप जांच (सीएनसी) सक्षम करें।
12.6चरण 6: सीएनसी सिस्टम प्रोग्रामिंग और सत्यापन (सीएनसी प्रेस ब्रेक)
- नियंत्रण पैनल (डेलेम, ईएसए, साइबेलेक, आदि) से परिचित हों।
- झुकने संबंधी कार्यक्रम (मोटाई, सामग्री, कोण, उपकरण संख्या) इनपुट करें या आयात करें।
- झुकने वाले पथ का पूर्वावलोकन करने के लिए ऑफ़लाइन प्रोग्रामिंग (वैकल्पिक) करें।
- झुकने वाले कोण, स्प्रिंगबैक, हस्तक्षेप और अन्य मापदंडों को मान्य करने के लिए स्क्रैप सामग्री के साथ परीक्षण करें।
- यदि आवश्यक हो तो परीक्षण परिणामों के आधार पर कार्यक्रम को समायोजित करें।
12.7चरण 7: सेटिंग सहेजें और संचालन शुरू करें
- भविष्य में उत्पादन में पुनः उपयोग के लिए बेंडिंग कार्यक्रम को सुरक्षित रखें।
- सुरक्षा तंत्र, आपातकालीन स्टॉप और संबंधित नियंत्रणों की जांच करें।
- बड़े पैमाने पर उत्पादन शुरू करें और प्रक्रिया के दौरान समय-समय पर झुकने वाले कोण और आयामों का निरीक्षण करें।
12.8झुकने मशीन कार्य प्रक्रिया आरेख:

ड्राइंग का विश्लेषण करें → झुकने की विधि और उपकरण का चयन करें → झुकने के टन भार की गणना करें → टूलींग स्थापित करें और संरेखित करें → बैकगेज सेट करें → सीएनसी प्रोग्रामिंग और परीक्षण झुकने → सेटिंग्स सहेजें और उत्पादन शुरू करें।
13.0विभिन्न प्रकार के प्रेस ब्रेक की तुलना
| प्रकार | ड्राइव विधि | शुद्धता | बल | आवेदन | लाभ | नुकसान |
| मैकेनिकल प्रेस ब्रेक | चक्का | कम | मध्यम | सामान्य शीट धातु प्रसंस्करण | सरल संचालन, आसान रखरखाव | खराब नियंत्रण, कम सटीकता, खराब सुरक्षा |
| हाइड्रोलिक प्रेस ब्रेक | हाइड्रोलिक सिलेंडर | उच्च | उच्च | मोटी प्लेट और बड़े घटक | बड़ी ताकत, मजबूत नियंत्रण | जटिल संरचना, रिसाव की संभावना |
| इलेक्ट्रो-हाइड्रोलिक प्रेस ब्रेक | इलेक्ट्रिक-हाइड्रोलिक सर्वो सिलेंडर | बहुत ऊँचा | उच्च | स्वचालित और सटीक झुकने | उच्च परिशुद्धता, ऊर्जा की बचत, पर्यावरण के अनुकूल, और स्वचालित नियंत्रण | उच्च लागत, जटिल प्रणाली |
| वायवीय प्रेस ब्रेक | वायु दाब | मध्यम | कम | हल्के भार वाली शीट धातु प्रसंस्करण | तेज़, स्वच्छ, पर्यावरण अनुकूल | सीमित बल, मोटी प्लेट के लिए नहीं |
| सर्वो प्रेस ब्रेक | इलेक्ट्रिक सर्वो ड्राइव | उच्च | कम | परिशुद्धता, हल्के-भार वाले अनुप्रयोग | उच्च परिशुद्धता, कम शोर, ऊर्जा की बचत | सीमित बल, उच्च लागत |
| सीएनसी प्रेस ब्रेक | सीएनसी नियंत्रण + एकाधिक ड्राइव | बहुत ऊँचा | ड्राइव के अनुसार भिन्न होता है | विभिन्न उद्योगों में स्वचालित प्रसंस्करण | स्वचालित, सटीक और कुशल | उच्च लागत, प्रोग्रामिंग और रखरखाव पर निर्भरता |
14.0प्रेस ब्रेक चुनते समय ध्यान रखने योग्य कारक
- सामग्री का प्रकार और मोटाई: अलग-अलग सामग्रियों में अलग-अलग झुकने के गुण होते हैं। एल्युमीनियम ज़्यादा आसानी से मुड़ता है, जबकि स्टेनलेस स्टील को ज़्यादा बल की ज़रूरत होती है। मोटाई भी सीधे तौर पर ज़रूरी टन भार को प्रभावित करती है - सुनिश्चित करें कि मशीन की बल क्षमता पर्याप्त है।
- झुकने की क्षमताइसमें अधिकतम झुकने वाला बल और प्रभावी झुकने वाली लंबाई शामिल है। बल नियंत्रित करता है कि क्या मोटी या उच्च-शक्ति वाली सामग्री को संसाधित किया जा सकता है, जबकि लंबाई एकल झुकने वाले ऑपरेशन में वर्कपीस के आकार को नियंत्रित करती है।
- झुकने की सटीकता और पुनरावृत्ति: सटीकता से तात्पर्य है कि झुकने का कोण सही है या नहीं, और दोहराव यह आकलन करता है कि बाद के मोड़ सुसंगत हैं या नहीं। उच्च परिशुद्धता वाले अनुप्रयोगों के लिए आमतौर पर सीएनसी मशीनों की आवश्यकता होती है।
- उत्पादन लय और क्षमताउत्पादन मात्रा और उत्पादन गति के अनुसार, उच्च आवृत्ति और बड़े बैच अनुप्रयोगों के लिए अधिक स्थिर और कुशल मशीन का चयन किया जाना चाहिए।
15.0प्रेस ब्रेक के अनुप्रयोग
- मोटर वाहन उद्योग: ब्रैकेट, चेसिस घटकों, बॉडी पैनल और निकास प्रणालियों के उत्पादन के लिए उपयोग किया जाता है - उच्च परिशुद्धता कड़े मानकों के अनुरूपता की गारंटी देती है और वाहन की गुणवत्ता और सुरक्षा में सुधार करने में मदद करती है।
- एयरोस्पेस उद्योग: विमान के फ्रेम, पंख घटकों और इंजन आवरणों के लिए एल्युमिनियम और टाइटेनियम मिश्रधातु जैसी उच्च प्रदर्शन सामग्री का प्रसंस्करण - जिसके लिए उच्च परिशुद्धता और विश्वसनीयता की आवश्यकता होती है।
- घरेलू उपकरण: रेफ्रिजरेटर पैनल, वॉशिंग मशीन केसिंग, एयर कंडीशनिंग घटकों आदि के निर्माण में उपयोग किया जाता है - उच्च परिशुद्धता और लचीलापन घटकों को उनके डिजाइन से निकटता से मेल खाने में सक्षम बनाता है।
- निर्माण उद्योग: इमारतों, धातु प्लेट संरचनाओं और सजावटी तत्वों के लिए संरचनात्मक घटकों को संसाधित करता है - संरचनात्मक, वास्तुकला और छत अनुप्रयोगों में उपयोगी।
- फर्नीचर निर्माण: फर्नीचर फ्रेम, ब्रैकेट और सजावटी घटकों को बनाने के लिए धातु की चादरों को मोड़ना - संरचनात्मक आकर्षण और कार्यक्षमता दोनों को जोड़ना।
- चिकित्सकीय संसाधन: शल्य चिकित्सा उपकरणों, नैदानिक उपकरणों और अस्पताल के फर्नीचर के लिए धातु घटकों को संसाधित करता है - कड़े परिशुद्धता और स्वच्छता मानकों को पूरा करता है।
- इलेक्ट्रॉनिक और विद्युत उपकरण: नियंत्रण कैबिनेट, ब्रैकेट और आवरण के निर्माण के लिए उपयोग किया जाता है - संरचनात्मक स्थिरता और परिचालन सुरक्षा सुनिश्चित करता है।
- रक्षा उद्योग: बख्तरबंद प्लेट संरचनाओं, सैन्य उपकरण आवरणों और बारूद भंडारण कंटेनरों के लिए धातु का प्रसंस्करण - उच्च शक्ति और आघात प्रतिरोध मानकों को पूरा करना।
16.0आम प्रेस ब्रेक विफलताएं और समाधान
| खराबी की स्थिति | संभावित कारण | समाधान |
| हाइड्रोलिक दबाव गायब या अपर्याप्त है | 1. मोटर या पंप की गलत घूर्णन दिशा 2. दबाव राहत वाल्व का बंद होना 3. इलेक्ट्रोमैग्नेट वाल्व का चिपकना 4. दबाव नियंत्रण वाल्व में रिसाव | 1. मोटर और पंप रोटेशन दिशा की जाँच करें 2. दबाव राहत वाल्व को साफ करें 3. विद्युत चुम्बकीय वाल्व की मरम्मत या सफाई करें 4. दबाव नियंत्रण वाल्व की मरम्मत या प्रतिस्थापन करें |
| स्लाइडर धीरे-धीरे या अस्थिर रूप से गिरता है | 1. तेल सिलेंडर का घिसना 2. गाइड रेल का घिसना या खराब समन्वय 3. कम हाइड्रोलिक तेल का स्तर 4. तेज़ फ़ीड गति बहुत अधिक सेट की गई 5. भरने वाला वाल्व अटक जाता है या खुलने में विफल रहता है | 1. सिलेंडर सील का निरीक्षण करें 2. गाइड रेल की मरम्मत करें 3. हाइड्रोलिक तेल को फिर से भरें 4. तेज़ फ़ीड गति को कम करें 5. भरने वाले वाल्व को साफ करें |
| हाइड्रोलिक तेल रिसाव | 1. पाइपलाइन का ढीला कनेक्शन 2. सील घिसी हुई या क्षतिग्रस्त | 1. पाइपलाइन कनेक्शन को कसें 2. सील बदलें |
| दोनों तरफ झुकाव असमान है | 1. असमान डाई घिसाव 2. ऊपरी डाई समानांतर नहीं है | 1. डाई की ऊंचाई समायोजित करें या डाई को बदलें 2. ऊपरी डाई को संरेखित या समायोजित करें |
| बड़ा शोर | कनेक्शन ढीला है, बियरिंग घिस गई है, या घटक क्षतिग्रस्त हैं | कनेक्शनों की जांच करें और उन्हें कसें; दोषपूर्ण घटकों या डाई को बदलें |
| विद्युत नियंत्रण असामान्यताएं | कनेक्शन ढीला है, सेंसर खराब है, या सर्किट बोर्ड ख़राब है | कनेक्शन बिंदुओं की जांच करें; सेंसर बदलें या नियंत्रण बोर्ड की मरम्मत करें |
| मशीन का अधिक गर्म होना | रेडिएटर बंद है या शीतलन प्रणाली ख़राब है | रेडिएटर साफ करें; कूलिंग लूप की जांच करें और उसकी मरम्मत करें |
| स्लाइडर धीरे-धीरे नीचे नहीं आ सकता या झुकने वाला बल अपर्याप्त है | 1. दिशात्मक वाल्व (जैसे 4/2 वाल्व) दोषपूर्ण 2. भरने वाला वाल्व अटक गया | 1. दिशात्मक वाल्व का निरीक्षण करें या उसे बदलें 2. भरने वाले वाल्व को साफ करें |
| वापसी की गति धीमी है और दबाव अधिक है | भरने वाला वाल्व पूरी तरह से खुला नहीं है | जाँच करें कि क्या भरने वाला वाल्व पूरी तरह से खुला है |
संदर्भ
www.ursviken.com/what-is-a-press-brake-used-for/
www.adhmt.com/how-does-a-press-brake-work/
www.epowermetals.com/metal-forming-and-welding-glossarymetal-forming-and-welding-glossary.html
https://www.alekvs.com/press-brake-machine/




